Editor’s Note: As many articles have appeared in Light Metal Age (both in the magazine and online) describing and following the friction stir welding (FSW) process, especially its application in joining aluminum alloys in various forms and tempers, readers should be familiar with its advantages. In the FSW process, aluminum components are joined in the solid state without the need for filler wire, thus avoiding some of the defects that can be introduced by some of the common fusion welding methods, i.e., gas and shrinkage porosity and weld cracking due to residual stresses induced by thermal gradients during solidification. Since its invention and introduction by The Welding Institute (TWI) in the UK in late 1991, the FSW process has evolved from experimental demonstrations into a productive manufacturing method for lightweight aluminum structures requiring high weld strength.
The rapid pace of innovation of the FSW process is exemplified by some of the patents listed hereafter, granted recently and assigned to various companies in the automotive and aerospace sector, among others. Here, the process is not only applied to the joining of structures made of various wrought and die cast aluminum alloys to the same or other alloy, but also in joining aluminum alloys to steel components. Special heat treatments have also been developed to supplement the FSW structures. In addition, the rotating tool used in making the FSW joints needs to withstand the high stresses and temperatures involved in the process, and some of the patents deal with improving the wear resistance of these robust tools.
To be sure, FSW has found its niche in the vast variety of welding methods used to join aluminum structures. Each of these welding methods are in constant change and improvement in terms of economics and productivity and each has their place. A common mantra in the multi-material automotive industry is to select the best material for the right application. This is also true for the many welding processes available for joining aluminum – the best welding method for the right application. In the Light Metal Age December issue, the focus of the patent review will be on resistance spot welding of aluminum alloy sheet, which has been a driver for automotive aluminum in closures and body-in-white structures.
— Joseph C. Benedyk, Editor
US10730661 — CARGO PALLET WITH EXTRUDED SLOT — HFW Solutions, Inc. (USA) — A panel structure comprised of a plurality of extruded aluminum panel members. The aluminum panel members are joined together into a single structure by a friction stir welding process and at least one of the extruded aluminum panel members includes an extruded slot running along an entire length of the at least one of the extruded aluminum panel members. The extruded slots are used to attach hooks or other suitable retaining devices for securing objects to the panel structure or to directly attach structural elements or modules to the panel structure.
US10688592 — FRICTION STIR WELDING OF ALUMINUM ALLOYS — United Launch Alliance, L.L.C. (USA) — The present invention is directed to friction stir welding, and in particular to apparatuses, methods, and systems using friction stir welding to join one or more components comprising an aluminum 2xxx alloy with one or more components comprising an aluminum 7xxx alloy. The aluminum 2xxx alloy may be in the form of a filler insert, for example a sheet or strip, between two larger aluminum 7xxx alloy components, or the aluminum 2xxx alloy may be in the form of a larger component welded directly to an aluminum 7xxx alloy component of comparable size. Weldments according to the present invention have improved resistance to stress corrosion cracking without the need for post-weld artificial aging and are useful in many applications, for example in construction of spacecraft parts.
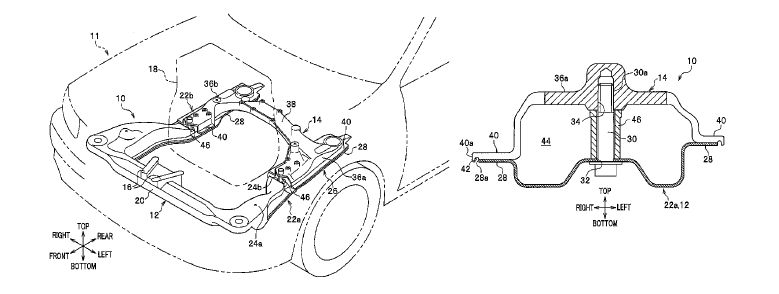
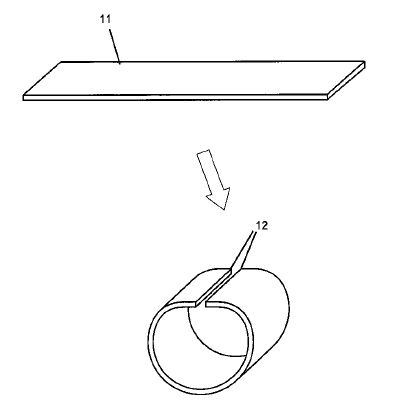
US10640153 — DIFFERENT MATERIALS JOINT STRUCTURE — Honda Motor Co., Ltd. (Japan) — A subframe structure includes a frame front part and a frame rear part in a vehicle front-rear direction. The frame front part and the frame rear part are joined together. The frame front part has a higher strength than the frame rear part. The subframe has different strengths from part to part. The frame front part is made of a galvannealed steel plate (GA steel plate) subjected to an electrodeposition coating. The frame rear part is made of a hot-dip galvanized steel plate (GI steel plate) subjected to an electrodeposition coating. A rear cross member of an aluminum die-casting and a rear cross panel of a hot-dip galvanized steel plate (GI steel plate) are integrally joined together by a friction stir welding.
