
By Martin Hartlieb, Viami International Inc.
Shifting legal regulations and changing expectations and demands from customers are increasingly affecting the automotive industry and its entire supply chain. As a result, the carbon footprint of automotive OEMs and their suppliers and their products are increasingly coming into focus. In the face of these changing perceptions regarding climate change, Ronal Group, headquartered in Härkingen, Switzerland, has developed and introduced its new R70-blue aluminum wheel, which has achieved a neutral product carbon footprint.
For the production of this wheel, the company has ensured that the greenhouse gas emissions from both the aluminum production and the wheel manufacturing process were reduced significantly, with any remaining emissions being entirely offset with climate certificates. With this new carbon neutral wheel, the Ronal Group is reaffirming its “role as an innovation and technology leader who cares about the environment and future generations at the same time.”1
Addressing Environmental Impact
The Ronal Group has had a strong commitment to sustainability for many years, which is reflected in its policies, strategy, and products. The group has been a member of the Aluminium Stewardship Initiative (ASI) as a Downstream Supporter since 2018 and as an Industrial User since September 2020. Ronal has now achieved ASI Performance Standard V2 (2017) certification for both its headquarters and its plant in Poland. In addition, the company utilizes a certified environmental management system according to DIN EN 14001:2015, an energy management system in accordance with DIN EN 50001:2018, and a management system for occupational health and safety in accordance with DIN EN 45001:2018.
In 2016, Ronal introduced PLANBLUE, its holistic sustainability concept designed to address all levels of action regarding the company’s social, sustainable, and ecological orientation. The plan has three main areas of focus: business (sustainable processes and innovative products), world (energy and climate), and people (employee development, occupational health, and safety). Additional sustainability objectives include the expansion of Ronal’s environmental and safety portfolio, commitment to employee education, and continued contributions to increase environmental protection through innovation. Furthermore, individual plants within the group define their own specific goals and monitor their own sustainability achievements. With the help of effective integrated management systems and state-of-the-art technologies, the company is able to minimize and continuously reduce the (potential) negative effects of all its global operations.
Through PLANBLUE, the company aims to establish and track the ecological footprint of every wheel that it produces. The company will also reduce its CO2 emissions in its own production by 50% by 2030 compared to 2016/17 and have a completely carbon-neutral production at all of its sites globally by 2050 (according to GHG Protocol Scope 1 and 2).
Since 2017, the Ronal Group has been publishing carbon footprint reports regarding both the wheel manufacturing group and its individual plants, with the most recent published in 2020/21.2 Like many aluminum foundries, almost three quarters of the group’s carbon footprint originates from its purchased aluminum—since a significant portion of its aluminum supply is primary aluminum (A356.2/AlSi7Mg). The second largest contribution to its carbon footprint comes from electricity and gas consumption for the process heat used during production (primarily for melting the metal). A detailed breakdown of Ronal’s current carbon footprint is shown in Figure 1.

Based on this information, it can be seen that the biggest potentials for reducing carbon footprint include aluminum sourcing, improving the manufacturing process, energy consumption, and increasing recycling and the use of recycled content. For aluminum sourcing, one path for lowering the carbon footprint is reducing aluminum consumption through advanced production technologies. For example, the “undercut process” reduces aluminum consumption by up to 1 kg per wheel,3 while flowforming technology can achieve weight reduction of around 1.5 kg per wheel.4 Additional methods include increasing the use of recycled aluminum and procurement of low-carbon primary aluminum. Currently, 100% of the aluminum purchased by Ronal comes from ASI members and 63% of this aluminum is made from certified renewable energy.
For improving the sustainability of the manufacturing process, the company works to improve the efficiency of its operations by reducing resource consumption and emissions (especially of climate-relevant carbon dioxide). The environmental balances and carbon footprint of every plant are recorded and targets for reductions are set.
Reducing emissions from energy consumption involves improving operational efficiencies (such as using waste heat from melting furnaces in other processes) and purchasing renewable electricity with certificate of origin and (where possible) producing electricity in-house from solar or wind power (solar and wind power production represented 41,200 MWh in 2021/22) or from combined heat and power plants. The goal is to obtain all the group’s consumed power from renewable sources by 2025 (up from the current figure of 50%). Four of the Ronal Group’s locations already use 100% green electricity, part of which is produced by their own photovoltaic systems.
