By Michael Niedzinski, Constellium.

Introduction
Friction stir welding (FSW) of Airware 2050 was investigated as a method for making custom blanks for spin forming large, single-piece flight articles. The objective of this study was to evaluate the behavior of 2050 parent material in addition to the FSW regions after spin forming and subsequent heat treatment. A 120 inch diameter x 1.5 inch thick 2050 blank was fabricated from two 60 inch wide x 120 inch long pieces using FSW and then were subsequently spun formed into dome articles. Note that spin forming of welded 2050 blanks has not been attempted before this investigation. This article provides the mechanical properties for spin formed 2050 parent material and FSW regions on the test dome. Implementation of an abnormal grain growth (AGG) suppression strategy during heat treatment reduced AGG in the FSW regions and improved ductility in several directions across FSW locations. Anticipated applications include lightweight structures for large diameter space launch vehicles, lunar/orbital habitats, and landers.
Background
Over the past several years the space launch industry has shifted to very large heavy payload rockets with diameters well in excess of 200 inches. Additionally, future orbiting space stations and human habitats on the moon will require large diameter domes and bulkheads as a part of their architecture. Aluminum mills are limited in their ability to provide single piece circular blanks above 200 inches. Alloy 2219-O/T62 has been the traditional material for domes of various diameters. More recently the space launch industry added aluminum-lithium alloys, such as 2195 and 2050 in O/T62 temper condition to provide the high ductility and formability needed for the spin forming. Compared to alloy 2219 these two alloys provide much better mechanical properties. This is enhanced by 5% lower density and 5% higher modulus, which reduce the weight and improve the rigidity of these structures.
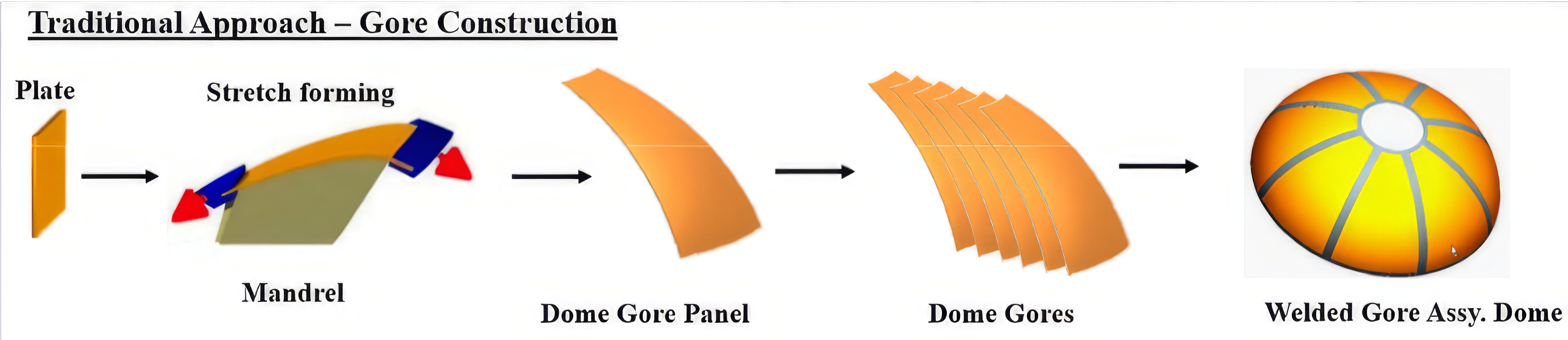
Space launchers such as Boeing’s Space Launch System and Blue Origin’s New Glenn have diameters of 8.3 m and 7 m, respectively. These launchers likely require domes and bulkheads with very complex multi-components that are constructed using gore-type manufacturing (Figure 1). This process utilizes rectangular plate, which is stretch formed or shot peened to the desired geometry. It is then thermally treated to obtain the required mechanical properties, chemically or mechanically milled to develop stiffeners, and then MIG or FSW welded as eight or six gores to create the final dome. It is a lengthy process, which requires very precise stretch forming and a large amount of welding.
To simplify the process, the concept of joining large plates together using FSW and generating a large diameter blank was considered and explored. As an example, to produce a 240 inch diameter dome, the process would require joining two plates with nominal widths of 120 inches and nominal lengths of 240 inches. These sizes are readily producible by aluminum mills. The resultant square would be trimmed to produce a circular blank with a diameter of 240 inches. This blank would then be spun formed to produce a dome geometry (Figure 2).