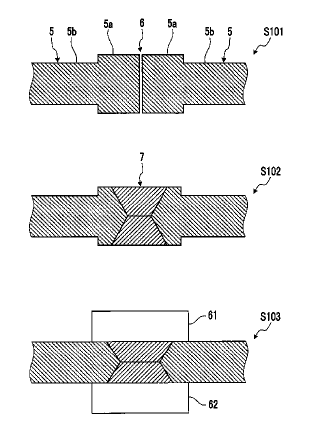
US10512985 — JOINT PROCESSING METHOD AND DOME MEMBER — Mitsubishi Heavy Industries, Ltd. (Japan) — An object of the invention is to provide a joint processing method and a dome member that can suppress enlargement of grains accompanying solution heat treatment of an aluminum alloy joint formed by friction stir welding. A joint processing method includes: a friction stir welding step for forming a joint in a plate by friction stir welding a groove in the plate; a cold working step for cold working the joint under cold working conditions such that a grain size in the joint is not more than a grain size of an aluminum alloy in the groove prior to the friction stir welding step; and a solution heat treatment step for, subsequent to the cold working step, performing solution heat treatment of the plate.
US10232893 — DIFFERENT MATERIALS JOINT STRUCTURE — Honda Motor Co., Ltd. (Japan) — A different materials joint structure includes: a thinned-plate shaped iron member and a thinned-plate shaped aluminum member integrally joined together. The iron member comprises two or more steel thinned plates stacked on each other and an electrodeposition coating is applied to the thinned plates so as to form electrodeposition coating films on surfaces of the thinned plates. The iron member and the aluminum member are then stacked on each other with stacked surfaces, then are joined together by friction stir welding tool inserted from an aluminum member side toward an iron member side in a direction perpendicular to the stacked surfaces.
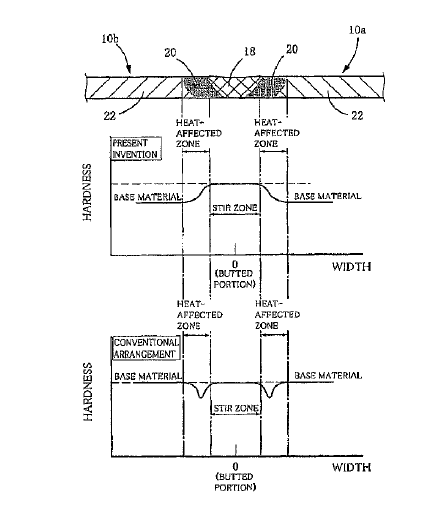
US10016837 — METHOD OF JOINING HEAT-TREATABLE ALUMINUM ALLOY MEMBERS BY FRICTION STIR WELDING — UACJ Corporation (Japan) — It is an object of the invention to provide a method of joining heat-treatable aluminum alloy members by friction stir welding, which method is capable of providing a joined product having excellent ductility and accordingly excellent press formability without suffering from fracture at a stir zone and heat-affected zones by optimizing relationship in strength among the stir zone, the heat-affected zones and a base material. Another object of the invention is to provide a joined product for press forming with enhanced press formability advantageously produced by such a method. A method of joining heat-treatable aluminum alloy members by friction stir welding, including the steps of: a T4-treatment-performing step of performing a T4 treatment on heat-treatable aluminum alloy members so as to impart T4 temper to the heat-treatable aluminum alloy members; a joining step of joining the heat-treatable aluminum alloy members with T4 temper by friction stir welding to provide a joined product; and a reversion-treatment-performing step of performing a reversion treatment, the reversion-treatment-performing step being carried out prior to or after the joining step.
