By Andrea Svendsen, Managing Editor
Editor’s Note: This article first appeared in the June 2017 issue of Light Metal Age. To read more articles from this issue, please subscribe.
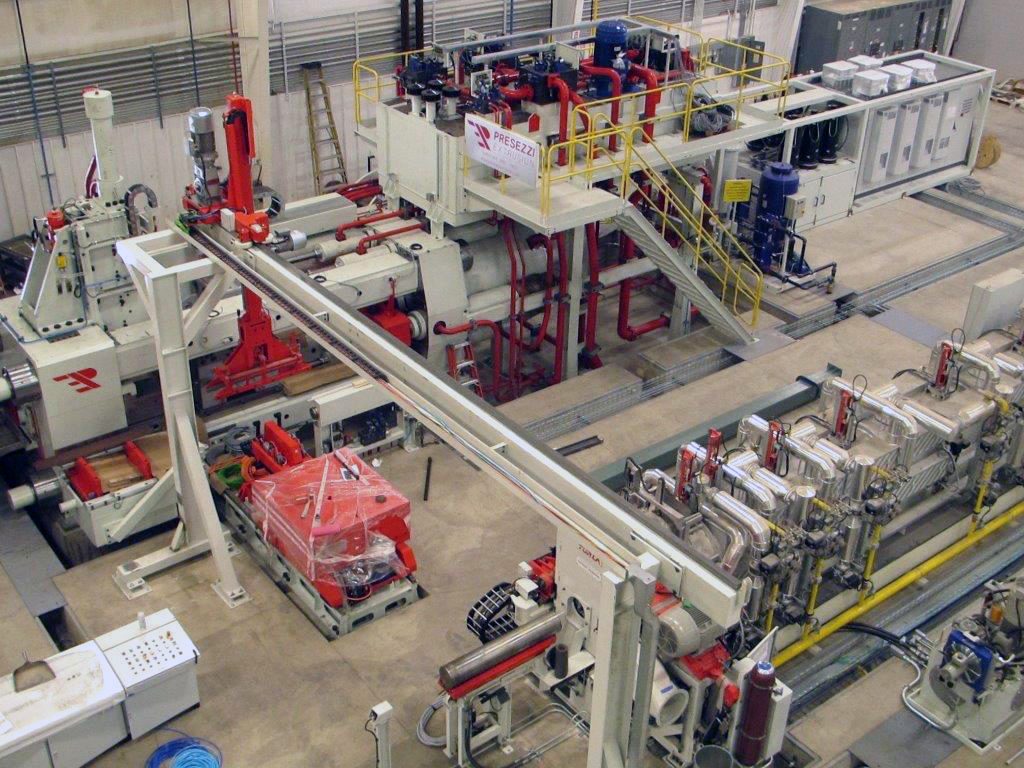
AACOA, Inc., a division of Bonnell Aluminum, is currently completing the installation and startup of the third press at its Niles, MI, facility (Figure 1). The $18 million expansion project includes the installation of a new 33 MN, 9 inch press line, as well as construction of new building space for its existing fabrication capabilities and to improve material flow throughout the facility. When it starts up operation in May, the new extrusion press will have an estimated capacity of 16 million lbs and will be used to support the company’s existing specialty markets business, as well as provide new automotive manufacturing capabilities.
Company Overview
Established in 1972 by Jerry Formsma, AACOA began in Elkhart, IN, as a privately owned anodizer. The company expanded its operations in 1991, when it designed and built a new aluminum anodizing facility at the site. As the company’s business grew, it expanded into extrusion production with the construction of a greenfield extrusion facility in Niles, MI, only about 20 miles from the Elkhart facility. The Niles plant started operation with one press and later grew to include a second press and fabrication capabilities.
From the beginning, AACOA’s extrusion business served specialty markets in the U.S., representing a diverse range of industries, including marine, medical, office furniture, automotive, and other sectors. A short list of such applications includes medical equipment, fabricated and anodized sunroof racking systems for vehicles, roof rails, louvers for industrial-scale fans, and specialized windows and doors. “The diversity was intentional,” said Dave Sheaks, plant manager at AACOA’s Niles facility, who has been with the company since Niles started operation. “We wanted to serve a wide range of markets with diverse profiles requiring high quality and tight tolerances. That’s our focus.”
None of the specialty markets represents more than 15% of AACOA’s overall business, which has provided the company with a stable footing to weather fluctuations in the market. For example, during the 2008-09 downturn, the company only had to reduce staff for a period of 30 days, after which all the workers were brought back on board. “This is one of the benefits of being so diverse in the markets, in that the company was able to come through the downturn well,” explained Sheaks. “As some sectors were slowing down, others represented strong business, allowing AACOA to continue operating.”
