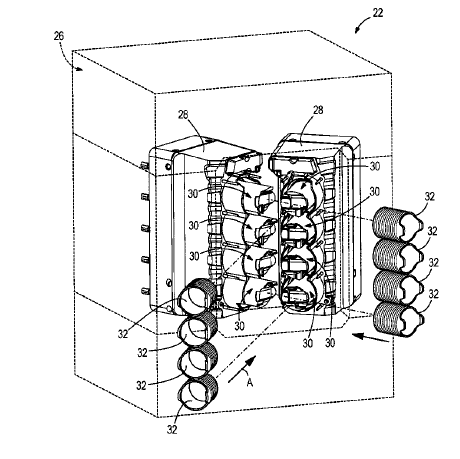
Editor’s Note: Since the June issue of Light Metal Age ran the Viami International Inc. article on aluminum giga-castings in car manufacturing, the topic of high pressure die casting (HPDC) has prompted interest as a focus of this column, especially as it applies to automotive applications. Such castings predominate in today’s cars that are powered by an internal combustion engines (ICE) and already are and aim to be center stage in electric vehicle (EV) manufacturing (Figure 1).
Various 3xxx aluminum alloys, based on the Al-Si eutectic system (11.7 wt% Si) with Cu, Mg, and other additions are suitable for HPDC. These include the hypoeutectic 380, 383, 384 alloys, the eutectic 413 alloy, the hypereutectic 390 alloy, and the Al-Mg 518 alloy (with 0.35 wt% max. Si), as well as various specialty/patented HPDC aluminum alloys, e.g., Alcoa EZCast alloys, Mercury Marine (Brunswick) Mercalloys, Cosma International (Magna) Aural-x alloys, and others. Most HPDC products are made from secondary alloys, although all the primary aluminum producers offer standard and specialty HPDC alloys as well. In the case of automotive HPDC products, these alloys are used in vehicles that are both ICE or EV types.
The recent HPDC patents selected address some of the technical challenges facing manufacturers today regarding aluminum alloy development, die design, process improvement, and heat treatment to assure HPDC product reliability for specialty markets served. For ICE vehicles, new high temperature alloys have been developed to improve tensile, creep, and fatigue strength in HPDC engine blocks and heads of modern ICEs from about 340°F to 390°F. Also, marine engines are manufactured almost entirely from HPDC aluminum alloys and have provided several inventive technologies, some presented here, that generally apply across transportation markets.
Many of these patents can apply to either ICE or EV vehicles, as the HPDC process combines features of multiple joints by component integration into a single structure that can weigh less and improve functionality in body frames and other parts. For EV vehicles particularly, HPDC battery cases manufactured as a single unit have been designed that improve collision resistance in all directions.
Heat treatment of aluminum HPDC parts for either ICE or EV applications can require special process changes, outlined by some of the patents highlighted here, in order to not only achieve T4, T6, or T7 temper properties, but also to combat the blistering that may occur in heat treatment due to entrapped porosity.
— Joseph C. Benedyk, Editor
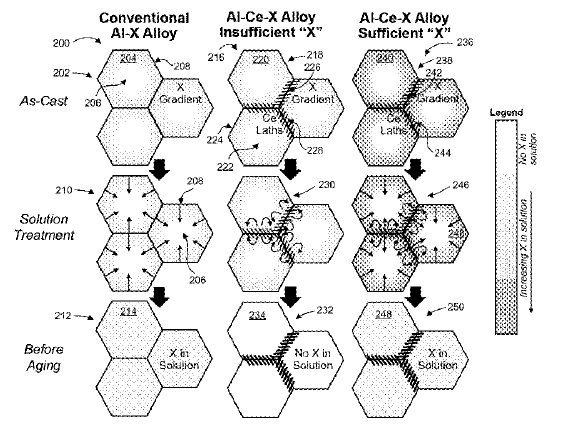
US11718898 — RARE EARTH ELEMENT—ALUMINUM ALLOYS — Lawrence Livermore National Security, LLC, University of Tennessee Research Foundation, Iowa State University Research Foundation, Inc., UT-Battelle, LLC, and Eck Industries, Inc. (USA) — An alloy includes aluminum, a rare earth element, and an alloying element selected from the following: Si, Cu, Mg, Fe, Ti, Zn, Zr, Mn, Ni, Sr, B, Ca, and a combination thereof. The aluminum (Al), the rare earth element (RE), and the alloying element are characterized by forming at least one form of an intermetallic compound. An amount of the rare earth element in the alloy is in a range of about 1 wt. % to about 12 wt. %, and an amount of the alloying element in the alloy is greater than an amount of the alloying element present in the intermetallic compound. Methods include a computational and experimental feedback loop in which constituent alloying effects (such as precipitation hardening) are retained by applying empirical relationships to saturate RE content and optimized freezing ranges are tailored for sand casting, low pressure casting, high pressure die casting, squeeze casting, direct metal write, direct chill casting, rheocasting, additive manufacturing, advanced manufacturing, etc. to achieve optimum strength.
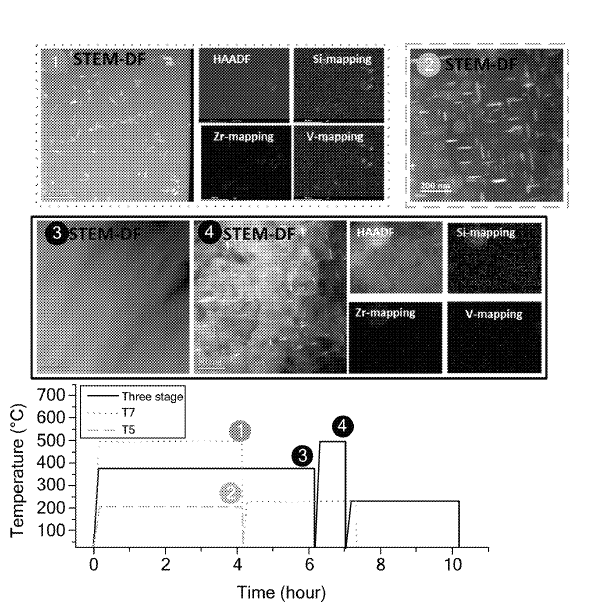
US11713500 — ADVANCED CAST ALUMINUM ALLOYS FOR AUTOMOTIVE ENGINE APPLICATION WITH SUPERIOR HIGH-TEMPERATURE PROPERTIES — Ford Global Technologies, LLC (USA) — A process of heat treating an Al—Si—Cu—Mg—Fe—Zn—Mn—Sr-TMs alloy, where the TMs (transition metals) include Zr and V, includes heat treating the alloy to produce a microstructure having a matrix with Zr and V in solid solution after solidification. The solid solution Zr, in wt. %, is at least 0.16%, the solid solution V, in wt. %, is at least 0.20% after heat treatment, and Cu and Mg are dissolved into the matrix during the heat treatment and subsequently precipitated during the heat treatment. The composition of the alloy, in wt. %, includes Cu between 3.0-3.5%, Fe between 0-0.2%, Mg between 0.24-0.35%, Mn between 0-0.40%, Si between 6.5-8.0%, Sr between 0-0.025%, Ti between 0.05-0.2%, V between 0.20-0.35%, Zr between 0.2-0.4%, maximum 0.5% total of other alloying elements, and balance Al. Improving high-cycle fatigue and performance at elevated temperatures for cast aluminum alloys having select TMs, especially in motor vehicle engine applications, is addressed by the present disclosure.
US11685249 — BATTERY PACK ARRANGEMENT STRUCTURE — HONDA MOTOR CO., LTD. (Japan) — In this battery pack arrangement structure, since a case main body of a battery case is made of a metal by die-casting, not only is it possible to reduce the number of components and the weight by forming, integrally with the case main body, a cross member protruding upward from a case bottom wall and extending in the vehicle width direction and a second fixing portion protruding outward in the vehicle width direction from a case side wall, but it is also possible to enhance the side collision resistance by increasing the strength of the case main body including the cross member and the second fixing portion. Moreover, since the second fixing portion protruding outward in the vehicle width direction from the case side wall is fixed to a floor frame, due to the collision load of a side collision being directly transmitted from the floor frame to the cross member of the case main body and supported, it is possible to ensure the side collision resistance even when the strength of the floor frame is decreased so as to lighten the weight.