Regarding the implementation of recycling and recycled content, the group’s production of aluminum wheels is well positioned, since the wheels are 100% recyclable. The company’s aim is to use recycled materials in half of its production by 2030. This goal is not limited to aluminum. For example, the company is already using cardboard packaging made from 100% recycled material.
Ronal’s commitment to sustainability is not only limited to emissions, but also includes a significant focus on waste and water. In the wheel manufacturing process, various types of waste products are generated, including wastewater. One current pilot project at the company uses a technology to evaporate water from waste, which reduces the volume of waste. In the future, the plan is to reuse the distilled water in production by condensing the resulting water vapor. This pilot project has already reduced waste by 75% (for cooling lubricants and water with greases) and cut disposal costs.
Developing an Environmentally Friendly Wheel
With the previous Ronal R60-blue wheel (on the market since 2016), the company achieved ambitious sustainability goals, including 20% lower CO2 emissions from the wheel’s materials and manufacturing process. This wheel was designed to fit vehicles, such as the VW Golf GTE Hybrid and e-Golf, Toyota Auris Hybrid, Prius Hybrid, and more.
Now, Ronal’s new R70-blue wheel is the first carbon neutral recycled wheel, going far beyond the company’s previous accomplishments. Designed for the aftermarket, the R70-blue is a 7.5 × 18 inch wheel available in an Orbit grey or Platinum silver surface finish. Using the undercut process technology, the weight has been optimized to 11.9 kg (26.2 lbs). The wheel has a load of 850 kg.
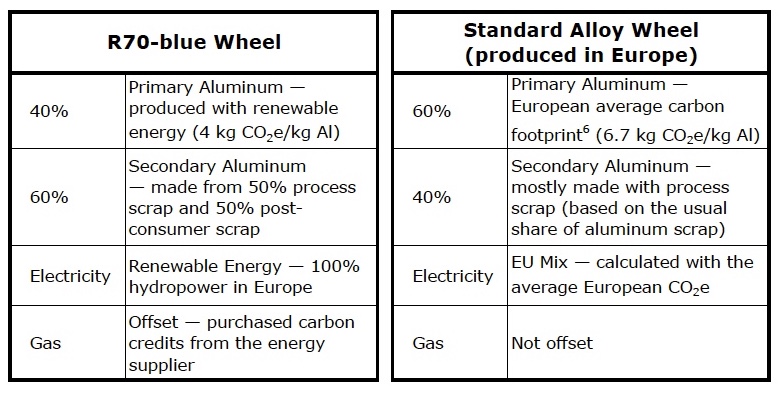
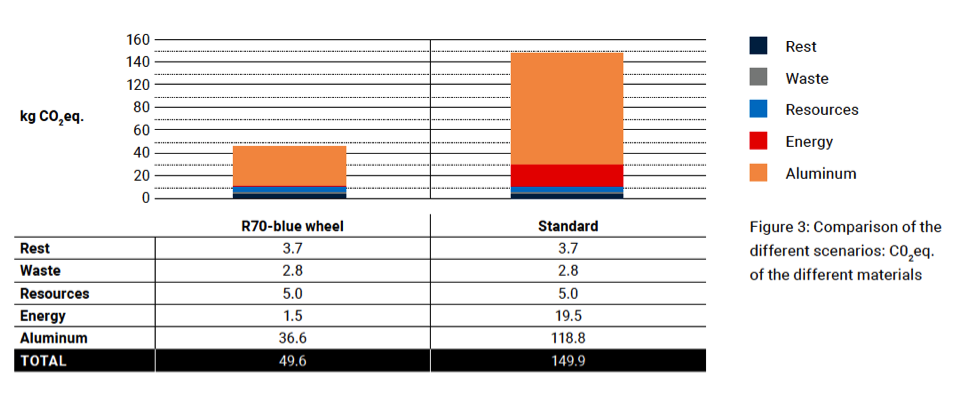
In developing this new wheel, the company used a complete “cradle to gate” approach. The raw material used in the production of the wheel is comprised of 60% recycled aluminum (half from production scrap and half from post-consumer scrap) and 40% low-carbon primary aluminum. Production at the company’s plant in Landau, Germany, and the nearby logistics warehouse in Forst, Germany, uses 100% green electricity. These changes allow for a true 70% reduction in carbon footprint compared to standard wheels (Table I and Figure 2).
