Editor’s Note: Part II supplements the International Patent Calendar published in October 2021 on “Additive Manufacturing of Light Metals.” This second version covers selected U.S. patents on the subject that were published more recently. The rapid pace of invention in additive manufacturing (AM) worldwide is due not only to the rapid prototyping of complex shapes that AM offers over conventional metalworking, casting, and machining processes, but also applies across material classes that depend in large part on aluminum alloys. However, the specific interest in AM of light metals is not only prompted by the many advantages these metals offer, but also by the remarkable 3D capabilities offered by metal AM processing in manufacturing complex shaped parts.
Metal AM is dominated by several powder bed fusion (PBF) processes in which the energy source can be a laser or an electron beam. Metal AM by directed energy deposition (DED) involves using powder or wire together with an energy source to fuse metal into an existing part for reclamation and repair or to create a new part. The variations in metal AM processes also include sheet lamination and binder jetting or fused filament fabrication (FFF) utilizing metal powder together with an adhesive binder that form a 3D part that is then sintered into the finished part.
Prototyping has been and still is the biggest application of AM technology. However, some of the patents presented here show how companies are addressing metal AM issues through equipment and parameter control as well as monitoring sensors, moving the range of AM applications to higher production volumes compared with traditional manufacturing.
Past AM aluminum alloys have been limited to casting alloys, AlSi10Mg primarily, since many of the high strength wrought aluminum alloys exhibit hot cracking under AM process conditions (which are sometimes related to welding) and poor high temperature strength. Various newly patented AM aluminum alloys and processing developments presented below aim to overcome these problems. The pace of discovery of new AM aluminum alloys has prompted the Aluminum Association in 2019 to release its “purple sheets” that provide designations and chemical composition limits for aluminum alloy AM powder and wire and rod. Many aluminum AM applications have been featured in our website (https://www.lightmetalage.com/?s=additive+manufacturing), which include some of the aluminum AM patent assignees mentioned here.
— Joseph C. Benedyk, Editor
US11633786 — FEEDSTOCK FOR AN ADDITIVE MANUFACTURING METHOD, ADDITIVE MANUFACTURING METHOD USING THE SAME, AND ARTICLE OBTAINED THEREFROM — HÖGANÄS AB (Sweden) — A feedstock for a 3D manufacturing process, in particular a Fused Filament Fabrication process. The feedstock includes (P) sinterable particles made of a metal, metal alloy, glass, ceramic material, or a mixture thereof; and (B) a binder composition including (b1) 5-15% by weight, relative to the total weight of the binder composition, of a polymeric compatibilizer, and (b2) 85-95% by weight, relative to the total weight of the binder composition, of a polymeric binder component, the polymeric binder component being selected from the group consisting of (b2-1) a polymer mixture or polymer alloy, the mixture or alloy including at least a first and a second polymer; (b2-2) one, two or more block copolymers, including at least a first polymer block and second polymer block; and (b2-3) mixtures of (b2-1) and (b2-2), wherein the amount of sinterable particles P is 40 Vol % or more of the composition. Aluminum is one of the preferred metals.
US11629412 — COLD SPRAY DEPOSITED MASKING LAYER — Rolls-Royce Corporation (USA) and Rolls-Royce plc (Great Britain) — A method may include cold spraying a masking material on selected locations of a component to form a masking layer, wherein the masking material comprises a metal or alloy; additively manufacturing an additively manufactured portion of the component at locations at which the masking layer is not present; and removing the masking layer from the component. The masking layer may be configured to protect portions of the component by covering or otherwise providing a physical barrier that reduces or prevents material from adhering to unwanted portions of the component during a subsequent manufacturing and/or repair technique. Additionally, the masking layer may be reflective to infrared radiation and/or intimately contact the component and function as a heat sink or thermally conductive layer to transfer heat from the component. The masking material may include for example elemental aluminum or an aluminum alloy.
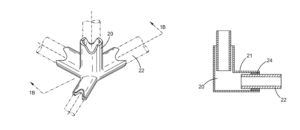
US11623390 — METHOD OF ASSEMBLY FOR 3D PRINTED VEHICLE ARCHITECTURE, JOINTS — Ford Global Technologies, LLC (USA) — A method of assembling components of a vehicle is provided that includes locating a node (20) relative to an adjoining component (22), measuring at least one geometrical feature of the node or the adjoining component, 3D printing an assembly adjustment member (24) based on the measuring, and placing the assembly adjustment member proximate at least one of the node or the adjoining component. The assembly adjustment member is configured to allow relative movement between the node and the adjoining component for subsequent processing operations. Additionally, the present disclosure provides solutions to construct a mixed-material (i.e., carbon fiber composite tube to aluminum node) vehicle that would be painted in a conventional paint shop.
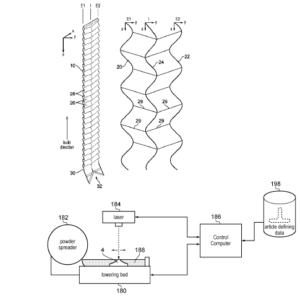
US11619454 — HEAT EXCHANGER — Hieta Technologies Limited (Great Britain) — A heat exchanger (4), additively manufactured from laser fused metal powder, has fluid flow channels (6) with at least one heat exchanging surface (10) which has an undulating surface section for which the surface profile varies along a predetermined direction such that at a first edge (E1) the surface profile follows a first transverse wave (20), at a second edge (E)2 the surface profile follows a second transverse wave (22) and at an intermediate point I between the edges the surface profile follows a third transverse wave (24). The third transverse wave (24) has a different phase, frequency or amplitude to the first and second transverse waves so that chevron-shaped ridges and valleys are formed. This improves the mixing of fluid passing through the channel and hence the heat exchange efficiency.