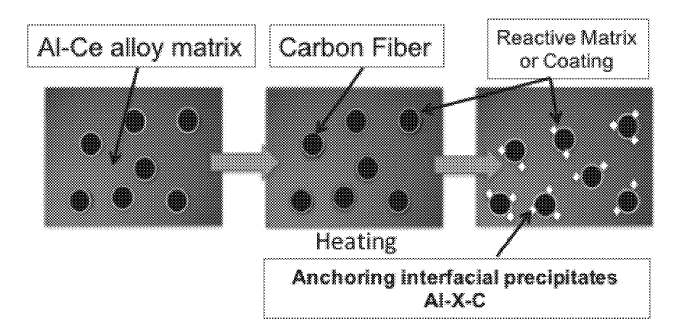
US11667996 — ALUMINUM-FIBER COMPOSITES CONTAINING INTERMETALLIC PHASE AT THE MATRIX-FIBER INTERFACE — UT-Battelle, LLC and Eck Industries, Inc. (USA) — This invention generally relates to the field of aluminum metal matrix composites, and more specifically, high pressure die casting of aluminum metal matrix composites. A solid aluminum-fiber composite comprising: (i) an aluminum-containing matrix comprising elemental aluminum; (ii) coated or uncoated fibers embedded within said aluminum-containing matrix, wherein said fibers have a different composition than said aluminum-containing matrix and impart additional strength to said aluminum-containing matrix as compared to said aluminum-containing matrix in the absence of said fibers embedded therein; and (iii) an intermetallic layer present as an interface between each of said fibers and the aluminum-containing matrix, wherein said intermetallic layer has a composition different from said aluminum-containing matrix and said fibers, and said intermetallic layer contains at least one element that is also present in the aluminum-containing matrix and at least one element present in the fibers, whether from the coated or interior portion of the fibers. Methods of producing the above-described composite are also described.
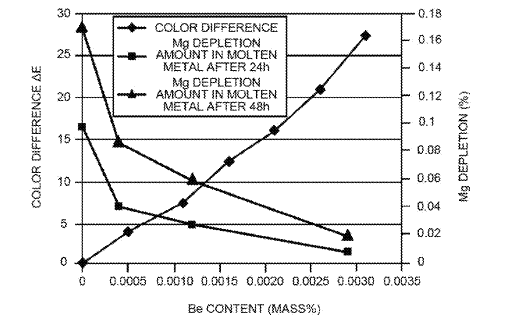
US11649530 — Al—Si—Mg ALUMINUM ALLOY — NIKKEI MC Aluminium Co., Ltd. (Japan) — The present invention relates to an Al—Si—Mg aluminum alloy. The present invention is particularly suitable for large casting materials such as those used for automobile components. An Al—Si—Mg aluminum alloy is provided. The Al—Si—Mg aluminum alloy includes: 5 mass % or larger and 10 mass % or smaller of Si; 0.2 mass % or larger and 1.0 mass % or smaller of Mg, 0.03 mass % or larger and 0.5 mass % or smaller of Sb; 0.0004 mass % or larger and 0.0026 mass % or smaller of Be; and a remainder having an alloy composition including Al and unavoidable impurities. In L*a*b* color system, a value of L* that indicates lightness of a surface thereof is 55 or larger. According to the aspect of the present invention, the Al—Si—Mg aluminum alloy with a low Be content and an alloy surface inhibited from blackening can be provided.
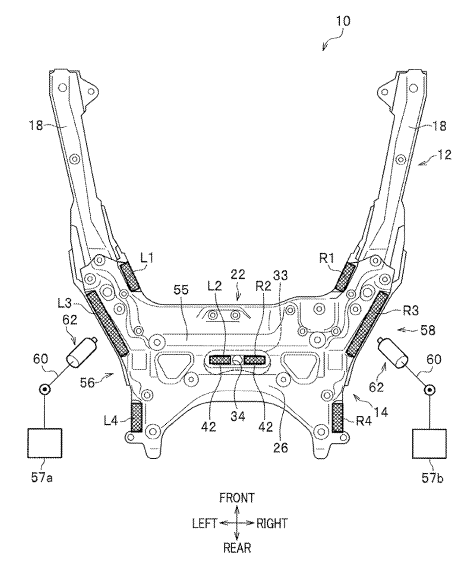
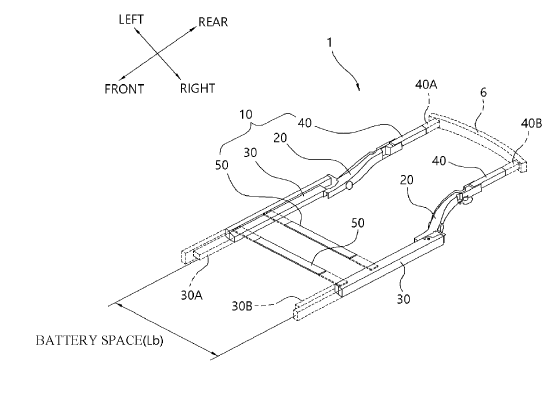
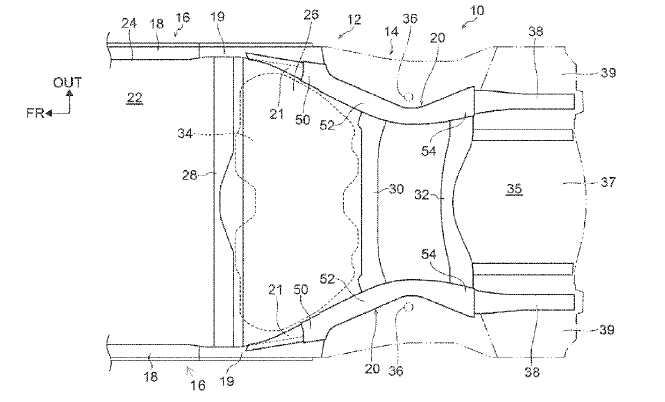
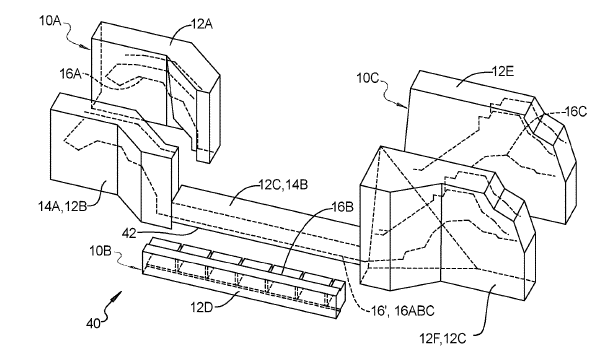
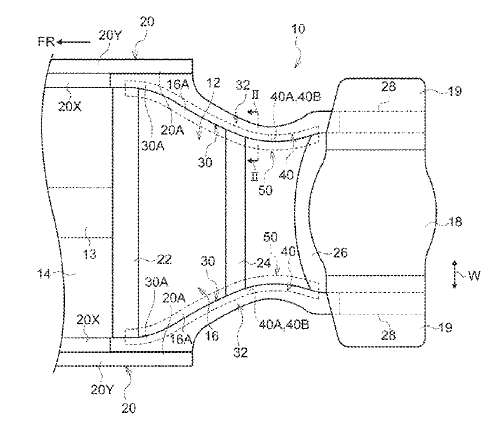
US11634002 — VEHICLE BODY FRAME USING COMPONENT INTEGRATION TYPE REAR LOWER — Hyundai Motor Company and Kia Motors Corporation (Korea) — Exemplary embodiments of the present disclosure relate to a vehicle body frame. Particular embodiments relate to a vehicle body frame in which a rear lower to which a rear connection structure is applied is manufactured in a component integration type structure by die-casting so that the number of parts is greatly reduced and which is easily modified according to a design intent of a purpose built vehicle (PBV). An embodiment component integration type rear lower includes a body frame having an end portion of a first side and an end portion of a second side and having a predetermined length, a front-rear connection member connecting a side sill at the end portion of the first side and connecting a rear side member at the end portion of the second side, a bush mounting member coupling a bush to the end portion of the first side, and a coupled torsion beam axle (CTBA) mounting member coupled to at least one of a CTBA, a chassis spring, or a shock absorber, the at least one of the CTBA, the chassis spring, or the shock absorber being engaged with the end portion of the second side.
