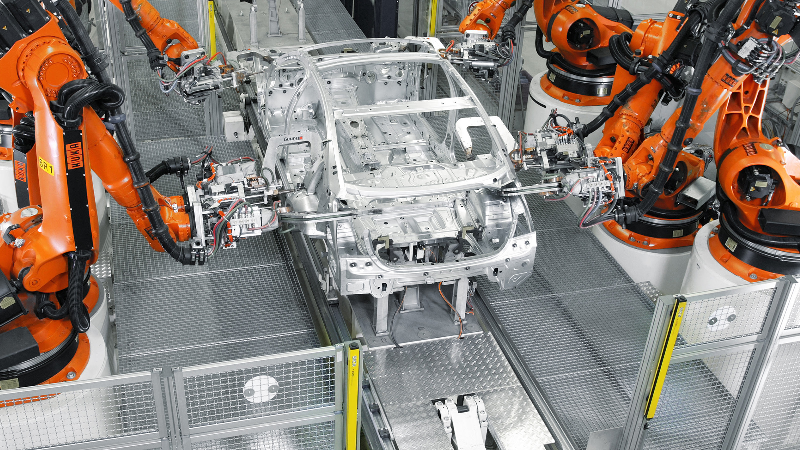
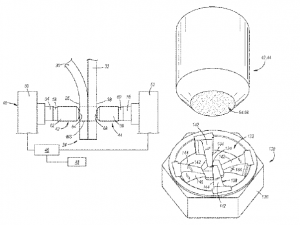
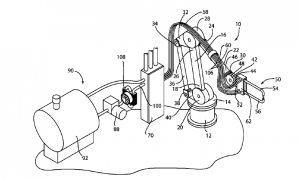
Resistance spot welding (RSW), a technology that’s at least 100 years old, has been used by the automotive industry almost exclusively for joining steel sheet without using filler material or flux. The process utilizes shaped copper alloy electrodes, typically water cooled, to apply heat and pressure to pass electric current through stacked up sheets to melt the material into a nugget and, with the current turned off, to apply pressure from the electrodes to fuse the molten nugget to form a joint. All this takes place within a second or so, depending on sheet metal composition and thickness. Today robotic RSW machines work in automotive plants (Figure 1) to join not only steel to steel sheet but also aluminum to aluminum sheet and aluminum to steel sheet.
It was not always so easy for aluminum sheet to gain ground during the initial phases of aluminum growth in the auto industry, mainly due to the unresolved problems with RSW, one of the most economical and productive means of joining sheet metal for closure panels and unibody or body-in-white structures. To compete with steel sheet in these applications, aluminum sheet ideally needed to be assembled with the same equipment as for steel sheet. The high conductivity of aluminum required as much as three times the electric current to join aluminum sheet compared with steel sheet, and electrode life suffered in the RSW of aluminum sheet. Furthermore, with the emphasis in the industry today on multi-material structures, i.e., the right material in the right form for the right application, joining aluminum to steel to save weight became another hurdle for aluminum sheet.
In recent years, research work by aluminum sheet suppliers and automotive companies has overcome many of the original problems with RSW of various types of aluminum alloy sheet, so that today it is used in production of various automotive vehicles. For example, GM has introduced its patented multi-ring electrode design for use in the RSW of closure panels on various high volume production vehicles. In the patent focus that follows, it is seen that GM continues to invent new electrode designs and methods for RSW of aluminum-steel sheet combinations. So, too, other automotive companies and suppliers have developed and invented new production ready solutions for RSW of aluminum to steel sheet components for the multi-material automobiles of today and tomorrow.
— Joseph C. Benedyk, Editor
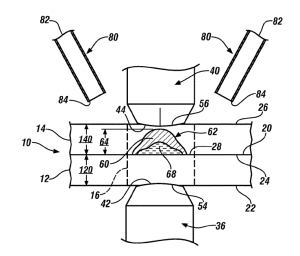
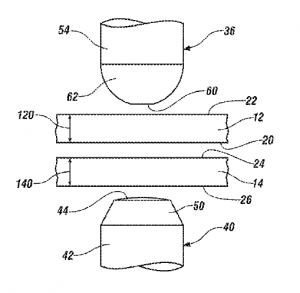
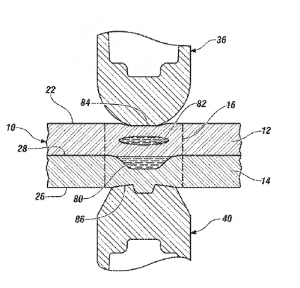
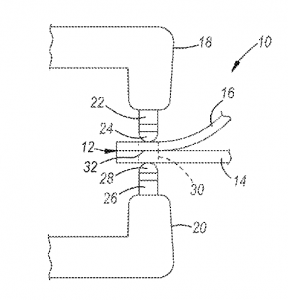
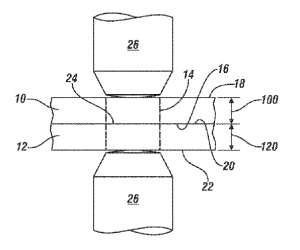
US10766095 — MATING ELECTRODES FOR RESISTANCE SPOT WELDING OF ALUMINUM WORKPIECES TO STEEL WORKPIECES — GM Global Technology Operations LLC (USA) — A spot weld may be formed between an aluminum workpiece and an adjacent overlapping steel workpiece with the use of opposed spot welding electrodes that have mating weld faces designed for engagement with the outer surfaces of the workpiece stack-up assembly. The electrode that engages the stack-up assembly proximate the aluminum workpiece includes a central ascending convex surface and the electrode that engages the stack-up assembly proximate the steel workpiece has an annular surface. The mating weld faces of the first and second spot welding electrodes distribute the passing electrical current along a radially outwardly expanding flow path to provide a more uniform temperature distribution over the intended spot weld interface and may also produce a deformed bonding interface within the formed weld joint. Each of these events can beneficially affect the strength of the weld joint.