The remaining footprint is offset with a Gold Standard certified project (called “Utsil Naj – healthy homes for all in Mexico,” which is committed to helping the people in Mexico who are particularly suffering from the consequences of climate change) to make it carbon neutral.
The environmental impact category assessed for the new R70-blue wheel was the climate impact (global warming potential) for a reference period of 100 years. The environmental impact data is based on the CML impact assessment method developed by the Institute of Environmental Sciences, Leiden University, The Netherlands.5
Partnering with Eccomelt
In the spirit of developing a circular economy, Ronal Group signed an MOU with Eccomelt on February 2, 2022 for the supply of eccomelt356.2 post-consumer aluminum scrap.7 Founded in Canada in 2006, Eccomelt is North America’s largest post-consumer wheel recycler. The company has enabled highly sustainable recycling of wheels into the highest quality secondary aluminum, capable of replacing primary A356/AlSi7Mg ingots.
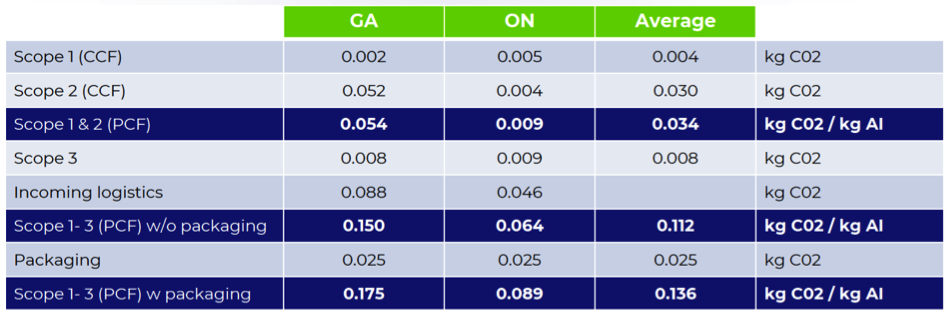
Eccomelt’s non-thermal recycling process creates very clean wheel shreds that enable production of high integrity, safety critical castings with high recycled content without compromising quality. Based on cradle-to-gate production at their plant in Toronto, Canada, this process ensures an extremely low carbon footprint, with only 0.089 t CO2e/t Al (Table II), according to GHG Protocol Scope 1-3. Combined with the emissions for transporting the metal (0.124 t CO2/t Al), the aluminum has a carbon footprint of only 0.21 t CO2e/t Al when it is delivered to Ronal’s facility in Landau. This is only about 5% of the carbon footprint for low carbon primary aluminum.
An additional advantage of using recycled aluminum is the fact that scrap pieces (such as eccomelt356.2) have a much higher surface-to-weight ratio, which allows for faster melting. The small pieces, in the right furnace, can also help increase charge density and hence melting efficiency. Special attention has to be paid to proper melting practices that minimize dross generation, and if done correctly, dross generation from the melting of scrap pieces should not be more than 0.5% higher compared to when primary aluminum ingots are used. The melt treatment and transfer system must also be equipped for higher scrap content in the melt, so that additional cleaning and degassing can easily be implemented if necessary, and any negative impact on melt quality is minimized or completely avoided.
Based on these results, Ronal plans to continuously increase its share of these sustainable resources to reduce its ecological footprint. The company considers Eccomelt to be a key element in achieving its goal of making all of its wheels carbon neutral by 2050.
References
- “Global innovation: Ronal Group presents first carbon neutral recycled wheel,” Ronal Group, December 9, 2020.
- “Sustainability Report 2020/21,” Ronal Group.
- “Undercut,” Ronal Group.
- “Flowforming,” Ronal Group.
- “CML-IA Characterisation Factors,” Leiden University.
- “Vision 2050: European Aluminium’s Contribution to the EU’s Mid-Century Low-Carbon Roadmap,” European Aluminium, March 2019.
- “Ronal Group partners with Eccomelt to reduce carbon footprint,” Ronal Group, February 2, 2022.
Editor’s Note: This article first appeared in the October 2021 issue of Light Metal Age. To receive the current issue, please subscribe.