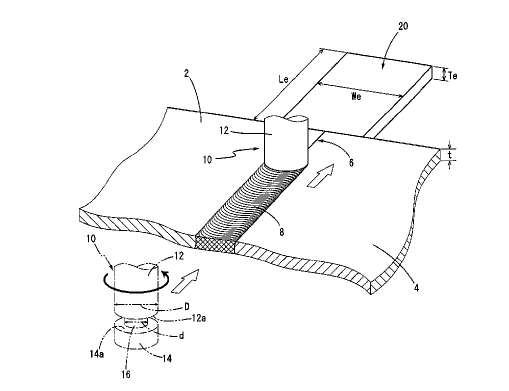
US9937588 — FRICTION STIR WELDING METHOD — UACJ Corporation (Japan) — A friction stir welding method which permits advantageous production of a product which has a sound welded area without joint defects, by joining together two members formed of the same material or respective different materials selected from a cast aluminum alloy and 2000 series, 4000 series, 5000 series and 7000 series aluminum alloys which are considered difficult to be joined together by the friction stir welding method. An initiation tab member formed of a 1000 series, 3000 series, 6000 series or 8000 series aluminum alloy is disposed in abutting contact with end faces of joining portions of first and second members (in an abutting part), on the side of initiation of the welding operation, and the friction stir welding operation is performed by moving a probe of a rotary tool through the initiation tab member into the joining portions of the two members.

US9931711 — FRICTION STIR WELDING METHOD — UACJ Corporation (Japan) — A friction stir welding method which permits advantageous production of a product which has a sound welded area without joint defects, by joining together two members formed of the same material or respective different materials selected from a cast aluminum alloy and 2000 series, 4000 series, 5000 series and 7000 series aluminum alloys which are considered difficult to be joined together by the friction stir welding method. A termination tab member formed of a 1000 series, 3000 series, 6000 series or 8000 series aluminum alloy is disposed in abutting contact with end faces of joining portions of first and second members (in an abutting part), on the side of termination of the welding operation, and the friction stir welding operation is terminated after a probe of a rotary tool is moved from the joining portions of the two members into the termination tab member.
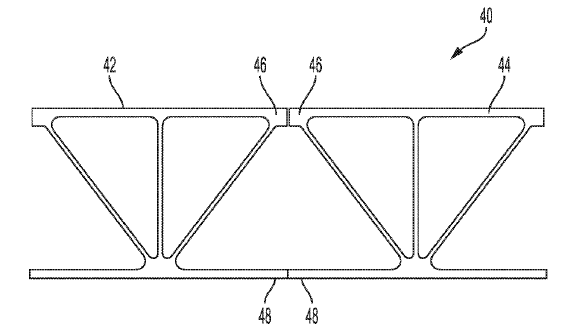
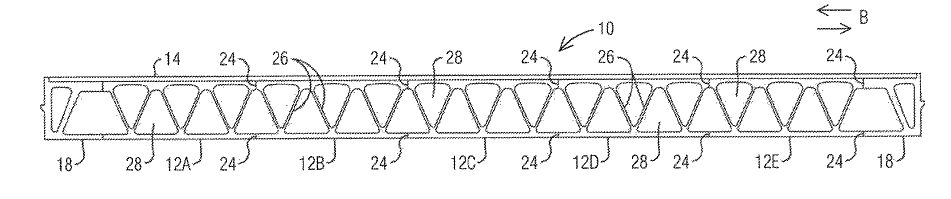
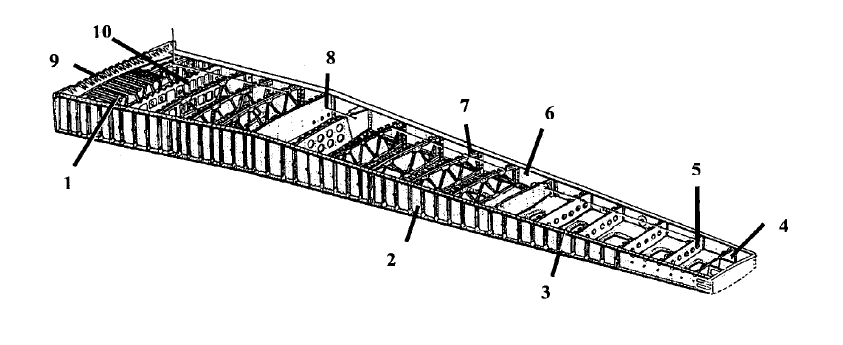
US9863103 — MODULAR BRIDGE DECK SYSTEM CONSISTING OF HOLLOW EXTRUDED ALUMINUM ELEMENTS — AlumaBridge, LLC (USA) — A modular bridge deck system supported on a plurality of cooperating girders and the deck system that comprises a plurality of deck panels secured together to form a modular bridge deck. Each deck panel is preferably formed by longitudinally shop friction-stir welding a plurality of elongated, multi-void, extruded aluminum structural elements. A top surface of each respective deck panel and the longitudinal shop-welding form a substantially continuous top surface of the modular bridge deck. In addition, the modular bridge deck has a depth and weight that is substantially equal to a weight of a steel open-grid deck of a moveable bridge or fixed span bridge to be replaced by the modular bridge deck system.