US10751830 — WELDING ELECTRODE FOR USE IN A RESISTANCE SPOT WELDING WORKPIECE STACK-UPS THAT INCLUDE AN ALUMINUM WORKPIECE AND A STEEL WORKPIECE — GM Global Technology Operations LLC (USA) — A welding electrode is disclosed that includes an electrode welding shell and a blind adapter that are joined together to cooperatively define an internal cavity. The electrode welding shell and the blind adapter may be integrally formed or they may be distinct components that are attached together. The presence of the internal cavity defined by the electrode welding shell and the blind adapter reduces the thermal mass of the welding electrode and slows the rate of conductive heat transfer from the weld face to a cooling fluid, which allows in the center of the weld face to retain heat for a longer duration once current flow through the welding electrode is terminated, thereby positively affecting the spot welding process for particular types of workpiece stack-ups including those that include an aluminum workpiece and an overlapping adjacent steel workpiece.
US10682723 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES WITH ELECTRODE HAVING INSERT — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy workpiece, and a welding electrode used therein. In one step of the method a workpiece stack-up is provided. The workpiece stack-up includes a steel workpiece and an aluminum or aluminum alloy workpiece. Another step of the method involves contacting the aluminum or aluminum alloy workpiece with a weld face of the welding electrode. The welding electrode has a body and an insert. The insert is composed of a material having an electrical resistivity that is greater than an electrical resistivity of the material of the body. The weld face has a first section defined by a surface of the insert and has a second section defined by a surface of the body. Both the first and second sections make surface-to-surface contact with the aluminum or aluminum alloy workpiece amid resistance spot welding.
US10675704 — ALTERNATELY DIRECT RESISTANCE SPOT WELDING OF Al-TO-Al, Al-TO-STEEL, AND STEEL-TO-STEEL WITH WELDING ELECTRODE HAVING OXIDE-DISRUPTING STRUCTURAL FEATURES — GM Global Technology Operations LLC (USA) — A method of resistance spot welding workpiece stack-ups of different combinations of metal workpieces with a single weld gun using the same set of welding electrodes is disclosed. In this method, a set of opposed welding electrodes that include an original shape and oxide-disrupting structural features are used to resistance spot weld at least two of the following types of workpiece stack-ups in a particular sequence: (1) a workpiece stack-up of two or more aluminum workpieces; (2) a workpiece stack-up that includes an aluminum workpiece and an adjacent steel workpiece; and (3) a workpiece stack-up of two or more steel workpieces. The spot welding sequence calls for completing all of the aluminum-to-aluminum spot welds and/or all of the steel-to-steel spot welds last.
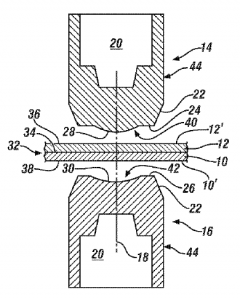
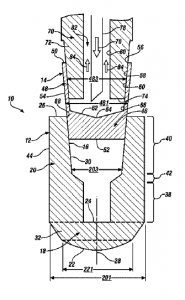
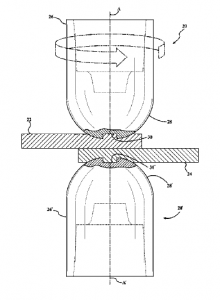
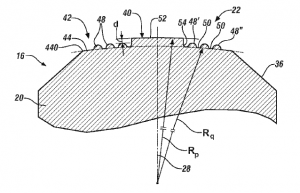
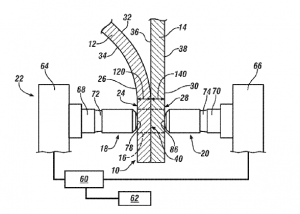
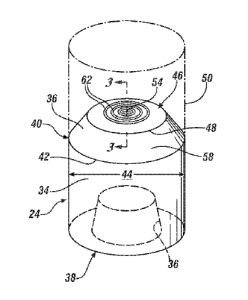
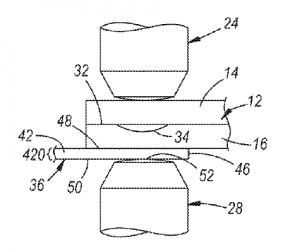
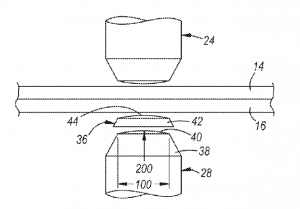
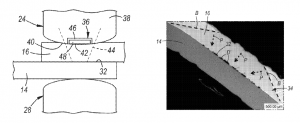
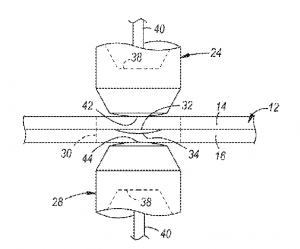
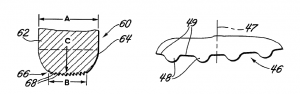
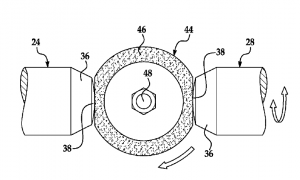
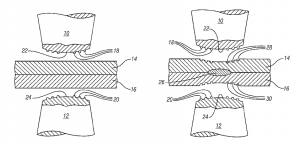
US10668555 — ALUMINUM SPOT WELDING METHOD — Magna International Inc. (Canada) — A welding tip (20) for spot welding a first part (22) formed of conductive metal, for example aluminum, to a second part (24) formed of aluminum or another conductive metal, such as steel, is provided. The welding tip (20) includes a notch (30) at a distal end (38) and a convex contact surface (28) extending radially outwardly and upwardly from the notch (30) for engaging a surface of the first part (22). The rotating welding tip (20) forms a depression (32) on the surface of the first part (22) during the welding process. The notch (30) creates a pin (34) in the center of the depression (32) which provides a fixed axis of rotation for the rotating welding tip (20) and prevents the welding tip (20) from moving radially relative to the fixed axis, thereby improving the quality of the final spot weld (36) and reducing process time.
