
By Andrea Svendsen, Managing Editor.
The Hydro Extrusion North America facility in Cressona, PA, has been in operation since 1942, when it was commissioned by the U.S. government to support World War II efforts. Today, the over 1.6 million sq ft site has ten direct and indirect extrusion presses, ranging in sizes from 10 to 21 inches in billet diameter, as well as billet casting operations, multiple advanced fabrication centers, and even a supply depot for their customers in the distribution market. The facility primarily serves the distribution, commercial transportation, and automotive sectors in North America, as well as exporting extruded products for a variety of markets.
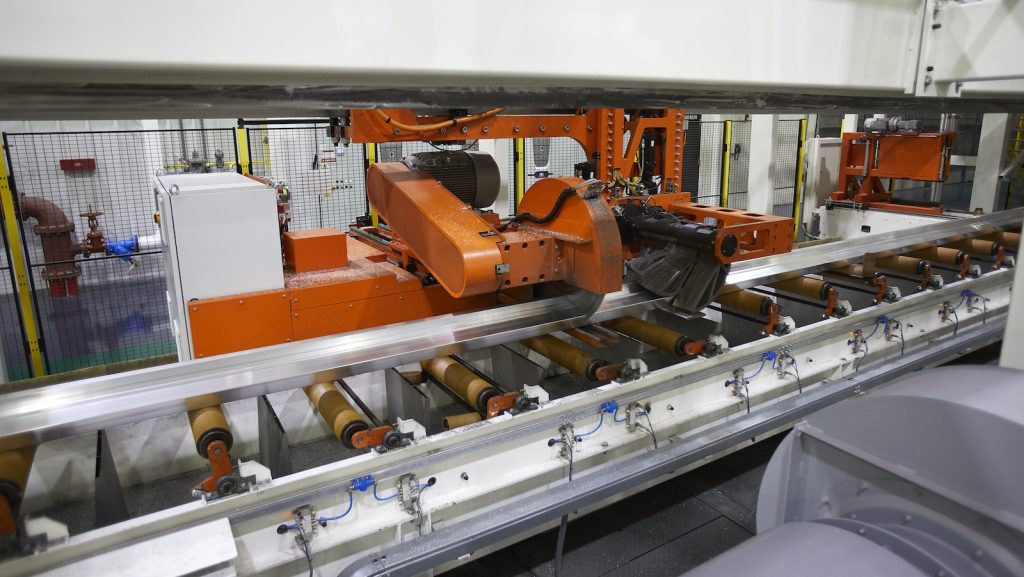
Recently, Hydro Extrusion North America completed an expansion of its Cressona operation, with the installation of a new 45 MN, 10 inch direct extrusion press (Figure 1). The press line features a high level of automation for the efficient production of high quality profiles, as well as to ensure the safety of its operators. The investment in this new line was driven by demand for aluminum extrusions in the automotive sector.

“The desire of OEMs for higher strength, thinner walls, and tighter tolerances was a major driver in the decision to invest in this press,” said Charles Straface (Figure 2), business unit president, Hydro Extrusion North America. “The electrical vehicle sector is the primary area being targeted, as more cars and trucks continue to convert to aluminum in response to sustainability efforts. The Cressona facility is well suited to this task, with its long history of operational excellence. It also has the knowledgeable team needed to support the demanding customers that this press serves.”
Project Planning
Hydro Cressona’s Engineering Team managed the planning for the new extrusion line, with the demands of the automotive sector at the forefront of the planning process. “The commercial strategy was clear,” said Straface. “We wanted to deliver a high performance and fully automated extrusion press line that would provide significant value to Hydro’s automotive customers.”
Formed in 2017, the project team worked closely with Hydro’s automotive sales group to understand the types of profiles, alloys, and production required by their automotive customers. With support from Hydro’s Operational Excellence Group in North America, the team worked with several suppliers on various equipment solutions. Equipment was evaluated on design concept, efficiency, maintainability, service availability, cost, reputation in the marketplace, and a thorough understanding of automation and process safety. After this evaluation process, Presezzi Extrusion Group, Inductotherm Banyard Heating & Welding Ltd., and Cometal Engineering were selected as the major suppliers for the project.
Once funds were approved by the Hydro board of directors, the equipment was ordered and the company broke ground on the expansion project in September 2018. Just over a year later, Cressona pressed the first billet on their new line on November 16, 2019.
New Extrusion Line
The new extrusion line is housed inside a state-of-the-art 96,000 sq ft building that was constructed adjacent to Cressona’s existing operations. The press line includes a central control room (Figure 3), which allows operators to observe and manage the overall extrusion process to ensure that it is operating efficiently.

The new line features a 45 MN, 10 inch direct press from Presezzi Extrusion, which is able to extrude up to a 63 inch billet at a specified pressure of 122,000 PSI. Normally utilized for presses with 12 inch billet, this high pressure rating was selected to enable the production of high strength 6xxx and internally developed alloys for the automotive market. In addition, the press features the P.E. ESS energy saving system, which saves up to 35% energy compared to traditional systems and is guaranteed to have low dead cycle times of 14 seconds. The pump is also surrounded by a soundproof cabin to contain any excess noise.
Maintaining the safety of personnel on the line was a key concern for Hydro. The press was, therefore, outfitted with features such as a front platen exit safety door that prevents the operator from leaning into the press opening to view the breakthrough of the profile. Instead, a camera and monitor have been installed that allow the operator to observe and record the breakthrough cycle of the first extrusion. Being able to record the operation has the additional benefit of making the videos available to die shop personnel, which helps them when working through die corrections.
Another example of the safety measures on the line can be found in the die storage area (Figure 4). Dies are moved to and from the press using an overhead crane, which prevents operators from having to lift and carry the dies, reducing the risk of injury.