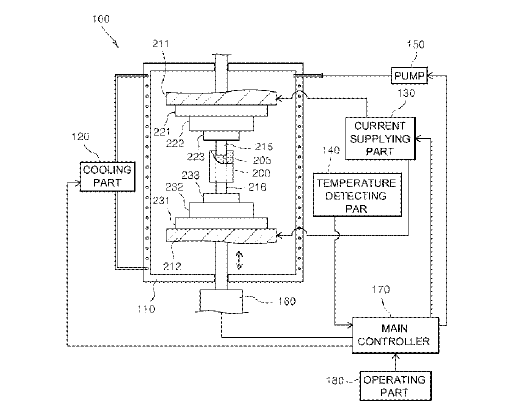
US9580361 — PREPARATION METHOD OF TUNGSTEN CARBIDE SINTERED BODY FOR FRICTION STIR WELDING TOOL — Korea Institute of Industrial Technology (Korea) — The present invention relates to a preparation method of a tungsten carbide sintered body for a friction stir welding tool used in a friction stir welding tool of a high melting point material such as steel, titanium and the like or a dissimilar material such as aluminum, magnesium-steel, titanium and the like. The preparation method comprises the following steps: filling a tungsten carbide (WC) powder in a mold made of a graphite material; mounting the mold filled with tungsten carbide powder in a chamber of a discharge plasma sintering apparatus; making a vacuum inside of the chamber; molding the tungsten carbide powder while maintaining a constant pressure inside the mold and increasing the temperature according to a set heat increase pattern until the temperature reaches a final target temperature; and cooling the inside of the chamber while maintaining the pressure pressurized in the mold after the molding step.
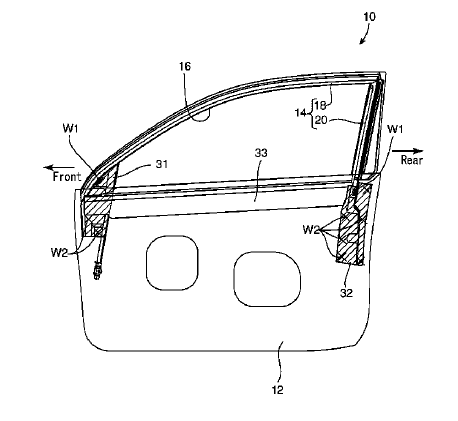
US9457542 — JOINED BODY OF DISSIMILAR ALUMINUM ALLOY MATERIALS, AND VEHICLE DOOR — Shiroki Corporation (Japan) — A joined body of dissimilar aluminum alloy materials includes a first Al–Mg–Si aluminum alloy material, a second Al–Mg–Si aluminum alloy material, and a single Al–Mg aluminum alloy material. The joined body of dissimilar aluminum alloy materials is formed by welding the first Al–Mg–Si aluminum alloy material and the second Al–Mg–Si aluminum alloy material to the single Al–Mg aluminum alloy material. The Al–Mg aluminum alloy material and the first Al–Mg–Si aluminum alloy material are joined by arc welding. The Al–Mg aluminum alloy material and the second Al–Mg–Si aluminum alloy material are joined by friction-stir welding.