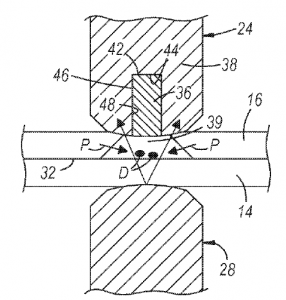
US10625367 — METHOD OF RESISTANCE SPOT WELDING ALUMINUM TO STEEL — GM Global Technology Operations LLC (USA) — A method of resistance spot welding an aluminum workpiece and an adjacent overlapping steel workpiece is disclosed in which a source of a reactive metal in a diffusible state is located along a faying interface of an aluminum workpiece and an adjacent overlapping steel workpiece. The source of the reactive metal in a diffusible state may take on a variety of forms including (1) a composite adhesive layer that includes reactive particles dispersed throughout a structural thermosetting adhesive matrix or (1) a reactive alloy layer that confronts and is in proximate contact with a faying surface of the aluminum workpiece. Once the source of a reactive material in a diffusible state is in place and the workpiece stack-up is assembled, an electrical current is passed through the workpiece stack-up and between a set of opposed welding electrodes at a weld zone to ultimately produce a weld joint.
US10500679 — RESISTANCE WELDING ELECTRODE AND METHOD OF RESISTANCE WELDING — GM Global Technology Operations LLC (USA) — A radially slotted welding electrode is disclosed that may be used in conjunction with a companion second welding electrode to conduct resistance spot welding on a workpiece stack-up assembly that includes a steel workpiece and an overlapping adjacent aluminum workpiece, especially when an intermediate organic material layer is disposed between the workpiece faying surfaces of the steel and aluminum workpieces. The radially slotted welding electrode includes a weld face that has a central upstanding plateau and a convex dome portion that surrounds the central upstanding plateau and which includes a plurality of circumferentially spaced trapezoidal weld face sections that include transverse upstanding arcuate ridges. Together, the central upstanding plateau and the trapezoidal weld face sections of the convex dome portion define an annular channel that surrounds the central plateau and a plurality of radial slots that communicate with and extend outwards from the central channel.
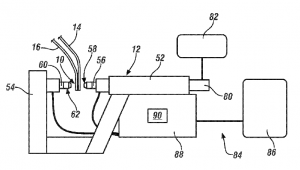
US10421148 — EXTERNAL HEAT ASSISTED WELDING OF DISSIMILAR METAL WORKPIECES — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a workpiece stack-up that includes an aluminum workpiece and an adjacent overlapping steel workpiece is disclosed. The method uses a first welding electrode positioned proximate the aluminum workpiece and a second welding electrode positioned proximate the steel workpiece to effectuate the spot welding process. In an effort to positively affect the strength of the ultimately-formed weld joint, external heat may be supplied to the first welding electrode by an external heating source disposed in heat transfer relation with the first welding electrode either before or after, or both before or after, an electrical current is passed between the first and second welding electrodes to create a molten aluminum weld pool within the aluminum workpiece.
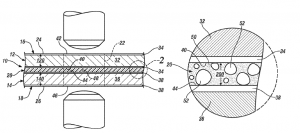
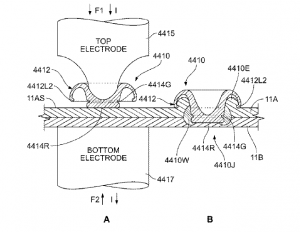
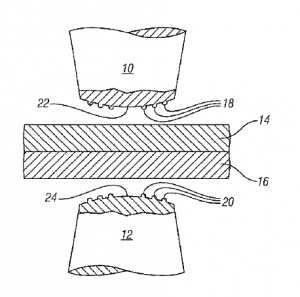
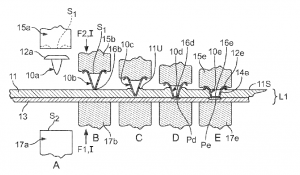
US10384296 — RESISTANCE WELDING FASTENER, APPARATUS AND METHODS FOR JOINING SIMILAR AND DISSIMILAR MATERIALS — Arconic Inc. (USA) — An apparatus and method for fastening layers of non-ferrous alloys, like aluminum, magnesium and copper utilizes a steel fastener and a spot welding machine. The fastener and metals are stacked and the heat from the welder’s electric current softens the lower melting point aluminum allowing the fastener to penetrate the aluminum. A weld zone between the fastener and the various layers creates an internal weld. The fastener has a rough shaft that is coated by the molten weld zone and is hard to withdraw on solidification. Layers of non-conductive materials like plastics and ceramics may also be affixed to a conductive layer using a fastener made from a compatible material that extends through a pilot hole and welds to or penetrates a conductive layer. The fastener may have projections that initially reduce contact area with the stack.