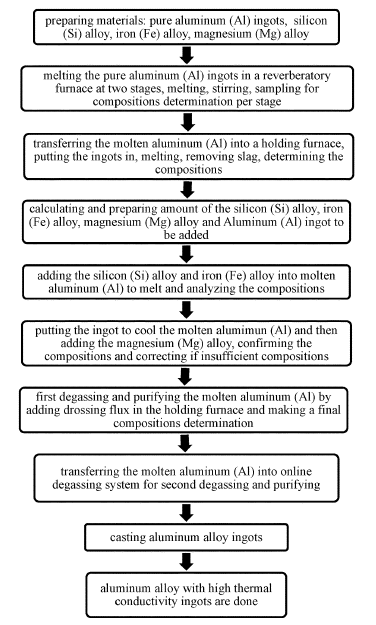
US11618935 — MANUFACTURING METHOD OF ALUMINUM ALLOY WITH HIGH THERMAL CONDUCTIVITY — Charng Chyi Aluminum Co., Ltd. (Taiwan) — A manufacturing method of an aluminum alloy with high thermal conductivity comprising steps of: preparing materials including pure aluminum ingots, silicon alloy, iron alloy and magnesium alloy; melting the pure aluminum ingots in a reverberatory furnace at two stages, melting, stirring, sampling for compositions determination; transferring the molten aluminum into a holding furnace, putting the ingots in, melting, removing slag, determining the compositions; calculating amount of the alloys to be added; melting the silicon alloy and iron alloy in the molten aluminum and analyzing the compositions; adding the ingots to cool the temperature of the molten aluminum down and then adding the magnesium alloy, confirming and making corrections if insufficient compositions; degassing and purifying the molten aluminum by adding drossing flux in the furnace and making a final compositions determination; transferring the molten aluminum into online degassing system to degas and purify; casting the molten aluminum into aluminum alloy ingots. The aluminum alloy with high thermal conductivity manufactured by the above steps of the invention is mainly composed of silicon (Si) 2.0-5.0%, iron (Fe) 0.4-0.5%, magnesium (Mg) 0.4-0.6%, antimony (Sb) less than 0.05%, contents of copper (Cu), zinc (Zn), manganese (Mn), nickel (Ni), chromium (Cr), titanium (Ti), lead (Pb), tin (Sn), bismuth (Bi), lithium (Li) elements are less than 0.01%, and M is another element with a content being limited to less than 0.005%, and the balance is aluminum (Al).
US11584977 — 3XX ALUMINUM CASTING ALLOYS, AND METHODS FOR MAKING THE SAME — Alcoa USA Corp. (USA) — New 3xx aluminum casting alloys are disclosed. The aluminum casting alloys generally include from 6.5 to 11.0 wt. % Si, from 0.20 to 0.80 wt. % Mg, from 0.05 to 0.50 wt. % Cu, from 0.10 to 0.80 wt. % Mn, from 0.005 to 0.05 wt. % Sr, up to 0.25 wt. % Ti, up to 0.30 wt. % Fe, and up to 0.20 wt. % Zn, the balance being aluminum and impurities. The new 3xx aluminum casting alloys may realize, for instance, an improved combination of strength and castability, among other properties. The new 3xx aluminum alloys may shape cast (e.g., via high-pressure die casting (HPDC)), and be subsequently tempered (e.g., to a T4, T5, T6, or T7 temper).
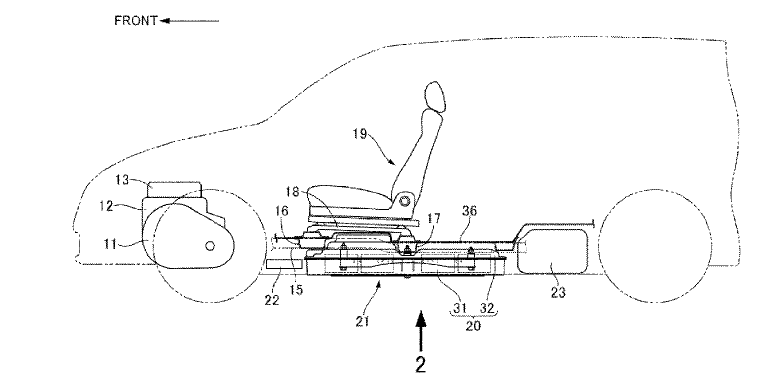
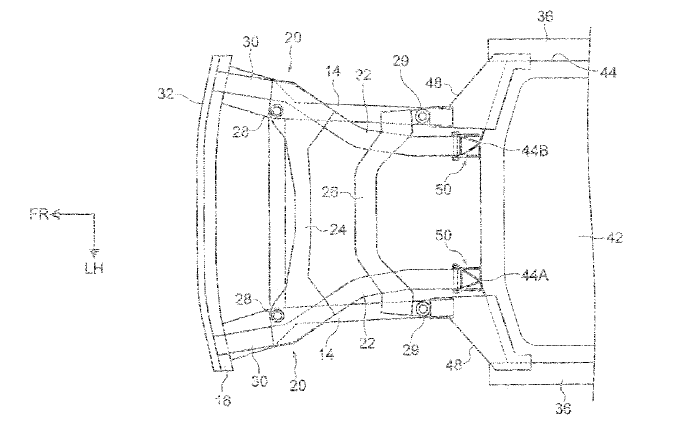
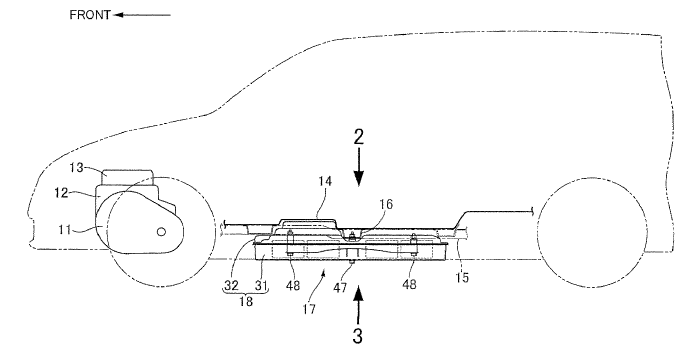
US11565578 — VEHICLE FRONT PORTION STRUCTURE — Toyota Jidosha Kabushiki Kaisha (Japan) — A vehicle front portion structure includes: a battery case that is installed beneath a floor of a vehicle; front side members that extend in a vehicle longitudinal direction further toward a vehicle front side than the battery case; side rails that structure portions of a suspension member that is disposed further toward the vehicle front side, and that extend in the vehicle longitudinal direction; first connecting members that connect the battery case and the front side members; and second connecting members that connect a vehicle longitudinal direction front end portion of the battery case and vehicle longitudinal direction rear ends of the side rails, that face the battery case in the vehicle longitudinal direction as seen in a plan view and in a side view, and that face the side rails in the vehicle longitudinal direction as seen in a plan view and in a side view. In one exemplary embodiment, the side rails 22 and the lower side members 30 are made of aluminum extruded materials. Further, the front cross member 24 and the rear cross member 26 are produced by aluminum die casting.