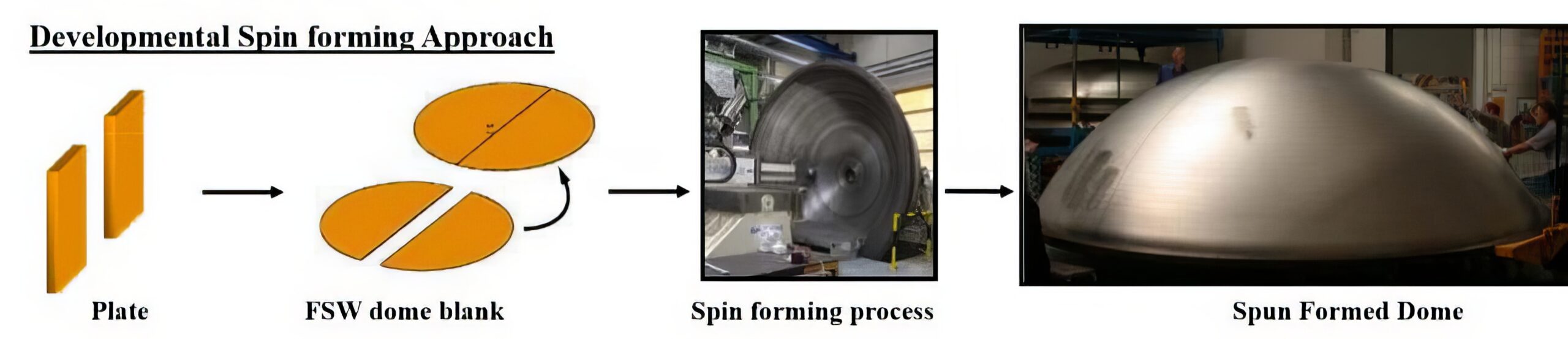
Spin forming is a metal forming technique where a rotating blank is heated and a hydraulically powered spin roller progressively forms the spin blank until the material assumes the shape of a heated mandrel. This process enables production of cones, domes, or caps that can incorporate features such as flat bulkheads. Spin forming of friction stir joined blanks was successfully tested on alloy 2219, which is a legacy plate material used on the Saturn V and an early version of the Space Shuttle external tank. However, alloy 2219 suffers from relatively low strength at T62 temper, tends to segregate copper rich precipitate at the grain boundaries, and has the highest density of the 2xxx plate alloys.
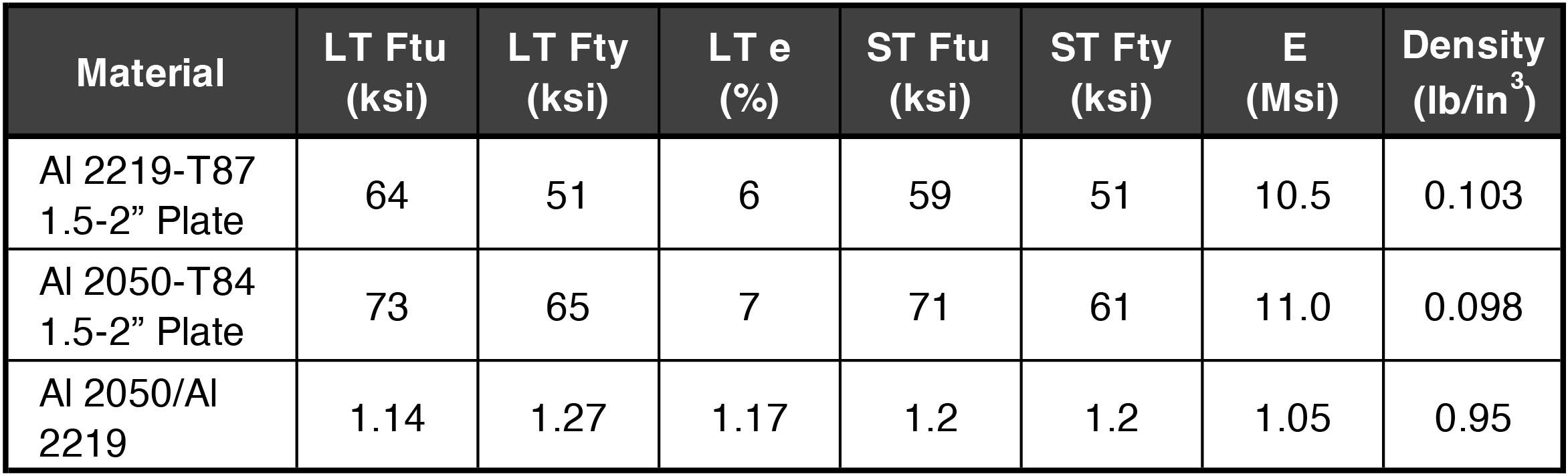
To take full advantage of this novel approach a new generation of aluminum-lithium alloys underwent a trade study. The most versatile in this alloy family is Constellium’s Airware 2050. The new generation of aluminum-lithium alloys offers significant advantages over the legacy 2219 (Table I). Baseline 2050-T84 produced per AMS 4413 exhibits a 27% higher yield strength and 17% higher ductility when compared to alloy 2219-T87. Additionally, it offers 5% lower density and 5% higher compressive modulus coupled with step improvement in corrosion resistance.