US10335892 — WELD ELECTRODE FOR ATTRACTIVE WELD APPEARANCE — GM Global Technology Operations LLC (USA) — A welding electrode for use in resistance spot welding an assembly of overlying metal workpieces that includes an aluminum alloy workpiece is disclosed. The welding electrode includes a body, a convex weld face at one end of the body, and ringed protrusions that project outwardly from the convex weld face. The ringed protrusions are positioned to make contact with, and indent into, a surface of the aluminum alloy workpiece when the convex weld face is pressed against the aluminum alloy workpiece during a spot welding event. When brought into contact with the surface of the aluminum alloy workpiece, the ringed protrusions disrupt the oxide film present on the aluminum alloy workpiece surface, which improves the spot welding process.
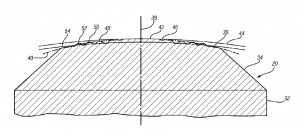
US10335891 — WELD FACE DESIGN FOR SPOT WELDING — GM Global Technology Operations LLC (USA) — A welding electrode for use in engaging an aluminum alloy workpiece during a spot welding process has a weld face that includes a base surface and a plurality of circular ridges that project outwardly from the base surface. The circular ridges are blunted, and their presence on the weld face provides the first welding electrode with several useful capabilities, including the ability to establish better mechanical and electrical contact with the aluminum alloy workpiece. The weld face is dome-shaped and, additionally, includes a plurality of circular ridges that project outwardly from a base surface of the weld face. The blunted ridges induce lateral stretching and fracture of the oxide layer present on the aluminum alloy workpiece surface when brought into contacting engagement with that surface during spot welding. Anywhere from two to ten outwardly projecting circular ridges may be present on the weld face and, preferably, this number is between three and five. The base surface of the weld face preferably includes at least one planar surface that may be located within the innermost circular ridge or between any pair of adjacent circular ridges.
US10293428 — RESISTANCE WELDING FASTENER, APPARATUS AND METHODS — Arconic Inc. (USA) — An apparatus and method for fastening dissimilar metals like steel and aluminum utilizes a steel rivet and a spot welding machine. The rivet and metals are stacked and the heat from the welder’s electric current softens the lower melting point aluminum allowing the rivet to penetrate the aluminum and weld to the steel layer. The fastener may be used to join stacks with several layers of different materials and may be used to apply a threaded socket or stud made from steel or titanium to an aluminum or magnesium alloy structure. Layers of non-conductive materials like plastic and ceramics may also be affixed to a conductive layer using the fastener made from a compatible material that extends through a pilot hole.
US10252369 — COOLING TO CONTROL THERMAL STRESS AND SOLIDIFICATION FOR WELDING OF DISSIMILAR MATERIALS — GM Global Technology Operations LLC (USA) — A workpiece stack-up that includes at least a steel workpiece and an aluminum-based workpiece can be resistance spot welded by a spot welding method in which the welding current is controlled to perform one or more stages of weld joint development. When it is desired to terminate weld current flow and to solidify a liquid weld pool into a weld nugget (of mostly aluminum-based composition), additional cooling is applied to the outer surface of the aluminum-based workpiece around the contact area of the spot welding electrode engaging the surface of the aluminum-based workpiece surface. The additional cooling is applied and controlled so as to increase the rate of solidification of the liquid aluminum-based material and to control the direction of solidification of the weld nugget to better confine impurities, and the like, originally in the melt, at the surface of the steel workpiece.
US10245675 — MULTI-STAGE RESISTANCE SPOT WELDING METHOD FOR WORKPIECE STACK-UP HAVING ADJACENT STEEL AND ALUMINUM WORKPIECES — GM Global Technology Operations LLC (USA) — A workpiece stack-up that includes at least a steel workpiece and an adjacent and overlapping aluminum workpiece can be resistance spot welded by a multi-stage spot welding method. The multi-stage spot welding method involves initially forming a weld joint between the steel and aluminum workpieces. The weld joint extends into the aluminum workpiece from the faying interface of the two workpieces and includes an interfacial weld bond area adjacent to and joined with the faying surface of the steel workpiece. After the weld joint is initially formed, the multi-stage spot welding method calls for remelting and resolidifying at least a portion of the weld joint that includes some or all the interfacial weld bond area. At least a portion of the resultant refined weld joint may then be subjected to the same remelting and resolidifying practice, if desired. Multiple additional practices of remelting and resolidifying may be carried out.
US10166627 — ALUMINUM ALLOY TO STEEL WELDING PROCESS — GM Global Technology Operations LLC (USA) — A resistance spot welding method may involve spot welding a workpiece stack-up that includes a steel workpiece and an aluminum alloy workpiece that overlap one another to provide a faying interface. A pair of opposed welding electrodes are pressed against opposite sides of the workpiece stack-up with one welding electrode contacting the aluminum alloy workpiece and the other welding electrode contacting the steel workpiece. The welding electrodes are constructed so that, when an electrical current is passed between the electrodes and through the workpiece stack-up, the electrical current has a greater current density in the steel workpiece than in the aluminum alloy workpiece to thereby concentrate heat within a smaller zone in the steel workpiece. Concentrating heat within a smaller zone in the steel workpiece is believed to modify the solidification behavior of the resultant molten aluminum alloy weld pool in a desirable way.