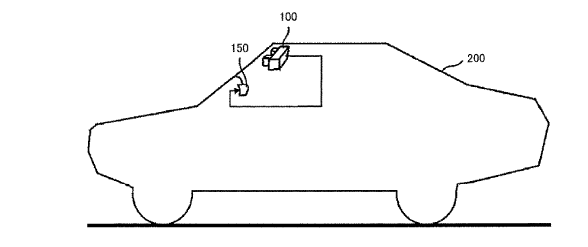
US11543616 — IN-VEHICLE IMAGE PICKUP DEVICE — Hitachi Astemo, Ltd. (Japan) — The present invention provides an in-vehicle image pickup device wherein highly accurate optical axis adjustment of an image pickup unit with respect to a housing can be performed, while suppressing precision machining of the housing as much as possible. The present invention is provided with: camera modules having a lens holder, which has the optical axis of a lens as a normal line, and which has one or more reference surfaces that are formed therein; and a housing having an insertion hole, into which the lens holder is inserted, facing surfaces facing the reference surfaces, and adhesive filling sections penetrating from the side of the facing surfaces to the reverse side of the facing surfaces. Typically, in a case where the housing is manufactured by aluminum die casting, high-precision processing is required to attain the accuracy of the positioning structure. The object of this invention is to provide an in-vehicle image pickup device wherein highly accurate optical axis adjustment of an imaging unit with respect to a housing can be performed while suppressing precision machining of the housing as much as possible.
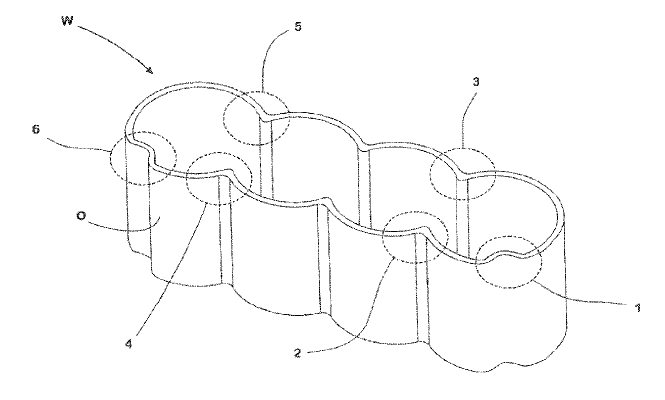
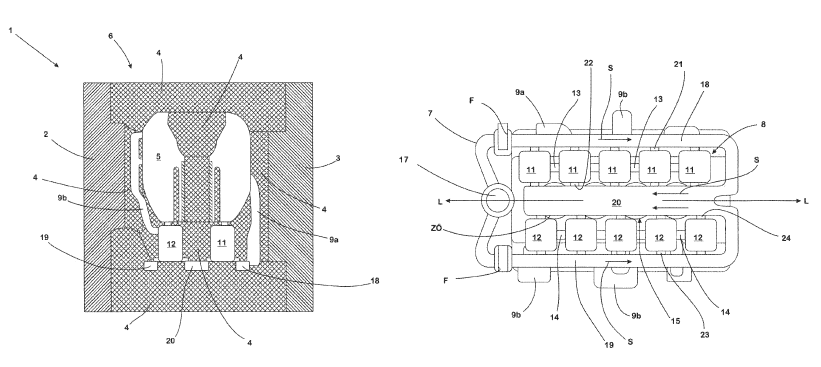
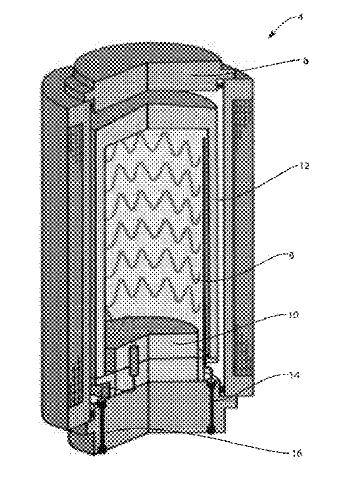
US11499499 — MARINE ENGINES, CYLINDER LINERS FOR MARINE ENGINES, AND METHODS AND ASSEMBLIES FOR FORMING MARINE ENGINES — Brunswick Corporation (USA) — A marine engine has a cylinder block defining at least one cylinder bore and a cylinder liner providing a running surface for a piston in the cylinder bore. The cylinder liner is non-axisymmetric relative to a center axis of the cylinder liner. The cylinder block defines a pocket that retains the cylinder liner and prevents the cylinder liner from rotating about the center axis. Novel cylinder liners, assemblies and methods are provided for forming a marine engine having the cylinder block with the cylinder liner formed therein. Although the examples given teach methods and assemblies for forming aluminum cylinder blocks having port and starboard banks of cylinder bores that are angled towards each other in a V-shape it should be recognized that the concepts taught in the present disclosure are equally applicable to methods of making cylinder blocks of other types of metal and having any number of cylinder bores, for example but not limited to four, six, ten or twelve cylinders. Also, the inventive concepts taught in the present disclosure are equally applicable to methods of making cylinder blocks having an inline or any other cylinder bore configuration.
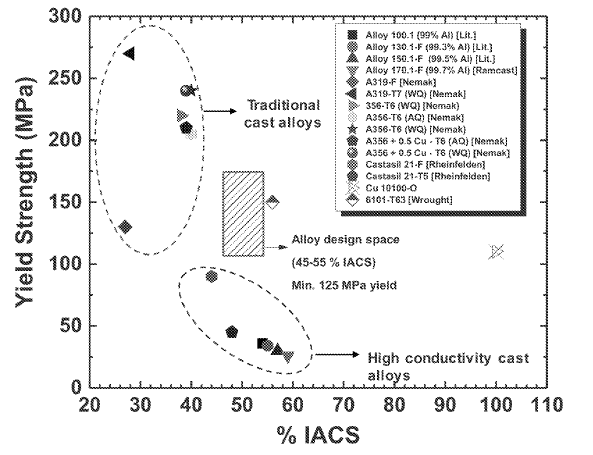
US11421304 — CASTING ALUMINUM ALLOYS FOR HIGH-PERFORMANCE APPLICATIONS — Tesla, Inc. (USA) — In various embodiments, aluminum alloys having yield strengths greater than 120 MPa, and typically in the range from 140 MPa to 175 MPa, are described. Further, such alloys can have electrical conductivity of greater than 45% IACS, typically in the range from 45-55% IACS. In one embodiment, the aluminum alloy comprises Si from 1 to 4.5 wt %, Mg from 0.3 to 0.5 wt %, TiB.sub.2 from 0.02 to 0.07 wt %, Fe less than 0.1 wt %, Zn less than 0.01 wt %, Cu less than 0.01 wt %, Mn less than 0.01 wt %, the remaining wt % being Al and incidental impurities. Such alloys can be used to cast a variety of automotive parts, including rotors, stators, busbars, inverters, and other parts.
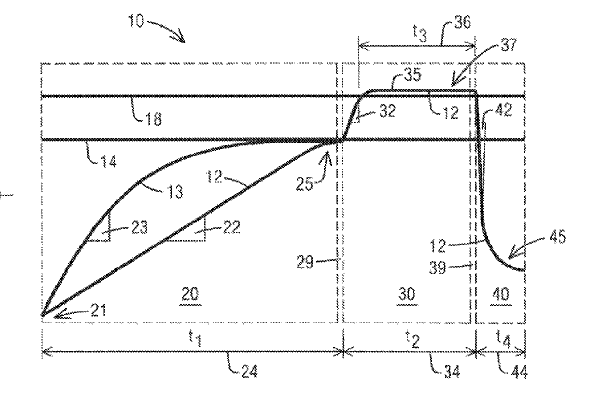
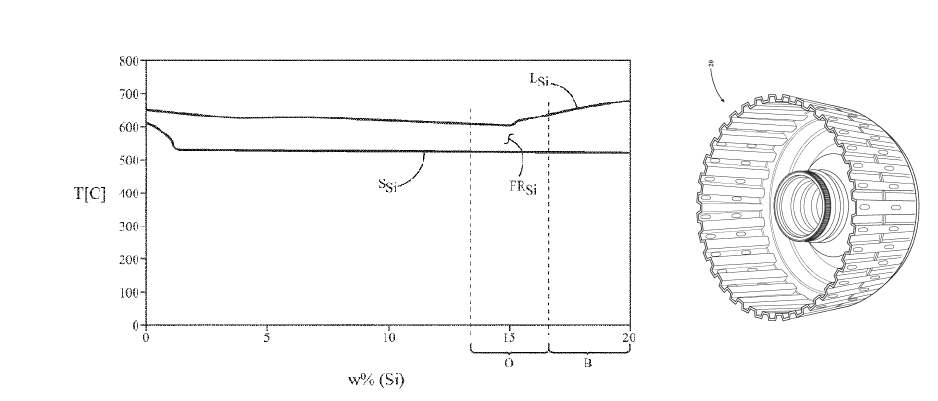
US11408062 — SYSTEM AND METHOD FOR HEAT TREATING ALUMINUM ALLOY CASTINGS — Consolidated Engineering Company, Inc. (USA) — The present invention generally relates to the heat treatment of cast aluminum alloy components, and more specifically to the solution heat treatment of aluminum alloy castings formed in a high pressure die cast manufacturing process. A method for heat treating cast aluminum alloy components that includes obtaining a casting formed from an aluminum alloy having a silicon constituent and at least one metal alloying constituent, and heating the casting to a first casting temperature that is below but within 10°C of a predetermined silicon solution temperature at which the silicon constituent rapidly enters into solid solution. The method also includes increasing the rate of heat input into the casting to raise the temperature of the casting to a second casting temperature that is above but within 10°C of a predetermined alloying metal solution temperature at which the at least one metal alloying constituent rapidly enters into solid solution, maintaining the casting at the second casting temperature for a period of time that is less than about 20 minutes, and then quenching the casting to a temperature less than or about 250°C.