Airware 2050 is available as a plate product up to 8 inches in thickness with extremely good formability demonstrated on relatively heavy gauges. Over the past several years 2-3 inch thick 2050-T34 plates have been successfully bump formed and roll formed into cylindrical shapes for the cryogenic tanks of space launch vehicles. Similarly, 6 inch thick 2050-T34 plate was successfully formed into the Orion cone panel demonstration article (Figure 3).
Process Investigation
Based on the mechanical property enhancements achievable with Airware 2050 compared to legacy 2219 and its demonstrated high level of formability, alloy 2050 was selected as the optimum candidate to develop the FSW spin forming technology, which is designed to produce large diameter domes, bulkheads, and any similar circular shapes. For this investigation, the team developed a demonstrator article. The investigation was jointly conducted by Lockheed-Martin Space Systems (LMS), NASA, Constellium, and Spincraft, part of the Standex Engineering Technologies Group.
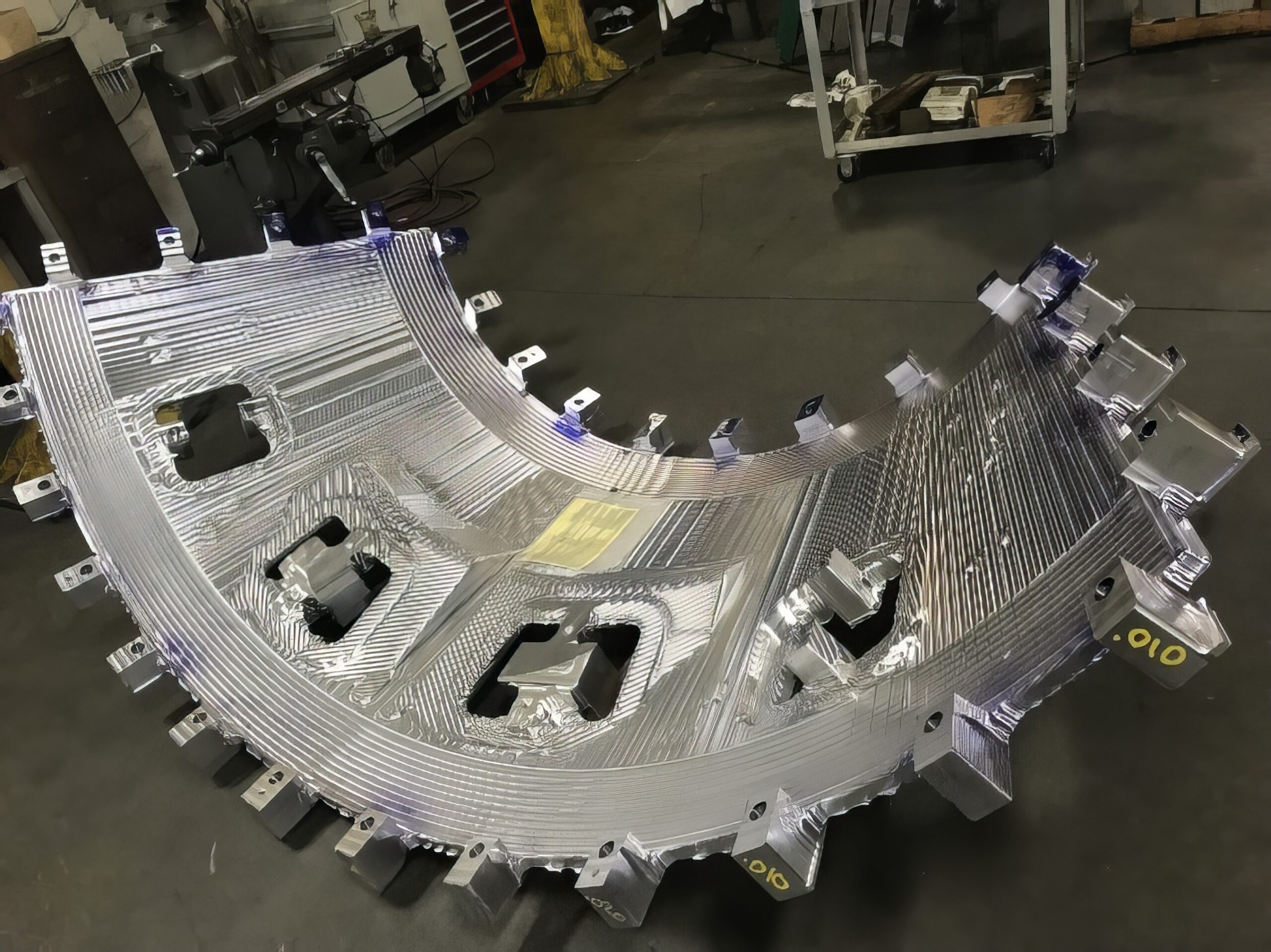
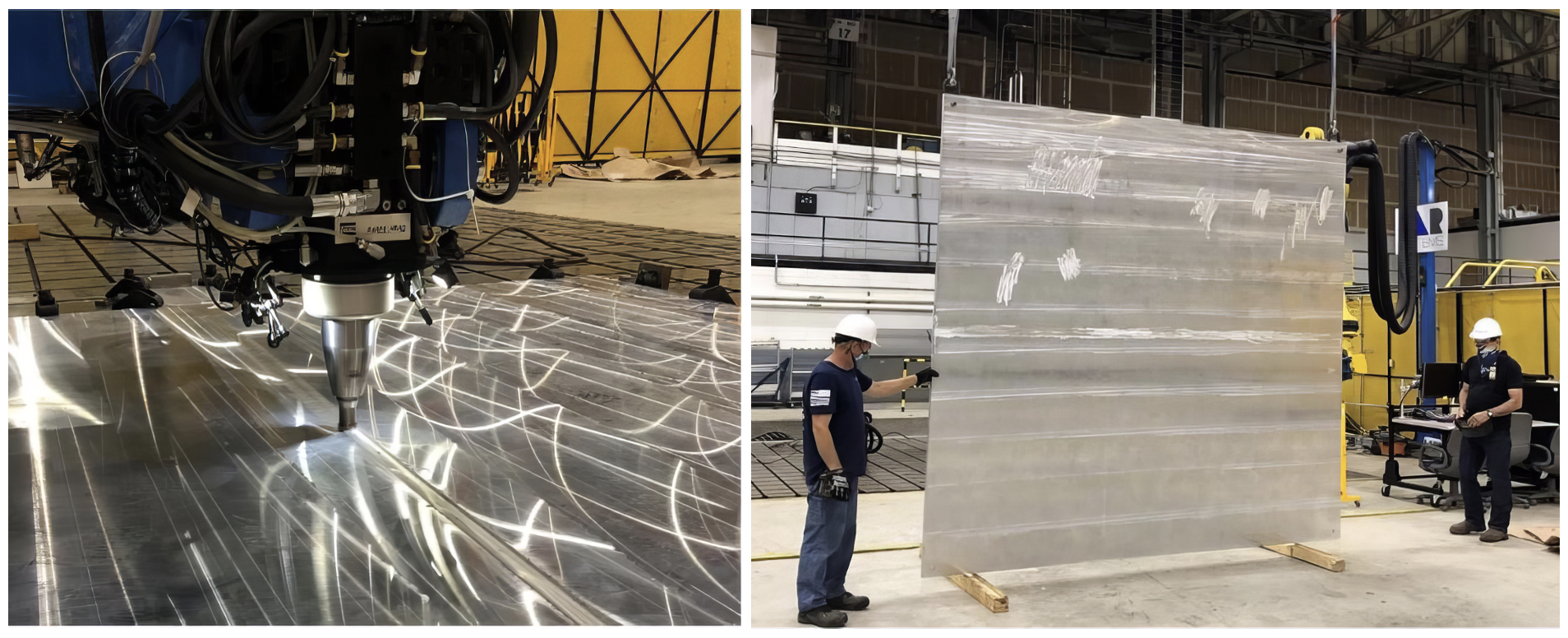
The demonstrator that was developed for the investigation utilized 1.5 inch thick 2050 plates with a nominal size of 60 inches wide and 120 inches long. Plates were friction stir welded using LMS proprietary parameters (Figure 4). After the trim tabs were removed, a circular blank with a nominal diameter of 120 inches was water jet cut in preparation for spin forming. Thermal treatment included an intermediate anneal step to further enhance the formability and suppress formation of large coarse grains during the solution heat treat process.