US10058949 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES USING INSERTABLE COVER — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy workpiece together includes several steps. One step involves inserting a cover between the aluminum or aluminum alloy workpiece and an adjacent welding electrode. In another step, the adjacent welding electrode is pressed against cover, and another opposed welding electrode is pressed against the steel workpiece at a weld site. In yet another step, electrical current is passed between the welding electrodes, passed through the cover, and passed through the workpieces to initiate and grow a molten weld pool within the aluminum or aluminum alloy workpiece. The cover is preferably made of a metal having a greater electrical resistivity than that of the welding electrode that makes contact with the aluminum workpiece, and preferably has an electrical resistivity that is greater than that of the aluminum workpiece itself. Examples of metal materials that have a greater electrical resistivity than the aluminum workpiece include stainless steel, molybdenum or a molybdenum-based alloy, niobium or a niobium-based alloy, or tungsten or tungsten-based alloys such as a tungsten-copper alloy.
US10052710 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES USING ELECTRODE WELD FACE COVER — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy (“aluminum”) workpiece together includes several steps. One step involves providing a workpiece stack-up with a steel workpiece and an aluminum workpiece. Another step involves attaching a cover over a weld face of a welding electrode. The cover is made of a metal material with an electrical resistivity that is greater than an electrical resistivity of a material of the welding electrode. Yet another step involves performing multiple individual resistance spot welds to the workpiece stack-up. The cover abuts the aluminum workpiece while the individual resistance spot welds are performed. And another step involves removing the cover from the welding electrode after the individual spot welds are performed. The increased heat attributed to the cover better balances heat developed between the steel and aluminum workpieces and, it has been found, alters the solidification behavior of a weld joint produced in the aluminum workpiece in a way that precludes the undesirable accumulation of defects at and along a faying interface of the stack-up. It can also help reduce heating in the steel workpiece which, in turn, reduces growth of the brittle Fe-Al intermetallic layers at the faying surface. The overall strength and integrity of the established weld joint between the workpieces can thus be improved by use of the cover. And, because the cover can be removed, the same welding electrode can be employed to spot weld workpiece stack-ups including aluminum-to-aluminum workpieces and steel-to-steel workpieces. The ability to do so greatly augments manufacturing flexibility and reduces costs. A spot welding assembly that can accomplish the above is also disclosed.
US10010966 — ELECTRODE FOR RESISTANCE SPOT WELDING OF DISSIMILAR METALS — GM Global Technology Operations LLC (USA) — A method of spot welding a workpiece stack-up that includes a steel workpiece and an aluminum alloy workpiece involves passing an electrical current through the workpieces and between welding electrodes that are constructed to affect the current density of the electrical current. The welding electrodes, more specifically, are constructed to render the density of the electrical current greater in the steel workpiece than in the aluminum alloy workpiece. This difference in current densities can be accomplished by passing, at least initially, the electrical current between a weld face of the welding electrode in contact with the steel workpiece and a perimeter region of a weld face of the welding electrode in contact with the aluminum alloy workpiece. A number of steel and aluminum alloy welding electrode designs can be employed to achieve such an effect. For example, in one embodiment, the perimeter region of the weld face of the aluminum alloy welding electrode may be an annular perimeter base surface that surrounds and delimits the depression. As another example, the perimeter region of the weld face of the aluminum alloy welding electrode may be a ringed projection that rises upwardly from a base surface of the weld face to define the depression on its inside.
US9999939 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES WITH ELECTRODE INSERT — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy workpiece together includes several steps. In one step a workpiece stack-up is provided. The workpiece stack-up includes a steel workpiece and an aluminum or aluminum alloy workpiece. Another step involves providing a first welding electrode that confronts the aluminum workpiece, and providing a second welding electrode that confronts the steel workpiece. The first welding electrode has an electrode body and an insert that functions to limit or eliminate heat flux into the electrode body. Other steps of the method involve bringing the first and second welding electrodes into contact with opposite sides of the workpiece stack-up and resistance spot welding the stack-up. The insert functions to limit or eliminate heat flux into the electrode body. It does this by having at least a peripheral portion adjacent to the surrounding electrode body that exhibits an electrical conductivity that is less than or equal to approximately 20% of the IACS electrical conductivity of commercially pure annealed copper as defined by the as well as a thermal conductivity that is less than or equal to approximately 20% of the thermal conductivity of commercially pure annealed copper.
US9999938 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES WITH ELECTRODE INSERT — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy workpiece together includes several steps. In one step a workpiece stack-up is provided. The workpiece stack-up includes a steel workpiece and an aluminum or aluminum alloy workpiece. Another step involves providing a first welding electrode that confronts the aluminum workpiece, and providing a second welding electrode that confronts the steel workpiece. The first welding electrode has an electrode body and an insert that functions to limit or eliminate heat flux into the electrode body. Other steps of the method involve bringing the first and second welding electrodes into contact with opposite sides of the workpiece stack-up and resistance spot welding the stack-up. In one particular embodiment, the casing can be composed of a material such as Teflon (PTFE) or a high-temperature epoxy adhesive, and the interior piece can be composed of a refractory metal such as molybdenum, a molybdenum alloy, tungsten, or a tungsten alloy.