In 2012, Bonnell Aluminum, a subsidiary of Tredegar Corporation, acquired 100% of AACOA, including its Elkhart and Niles operations—a move that enabled Bonnell to diversify its own extrusion capabilities, as well as provide in-house fabrication and anodizing. For AACOA, the acquisition provided the company the financial strength to continue growing its operations.
The Niles Facility
Situated in the heart of a manufacturing belt, the Niles extrusion plant has easy access to roads for shipping product to the majority of AACOA’s customer base. It is also located close to certain suppliers, such as tooling producers Thumb Tool & Engineering and Exco Tooling Solutions. In addition, the facility is able to take advantage of the synergies between the Bonnell operations. For example, Niles is able to buy extrusions from Bonnell’s Carthage, TN, plant, that they cannot produce onsite. These extrusions are then fabricated at Niles to meet the final specifications of the customer.
The original building at Niles was 92,000 sq ft, including manufacturing and offices. It housed an 8 inch UBE press with a single puller, capable of processing 35 inch long billet. Prior to Bonnell’s acquisition, the original Niles facility expanded twice—adding a second 8 inch press with a double puller in 2002 and adding fabrication capabilities in 2011. In order to accommodate the second press, the company expanded the building by 30,000 sq ft. Both of the presses utilize Belco handling systems with Kevlar slats, as well as automated stretchers and Castool infrared die ovens. The presses also include infrared measuring systems to gauge the heat of the log, container, and profiles as they exit the press.
The expansion in 2011 included the addition of fabrication capabilities, such as drills, saws, and machining. Additional space was added to the building to accommodate the new fabrication equipment. The site also has its own die nitriding capabilities as well as compactors to compress aluminum chips into bails, which are sold to other industries.
The Niles facility uses more aluminum alloy types than any of the other Bonnell sites. These are primarily varieties of 6000 series alloys, including medium and soft alloys, which are bought on the open market from primary producers. Production scrap is sent to the Carthage facility for remelting; this is the only scrap billet used in the facility. “The most common alloy extruded at Niles is 6063, although the company can offer variety even within this alloy type. We have a general 6063 alloy, but we can also offer a version specified for bending by utilizing more heat treatment to ensure the required properties of the metal,” explained Sheaks. “We also extrude a high strength 6063 alloy. As another example, we offer a higher 6000 series alloy, which is used in high end chairs for resorts, casinos, offices, etc. These need to be high strength so that the chair supports don’t fracture over time.”
AACOA’s original owners envisioned the installation of a third press at the Niles facility, which was seen through following Bonnell’s acquisition of the company. Sheaks said, “The project is to continue the growth of the facility by adding a third press line, supporting the increased requirements from our existing customer base and opening up capacity for Bonnell Aluminum to serve the growing demand for aluminum extrusions from the automotive market.”
New Press Line
The installation of the third press line at Niles was in response to increased demand from nearly all of AACOA’s specialty market customers, as well as a desire to expand more into automotive. “We witnessed growing demand for high-quality finished extruded products from our customer base,” said Guy Charpentier, marketing manager for Bonnell Aluminum. “Also, the facility is well located to serve the automotive market, a market that has seen growth in recent years.”
In order to accommodate the new press line, as well as provide additional floor space to accommodate future value-added fabrication capacity, the building was expanded with a further 100,000 sq ft. As part of the new expansion, the company now has eight loading and unloading docks to facilitate shipping of the components and profiles, as well as improving material flow throughout the plant. “Prior to this expansion, the site was busting at the seams in terms of capacity requirements and the expansion provided much needed breathing room,” explained Sheaks.
The new 33 MN, 9 inch Presezzi press line is essentially a twin to the automotive-dedicated press installed at Bonnell’s Newnan, GA, site in 2014 (“On the Front End of the Curve – Bonnell Aluminum Shifts into Automotive,” Light Metal Age, June 2014). In addition to the Presezzi press, the line includes a complete handling system from Turla, die ovens from Castool, and aging ovens from Gerref Industries. The line also includes state-of-the-art control systems and PLCs that closely monitor the extrusion process to ensure that the profiles meet the tight requirements of the automotive and specialty markets.
The press can handle billet up to 53 inches in length and includes key features, such as Presezzi’s patented PE ES hydraulic system that provides up to 35% in energy saving; a nitrogen die cooling system; and press mouth protection, which is among a number of new safety features included. The press also includes fencing and machine guarding around critical sections and sensors that automatically shut off the press if staff enters certain areas.