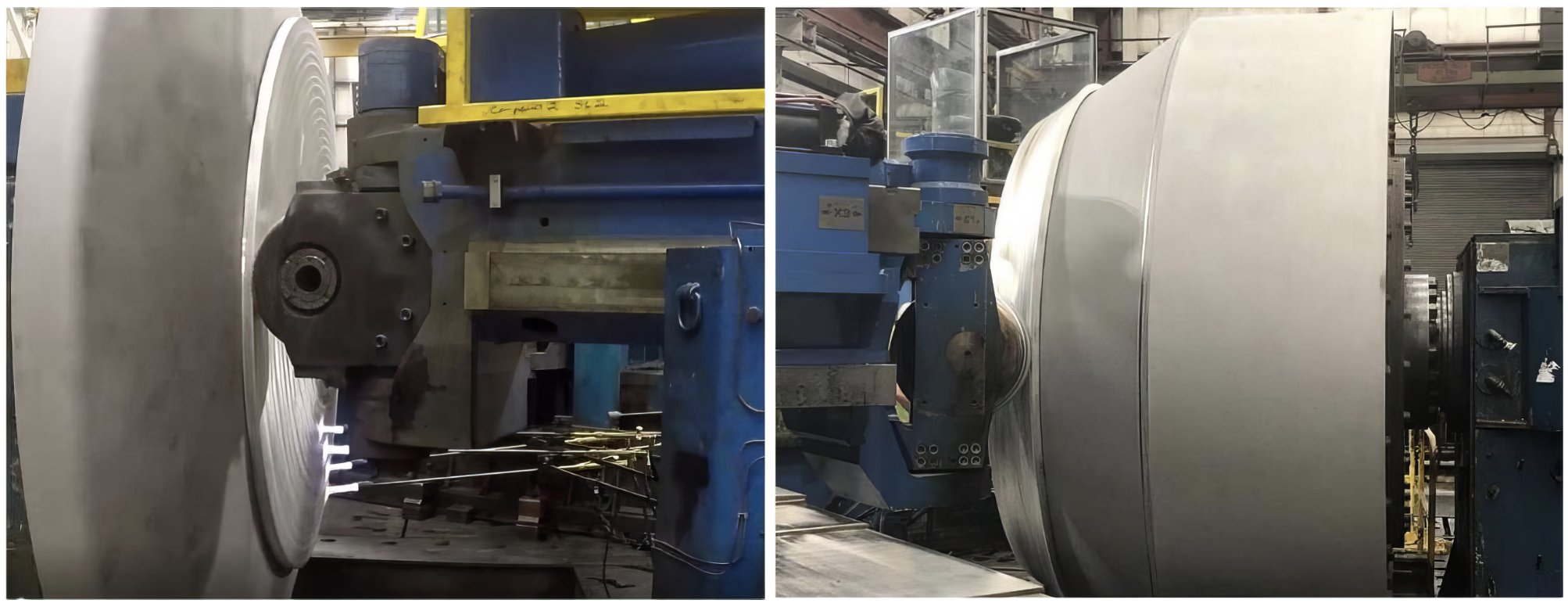
The spin forming operation was carried out without any issues (Figure 5). Compared to alloy 2219, lower flow stresses were needed to spin form 2050, which resulted in reduced horsepower requirements. Spin forming was performed according to Spincraft personnel parameters and was uneventful and comparable to that used on alloy 2219.