US9987705 — RESISTANCE SPOT WELDING OF STEEL TO PRE-COATED ALUMINUM — GM Global Technology Operations LLC (USA) — Resistance spot welding of a steel workpiece to an aluminum or an aluminum alloy workpiece can be facilitated by replacing the refractory aluminum oxide-based layer(s) on at least the faying surface of the aluminum or aluminum alloy workpiece with a protective coating that is more conducive to the spot welding process. The protective coating may be a metallic coating or a metal oxide conversion coating. In a preferred embodiment, the protective coating is a coating of zinc, tin, or an oxide of titanium, zirconium, chromium, or silicon. During current flow, the protective coating at the faying surface of the aluminum workpiece melts or breaks down to allow the molten aluminum alloy weld pool to make direct contact with the steel at the weld site. After stoppage of the welding current flow, a weld joint forms that metallurgically joins the steel workpiece and the aluminum workpiece together to maintain quality weld strength between the two workpieces.
US9925617 — ELECTRODE FOR SPOT WELDING — GM Global Technology Operations LLC (USA) — Spot welding electrodes with generally dome shaped welding faces are provided with surface features for welding both aluminum alloy sheet assemblies and steel sheet assemblies. A raised circular plateau is formed on the central axis of the dome and, in one embodiment, a suitable number of round bumps are formed in concentric spacing from adjacent the circumference of the plateau toward the circular edge of the welding face. For welding steel workpieces the plateau mainly serves as the engaging feature of the electrode. Both the plateau and concentric bumps are used in penetrating light metal surfaces for suitable current passage. In another embodiment, the domed surface is shaped with concentric terraces for engagement with the workpieces. The welding electrodes of this invention are typically made of copper-base alloys with suitable electrical conductivity and strength to resist weld force application when pressed against outer opposing surfaces of assembled sheets or other workpieces shaped to be welded together.
US9839971 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES WITH HOT WELDING ELECTRODE AT ALUMINUM WORKPIECE — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece to an aluminum or aluminum alloy workpiece involves providing a workpiece stack-up that includes a steel workpiece and an aluminum workpiece and preheating the welding electrode that is meant to contact the aluminum or aluminum alloy workpiece. The method further involves pressing the preheated welding electrode and another welding electrode against opposite sides of the workpiece stack-up, with the preheated welding electrode abutting the aluminum or aluminum alloy workpiece, and passing an electrical current between the two welding electrodes at a weld site to initiate and grow a molten weld pool within the aluminum or aluminum alloy workpiece. Preheating the welding electrode that eventually abuts the aluminum workpiece furnishes more heat to the aluminum workpiece than would otherwise be the case during resistance spot welding of the workpiece stack-up. The overall strength and integrity of the weld joint established between the workpieces can hence be improved by use of the disclosed method.
US9682439 — WELDING ELECTRODE WITH CONTOURED FACE — GM Global Technology Operations LLC (USA) — A welding electrode for resistance spot welding includes a weld face comprising rings of ridges that project outwardly from a base surface of the weld face. The rings of ridges are positioned on the weld face to contact and impress into a sheet metal workpiece surface during resistance spot welding. If the welding electrode is used during resistance spot welding of light metal alloy workpieces, such as those of aluminum alloy or magnesium alloy, the rings of ridges on the weld face can contribute to improved welding performance. The concentric circular ridge or groove design for the electrode cap not only provides improved welding performance of the electrode, it is also a textured pattern that can be restored very rapidly to the electrode face as it is re-dressed for continued welding operations.
US9505079 — HIGH CAPACITY ALUMINUM SPOT WELDING TRANS-GUN PRIMARY CABLE — Ford Global Technologies, LLC (USA) — A high capacity aluminum spot welding trans-gun includes a pair of opposed electrodes, a weld control that controls the operation of the trans-gun, and a transformer that regulates the voltage to the trans-gun having a primary input voltage and secondary output voltage. A liquid-cooled high voltage primary conductor electrically connects the weld control to the transformer primary input and a low voltage secondary conductor electrically connects the transformer secondary output to the welding gun to energize the opposed electrodes. The high capacity aluminum spot welding trans-gun primary cable of the present invention particularly overcomes drawbacks of alternative systems by improving primary conductor bend radius by at least 300%, reducing costs by 60%, increasing conductor ampacity threefold at a fixed rated weight per foot, reducing robot dress packaging requirements and utilizing the water already used to cool the weld gun to also cool the primary conductors in the dress package, eliminating redundant water cooling hoses.
US9440305 — METHOD OF RESISTANCE SPOT WELDING ALUMINUM ALLOY WORKPIECES — GM Global Technology Operations LLC (USA) — A method of resistance spot welding aluminum alloy workpieces together includes several steps. In one step a welding electrode is provided. The welding electrode has a weld face. In another step, the weld face of the welding electrode is shaped to have a desired radius of curvature. The shaped weld face is then textured to a desired surface roughness, and resistance spot welding using the welding electrode is performed to the aluminum alloy workpieces. In yet another step, the weld face is dressed to an extent sufficient to remove contamination build-up that may have accumulated on the weld face from the aluminum alloy workpieces. A method of maintaining a welding electrode during its use in resistance spot welding aluminum alloy workpieces may include several steps. In one step, a weld face of the welding electrode is textured to have a desired surface roughness. In another step, the weld face is textured again to have a desired surface roughness after a first number of individual resistance spot welds are performed. And in yet another step, the weld face is dressed to remove a desired depth of material of the welding electrode after a second number of individual resistance spot welds are performed. The second number of individual resistance spot welds is greater than the first number of individual resistance spot welds. In another step, the dressed weld face is textured to a desired surface roughness.