“The layout of the press and handling system is designed more for automotive quality, which is why we went with the double-length runout,” said Sheaks. “You can get higher efficiencies by running a longer billet and by extruding on a double runout table, and you can provide the quality you need for the automotive markets.” The press also enables the plant to gain efficiencies with its existing business, as Sheaks explains, “We have profiles running on these two older ones that will fit better on the new press because of the weight per foot.”
In addition to the double runout table (Figure 2), the Turla handling system includes a Step5 log heater with improved billet taper heating, rapid billet return back into log furnace after billet saw cut, a QAH air and water quenching system, double puller, cooling tables, stretcher, and finishing saw. The quenching system, which has three adjustable spray zones, is a particularly critical system for meeting automotive industry specifications, as it is able to switch between air or water quenching, depending on the alloy being produced. The line also incorporates an ergonomic lift assist at the saw and an automated scrap handling system, both of which improve safety for operators.

The new aging ovens from Gerref (Figure 3) have vertical lift doors at both ends and provide end-to-center airflow with an operating temperature of 395°F and a maximum possible temperature of 500°F. The ovens, which can handle loads 94 inches wide, 52 inches long, and 96 inches tall, offer improved programming and more efficient heat cycles.

The plant is installing three infrared die ovens for the new press line (Figure 4). The company selected Castool to supply the die ovens, because the technology has been implemented on the existing two presses at Niles. The new die ovens are the Superoven design, which are said to provide up to a 30% increase in die throughput.

New Fabrication Area & Improved Material Flow
As well as the 100,000 sq ft extension of the building, the expansion project required the relocation of equipment, which improved material flow and provided room to grow in the fabrication area. In order to fit in the press with its double-length runout table, the fabrication equipment, quality control labs, and a cantilevered storage area were moved into the new building section. With the new layout, the material flows from one side of the plant to the other, with the material moving from the presses to the fabrication area and back around to packing and shipping with greater ease.
The layout also enabled the plant to improve its die cleaning and die shop, which are located in a single area. The former die cleaning system was demolished and replaced with a new die cleaning process system, which provides an extra tank with increased automation and improved efficiency. Once a die is finished with caustic die cleaning, it is lifted onto a table, where it is rinsed by an operator. From there it is conveyed to the wet blasting station, and then on to the die shop for final adjustments. Due to the new layout, the former die shop and quality control areas will be converted into offices for new technical and management staff coming in as a result of the expansion.
The fabrication area (Figure 5) includes B&O saws for cutting profiles to length and two double miter saws; a section for hole punch and break presses, where some light forming takes place; drilling machines; and a CNC section with machines in a range of sizes. The company also operates customer-specific equipment, such as manual welding and dedicated machining cells, which have helped remove some of the processing burden away from these customers.

The quality control labs were also moved into the fabrication area. These labs include a coordinate measuring machine (CMM), mechanical testing, and the production part approval process (PPAP) utilized by the automotive industry. The quality team also performs floor audits on an hourly basis. The plant is currently ISO 9001:2008 certified and is working on achieving the new 2015 certification, as well as having TS 16949, an automotive certification.
As part of the project, the Niles facility is bringing on a new quality engineer in order to ensure the site meets the specifications and tolerances of the automotive industry. “The automotive industry requires that an engineer certified to be able to handle these specifications be on staff,” explained Sheaks. “So, this new engineer will be available to handle the specific requirements of automotive.”
Next to the fabrication area is a cantilevered storage section for profiles and parts that are rotated on a regular basis (one or two times a week). The company implements a Combilift multidirectional forklift, which helps to keep the aisles narrow and save space.
The new fabrication area provides substantial room for growth. “We want to provide as much value-added as we can,” said Sheaks. “Our plan calls for continued growth of fabrication services. We have capital expenditures planned for new fabrication equipment, which is going to be discussed and reviewed for when those opportunities become available.” Such opportunities could include new saws, CNC machines, or a robotic welding station.
Other areas for potential capital investment could be the implementation of more automation, for example in its packing area. Also, with the new layout and operations, the Niles facility is currently working on Lean Sigma initiatives.
Conclusion
AACOA’s installation of a third press line and building expansion to make room for additional fabrication capabilities at its Niles facility places the company in a strong position to increase capacity to meet current growth in demand, as well as to grow in the future. The local Michigan area is known for having a lot of engineering graduates and workers and being able to provide people with good technical training and skills. With this recent expansion, the company is able to tap into these technical resources, bringing in the kinds of sales and project engineering personnel required to meet the demands of automotive and specialty markets. “Our success and growth rely on the skills, experience, and energy of our company’s finest and most dedicated workforce, and on our commitment to consistently meet and exceed our customers’ expectations for product capability, quality, and service,” said Charpentier. “Bonnell Aluminum and its operating divisions, AACOA and Futura Industries, has at its disposal an incredible team of talented people committed to delivering just that.”