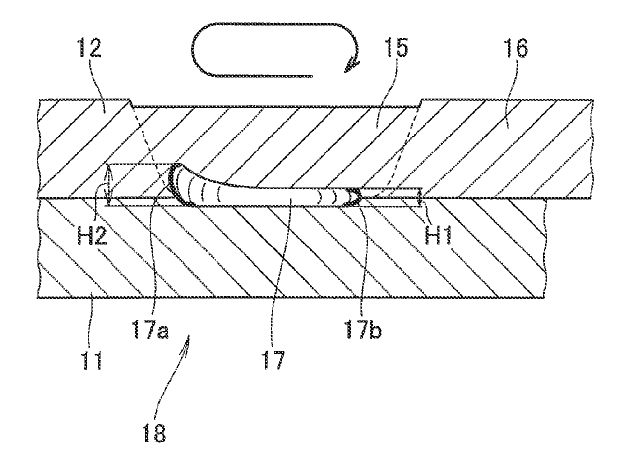
US9333590 — JOINED HETEROGENEOUS MATERIALS AND JOINING METHOD THEREFOR — Honda Motor Co., Ltd. (Japan) — A joined heterogeneous material includes a carbon steel material and an aluminum material which have been joined via friction-stir welding. The region of a weld zone with a low lift-up amount in a plastic flow area created during friction-stir welding is located on one side of the aluminum material with respect to the weld zone, created by a welding probe. The region of the weld zone with a high plastic flow area lift-up amount is located on the other side of the aluminum material.
US9180554 — ALUMINUM ALLOY MEMBER — UACJ Corporation (Japan) — An aluminum alloy member including a sheet-like aluminum alloy member having ends joined by friction stir welding, and forming an anodic oxidation coating on a weld front surface or a weld back surface, the aluminum alloy member including 0.3 to 1.5 mass % of Mg, 0.2 to 1.2 mass % of Si, 0.5 mass % or less of Cu, and 0.2 mass % or less of Fe, with the balance being Al and unavoidable impurities, Fe-containing second phase particles having a particle size (circle equivalent diameter) of more than 1 µm, among second phase particles dispersed in a matrix of the aluminum alloy member, having an average particle size of 5 µm or less.
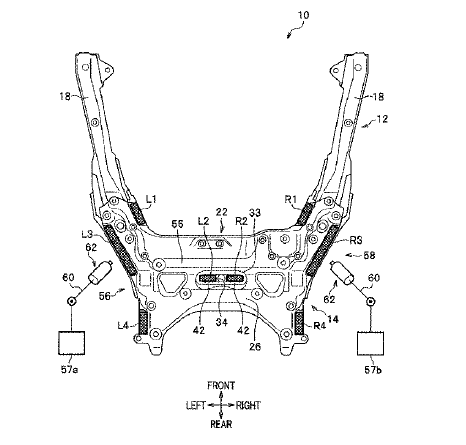
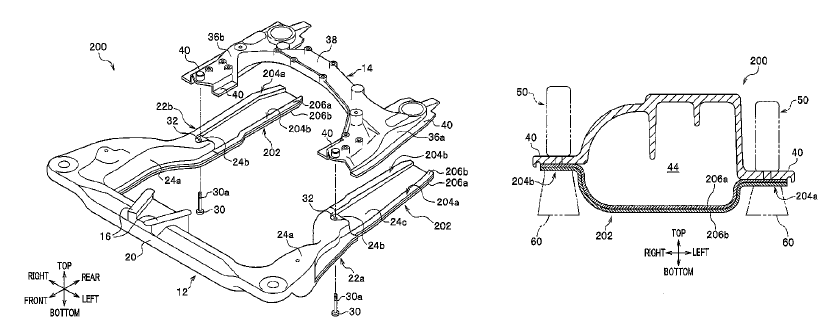
US9067621 — SUBFRAME STRUCTURE — Honda Motor Co., Ltd. (Japan) — A general object of the present invention is to provide a subframe structure capable of ensuring desired rigidity and strength, enhancing shock absorption performance, and achieving a weight reduction. The present invention comprises: a front subframe consisting of steel and divided in the front-rear direction of the vehicle; and a rear subframe consisting of light metal such as an aluminum alloy. The front subframe comprises a press-formed body formed by pressing. The rear subframe comprises a die-cast body formed by die-casting. The front subframe and the rear subframe are joined together by friction stir welding while the left and right rear side sections of the rear subframe are superposed on the upper surfaces of the thin plate sections of the front subframe.