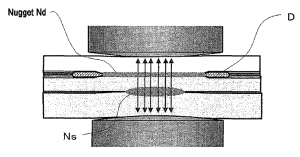
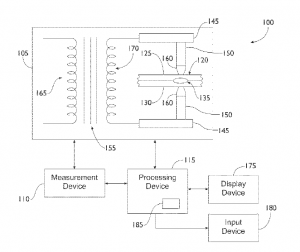
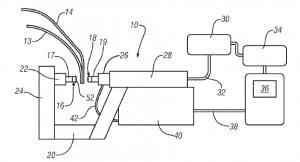
US9314878 — NON-DESTRUCTIVE ALUMINUM WELD QUALITY ESTIMATOR — Ford Global Technologies, LLC (USA) — An aluminum spot welding system includes a welding machine configured to weld a workpiece with an aluminum nugget and a measurement device configured to measure an attribute of at least one of the aluminum nugget and a welding process. The system further includes a processing device configured to output a weld quality signal representing a quality of an aluminum weld based at least in part on the attribute measured. A method includes measuring an attribute of at least one of an aluminum nugget forming a joint of a workpiece and a welding process, determining a quality of an aluminum weld based at least in part on the attribute measured, and outputting a weld quality signal representing the determined quality.
US8927894 — WELD ELECTRODE FOR ATTRACTIVE WELD APPEARANCE — GM Global Technology Operations LLC (USA) — Weld faces of electrodes for resistance spot welding are formed with a suitable area of protrusions and/or intrusions. The size, shape, and elevation or depths of the protrusions or intrusions are determined for the formation of suitable spot welds in and between metal workpieces such as aluminum or steel panels for vehicle bodies. The protrusions or intrusions are also conceived and used to form an image on at least a visible surface of the welded article to produce an attractive appearance on the surface of the welded sheet. In each welding application, the electrode face is sized and shaped to form a good weld at the interfacial surfaces of contacting sheet surfaces, i.e., the faying interface. And the electrode faces are shaped to leave a corresponding pattern of intrusions and/or protrusions in the welded surface that are intended to suggest to a viewer that the image in the surface indicates that a predetermined and suitable high quality weld has been formed. In order to produce an observable feature in the welded surface(s) it is preferred that protrusions or intrusions on the electrode faces have a minimum height/depth of about ten microns.
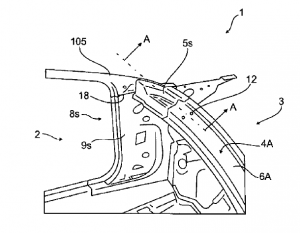
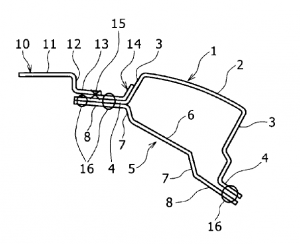
US8662568 — VEHICLE BODY STRUCTURE IN THE REGION OF THE A-PILLAR AND THE WINDSHIELD CROSS MEMBER AND ASSOCIATED PRODUCTION METHOD — Audi AG (Germany) — It is an object of the invention to refine a generic conventional vehicle body structure in the region of the A-pillar and the windshield cross member to provide for a weight-efficient construction having the required stiffness and which is suited for use in large series production with appropriate joining techniques. The invention relates to a vehicle body structure in the region of the A-pillar and the windshield cross member, including an A-pillar on both sides of the body, wherein in the pillar construction of the A-pillar, the A-pillar has an A-pillar inner steel plate oriented approximately vertically and in the vehicle longitudinal direction. An approximately horizontal windshield cross member is connected at the ends thereof to the associated A-pillar inner steel plate by means of a welded connection. According to the invention, the windshield cross member is produced as a composite component made of an elongated aluminum beam having steel plate adapter parts that extend the aluminum beam at the ends thereof but are short in comparison to the overall beam length, and the steel plate adapter parts are connected to the associated A-pillar inner steel plate by means of the welded connection and to the aluminum beam by means of a riveted connection.
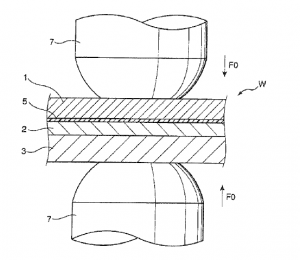
US8502105 — JOINING METHOD OF DISSIMILAR METAL PLATES AND DISSIMILAR METAL JOINED BODY — Mazda Motor Corporation and Kone Steel, Ltd. (Japan) — An object of this invention is to effectively improve the joint strength upon joining dissimilar metal plates by combining adhesion using an adhesive and spot welding. The joining method includes a step of lapping the aluminum alloy plate and the plated steel plate via adhesive, a pre-heating step of clamping both metal plates lapped in the lapping step between a pair of electrodes for spot welding and applying pressure thereto, and applying a current between the pair of electrodes, a cooling step of pressurizing both metal plates at a pressing force higher than that at the start of the pre-heating step in a state where conduction between the electrodes is stopped, and continuing this pressurization over a predetermined cooling time, and a welding step of pressurizing both metal plates at a pressing force higher than that at the start of the pre-heating step, and welding both of the metal plates by applying a current higher than the conduction current value in the pre-heating step between the pair of electrodes.
