By Alicia Hartlieb and Martin Hartlieb, Viami International Inc.
Numerous studies, especially from Ducker-Carlisle, have shown that aluminum usage in light vehicles has been growing for decades, having surpassed 500 lbs (227 kg) per light vehicle in North America and 396 lbs (180 kg) per vehicle in Europe. Until now, castings have been the predominant product form, but in recent years and even more so in coming years, sheet and extrusion applications are showing the greatest growth rates. The main driver for aluminum use has always been lightweighting.
The accelerating electrification of vehicles has only continued aluminum’s growth trend, while also changing the product mix. Historically, castings have been the predominant product form and have mainly been used in the powertrain of internal combustion engine (ICE) vehicles (primarily using secondary A380 or 319 alloys), while hybrid vehicles usually contain smaller engines and battery electric vehicles (BEVs) do not use ICEs. Now, the aluminum growth has been shifting to the car body and chassis, and for electric vehicles also to the battery trays and electric drive components. Today, these components are mostly made from sheet and extruded products with only some castings, which are often structural and, therefore, made with more sophisticated processes and cleaner aluminum alloys (either primary or secondary from clean scrap).
Currently, a higher aluminum content, especially assemblies of sheet metal and extrusions, means higher costs. Additionally, if primary aluminum is used, it also means a higher carbon footprint. OEMs and their suppliers have therefore been working on lowering both the material and processing costs of their components, while improving production quality and enhancing sustainability, i.e., increasing recycling content in all types of aluminum parts.1
In the last few years, a new trend is starting to catch on. Initiated by Tesla, the trend involves utilizing giga-castings (also referred to by some OEMs as “mega-castings”). These large cast structural components are able to integrate many different parts into a single ultra-large casting. This could not only impact the way cars are manufactured and the utilization of aluminum in general, but also affect the content of different product forms (castings, sheet, and extrusions) in light vehicles. In other words, it could spur new growth for castings and potentially slow down the growth of sheet and extrusions.
Giga-Castings in Car Manufacturing
Tesla utilizes two giant giga-castings that serve as the front and rear underbody in their Model Y (Figure 1), thus revolutionizing traditional car body (unibody) design and streamlining manufacturing. Compared to the Model 3, these two castings replaced 171 parts (mostly sheet stampings along with some smaller castings), eliminated 1,600 welds, and removed 300 robots from the assembly line—reducing required capital investment and floorspace significantly.2 These giant castings are manufactured on a massive machine, known as a giga-press, which is able to achieve 6,000 tons of locking force and is theoretically capable of producing up to 45 castings per hour.3

Various other car manufacturers, such as Volvo and its EV brand Polestar, have since decided to follow the same path and also invested in giga-presses (but Volvo calls the components mega-castings). Volvo hopes to develop several vehicle models that can make use of the same mega-casting for its body-in-white (BIW) elements. The castings will integrate even mounting points for components such as suspension arms and electric motors.4
Other notable car companies who are publicly known to be following this trend (or plan to) include Mercedes-Benz, Volkswagen, Toyota, General Motors, Hyundai, and Chinese electric vehicle start-ups Nio and Xpeng.5 Many other OEMs are at least looking at giga-castings or are already secretly working on it.
Car body giga-castings are mainly being used to integrate aluminum and steel sheet metal stampings, which might slightly impact aluminum sheet content growth in vehicles, but will convert some steel (sheet) to aluminum (castings). Extrusions will be less affected in this case, since components like crash boxes are better in hollow (extruded) designs than open casting designs. There could be some impact on extrusion content in battery trays, in which giga-castings are being used to replace extrusions and multi-material assemblies. However, these battery tray castings will not integrate sills/collision rockers, because (multi-)hollow extrusion designs perform better than when these cast components are integrated into the casting. Overall, the impact on aluminum sheet and extrusion content will likely not be very drastic and will only be in the long term. Instead, giga-castings will help increase the total aluminum content in vehicles—taking away some share from steel sheet stampings.
Benefits
A number of benefits arise with the use of giga-castings. For example, they reduce the number of components in a vehicle. Generally, the frame or underbody (usually composed of a large number of stamped sheet components and some castings) can be integrated into one large casting, which can in turn reduce the overall weight of the car. This is especially important for BEVs, as it increases the range and makes the car more efficient. However, the weight reduction is not a given due to the fact that castings can only be made in a certain range of thicknesses and are not able to be much thinner than 2 mm. By comparison, sheet stampings can be made with thicknesses as low as 0.7 mm and can have higher strength than the casting.