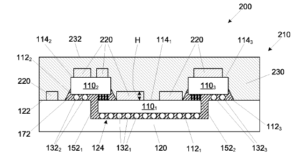
US11621208 — THERMAL MANAGEMENT SOLUTIONS THAT REDUCE INDUCTIVE COUPLING BETWEEN STACKED INTEGRATED CIRCUIT DEVICES — Intel Corporation (USA) — An integrated circuit assembly may be formed having a substrate, a first integrated circuit device electrically attached to the substrate, a second integrated circuit device electrically attached to the first integrated circuit device, and a heat dissipation device comprising at least one first thermally conductive structure proximate at least one of the first integrated circuit device, the second integrated circuit device, and the substrate; and a second thermally conductive structure disposed over the first thermally conductive structure(s), the first integrated circuit device, and the second integrated circuit device, wherein the first thermally conductive structure(s) have a lower electrical conductivity than an electrical conductivity of the second thermally conductive structure, which may be aluminum or copper. The first thermally conductive structure(s) may be formed by an additive process or may be pre-formed and attached to at least one of the first integrated circuit device, the second integrated circuit device, and the substrate.
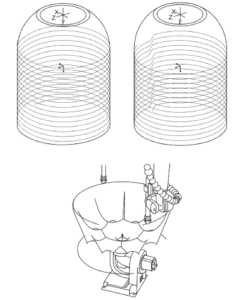
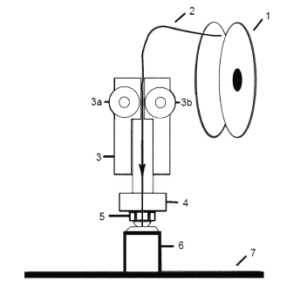
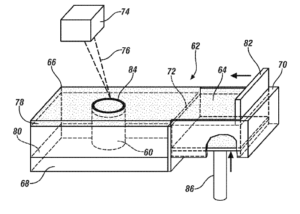
US11618086 — REMOVABLE INNER SHELL FOR DROSS CONTROL AND/OR REMOVAL FOR METAL PRINTER — Xerox Corporation (USA) — Drop-on-demand (DOD) printers that are capable of jetting or ejecting high temperature materials such as aluminum are being developed and improved. One type of printer employs magnetohydrodynamics (MHD) technology to manipulate an electrically conductive print fluid or print material such as liquid aluminum using a magnetic field to eject a single drop or volume of the print material from a nozzle. During a printing process, aluminum in a solid form can be supplied from a wire spool to a supply reservoir of the printer. Implementation of the present teachings includes inner shell for a printer, such as a liquid metal printer, that mitigates problems associated with the formation of dross. The inner shell can be installed in a reservoir of the printer during a printing process where, during the printing process, a dross can form on an interior sidewall of the inner shell. Subsequently, the inner shell can be removed and either cleaned or replaced. During printing, the inner shell can be raised and/or lowered, or otherwise repositioned, so that the dross forms over a larger surface area of the inner shell, and at a decreased thickness, compared to an inner shell that is not repositioned.
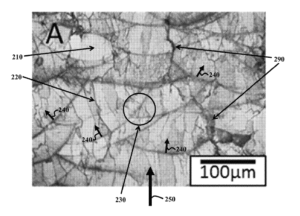
US11618078 — USE OF ADDITIVE MANUFACTURING PROCESSES TO CONSOLIDATE POWDER METALLURGY ALLOYS FOR ELEVATED TEMPERATURE APPLICATIONS — Ford Global Technologies, LLC (USA) — A method of manufacturing a part includes melting, rapidly solidifying and consolidating pre-alloyed powders using an additive manufacturing process. The method provides a finished part with a microstructure with at least one non-equilibrium phase. The pre-alloyed powders can be powders of aluminum alloyed with iron and molybdenum, and the additive manufacturing process forms a near-net shaped part that can be finished with techniques such as machining, polishing and drilling, among others. The additive manufacturing process can be a laser melting technique such as selective laser melting or laser metal deposition and an average dendrite arm spacing of the rapidly solidified and consolidated pre-alloyed powders is less than 1.0 μm. Finished parts formed from the aluminum alloy powders alloyed with iron and molybdenum exhibit enhanced strength at elevated temperatures such as an ultimate tensile strength greater than 400 MPa at 300°C. and greater than 350 MPa at 350°C.
US11608551 — ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Howmet Aerospace Inc. (USA) — New aluminum alloys are disclosed and generally include 0.6-1.4 wt.. % Si, 0.25-0.90 wt.. % Mg, wherein the ratio of wt.. % Si to wt.. % Mg is from 1.05:1 to 5.0:1, 0.25-2.0 wt.. % Cu, 0.10-3.5 wt.. % Zn, 0.01-1.0 wt.. % Fe, up to 0.8 wt.. % Mn, up to 0.25 wt.. % Cr, up to 0.20 wt.. % Zr, up to 0.20 wt.. % V, and up to 0.15 wt.. % Ti, wherein the total of Fe+Mn+Cr+Zr+V+Ti is not greater than 2.0 wt.. %, the balance being aluminum and impurities. The new aluminum alloys may include Q phase precipitates. In some embodiments, the solvus temperature of the Q phase precipitates is not greater than 950°F. The new aluminum alloys may be to produce an additively manufactured product.