Billet Preparation
A double log loading table provides the ability to quickly switch between two different alloys. Once the correct log is selected, it is loaded into the log heating system (Figure 5), which incorporates three different steps, each of which may be implemented depending on the alloy and extruded profile. This includes the double log loading table and gas furnace from COIM (part of Presezzi Extrusion Group), an induction heating furnace from Inductotherm, and billet quenching system from Cometal Engineering.

The COIM gas furnace performed tapered heating of the billet (up to 100°F from head to tail) at a rate of 15,000 lbs/h. High pressure hot water washing ensures that the log is clean before entering the furnace. At the furnace exit, a hot log saw cuts the billet to length and then a double aerial manipulator moves the billet through the next steps, including the induction heater, billet quench, and the press.
For high strength alloys, a second step of heating occurs within the Banyard zero-friction billet heater with a smart LFi IGBT power converter provided by Inductotherm. The heater includes six independently controlled zones that can provide a specific heating gradient across the full length of the billet. While being heated, the billet is suspended within the induction heating coil, removing the need for a support rail or plate replacement. This prevents damage from occurring on the billet surface, enabling the production of high-quality extrusions with low equipment downtime.
Placed after the induction heater and before the press, the Cometal billet quench is a water spray system designed to dramatically cool down the temperature of the billet prior to extrusion, while still achieving a tapered temperature of more than 200°F between the tail and head. The process of heating the billet to an elevated temperature followed by quenching allows for improved metallurgical characteristics, as well as higher profile surface quality. It is particularly suitable for hard alloys.
Extrusion Handling and Aging
The complete downstream operations of the press line were supplied by Cometal, including handling equipment, pullers, stretchers, aging ovens, and packaging. Following extrusion, profiles up to 54 m long are processed through a new generation Balance Intensive Cooling System (BICS), which includes three units—a 3.5 m unit and a 7.5 m unit for both air and water cooling and a 7.5 m unit for air cooling. With this system, the extruder is able to adjust the quenching process depending on the technical requirements of the finished profiles.
The ElectriX® double overhead pullers remove the profiles from the press and cut them on the fly (Figure 6). The pullers utilize an electric system with on-board servo motors that are combined with a pinion rack system, allowing for smooth and precise motion. The profiles are then moved down the runout table to the 115 tonne stretcher (Figure 7). Following stretching, the profiles are cut-to-length using two high precision (HP) stationary finishing saws, which allow a fast cutting rate and increased line productivity. The HP saws allow for a cutting tolerance of ±0.5 mm.

In order to improve efficiency of the production process and reduce manpower, a fully automated stacking and destacking system was installed. This prepares baskets of profiles, stacking them layer by layer for processing in the aging area. The aging area consists of three ovens, each with the capacity to hold eight baskets of profiles. Each furnace is loaded with baskets transversally using a charging shuttle. After aging, the system then automatically destacks the profiles, which are sent to the packing center. The packing area includes a profile marking unit, a manual packing station, a bundle wrapping machine, a bundle strapping machine with batten loader, and a 180 ton scrap cutting machine.
Automation for High Quality and Safety
A significant amount of automation was factored into the press line, which supports Hydro Cressona in achieving a high level of quality for its profiles and safety for its personnel. From a quality standpoint, automation ensures repeatability, while maintaining process efficiency and keeping costs low.
The quality of the profiles is also assured through the implementation of the latest in process control technology. This includes in-line sampling to check that profile dimensions (Figure 8), weld integrity, and surface finish requirements are accurate. The latest in digitalization technology is employed throughout the process to monitor the outcome and improve reaction times to any process or equipment changes. According to Hydro, the advanced billet heating and quench systems have enabled the team to set a new benchmark in process capability for production of safety critical components designed for automotive.


Safety is another important concern for the company. “Hydro’s commitment to safety and a zero-injury culture support a methodology of automation,” noted Mike Hammer (Figure 9), plant manager at Cressona. “The high degree of automation ensures the operators are hands-free during production. Furthermore, guarding of moving equipment (via rails and enclosures) includes the highest standard of PLC integration to protect the operators and maintenance team from risk.”
In addition, all equipment was designed with maintenance and reliability in mind. Where possible, maintenance areas were made accessible from the ground level, with stairs and platforms as alternatives (no ladders were used wherever possible). Industry 4.0 concepts were also implemented to analyze, predict, and monitor machine health.
Conclusion
With their new extrusion press line in operation, Hydro Cressona is focused on continuing to ramp up production, with the goal of becoming fully crewed by January 2021. “As we pass our one-year anniversary of the first billet, Hydro has three of four operating crews in place, equipment downtime is approaching world-class levels, and there have been zero injuries in the new factory,” explained Hammer. “We will continue to drive improvements so we can service our customers and provide a respectable return on the investment.”
Hydro’s expanded extrusion capabilities will enable it to continue to support the growth of aluminum in the automotive industry. “This press is arguably the most advanced extrusion equipment in North America,” said Straface. “The tight process control and traceability tools, advanced quench system, thin wall capabilities, and large profile will enable our customers in the automotive space to continue pushing the envelope on profile design and the use of aluminum extrusions in vehicles. Hydro’s new extrusion press coupled with our R&D capabilities will provide maximum value to our automotive customers as we partner to develop the next generation of extrusion technology.”
Editor’s Note: This article first appeared in the December 2020 issue of Light Metal Age. To receive the current issue, please subscribe.