US11407452 — VEHICLE BODY STRUCTURE MEMBER — Toyota Jidosha Kabushiki Kaisha (Japan) — The present disclosure provides a vehicle body structure member that can restrain bending deformation at the time of input of a collision load. Provided is a vehicle body structure member molded by a die. The vehicle body structure member includes a general portion constituting a main part of the vehicle body structure member, ribs provided in a standing manner from the general portion, and thickened portions provided in a standing manner from the general portion, each of the thickened portions being thicker than each of the ribs.
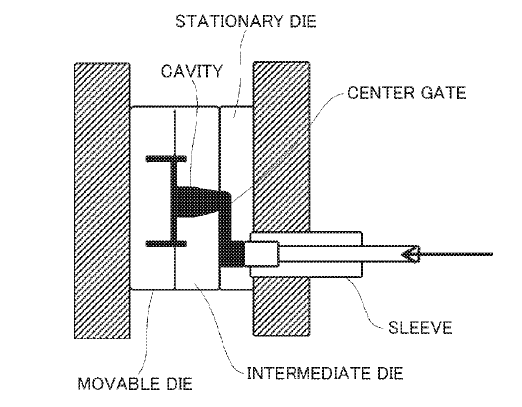
US11359264 — ALUMINUM ALLOY AND DIE CASTING METHOD — Aisin Keikinzoku Co., Ltd. (Japan) — An object of the invention is to provide an aluminum alloy that is used for a die casting process, and exhibits excellent internal quality, high elongation, and high strength, and a method for casting the same. A method for casting an aluminum alloy includes: pouring molten metal of an aluminum alloy comprising 6.0 to 9.0 mass % of Si, 0.4 to 0.8 mass % of Mg, 0.25 to 1.0 mass % of Cu, 0.08 to 0.25 mass % of Fe, 0.6 mass % or less of Mn, 0.2 mass % or less of Ti, and 0.01 mass % or less of Sr, with the balance being Al and unavoidable impurities into a shot sleeve of a die casting machine; filling a mold cavity of a center-gate die with the molten metal at a gate speed of 1 msec or less so as to produce a laminar flow, and subjecting T5 heat treatment so as to obtain the aluminum alloy having a tensile strength of 240 MPa or more.
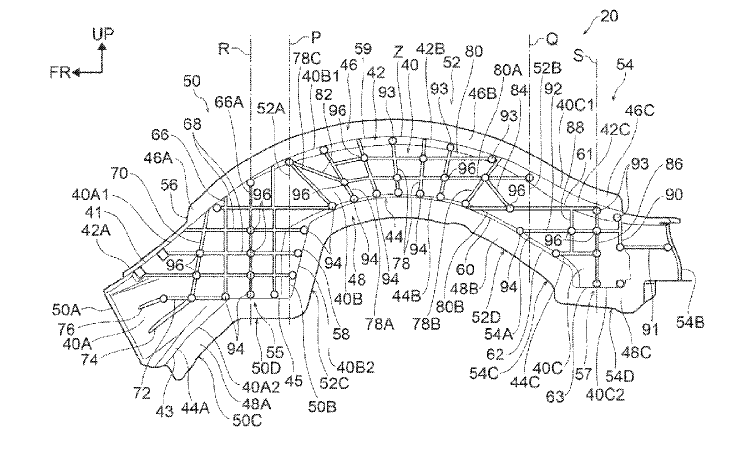
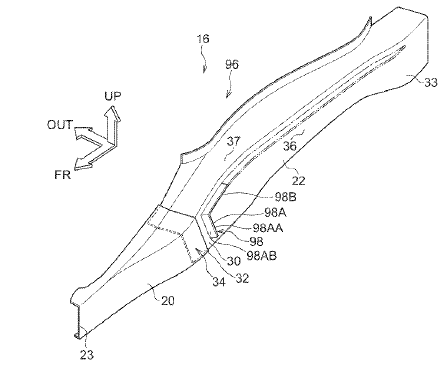
US11358645 — VEHICLE BODY STRUCTURE MEMBER — Toyota Jidosha Kabushiki Kaisha (Japan) — Provided is a vehicle body structure member molded by a die. The vehicle body structure member includes a general portion constituting a main part of the vehicle body structure member, and ribs provided in a standing manner from the general portion and extended along the input direction of a collision load. That is, in the vehicle body structure member having an arch shape curving along the vehicle up-down direction, the height positions of the ribs in the vehicle up-down direction are adjusted in the opposite ends and the central part of the vehicle body structure member in the vehicle front-rear direction, so that the height positions, in the vehicle up-down direction, of the centroids in respective sections of the vehicle body structure member in the vehicle front-rear direction can be generally uniform. Hereby, it is possible to restrain the occurrence of a bending moment in the vehicle body structure member at the time of the front collision of the vehicle or the rear collision of the vehicle.
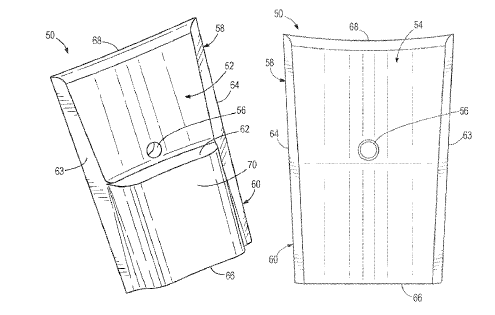
US11338359 — COMPOSITE PART WITH EXTERNAL PART CAST AROUND INTERNAL INSERT AND METHOD FOR PRODUCING THE SAME — Aludyne North America LLC (USA) — Composite parts (100) and methods of making the same are disclosed. A composite part may include an internal insert component (124) made of a first material. The internal insert component may be provided with surface features such as mechanical surface features or material surface features, on at least a portion of its surface. The composite part may further include an external part component (136) that is cast around at least a portion of the internal insert component and is made of a second material different from the first material. The surface features of the internal insert component may help establish a bond within the composite part between the internal insert component and the external part component. Although different casting processes may be used, in some embodiments high pressure die casting of aluminum alloys is preferred.
US11318530 — SLIDES AND EXPENDABLE CORES FOR HIGH PRESSURE DIE CAST CLOSED DECK ENGINE BLOCK — Brunswick Corporation (USA) — A slide for the high pressure die casting of at least one closed deck engine block having at least one cylinder is disclosed. The slide includes a tool steel portion with reliefs for forming a water jacket surrounding each cylinder. At least one expendable core is located in each relief, the expendable core having an inner surface and an outer surface with an aperture extending therethrough. The outer surface and inner surface of the expendable core is coextensive with an inner surface and outer surface of the tool steel portion. A method for high pressure die casting a closed deck engine block using the disclosed slide and expendable cores is also disclosed. The expendable cores are separable from the reliefs in the slide, and form bridges or supports across a water jacket to add stiffness and rigidity to the cast engine cylinders.