By using one large casting, the vehicle’s bill of material becomes less complex, which makes the manufacturing and assembly of the car an easier and quicker process. It also reduces the required capital investment.6 This is a lot easier and more beneficial in a greenfield factory than a brownfield one. A greenfield facility can be designed and laid out for the reduced assembly space and time from the get go. On the other hand, a brownfield factory would require a redesign and would result in other perfectly usable equipment suddenly becoming obsolete.7
Supply chain logistics are also reduced, creating a positive impact on costs and environment. The length of the assembly line and duration for the car to be put together are shortened, as the larger casting also means that less welding must be done to join smaller pieces.4 Tesla has stated that the use of giga-castings has cut their costs by up to 40% (though other reports have estimated this to be closer to 20–30%)7 and is the reason for their ability to produce Model Y vehicles within 10 hours. Similarly, Volkswagen will also apply this new method of car assembly to make use of the technology’s less labor-intensive way of assembling metals together, enabling the cars to be economically assembled in high-cost countries.
Another possible advantage of giga-castings in cars is an increased crash performance. It is nevertheless important to note that there are conflicting opinions on this. Tesla first addressed the issue of crash performance when they filed their patent on the giga-casting’s shock-absorbing characteristics in a crash situation. However, other sources regard the crash performance of giga-castings to be a disadvantage due to the limited types of alloys that can be used (only one alloy for the entire casting) and the restrictions of the production process (such as the wall thickness limitations).4 As previously mentioned, it’s well known that hollow extruded profiles absorb higher crash energy than open section castings.
Downsides
Despite the advantages mentioned, there are also a few disadvantages to giga-castings that need to be considered—the first being repairability. One large casting in a vehicle makes small repairs nearly impossible. With an assembly involving multiple pieces, the mechanic can simply remove and replace the damaged or defect part.4 However, with a giga-casting, the entire casting would have to be replaced, which is cost prohibitive.
The second downside is the challenge of maintaining the tight tolerances required during manufacturing. Giga-castings have different wall thicknesses throughout the part, each of which cool down differently within the die during the cooling and subsequent quenching phases. This leads to distortions that are often difficult to simulate and predict precisely. Therefore, there are still several unknown elements in the deviations and variations of tolerances in giga-casting compared to sheet metal assembly processes. In addition, giga-castings are not joined to other parts using standard spot-welding procedures, but rather use other methods that can also cause unexpected or unknown geometrical variations.5
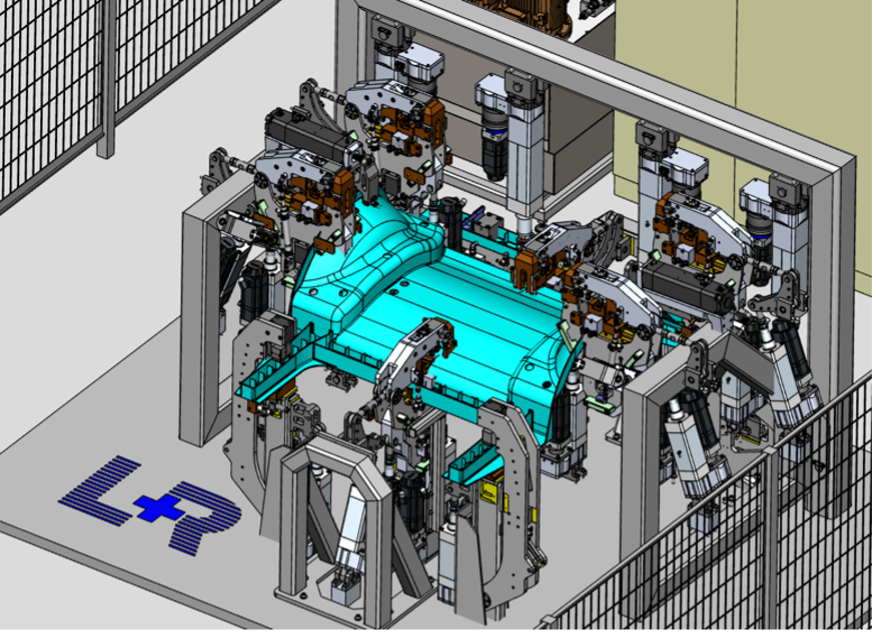
Much more effort is necessary to get all the information about the part and understand its deviations, but this characteristic of giga-castings—as well as its size—makes it very difficult to produce defect-free castings in the right tolerances. Therefore, even using alloys that don’t require heat treatment or may only need artificial aging without quenching (T5), achieving the correct tolerances often requires the use of complex straightening with automatic intelligent systems (Figure 2).