The thermomechanical treatment was a collaborative effort of the four participating companies. The material was delivered in a T34 temper. To develop enhanced formability, the FSW joined blank was annealed at 700°F for 2 hours. The spin forming process was optimized using blank temperature of 455°F. To augment the solution heat-treating process and reduce any propensity for abnormal grain growth, an intermediate annealing treatment was developed by NASA (US Patent 9,090,950 in 2015).
A solution heat treat temperature of 932°F for a 1 hour hold time was used by Spincraft, followed by water quench. Constellium optimized the aging practice at 320°F for 24 hours to develop T62 temper. After the aging treatment, the dome was cut up to test mechanical properties of the base material and areas adjacent to the weld section (Figure 6).
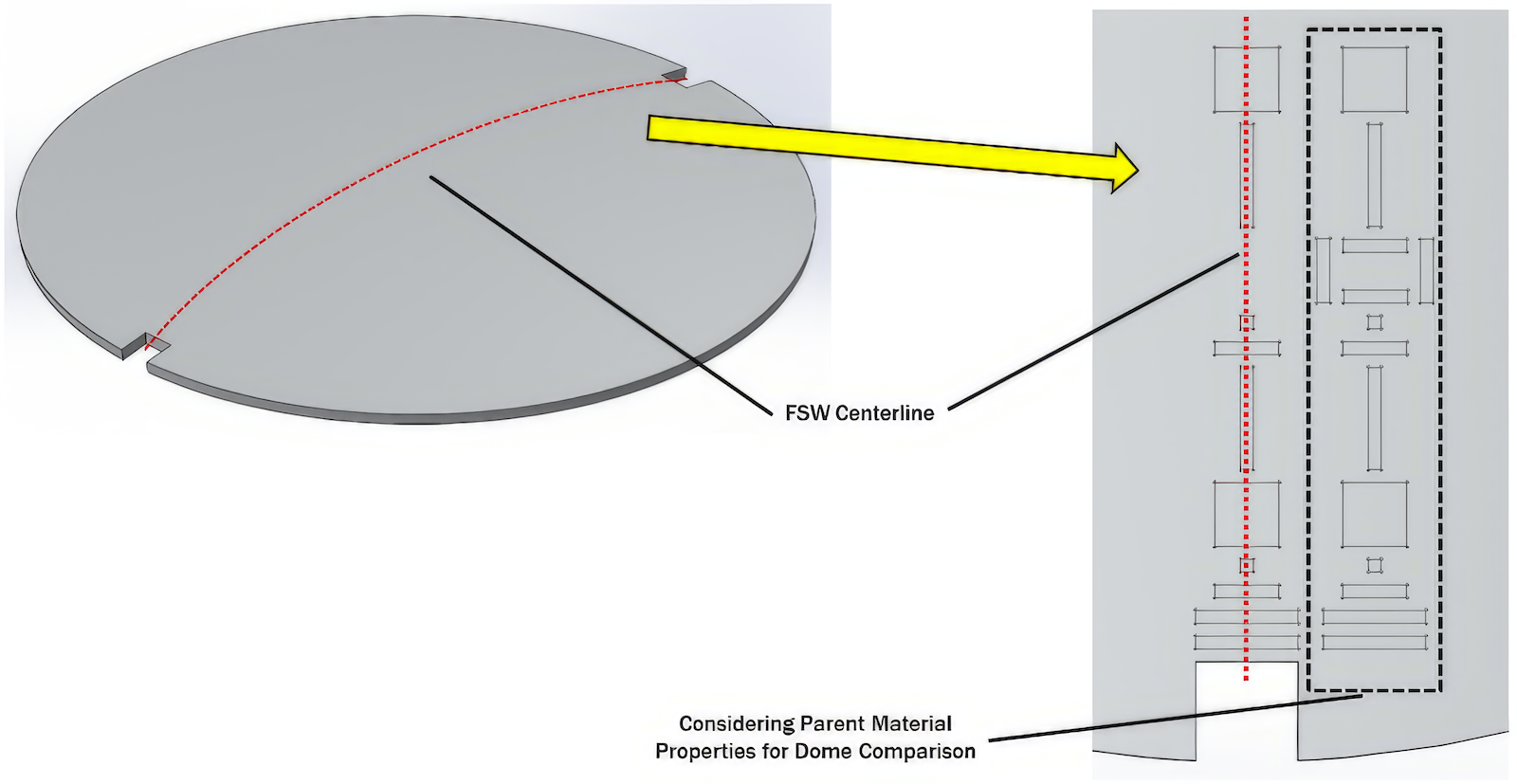
Testing included both tensile and fracture toughness of the two regions. Tensile results are compiled in Table II. Four major test directions were examined. Data for alloy 2050 was compared to previously generated tensile results from 2219-T62, which was processed using the same methodology and similar base metal thickness.