US11313015 — HIGH STRENGTH AND HIGH WEAR-RESISTANT CAST ALUMINUM ALLOY — GM Global Technology Operations LLC (USA) — This disclosure provides high strength cast aluminum alloys that have reduced brittleness and reduced shrinkage tendency typically seen in a 390 aluminum alloy, as well as cast articles made therefrom, such as transmission clutch housings. Aluminum alloys having improved properties are provided. The alloy includes about 13 to about 17 weight percent silicon, about 0.3 to about 0.6 weight percent magnesium, and at least 75 weight percent aluminum. The alloy may include copper up to about 2.0 weight percent; iron up to about 0.8 weight percent; manganese up to about 1.0 weight percent; nickel up to about 1.0 weight percent; zinc up to about 0.8 weight percent; titanium up to about 0.5 weight percent; zirconium up to about 0.5 weight percent; vanadium up to about 0.5 weight percent; and other trace elements up to about 0.1 weight percent. In addition, the alloy may contain about 50 to about 1000 ppm of strontium and about 10 to about 100 ppm phosphorus. The new alloys have high strength and high wear resistance, with better castability and low tendency of porosity. The new alloys also have desirable ductility and high fracture toughness and can be made with both permanent mold and high pressure die casting processes.
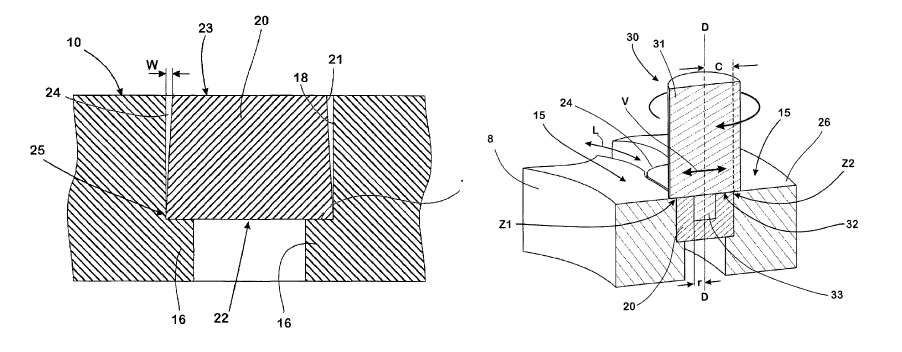
US11305374 — METHOD FOR THE PRODUCTION OF A CAST ENGINE BLOCK FOR A COMBUSTION ENGINE AND ENGINE BLOCK — Nemak, S.A.B. de C.V. (Mexico) — The invention provides a method for easily producing an aluminum alloy engine block for a combustion engine. The method includes: a) providing an engine block with an open water jacket opening; b) placing an insert in the water jacket opening; and c) fixing the insert in the water jacket opening by friction welding. The insert is cast from the same alloy as the engine block. The shape of the insert is adapted to the shape of the water jacket opening such that the insert, when being placed, at least partially closes the water jacket opening and bridges the distance between the outer wall and the cylinder wall, thereby supporting the cylinder wall against the outer wall of the engine block. An engine block produced accordingly shows the advantages of a closed deck engine block.
US11305340 — MODULAR MOLD DESIGN FOR CASTING A VEHICLE FRAME AND COMPONENTS — GM Global Technology Operations LLC (USA) — There is a need for an improved modular die casting mold and associated methods thereof, particularly as related to casting large automotive components, that use low velocity filling, low pressures, active thermal management, and low thermal inertia modular thin-walled mold construction. Thus, a modular casting mold for casting an automotive component includes a plurality of die portions defining a mold cavity corresponding to an automotive component, at least one of the plurality of die portions is an active die portion adapted to control the temperature of the modular casting mold throughout the casting process and including features for ejecting an automotive component cast from aluminum or magnesium within the modular casting mold, and the modular casting mold adapted to be attached to another modular casting mold for casting a single automotive component.
US11247728 — VEHICLE BODY STRUCTURE — Toyota Jidosha Kabushiki Kaisha (Japan) — A vehicle body structure including: a pair of left and right first vehicle body frame members manufactured by die casting an aluminum alloy, and are provided at vehicle transverse direction outer sides of a vehicle, and are provided so as to extend in a vehicle longitudinal direction; a pair of left and right second vehicle body frame members that are made of steel plates, and are joined to front end portions of the first vehicle body frame members from substantially vehicle transverse direction inner sides, and are provided so as to extend in the vehicle longitudinal direction; and projecting portions that are provided at the first vehicle body frame members at further toward a vehicle rear side than positions where the second vehicle body frame members are joined to the first vehicle body frame members, and that project-out toward a vehicle cabin inner side with respect to the first vehicle body frame members. Thus, the present disclosure provides a vehicle body structure that can suppress deformation of a vehicle body at the time of a vehicle collision.
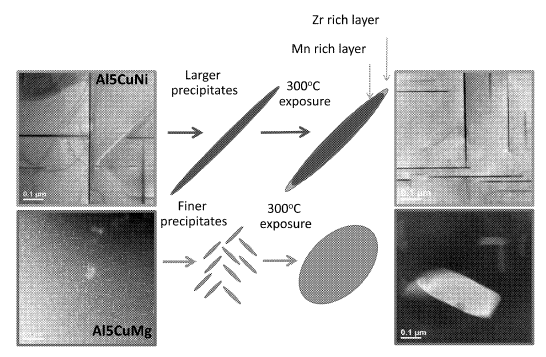
US11242587 — ALUMINUM ALLOY COMPOSITIONS AND METHODS OF MAKING AND USING THE SAME — UT-Battelle, LLC, FCA US LLC, and Nemak USA, Inc. (USA) — The widely used aluminum alloys for die cast cylinder heads such as 319 and 356, are not able to meet the temperature and microstructure/strength stability requirements at temperatures greater than 250°C. A need exists in the art for alloys that exhibit improved strength and microstructure stability at temperatures higher than 250°C. The present disclosure concerns embodiments of aluminum alloy compositions comprising 8 wt % to 25 wt % copper, zirconium, manganese, aluminum, and other components exhibiting superior microstructural stability and strength at high temperatures. The aluminum alloy compositions further comprise titanium introduced by the addition of a grain refiner to the composition. The disclosed aluminum alloy compositions exhibit improved hot tearing resistance as compared to conventional alloys and exhibit improved microstructural and strength stability. The aluminum alloy compositions (or parts cast therefrom) can exhibit an average hot tearing index value ranging from 0.5 to 2.5. In some embodiments, the aluminum alloy compositions can comprise strengthening precipitates having an aspect ratio≥30, such as an aspect ratio ranging from 30 to 40. Also disclosed herein are embodiments of methods of making and using the disclosed alloys.
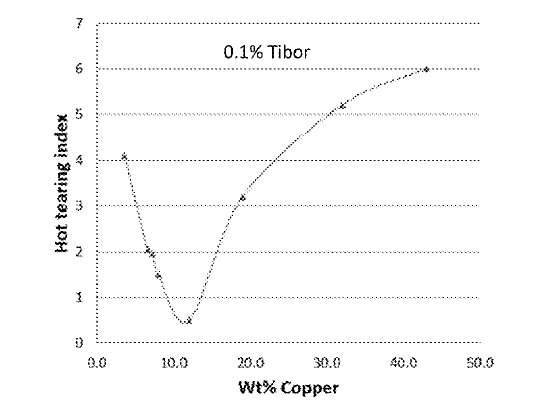
US11220729 — ALUMINUM ALLOY COMPOSITIONS AND METHODS OF MAKING AND USING THE SAME — UT-Battelle, LLC, FCA US LLC, and Nemak USA, Inc. (USA) — The present disclosure concerns embodiments of aluminum alloy compositions exhibiting microstructural stability and strength at high temperatures. The disclosed aluminum alloy compositions comprise particular combinations of components that contribute the ability of the compositions to exhibit improved microstructural stability and hot tearing resistance as compared to conventional alloys. The disclosed composition comprises: (i) an alloy component comprising 6.6 wt % to 8 wt % copper, 0.18 wt % to 0.3 wt % zirconium, 0.05 wt % to less than 0.5 wt % manganese, less than 0.1 wt % silicon, zero to less than 0.01 wt % magnesium, titanium, and a balance of aluminum; and (ii) an amount of a grain refiner component comprising 2 wt % to 6 wt % titanium, 0.5 wt % to 2 wt % boron, and a remainder wt % of aluminum; wherein any vanadium, if present in the alloy, is provided solely by unavoidable impurities and wherein the composition provides a cast alloy that exhibits an average hot tearing value ranging from 1.5 to 2.5. A method for making the above composition comprises: combining the alloy component with the grain refiner component to provide the composition; solution treating the composition at a temperature ranging from 525°C to 540°C; and age treating the composition at a temperature ranging from 210°C to 250°C or at a temperature ranging from 175°C to 190°C.