The third concern involves casting quality. It is difficult to make an (almost) defect free structural casting, but making an entire front/rear underbody or battery tray as a single giant high-quality casting is extremely challenging. As a result, scrap rates can easily exceed those of cold forming processes and assemblies.
The Challenges of Producing Giga-Castings
One might ask why car companies haven’t thought of using giga-castings before Tesla? The answer is that the process of making these large die cast components is extremely challenging in many ways. For example, increasing the size of the die casting machine (DCM) was not simple. Eight years ago, a 4,500 ton DCM was considered huge. Now, DCMs are able to be sized up to 9,000 tons locking force, with 12,000 and even 15,000 ton DCMs soon on the way.6,8
Dies for such giant castings are also huge (up to 100 tons), requiring the use of large equipment like cranes for handling. The size also makes die design and especially thermal management a challenge. Furthermore, die casting dies are expensive and don’t last long, having a typical die life of around 100,000 shots (when using structural alloys). By comparison, dies for stamping presses (for sheet-based components) can produce up to 6 million parts over their die life. Unless the die life is addressed, this makes giga-castings less suitable for very high volume vehicles.
Anyone who has manufactured structural castings like shock towers on traditional DCMs knows how challenging it is to make high quality (basically “defect free”), crash relevant structural castings with high mechanical properties. Giga-castings are also structural castings—just many times bigger with complex designs (integrated bosses, ribs, etc.) that have differing wall thicknesses and with a very long required metal flow length to fill the die cavity (which makes the end of filling more susceptible to casting defects). At the same time, it is necessary to keep the tolerances tight, so heat treatment (particularly solution heat treatment with quenching) should be avoided.
Long flow length is normally achieved with near-eutectic (10-11% Si) alloys, but in order to achieve the required high elongation such alloys require T7 heat treatment. Lowering the silicon content increases elongation in the F temper (as-cast) condition and the required properties to be achieved with a simple T5 heat treatment (or even with just the paint baking process)—but it reduces castability (especially flow-length in the cavity). The current compromise for giga-castings is to use an alloy with around 7% Si, some Mg for strength, Mn to minimize die soldering, Sr for eutectic modification, relatively low Fe (below 0.25%), and other impurities. In the case of Tesla, the alloy may even have some Cu. Despite the avoidance of solution heat treatment and quenching, distortion of such large castings can still be a big challenge and manual straightening is simply impossible. Therefore, intelligent automatic straightening systems are often required.
Handling shot weights of 80–100 kg (176–220 lbs) for each cast requires different furnace and metal handling and transfer concepts than typical die casting centers. Many other process aspects (vacuum, die lubrication, etc.) also become a lot more complicated and complex when the size is increased to giga-castings.
After the giga-casting is made, handling, storing, and especially transporting it are additional challenges (a standard truck can only fit 8–20 of them), which is why production is typically installed at a facility located close to the vehicle assembly plant. If the giga-casting plant is taken on by the OEM (like Tesla or Volvo), this is made easier. However, finding a supplier to make the huge capital investment into a giga-casting factory close to a customer’s car assembly plant can also be a big challenge, as this creates a huge dependence on a single customer.
Sustainability is also an increasing concern in the automotive market. Currently, aluminum auto body sheet is known to have high recycled content, while structural die castings (contrary to traditional die castings) have mainly been using primary alloys thus far. Since primary aluminum alloys generally have a high carbon footprint (unless the supplier manufactures the primary aluminum using renewable energy), there is the need to increase the recycled content of structural die castings. Luckily, this change is already taking place, and structural die castings can now be made with (sometimes quite high) recycling contents. For example, Volvo states that its mega-casting project is helping the company achieve its sustainability goal of carbon neutrality by 2040, because it reduces the environmental footprint across production, allows for a high recycling content, and is made from a single alloy (thus, being easy to recycle). The weight reduction (especially, since it replaced steel stampings) also helps to reduce the car’s energy consumption during its use phase.