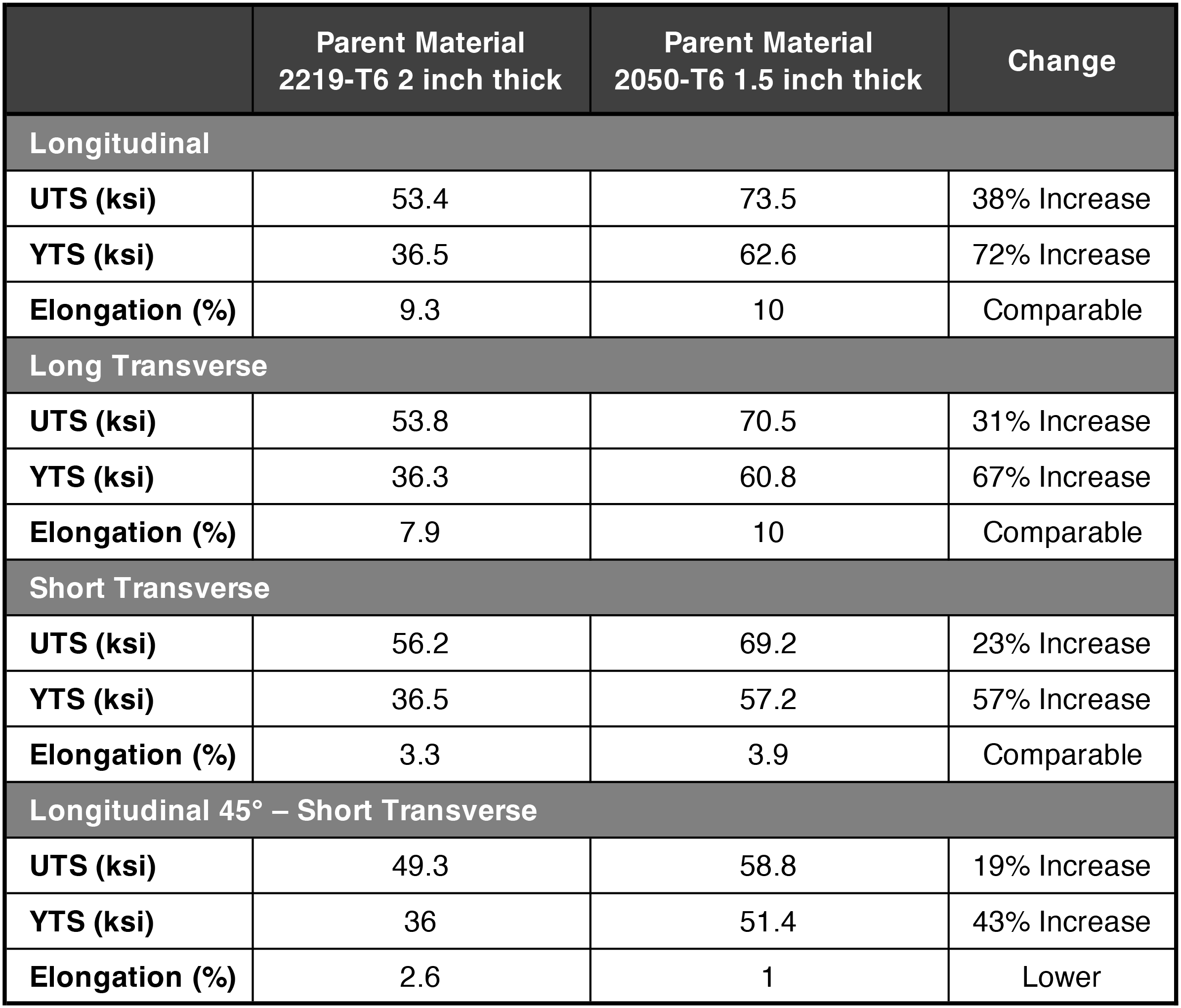
Tensile results indicated a very significant premium in mechanical properties of the 2050-T62 base spun formed section and FSW area of the dome when compared to the data developed on alloy 2219-T62. This provides an opportunity for weight reduction via a redesign, which when coupled with the 5% lower density, has a very positive impact on the payload increase.