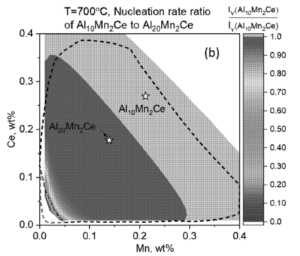
US11608546 — ALUMINUM-CERIUM-MANGANESE ALLOY EMBODIMENTS FOR METAL ADDITIVE MANUFACTURING — UT-Battelle LLC, Eck Industries Incorporated, Iowa State University Research Foundation, Inc., Lawrence Livermore National Security, LLC, and University of Tennessee Research Foundation (USA) — Disclosed herein are embodiments of an Al—Ce—Mn alloy for use in additive manufacturing. The disclosed alloy embodiments provide fabricated objects, such as bulk components, comprising a heterogeneous microstructure and having good mechanical properties even when exposed to conditions used during the additive manufacturing process. Methods for making and using alloy embodiments are also disclosed herein. An alloy composition for additive manufacturing, comprising: 4 wt.. % to 20 wt.. % cerium; 5 wt.. % to 15 wt.. % manganese; zero to 2 wt.. % iron; zero to 2 wt.. % magnesium; zero to 2 wt. % zirconium; and a balance of aluminum; wherein the amount of the cerium and the amount of the manganese are selected to provide an aluminum matrix phase, an Al20Mn2Ce intermetallic phase, and an Al10Mn2Ce intermetallic phase upon additively manufacturing the composition, provided that the alloy composition is not selected from the formulas: Al5Mn2Ce, Al6Mn2Ce, Al8Mn4Ce, Al6Mn4Ce, Al10Mn5Ce, or Al12Mn2Ce, wherein amounts of alloying elements in the formulas are in atomic percent.
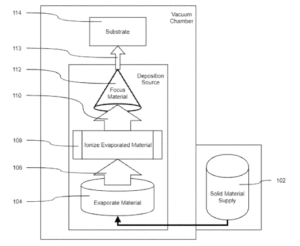
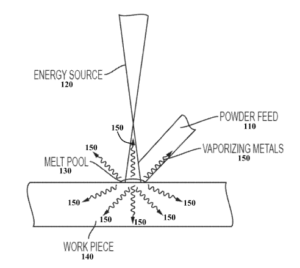
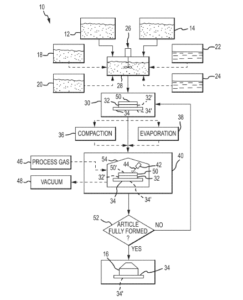
US11603589 — SYSTEMS AND METHODS FOR ADDITIVE MANUFACTURING FOR THE DEPOSITION OF METAL AND CERAMIC MATERIALS — Arizona Thin Film Research, LLC (USA) — The present disclosure relates to systems and methods of additive manufacturing that reduce or eliminates defects in the bulk deposition material microstructure resulting from the additive manufacturing process. An additive manufacturing system comprises evaporating a deposition material such as aluminum to form an evaporated deposition material and ionizing the evaporated deposition material to form an ionized deposition material flux. After forming the ionized deposition material flux, the ionized deposition material flux is directed through an aperture, accelerated to a controlled kinetic energy level and deposited onto a substrate. The aperture mechanism may comprise a physical, electrical, or magnetic aperture mechanism. Evaporation of the deposition material may be performed with an evaporation mechanism comprised of resistive heating, inductive heating, thermal radiation, electron heating, and electrical arc source heating.
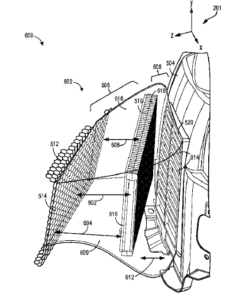
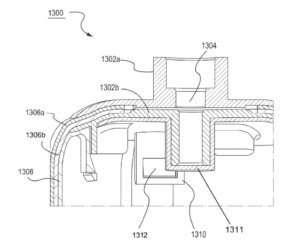
US11602985 — CONTINUOUS COOLING ASSEMBLY — Ford Global Technologies, LLC (USA) — A vehicle may have multiple heat exchanger assemblies positioned in various locations of the vehicle to reduce the temperature of vehicle components. A geometry of the cooling assembly may be readily adapted to constraints imposed by packaging space within the vehicle, to a shape of the vehicle component to be cooled, or to a path of air flow within a specific region of the vehicle. As a result, costs associated with manufacturing, testing and assembly may be decreased while increasing cooling of the vehicle components. Methods and systems are provided for a cooling assembly for a vehicle. As one example, the cooling system may include a cooling assembly formed as a single, monolithic, continuous component. The cooling assembly may include a grille, an inlet duct, a heat exchanger, and an outlet duct consolidated into one unit and fabricated by additive manufacturing. The cooling assembly may be a non-rectangular cooler positioned in a front end of the vehicle with an entry duct continuous with the non-rectangular cooler and arranged upstream of the non-rectangular cooler and an exit duct also continuous with the non-rectangular cooler and arranged downstream of the non-rectangular cooler. Each component can be formed from a same material such as an aluminum alloy.