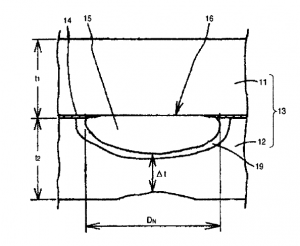
US8487206 — JOINT PRODUCT BETWEEN STEEL PRODUCT AND ALUMINUM MATERIAL, SPOT WELDING METHOD FOR THE JOINT PRODUCT, AND ELECTRODE CHIP FOR USE IN THE JOINT PRODUCT — Kobe Steel, Ltd. (Japan) — Provided is a joint product of a steel product and an aluminum material, the joint product being formed by joining the steel product having a sheet thickness t1 of 0.3 to 3.0 mm with the aluminum material having a sheet thickness t of 0.5 to 4.0 mm by spot welding, wherein a nugget area in a joint part is from 20t20.5 to 100t20.5 mm2 an area of a portion where a thickness of an interface reaction layer is from 0.5 to 3 μm is 10t20.5 or more, and a difference between the thickness of the interface reaction layer at a joint part center and the thickness of the interface reaction layer at a point distant from the joint part center by a distance of one-fourth of a joint diameter is 5 μm or less, and wherein the aluminum material is pure aluminum or an aluminum alloy material.
US8409725 — STRUCTURAL MEMBER OF DIFFERENT MATERIALS — Kobe Steel, Ltd. (Japan) — The invention provides a structural member of different materials having no different-material-bonded part between aluminum alloy material and steel material to be assembled. The structural member of different materials comprised of steel and aluminum alloy includes a first structural member including steel, and a second structural member having a part including steel and a part including aluminum alloy, the part including steel and the part including aluminum alloy being bonded by different-material bonding. The first structural member and the second structural member are bonded together only by bonding of steels between the part including steel of the second structural member and the first structural member.
US8337998 — STEEL MATERIAL FOR DISSIMILAR METAL JOINING, JOINED BODY OF DISSIMILAR METALS AND PROCESS FOR JOINING DISSIMILAR METAL MATERIALS — Kobe Steel, Ltd. (Japan) — The object of the present invention is to provide a steel material for dissimilar metal joining, a joined body of dissimilar metals and a process for joining dissimilar metal materials, which are small in restriction such as application condition of spot welding, have excellent broad utility and, at the same time, have no inhibition of reliability in joining due to generation of a brittle intermetallic compound at a joining part, and have a joined part having high joining strength. A joined body of dissimilar metals which is produced by joining a steel material and an aluminum alloy material, wherein the steel material to be joined has a specific composition and is specified in the compositions of outer surface oxide layer and inner oxide layer and the aluminum alloy material to be joined is an Al-Mg-base or Al-Zn-Mg-base aluminum alloy having a specific composition. In the joined body of dissimilar metals, a content of Fe at a joint interface on the aluminum alloy material side is regulated, and a reaction layer of Fe and Al is formed at the joint interface of the joined body of dissimilar metals. The joined body of dissimilar metals exhibits high joint strength.

US8274010 — WELDING ELECTRODE WITH CONTOURED FACE — GM Global Technology Operations LLC (USA) — A method for welding a plurality of aluminum to aluminum welds and a plurality of steel to steel welds using the same welder includes providing a resistance spot welder with a pair of weld electrodes having an electrode face radius of curvature in the range between 20 mm and 40 mm. The series of aluminum to aluminum welds is first made, and then, after completing the aluminum to aluminum welds, the series of steel to steel welds are made. After completing the steel to steel welds the weld electrodes are cleaned by an abrasive to remove any buildup or contamination of aluminum on the electrodes. In the event the electrodes have mushroomed, then dressing of the electrodes is provided and then the abrasive cleaning is performed to restore the surface texture.
US8221899 — STEEL MATERIAL FOR DISSIMILAR METAL JOINING, JOINED BODY OF DISSIMILAR METALS AND PROCESS FOR JOINING DISSIMILAR METAL MATERIALS — Kobe Steel, Ltd. (Japan) — A joined body of dissimilar metals which is produced by joining a steel material and an aluminum alloy material, wherein the steel material to be joined has a specific composition and is specified in the compositions of outer surface oxide layer and inner oxide layer and the aluminum alloy material to be joined is an Al-Mg-Si-base aluminum alloy having a specific composition. The process of joining wherein the spot welding comprises applying an interelectrode current of 10 to 35 kA at an interelectrode pressure of 2.0 to 3.0 kN for a time of 200 x t msec or shorter at every spot welding place, wherein t is a thickness, in mm, of an aluminum alloy material part. The process wherein in every spot welding place, an average thickness in a nugget depth direction of the reaction layer is in a range of 0.1 to 3 μm, and a formation area of the reaction layer is 70% or more of a spot welding joining area. In the joined body of dissimilar metals, a content of Fe at a joint interface on the aluminum alloy material side is regulated, and a reaction layer of Fe and Al is formed at the joint interface of the joined body of dissimilar metals. The joined body of dissimilar metals exhibits high joint strength.

US8058584 — BONDING METHOD OF DISSIMILAR MATERIALS MADE FROM METALS AND BONDING STRUCTURE THEREOF — Nissan Motor Co., Ltd. (Japan) — The invention relates to bonding techniques and resulting structures using resistance welding of dissimilar metallic materials such as steel material, aluminum alloy material, and the like. In particular, the invention relates to a bonding wherein the materials are formed by layering three or more sheets and have a dissimilar material interface and a same material interface. Disclosed is a bonding method for dissimilar materials made from metals and its resulting structures. The materials to be bonded are formed by layering three or more sheets such that a dissimilar material interface and a same material interface are formed. A first current is conducted between a three-sheet layered plate material wherein an aluminum alloy plate, a zinc plated steel plate and a bare steel plate, for example, are layered in order. A nugget is formed in an interface between the zinc plated steel plate and the bare steel plate, which are the same materials. Then, a second current greater than the first current is conducted, and a nugget is formed in an interface between the aluminum alloy plate and the zinc plated steel plate.