US11214316 — VEHICLE BODY LOWER PART STRUCTURE — Toyota Jidosha Kabushiki Kaisha (Japan) — A vehicle body lower part structure includes: a floor panel; and a vehicle body frame member including a frame body, an inner side wall, a joint flange projecting inward in a vehicle width direction from an inner surface of the inner side wall in the vehicle width direction, and having a joining surface on which an end of the floor panel in the vehicle width direction is stacked and to which the end of the floor panel in the vehicle width direction is joined, and a recess provided to the frame body, recessed outward in the vehicle width direction from the inner surface of the inner side wall in the vehicle width direction, and having a surface that is continuous and flush with the joining surface of the joint flange. The vehicle body frame member may be made of an aluminum die-casting material and the vehicle body frame member may include a plurality of first ribs arranged side by side in the direction of extension of the frame body.
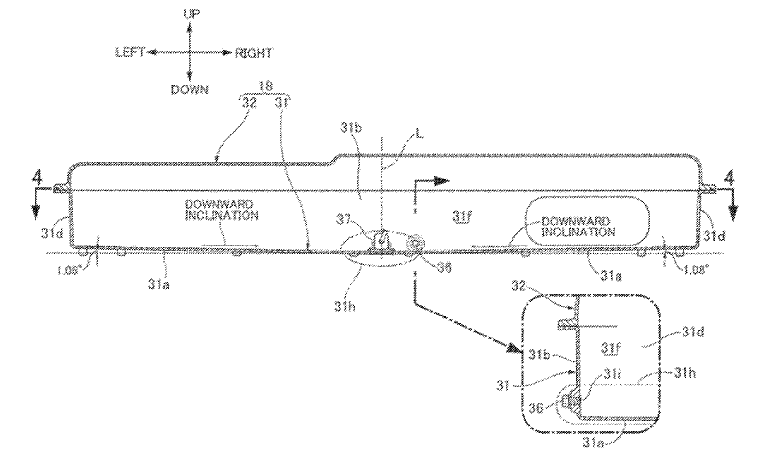
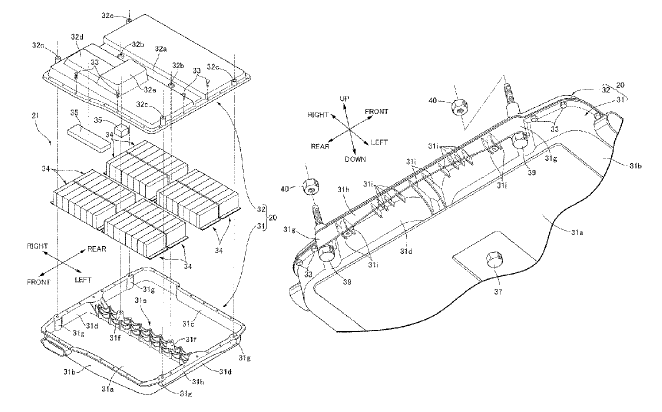
US11183728 — BATTERY PACK OF ELECTRIC VEHICLE — Honda Motor Co., Ltd. (Japan) — The present invention relates to a battery pack of an electric vehicle comprising a plurality of battery modules housed in an interior of a battery case made by metal die-casting. A battery case of an electric vehicle includes a drain hole for discharging water in the interior to the outside and a water detection device disposed in the vicinity of the drain hole. At least part of an upper face of a case bottom wall of the battery case is inclined downward toward the drain hole. Accordingly, not only is it possible to mold the downward inclination of the upper face of the case bottom wall of the battery case easily at the time of die casting without increasing the number of components, but it is also possible to guide water that has entered the interior of the battery case smoothly toward the drain hole, detect it reliably by the water detection device, and discharge it quickly via the drain hole.
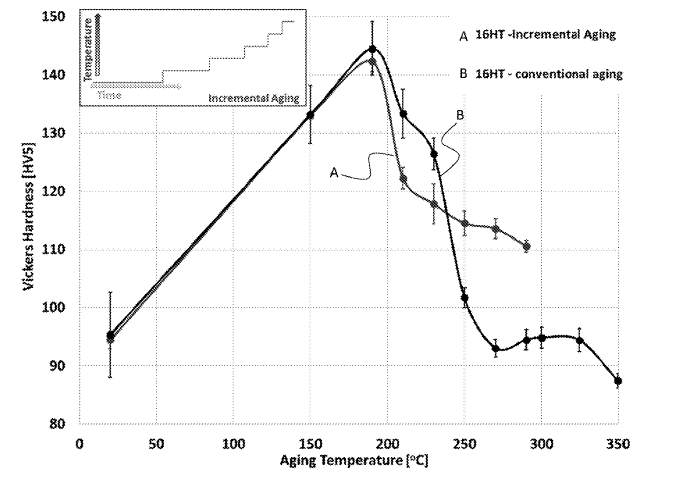
US11180839 — HEAT TREATMENTS FOR HIGH TEMPERATURE CAST ALUMINUM ALLOYS — UT-Battelle, LLC, Nemak USA, Inc., and FCA US LLC (USA) — Conventional aluminum alloys cannot economically address the requirements of cylinder heads operating at 300°C. The widely used alloys for cylinder heads, such as 319 and A356, are not able to meet the temperature and microstructure/strength stability requirements at temperatures greater than 250° C. A need exists in the art for cost effective methods of making aluminum alloys having unique microstructures that exhibit high temperature stability. Disclosed herein are embodiments of an aging heat treatment that can be used to replace conventional aging steps when making alloy embodiments of the present disclosure. Embodiments of the disclosed aging heat treatment reduce cost and complexity in producing aluminum alloy-based components while also promoting and/or improving microstructure stability of the aluminum alloys.
US11124966 — METHOD OF TREATING THE SURFACES OF MOLD PARTS FOR CASTING MOLDS CONSISTING OF A STEEL MATERIAL — Nemak, S.A.B. de C.V. (Mexico) — With the method according to the invention, mold parts for casting molds for light metal casting can be treated such that the danger of crack formation in the region of the surface sections of the mold part coming into contact with the light metal melt during casting is reduced to a minimum. This is achieved in that by means of nitriding treatment on the mold part a nitride-hardened edge layer adjoining its free surface is generated which is harder than the inner core region of the mold part and comprises a diffusion layer adjoining the core region and a compound layer located on the diffusion layer and adjoining the free surface of the mold part and in that at least one section of the surface of the mold part is mechanically processed by machine hammer peening, in the case of which a hammer tool, which, at a certain impact frequency, carries out an impact movement along a movement axis which is aligned in relation to the free surface at a certain acute angle, is guided continuously over the free surface of the mold part following a track determined in a preceding design step such that the compound layer is removed by the impacting stress in the impact region of the hammer tool. Typical examples of hot work steels, which are used for the manufacture of mold parts for pressure casting molds, are the steels standardized under the material numbers 1.2343 (AISI designation H11), 1.2344 (AISI designation “H13”) or 1.2340 (also known under the designation “E38K”).