US11602891 — DEFECT MITIGATION FOR RECOATING SYSTEMS FOR ADDITIVE MANUFACTURING — VulcanForms Inc. (USA) — Disclosed embodiments relate to recoater systems for use with additive manufacturing systems. A recoater assembly may be used to deposit a material layer onto a build surface of an additive manufacturing system. In some instances, the recoater assembly may include a powder entrainment system that trails behind a recoater blade of the recoater assembly relative to a direction of motion of the recoater blade across a build surface of the additive manufacturing system. The powder entrainment system may generate a flow of fluid across a portion of the build surface behind the recoater blade that at least temporarily entrains powder above a threshold height from the build surface to mitigate, or prevent, the formation of defects on the build surface with heights greater than the threshold height. Possible powders may include, but are not limited to, aluminum, titanium, steel, stainless steel, copper alloys, and/or any other appropriate type of material.
US11602680 — BALL BAT WITH HANDLE HAVING LIGHTENING STRUCTURES — Baden Sports, Inc. (USA) — A ball bat includes a handle portion with a handle secured in a sleeve in the handle portion. A void is defined within the knob and is not occupied by nor positioned within handle. The void may be defined by a gap between an end of the handle and a base of a sleeve. The gap may be defined by a smaller diameter opening, ribs (integral or separate insert), or protrusions. A void may be defined between an end of the knob and a base of the sleeve and may be occupied by stiffening ribs. The knob may be formed of two parts aligned using one or both a pin and a locking tab. Parts of the knob extending outwardly from the sleeve may also include a void. in some embodiments, the knob 24 may be formed using an additive manufacturing approach such that the voids 130 may be formed in the knob 24 without the first forming the knob 24 as two parts 24a, 24b.
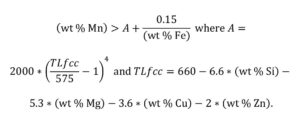
US11597984 — STARTING MATERIAL, USE THEREOF, AND ADDITIVE MANUFACTURING PROCESS USING SAID STARTING MATERIAL — AMAG casting GmbH (Austria) and AUDI AG (Germany) — The object of the invention is to provide an Al—Mg-based or Al—Mg—Si-based or Al—Zn-based or Al—Si-based starting material in the form of a powder or wire for an in particular powder bed-based additive manufacturing process, preferably selective laser melting, which not only is advantageous in the mechanical properties that can be achieved in the molded body or component, but also can reduce the risk of a hot crack formation. High mechanical properties such as hardness and a low tendency to hot crack formation ensue if the Al—Mg-based or Al—Mg—Si-based or Al—Zn-based or Al—Si-based starting material fulfills an ordering relation. Thus, an Al—Mg-based starting material in the form of a powder or wire for an additive manufacturing process, consisting of: from 0.6 to 1.5 wt. % iron (Fe), at most 0.9 wt. % manganese (Mn), 2 to 7 wt. % magnesium (Mg), and optionally 0.05 to 2.5 wt. % copper (Cu), optionally 0.05 to 12 wt. % silicon (Si), and optionally 0.1 to 8 wt. % zinc (Zn); wherein the content of manganese (Mn) and iron (Fe) together is from 0.7 to 2.1 wt. % and fulfills the following ordering relation:
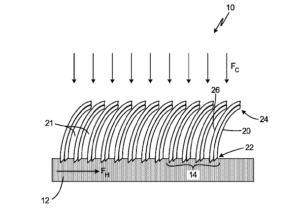
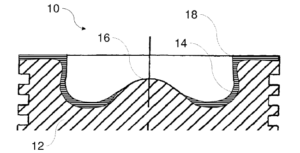
US11598440 — PASSIVE HEX FLOW REGULATION — Hamilton Sundstrand Corporation (USA) — A heat exchanger is configured to adjust a flow restriction of flow passages through the heat exchanger in response to changes in temperature of elements that define at least a portion of the flow passages. The elements include a first material having a first coefficient of thermal expansion, and a second material having a second coefficient of thermal expansion that is different from the first coefficient of thermal expansion. Heat exchanger 10 can be manufactured in many different ways. Base 12 and fins 14 can be manufactured together as a single component via additive manufacturing, or fins 14 can be made and subsequently joined to base 12. For example, first section 20 and second section 26 of fins 14 can be joined together through welding, brazing, pinning, or additive manufacturing and next, fins 14 can be joined to base 12 via welding, brazing, and/or any other manufacturing process that joins fins to a base.
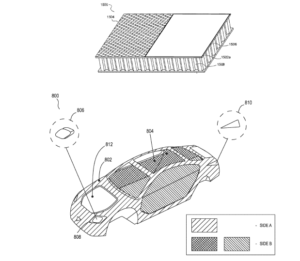
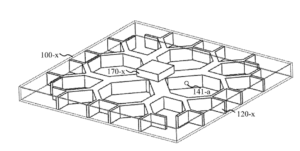
US11590727 — CUSTOM ADDITIVELY MANUFACTURED CORE STRUCTURES — Divergent Technologies, Inc. (USA) — The present disclosure relates to custom additively manufactured core structures and the manufacture thereof. In one aspect, a panel for use in a transport structure includes first and second face sheets, and an additively manufactured (AM) core affixed between the first and second face sheets. The AM core is foldable such that at least one portion of the AM core is movable between a folded position and an unfolded position. In another aspect of the disclosure, a method for producing a panel for use in a transport structure includes additively manufacturing a core is disclosed. In an exemplary embodiment, the skin of the exoskeleton frame is a 3-D printed aluminum metal, and in view of its excellent predisposition to absorbing energy, the aluminum skin is configured to absorb a significant majority of the energy from accidents or rough riding scenarios, if not the entire load.