US9051633 — ALUMINUM ALLOY WELDED MEMBER — Sumitomo Light Metal Industries, Ltd. (Japan) — An aluminum alloy material is welded by performing friction stir welding to form a welded section in an aluminum alloy welded component. The aluminum alloy material contains Mg: 0.3-6.0% (mass %, hereinafter the same), Cu: 0.2% or less, Si: 0.1% or less, Fe: 0.1% or less, the balance being Al and inevitable impurities. Second phase particles dispersed in the aluminum alloy material have a grain size of 5 µm or less as observed with an optical microscopic. Because the second phase particles are homogeneously dispersed in a welded section equivalent portion of the aluminum alloy welded component as compared to other portions, variations in pit formation caused by etching during anodizing are reduced, thereby eliminating color tone variations in the anodized coating formed on the aluminum alloy welded component.
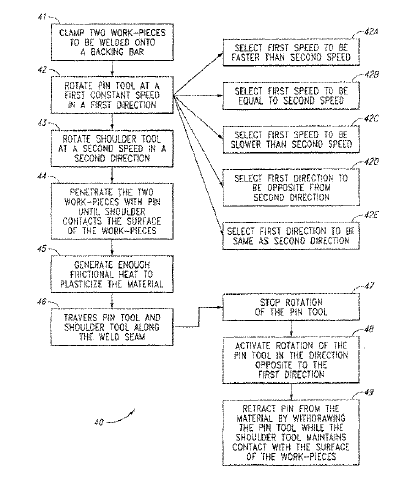
US8757468 — COUNTER-ROTATING SPINDLE FOR FRICTION STIR WELDING — The Boeing Company (USA) — A counter-rotating spindle includes a shoulder tool, a pin tool inserted in the shoulder tool, a first motor that is connected with the pin tool and rotates the pin tool, and a second motor that is connected with the shoulder tool and rotates the shoulder tool. The direction and the speed of the rotation for the pin tool may be selected independently from the speed and direction of rotation of the shoulder tool enabling optimization of the friction stir welding process. Counter-rotating the pin tool and the shoulder tool may improve the mixing abilities and efficiency of the pin tool and may prevent the galling effect between the pin tool and the shoulder tool. The counter-rotating spindle may be used, for example, for continuous path friction stir welding and spot welding of aluminum and its alloys, including cast alloys, as well as joining similar and dissimilar alloys.
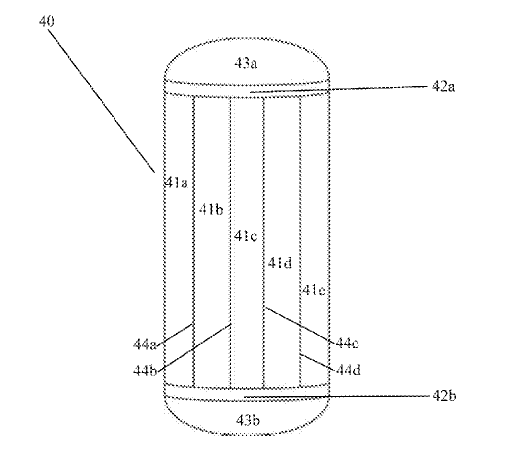
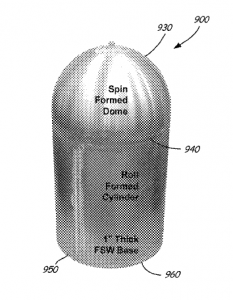
US8728389 — FABRICATION OF L12 ALUMINUM ALLOY TANKS AND OTHER VESSELS BY ROLL FORMING, SPIN FORMING, AND FRICTION STIR WELDING — United Technologies Corporation (USA) — A method for producing high strength aluminum alloy tanks and other vessels containing L12 dispersoids from an aluminum alloy powder containing the L12 dispersoids. The powder is consolidated into a billet having a density of about 100 percent. Tanks are formed by rolling consolidated billets into sheets, cutting preforms from said sheets, roll forming the performs into cylindrical shapes and friction stir welding the seams to form cylinders. L12 alloy domes are spin formed from the rolled sheet and friction stir welded to the cylinder. Circular bases are cut from the rolled sheet and friction stir welded to the domed cylinder to form bottoms of the tank.