US11094991 — BATTERY PACK FOR ELECTRIC VEHICLE — Honda Motor Co., Ltd. (Japan) — In a battery pack for an electric vehicle, by fixing a lid member to plural fixing portions provided on a bottom wall of a battery case, a cooling medium jacket is formed between a lower face of the bottom wall and an upper face of the lid member. The thickness of the battery case in the fixing portion is formed larger than thickness thereof around the fixing portion. The fixing portion includes a bulge portion bulging upward toward the lower face of a battery module. The lower face thereof includes a recess portion recessed upward, and a projecting portion projecting downward. Since the bulge portion is disposed at a position opposing the recess portion. Accordingly, it is possible to form the cooling medium jacket by strongly fixing the lid member to the lower face of the bottom wall while avoiding increase in the vertical dimension of the battery pack. The battery case is made by metal die casting, and the fixing portion is formed integrally with the battery case, thus it is possible to easily form the fixing portion with a desired shape without increasing the number of components.
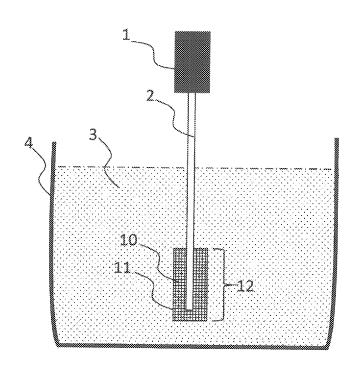
US11085903 — METHOD, DEVICE AND USE FOR THE DEVICE FOR QUANTITATIVELY DETERMINING THE CONCENTRATION OR PARTICLE SIZE OF A COMPONENT OF A HETEROGENEOUS MATERIAL MIXTURE — Nemak S.A.B. DE C.V. (Mexico) and Hydro Aluminium Rolled Products GMBH (Germany) — The invention relates to a method and a device for quantitative determination of a number and size of particulate components contained in a medium such as an aluminum melt flowing along a flow channel. Ultrasonic waves are coupled into the flowing medium, which are reflected at least partially by the particulate components and reflected ultrasonic wave portions which are detected in ultrasonic time signals, on which the quantitative determination is based. Amplitude values associated with the individual ultrasonic time signals, are detected which are each greater than an amplitude threshold value established for each ultrasonic time signal: The detected amplitude values are assigned to values describing the size and the number of the particulate components.
US11034248 — BATTERY CASE FIXING STRUCTURE — Honda Motor Co., Ltd. (Japan) — The present invention relates to a battery case fixing structure via which a battery case, made by metal die casting, e.g., aluminum die casting, housing a battery for driving an electric vehicle is fixed to a lower part of a vehicle body. In a battery case fixing structure, a case side wall, facing outward in a vehicle width direction, of a battery case includes at least two fixing portions that project outward in the vehicle width direction and are fixed to a vehicle body, and a linking wall that is formed as a planar shape opposing the case side wall and links the at least two fixing portions in a fore-and-aft direction, the fixing portions and the linking wall being formed integrally with the battery case. Accordingly, it is possible to enhance the side collision resistance performance by increasing the strength of a battery case of an electric vehicle.
US11014144 — CASTING MOULD FOR CASTING COMPLEX-SHAPED CASTINGS AND USE OF SUCH A CASTING MOULD — Nemak, S.A.B. de C.V. (Mexico) — The invention relates to a casting mold for casting complex-shaped, large-volume castings from a molten metal. The casting mold has a mold cavity forming the casting and a delivery system that delivers molten metal into the mold cavity. The delivery system includes a sprue, a runner connected to the sprue and a feeder system connected to the runner. The mold cavity is connected to the feeder system or the runner via connections. When seen in the flow direction of the molten metal flowing from the sprue into the runner during the casting operation, the runner has a branch directed away from the sprue along the feeder system and has a directed-back branch adjoining the directed-away branch and guided along the feeder system in the opposite direction to the directed-away branch. The feeder system is connected to both the directed-away branch and the directed-back branch via two or more gates distributed along the respective branch.
US11047032 — METHOD FOR SOLUTION HEAT TREATING WITH PRESSURE — Brunswick Corporation (USA) — A method of heat treating high pressure die cast objects made of aluminum alloys using pressure is disclosed. A high pressure die cast object is obtained and solution heat treated to above 700°F for at least 2 hours at pressures between 0.5 and 35 KSI or at any pressure or range of pressures therebetween. This method of solution heat treatment with pressure reduces and/or eliminates blistered defects on the high pressure die cast object. The method of heat treating by solution heat treatment with pressure also allows an increase of yield strength and corresponding weight reduction upon redesign or substantially larger safety factors for the cast object.
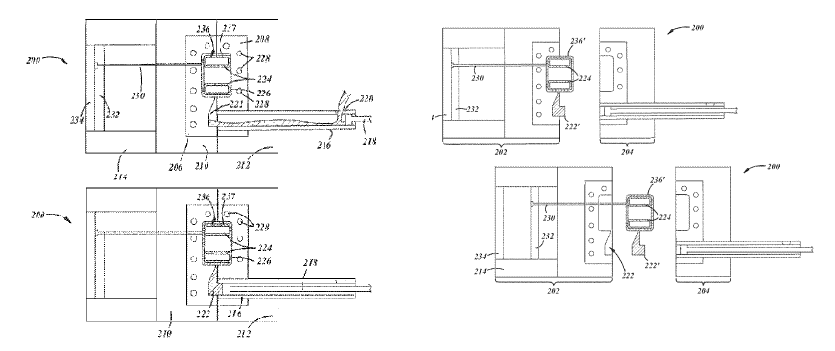
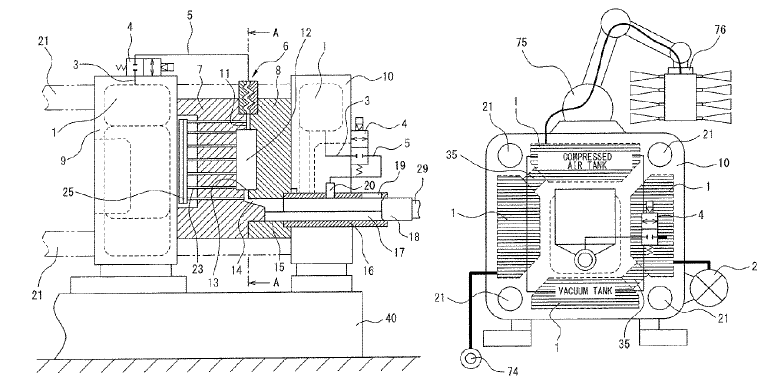
US11007567 — DIE CASTING MACHINE — Ube Machinery Corporation, Ltd. (Japan) — A die casting machine is provided with a movable platen for holding a movable mold, a stationary platen for holding a stationary mold, and tie bars inserted into insertion holes provided in the movable platen and the stationary platen, the movable platen being arranged so as to be capable of advancing to and retreating from the fixed platen along the tie bars. A hollow section is provided in at least one of the movable platen and the stationary platen. By using a hollow structure inside a component of a die casting machine, that is, a platen, as a vacuum tank, the following advantageous effects can be expected: (1) A reduction in the installation space can be realized, (2) Costs can be cut (a separate vacuum tank becomes unnecessary and the piping can be shortened the most), (3) By installing a vacuum tank closest to the dies, it is possible to shorten the time until reaching high vacuum, (4) High vacuum and ultrahigh speed injection becomes possible before inflow of release agent, moisture, and outside air, and (6) Due to the above (4) and (5), it becomes possible to reduce casting defects such as blowholes and stripped marks.
US10640153 — DIFFERENT MATERIALS JOINT STRUCTURE — Honda Motor Co., Ltd. (Japan) — The present invention relates to a different materials joint structure which is formed by friction stir welding of different materials, an iron member and an aluminum member. A subframe structure includes a frame front part and a frame rear part in a vehicle front-rear direction. The frame front part and the frame rear part are joined together. The frame front part has a higher strength than the frame rear part. The subframe has different strengths from part to part. The frame front part is made of a galvannealed steel plate (GA steel plate) subjected to an electrodeposition coating. The frame rear part is made of a hot-dip galvanized steel plate (GI steel plate) subjected to an electro-deposition coating. A rear cross member of an aluminum die casting and a rear cross panel of a hot-dip galvanized steel plate (GI steel plate) are integrally joined together by a friction stir welding. In the present invention, it is possible to obtain a different materials joint structure which achieves all of a reduced weight and a high strength characteristic, a faster friction stir welding rate, and the improvement of corrosion resistance reliability, as compared with the conventional techniques.