US11590577 — ACOUSTIC-ENERGY BASED MATERIAL DEPOSITION AND REPAIR — Ivaldi Group, Inc. (USA) — Various embodiments include an acoustic-energy deposition and repair system that includes at least one Directed Acoustic Energy Deposition (DAED) tool configured to apply acoustic energy to feedstock material, which could be an aluminum or aluminum alloy wire, in at least one of three vibrational modes; and a drive system to move the DAED tool in at least one of three-coordinate positions as part of an additive manufacturing system. In various examples, the acoustic-energy deposition and repair system further includes at least one in-situ metrology tool mounted proximal to the DAED tool to measure a grain size of deposited material. The technology described herein does not use heat to induce microstructure changes to metal, but precisely applied mechanical energy which is 1,000 to 1,000,000 times more energetically efficient for metal shaping and microstructure control, e.g., for Al 6061, geometric dynamic recrystallization was observed after ultrasonic energy assisted deformation.
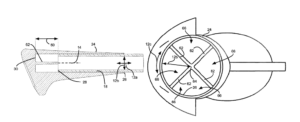
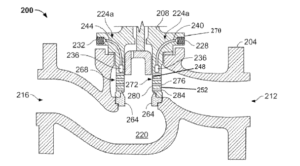
US11585456 — VALVE ASSEMBLIES WITH INTEGRATED TEMPERATURE CONTROL — Fisher Controls International LLC (USA) — A valve control assembly includes a valve body having an inlet adapted to be coupled to a source of process fluid having a first temperature, an outlet, and a fluid flow path extending between the inlet and the outlet, and a bonnet coupled to the valve body. An inlet port, an outlet port, an annular plenum, an inlet passage, and an outlet passage are integrally formed in the valve body or the bonnet. The inlet port is adapted to be coupled to source of media and the annular plenum is disposed between the inlet port and the outlet port, adjacent to a portion of the fluid flow path. The inlet passage directs the media from the inlet port to the annular plenum, which changes the temperature of the process fluid flowing through the fluid flow path from the first temperature to a second temperature different from the first temperature. More specifically, method 100 includes creating a valve control assembly 104, using an additive manufacturing technique, based on the given application. The valve body and the bonnet can be made from one or more suitable materials, such as, for example, aluminum, stainless steel, or any of various alloys, and by virtue of being customizable, can be any number of different shapes and/or sizes.
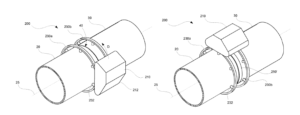
US11584094 — COMPOSITE MATERIAL INLAY IN ADDITIVELY MANUFACTURED STRUCTURES — Divergent Technologies, Inc. (USA) — Techniques for inlaying a composite material within a tooling shell are disclosed. In one aspect, an additively manufactured tooling shell is provided, into which a composite material is inlaid and cured. A surface of the tooling shell is provided with indentations or another mechanism to enable adherence between the composite material and the tooling shell. The resulting integrated structure is used as a component in a transport structure. A 3-D printed inner node 1114 is co-printed with the tooling or printed separately and added to secure a first side of portions 1120 of the composite material 1104. In one exemplary embodiment, the nodes are co-printed using aluminum to ensure strength and can be implemented as suspension pick-up points or interfaces for the crush rails associated with the overall transport structure. As an illustration of an integrated structure 1300 including composite material sandwiched between nodes and fastened via a mechanical clamp the structure 1300 includes upper and lower aluminum nodes 1302a-b, which may be additively manufactured.
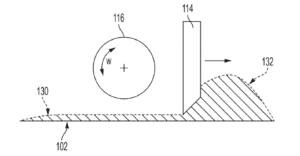
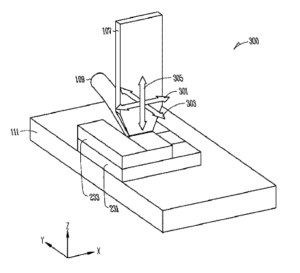
US11583950 — SYSTEM AND METHOD FOR ULTRASONIC ADDITIVE MANUFACTURING — System and Method for Ultrasonic Additive Manufacturing (USA) — In a method of applying a weld to a target surface, aluminum or other metal, a guide rail arrangement is attached to the target, the guide rail arrangement including at least one guide rail. A weld-head carriage having a carriage housing, a rail follower assembly, and a sonotrode is movably mounted to the guide rail arrangement so that the follower assembly engages each guide rail for movement there-along. The weld head carriage is positioned adjacent the target surface, feedstock material, typically aluminum or other metal, is deposited onto the target surface, and the sonotrode is extended to engage the deposited feedstock material and apply a welding force to the feedstock material and the target. Relative movement between the carriage and the guide rail arrangement is initiated and ultrasonic vibrations are conducted into the feedstock material and the target, thereby welding the feedstock material to the target surface. While the feedstock material is typically similar to the substrate material, dissimilar feedstock metals may also be used for some applications.