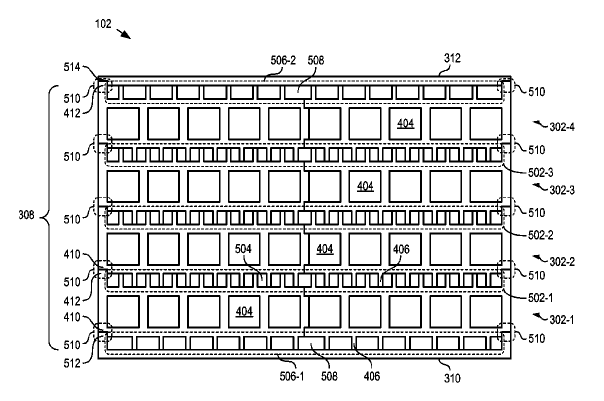
US8540012 — HEAT EXCHANGER — Lockheed Martin Corporation (USA) — The present invention relates to ocean thermal energy conversion systems in general, and, more particularly, to a heat exchanger for use in such systems. A heat exchanger and a method for fabricating the heat exchanger are disclosed. The heat exchanger comprises a heat exchanger core that is formed from a plurality of stacked aluminum panels that are joined together via friction stir welding. Each panel in the core is formed from at least two aluminum extrusions that are joined to one another via friction stir welding.
US8420226 — WELDED STRUCTURAL MEMBER AND METHOD AND USE THEREOF — Constellium France (France) — A structural member comprising at least two parts made of aluminum alloys used in aircraft wing structure and displaying different property balances, said at least two parts being welded and wherein one of said parts either is (i) selected from an aluminum alloy different from the other of said at least two parts and/or (ii) is selected from an initial temper different from the other of said at least two parts, and wherein at least one of said at least two parts has been pre-aged prior to being welded, and, wherein said structural member has undergone a post-welding thermal treatment conferring a final temper to each of said at least two parts. The parts are advantageously welded by friction stir welding. Another subject of the invention is a method for manufacturing a structural member.
US8393524 — COUNTER-ROTATING SPINDLE FOR FRICTION STIR WELDING — The Boeing Company (USA) — A counter-rotating spindle includes a shoulder tool, a pin tool inserted in the shoulder tool, a first motor that is connected with the pin tool and rotates the pin tool, and a second motor that is connected with the shoulder tool and rotates the shoulder tool. The direction and the speed of the rotation for the pin tool may be selected independently from the speed and direction of rotation of the shoulder tool enabling optimization of the friction stir welding process. Counter-rotating the pin tool and the shoulder tool may improve the mixing abilities and efficiency of the pin tool and may prevent the galling effect between the pin tool and the shoulder tool. The counter-rotating spindle may be used, for example, for continuous path friction stir welding and spot welding of aluminum and its alloys, including cast alloys, as well as joining similar and dissimilar alloys.
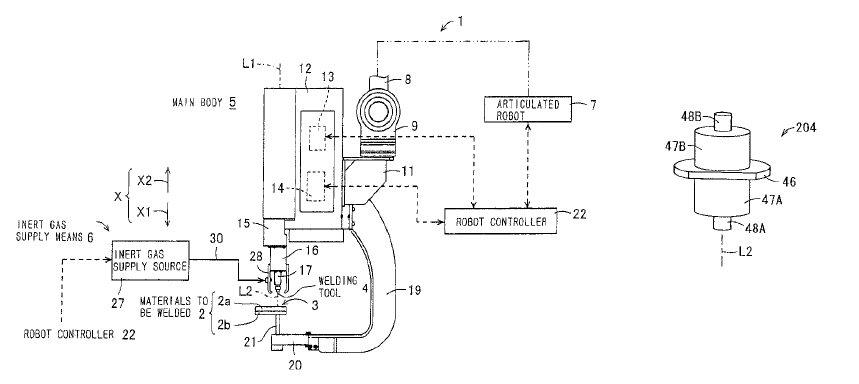
US8025200 — FRICTION STIR WELDING MACHINE AND FRICTION STIR WELDING TOOL — Kawasaki Jukogyo Kabushiki Kaisha (Japan) — It is an object to provide a friction stir welding machine and a friction stir welding tool, which can enhance durability of a welding tool, reduce the time required for welding materials to be welded due to a high speed rotation of the welding tool, and prevent lowering of the strength of a welding portion of materials to be welded. A friction stir welding machine is provided that is adapted to perform solid phase welding on a welding portion of materials to be welded, by pressing a welding tool against the welding portion of the materials to be welded while rotating the welding tool, and forcing the welding tool to be advanced into a softened portion which is softened by a frictional heat while stirring the softened portion, wherein a coating made of aluminum nitride is formed on at least a region of the welding tool to be in contact with the materials to be welded.