Considering Rheocasting as a Solution
Some OEMs/casters are now looking at rheocasting (semi-solid casting) as the potential solution to most of the giga-casting challenges discussed. Rheocasting offers a number of potential advantages and possibilities, including:
- Part Complexity/Integration: It allows for casting high integrity/quality components with both very thick and very thin sections and more homogeneous properties.
- Part Size: It enables significantly increased flow length in the cavity, which is ideal for very large parts.
- Die Life: Giga-dies are very expensive and rheocasting is said to often double die life.
- Reduced Machine Size: Rheocastings require less ratings and overflows, which means that the projected area is much lower. They also require a lower intensification pressure, which can help reduce the required locking force of the die casting machine by 30-50%. This reduces capital investment, floor space, and often also cycle time.
- Alloys and Sustainability: It allows for the use of lower silicon alloys while maintaining excellent castability (flow length) and enabling a high recycled content. For example, Dynatool Industries in Montreal produced the door hinge pillar casting for the Rivian electric delivery van using the Comptech rheocasting process. These structural rheocastings in A356-T5 alloy (made from 100% post-consumer scrap wheels for low carbon footprint using eccomelt356.2) are currently in mass production. They are typically able to offer properties of 170 MPa yield strength, 250 MPa ultimate tensile strength, and 10% elongation (with low standard variation)—ideal targets for giga-castings.9
Conclusion
In the automotive industry, there is big hype about giga-castings and many OEMs are now working on them, as they can revolutionize car body designs and manufacturing. Giga-castings are currently used in the front and rear underbody and for battery trays. In the car body, they are mainly replacing (aluminum and steel) sheet metal and other (smaller) castings, while in battery trays they are replacing either extrusions or multi-material assemblies, including sheet stampings and some smaller castings. The overall impact of giga-castings on the growth of aluminum in vehicles is clearly positive, and their impact on aluminum extrusions and sheet usage in light vehicles is estimated to be relatively low. Sheet will continue to grow in BIW and closures, and extrusions will continue to grow in sills, collision rockers, and many other BIW and BEV applications. Giga-castings have several challenges and downsides associated with them—namely, repairability, difficulty of achieving tolerances, and challenges of production. Some OEMs/casters are now looking at rheocasting as a potential solution to most of the production challenges, which also allows for the use of high recycled content and improves sustainability.
References
- Hart, C., A. Afseth, and B. Zuidema, “Aluminum Value in Battery Electric Vehicles,” The Aluminum Association, 2022.
- Abraham, A.K., “Automotive Materials in an Evolving Landscape,” Ducker Carlisle, January 24, 2023.
- Loots, W., “Tesla Giga Casting,” Driven, January 1, 2023.
- Schuh, G., G. Bergweiler, L. Dworog, and F. Fiedler, “Die Karosserie aus dem Aluminium-Druckguss / Opportunities and Risks of Mega-Casting in Automotive Production – The Aluminum Die-Casted Body in White,” Düsseldorf: VDI Fachmedien, September 2022, www.researchgate.net/publication/363880399.
- Wärmefjord, K., J. Hansen, and R. Söderberg, “Challenges in Geometry Assurance of Megacasting in the Automotive Industry,” ASME, Journal Computing and Information Science in Engineering, Vol. 23, No. 6, December 2023, https://doi.org/10.1115/1.4062269.
- “Giga Presses – the giant die casts that are reshaping car manufacturing,” Reuters/Automotive News Europe, February 10, 2023.
- Volk, W., “Gigacasting ist geeignet, den Karosseriebau neu zu denken,” Automobil-Produktion, February 3, 2022.
- Carney, D., “Volvo Joins Tesla in the Giga Press Club,” Design News, Mar 14, 2022.
- Bergeron, S., M. Hartlieb, P. Jansson, and J.-C. Tawil, “Rheocasting Structural Components,” Die Casting Engineer, May 2023, pp. 24-30.
Editor’s Note: This article first appeared in the June 2023 issue of Light Metal Age. To receive the current issue, please subscribe.