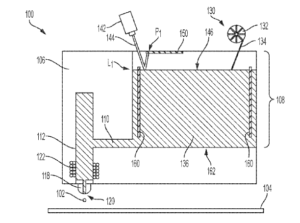
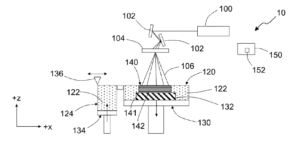
US11583930 — APPARATUS FOR AND PROCESS OF ADDITIVE MANUFACTURING — The University of Manchester (Great Britain) — An apparatus (100) for additive manufacturing of a part of an article from a first material comprising particles having a first composition is provided. The apparatus (100) comprises a layer providing means (110) for providing a first support layer from a second material comprising particles having a second composition, wherein the first composition and the second composition are different. The apparatus (100) comprises a concavity defining means (120) for defining a first concavity in an exposed surface of the first support layer. The apparatus (100) comprises a depositing means (130) for depositing a part of the first material in the first concavity defined in the first support layer. The apparatus (100) comprises a levelling means (140) for selectively levelling the deposited first material in the first concavity. The apparatus (100) comprises a first fusing means (150) for fusing some of the particles of the levelled first material in the first concavity by at least partially melting said particles, thereby forming a first part of the layer of the article. In this way, the second material may be thus used to provide a support structure during additive manufacturing of the part of the article. Generally, the first composition may comprise atomized particles of any material amenable to fusion by melting, such as metals, e.g., aluminum or aluminum alloys, or polymeric compositions and the second composition may comprise any material complementary to the first composition.
US11578389 — ALUMINUM ALLOY FEEDSTOCKS FOR ADDITIVE MANUFACTURING — HRL Laboratories, LLC (USA) — Some variations provide an aluminum alloy feedstock for additive manufacturing, the aluminum alloy feedstock comprising from 79.8 wt. % to 88.3 wt. % aluminum; from 1.1 wt. % to 2.1 wt. % copper; from 3.0 wt. % to 4.6 wt. % magnesium; from 7.1 wt. % to 9.0 wt. % zinc; and from 0.5 wt. % to 2.8 wt. % zirconium as a grain-refiner element. The aluminum alloy feedstock may be in the form of an ingot powder. In some variations, the aluminum alloy feedstock comprises from 81.3 wt. % to about 87.8 wt. % aluminum; from 1.2 wt. % to 2.0 wt. % copper; from 3.2 wt. % to 4.4 wt. % magnesium; from 7.3 wt. % to 8.7 wt. % zinc; and from 0.5 wt. % to 2.8 wt. % zirconium. Other minor components (e.g., impurities) may be present at a total concentration less than 0.25 wt. %, preferably less than 0.15 wt. %, with individual minor components each less than 0.05 wt. %. The zirconium may function as a grain-refiner. In some embodiments, zirconium is in the form of nanoparticles.
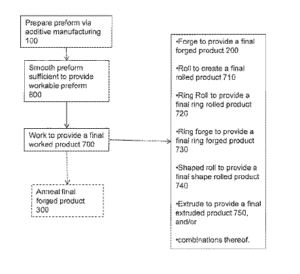
US11554443 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Howmet Aerospace Inc. (USA) — The present disclosure is directed towards different embodiments of additively manufacturing and smoothing an AM preform to configure an AM preform for downstream processing (working, forging, and the like). In one embodiment, a method includes using additive manufacturing to produce a metal shaped-preform which may be forged into a final forged product. In one embodiment, the forging step comprises a single die forging step. In some embodiments, a single forging step is represented by a single heat and forge cycle. In some embodiments, the forge cycle includes multiple deformations without a heating cycle between the deformations. In one embodiment, the metal preform comprises at least one of titanium, aluminum, nickel, steel, stainless steel, and titanium aluminide. In one embodiment, the metal shaped-preform may be a titanium alloy. For example, the metal shaped-preform may comprise a Ti-6Al-4V alloy. In another embodiment, the metal shaped-preform may be an aluminum alloy. In one embodiment, the titanium alloy may include at least 48 wt. % Ti and at least one titanium aluminide phase.
US11535912 — STRUCTURAL DIRECT-WRITE ADDITIVE MANUFACTURING OF MOLTEN METALS — UT-Battelle, LLC and Eck Industries, Inc. (USA) — An alloy for structural direct-writing additive manufacturing comprising a base element selected from the group consisting of aluminum (Al), nickel (Ni) and a combination thereof, and a rare earth element selected from the group consisting of cerium (Ce), lanthanide (La) and a combination thereof, and a eutectic intermetallic present in said alloy in an amount ranging from about 0.5 wt. % to 7.5 wt. %. The invention is also directed to a method of structural direct-write additive manufacturing using the above-described alloy, as well as 3D objects produced by the method. The invention is also directed to methods of producing the above-described alloy. Structural direct-write additive-manufacturing is a method wherein liquid material is deposited from a print head directly onto a print bed, where the material solidifies, retaining an intended shape and bonding with a layer of the same material upon which it is deposited. Costs for structural direct-write additive manufacturing systems are much lower than selective laser sintering and e-beam commonly used in metal additive manufacturing.