Tensile tests on coupons excised from the FSW nugget area showed similar behavior. Three principal directions were examined and exhibited a similar large margin when compared to coupons excised from the nuggets taken from 2219 welds. A summary of the data is shown in Table III.
The 2050 full scale cone and dome exhibited 36-72% improvement in yield strength over the prior 2219 article, while ductility values were comparable in the parent material and FSW joint. The results from the 2050 spin formed components demonstrate a potential mass savings opportunity over 2219 for crew vehicles and structures.
This work was preceded by a smaller scale demonstrator that was dedicated to elimination of coarse grain, which is an unfortunate attribute that tends to lower ductility. Coarse grain occurs when a friction stir nugget undergoes heat treatment. To combat this, LMS developed a proprietary process that minimizes formation of the coarse grain. Methods were tested on subscale 0.320 inch thick plate with a nominal blank size of 48 inches, which was spun formed into shapes (Figure 7).
The LMS proprietary thermomechanical process utilized on 2050 subscale cones resulted in a significant reduction in AGG formation, improving with larger strain input. This near elimination of AGG was attributed to the thermal processing, optimization of FSW process and higher strain input. This translates into significant improvement in the percent of elongation of the weld nugget region. Subscale cones utilized the same post weld anneal, intermediate anneal, solution heat treatment, quench, and aging as full-scale articles. These results will be the basis for future work and will be used when large diameter blanks will be fabricated into domes.
Conclusion
This investigation work demonstrated that FSW joining of 2050 material can yield blanks that can be successfully spun formed into domes and similar geometries. The weld nugget has sufficient strength and ductility to ensure uniform deformation during the spin forming operation. Blanks can be processed using conventional spin forming speeds, roller pressures, and thermal routines. The 2050 spin formed components present a substantial mass savings opportunity over 2219 for crew vehicles or similar structures.
It is believed this process can be readily expanded to larger diameters consistent with the size limitations of the solution heat treat, spin forming, and aging equipment. These components can be significantly larger than one-piece spin forming blanks available from the aluminum mills. Compared to the gore fabrication method, FSW blanks combined with spin forming results in a much simpler process with fewer steps, better material utilization, a more sustainable process, and a very significant reduction in the length of the weld nuggets. The gore process requires very specialized FSW equipment. In the specific case of a 220 inch dome with six or eight segments, the total weld length would be reduced from about 500-700 inches to about 220 inches for the FSW and spin forming method illustrated in this article.
Mechanical property testing indicated a very large margin over the legacy 2219 material. This strength margin coupled with 5% density reduction offers an opportunity to downgauge and reduce the weight of the components, thus providing higher payloads and/or higher orbits. In addition, the FSW weld nugget was subject to the normal 15/20% knockdown of the yield strength. AGG in the nugget region can be reduced using a combination of novel thermal processing, optimized FSW parameters, and controlled strain. This work will serve as foundation for very large diameter domes needed in the future.
References
- Chen, Po-Shou, and Carolyn Russell, “Mitigating Abnormal Grain Growth for Friction Stir Welded Al-Li 2195 Spun Formed Domes,” NASA Marshall Space Flight Center, May 17, 2012.
- Eller, M., J. Murphy, M. LaCoursiere, G. Jerman, M. Domack, W. Tayon, S. Hales, M. Niedzinski, R. Cullan, and P. Bartlet, “Friction Stir Welded Aluminum-Lithium (Al-Li) 2050 Blanks for Spin Forming,” AeroMat 2022, ASM International, Pasadena, CA, March 15-17, 2022.
Editor’s Note: This article first appeared in the December 2023 issue of Light Metal Age. To receive the current issue, please subscribe.