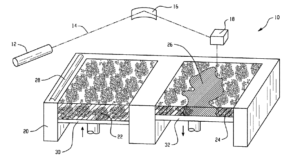
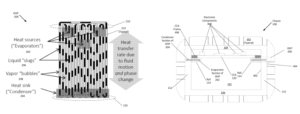
US11525642 — THERMAL ENERGY STORAGE DEVICES, SYSTEMS, AND METHODS — Roccor, LLC (USA) — Methods, systems, and devices for thermal energy storage are provided. For example, some embodiments include a thermal energy storage device that may include: a first casing wall; a second casing wall; and/or multiple support structures located between the first casing wall and the second casing wall. The multiple support structures may provide continuous thermal paths and/or continuous mechanical paths between the first casing wall and the second casing wall. The thermal energy storage device may be fabricated utilizing an additive manufacturing technique, such as direct laser metal sintering. Some embodiments may be manufactured utilizing printed metals, such as an aluminum alloy. In some embodiments, a phase-change material is charged between the first casing wall and the second casing wall. The phase-change material may include paraffin.
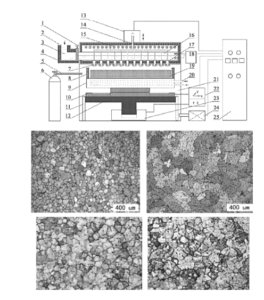
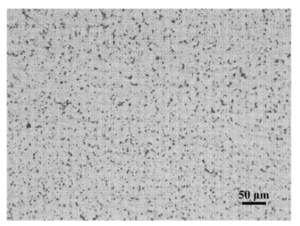
US11524332 — ARRAY-SPRAYING ADDITIVE MANUFACTURING APPARATUS AND METHOD FOR MANUFACTURING LARGE-SIZED EQUIAXED CRYSTAL ALUMINUM ALLOY INGOT — Shanghai Jiaotong University (China) — An array-spraying additive manufacturing apparatus and method for manufacturing a large-sized equiaxed crystal aluminum alloy ingot, comprising: a liquid aluminum spraying mechanism having array nozzles disposed in an atmospheric pressure chamber, a movable condensing mechanism disposed in the atmospheric pressure chamber below the liquid aluminum spraying mechanism, and a control mechanism. The control mechanism sends an upward guiding command to a release mechanism and issues a three-dimensional movement command to the movable condensing mechanism, such that liquid aluminum in the liquid aluminum spraying mechanism is sprayed at the surface of the movable condensing mechanism in a continuous array of liquid flows according to a preset path and is rapidly condensed to form an ingot. Also disclosed is an additive manufacturing method employing the apparatus. The method has high production efficiency and can prepare an ultra-large-sized aluminum alloy ingots, the solidified structure of which is an equiaxed crystal and which has no macroscopic segregation.
US11505850 — 7000-SERIES ALUMINUM ALLOY WIRE FOR ADDITIVE MANUFACTURING AND PREPARATION METHOD THEREOF — Jiangxi University of Science and Technology (China) — The present invention relates to the technical field of manufacturing of metal materials, in particular to a 7000-series aluminum alloy wire for additive manufacturing and a preparation method thereof. The wire was prepared by subjecting an Al-Ti-B intermediate alloy containing TiB2 particles generated in situ to severe plastic deformation to obtain an intermediate alloy containing TiB2 nanoparticles having a particle size of 50-1,000 nm or a mixture of two different particles; using the intermediate alloy containing TiB2 nanoparticles as a matrix raw material, adding other metal or intermediate alloy for smelting to obtain an alloy melt; preparing a wire blank with the alloy melt; subjecting the wire blank to hot rolling, drawing, intermediate annealing and surface treatment to obtain an Al-Zn-Mg-Cu alloy wire reinforced by particles at nano scale or submicron scale. The alloy wire has low sensitivity to hot cracking during solidification after melting of the alloy wire and the strength of the alloy after solidification is relatively high.
US11498126 — METHOD FOR PRODUCING A COMPONENT, IN PARTICULAR VEHICLE COMPONENT, AND CORRESPONDINGLY PRODUCED COMPONENT — Man Truck & Bus AG (Germany) — The disclosure relates to a method for producing a component, in particular a vehicle component or an engine component, such as a piston of an internal combustion engine. The method comprises forming a first body region, in particular by means of casting or forging. The method includes forming a second body region, which is connected to the first body region, from an aluminum alloy or an iron-based alloy or a copper-based alloy by means of an additive manufacturing method. The second body region is alloyed in such a manner that it has higher thermal stability, higher mechanical strength, and higher wear resistance upon tribological stressing than the first body region. The additive manufacturing method can comprise, for example, laser sintering, laser melting, electron beam sintering and/or electron beam melting. In a further embodiment, a metallic powder or a plurality of different metallic powders is/are fused in the additive manufacturing method to form the second body region. In a variant embodiment, the second body region has a graded alloy content and/or has a content of alloy elements that changes along a gradation axis.
US11421310 — HIGH STRENGTH ALUMINUM ALLOY — GM Global Technology Operations LLC (USA) — A precipitation hardenable aluminum alloy is disclosed along with a precipitation hardened form of the aluminum alloy and a method of manufacturing an aluminum alloy article from the precipitation hardenable aluminum alloy. The disclosed precipitation hardenable aluminum alloy has a composition that includes, on a weight percent (wt %) basis, 8%-13% zinc, 1.5%-5% magnesium, 0%-5% copper, 0%-2% of zirconium, chromium, or zirconium and chromium in total, and the balance aluminum with no more than 0.5% impurities. The alloy composition is adaptable to a wide range of manufacturing processes including additive manufacturing. The 7000 series type aluminum alloy disclosed herein can endure additive manufacturing procedures unlike conventional 7000 series aluminum alloys. The composition of the aluminum alloy also enables the dispersion of strengthening precipitate phases selected from an η-phase precipitate, a θ-phase precipitate, and a T-phase precipitate, while being free of a S-phase precipitate, when precipitation hardened.
US11401585 — MULTICOMPONENT ALUMINUM ALLOYS FOR APPLICATIONS SUCH AS ADDITIVE MANUFACTURING — Questek Innovations LLC (USA) — Materials, methods and techniques disclosed and contemplated herein relate to multicomponent aluminum alloys. Generally, multicomponent aluminum alloys include aluminum, nickel, zirconium, and rare earth elements, and include L12 precipitates having an Al3X composition. Rare earth elements used in example multicomponent aluminum alloys disclosed and contemplated herein include erbium (Er), zirconium (Zr), yttrium (Y), and ytterbium (Yb). Example multicomponent aluminum alloys disclosed and contemplated herein are particularly suited for use in additive manufacturing operations. Thus, an alloy comprising, by weight percentage: 1% to 4.2% nickel; 0.5% to 2.6% erbium; 0.1% to 1.5% zirconium; 0.05% to 0.3% yttrium; 0.1% to 1.2% ytterbium; and the balance of weight percent comprising aluminum and incidental elements and impurities, wherein the alloy includes L12 precipitates having an Al3X composition, where X is at least one of: erbium, zirconium, yttrium, and ytterbium. After being subjected to an additive manufacturing process and after aging at 300°C to 425°C, the alloy has an ultimate tensile strength of at least 55 ksi at 22°C and a yield strength of at least 30 ksi at 250°C.
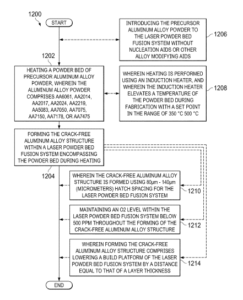
US11260475 — METHOD AND SYSTEM FOR POWDER BED FUSION ADDITIVE MANUFACTURING OF CRACK-FREE ALUMINUM ALLOYS — Board of Regents, The University of Texas System (USA) — A method of forming a crack-free aluminum alloy structure using additive manufacturing is presented. A powder bed of precursor aluminum alloy powder is heated. The crack-free aluminum alloy structure is formed within a laser powder bed fusion system encompassing the powder bed during heating. The illustrative embodiments provide a method of forming a crack-free aluminum alloy structure using additive manufacturing. A precursor aluminum alloy powder is introduced to a laser powder bed fusion system without nucleation aids or other alloy modifying aids. The aluminum alloy powder comprises AA6061, AA2014, AA2017, AA2024, AA2219, AA5083, AA7050, AA7075, AA7150, AA7178, or AA7475. A powder bed of the precursor aluminum alloy powder is heated within the laser powder bed fusion system to a range of 350°C to 500°C. using an induction heater. The crack-free aluminum alloy structure is formed from the aluminum alloy powder within the laser powder bed fusion system during heating.
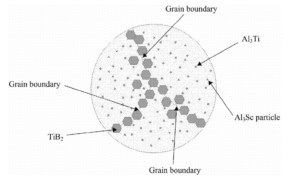
US11242582 — METHOD OF MAKING COMPONENTS WITH METAL MATRIX COMPOSITES AND COMPONENTS MADE THEREFROM — Purdue Research Foundation (USA) — Methods for manufacturing components that include casting a first melt to produce an ingot, remelting the ingot to form a second melt, forming a powder from the second melt using an atomization process, and fabricating a component utilizing the powder in an additive manufacturing process. The ingot and the powder include an aluminum matrix that contains dispersions of TiB2 particles and Al3Ti particles and the component is a metal matrix composite having an aluminum matrix that contains dispersions of TiB2 particles and Al3Ti particles. Optionally, the metal matrix composite may include particles of an intermetallic compound of aluminum and at least one alloying element. In preferred embodiments, after heat treating the component includes relatively large TiB2 particles (e.g., greater than two micrometers in average diameter) situated along or within aluminum grain boundaries to provide grain boundary strengthening, and other precipitated particles are dispersed in the aluminum grains. In an Al—Ti—B—Sc alloy embodiment the microstructure includes an aluminum matrix with a majority of ceramic TiB2 particles adjacent or within the grain boundaries and intermetallic Al3Ti and Al3Sc particles (less than 100 nm in diameter) dispersed throughout the grains.
US11192188 — METHOD OF MANUFACTURING ALUMINUM ALLOY ARTICLES — Hamilton Sundstrand Corporation (USA) — A method for making an article is disclosed. The method involves inputting a digital model of an article into an additive manufacturing apparatus comprising an energy source. The additive manufacturing apparatus applies energy from the energy source to successively applied incremental quantities of a powder to fuse the powder to form the article corresponding to the digital model. The powder includes an aluminum alloy having 2.00-9.00 wt. % cerium, 0.25-3.00 wt. % silicon, 0.25-0.75 wt. % magnesium, 0-0.75 wt. % iron, 0-0.05 wt. % other alloying elements, and the balance of aluminum, based on the total weight of the aluminum alloy. Alloys described herein have good weldability characteristics, which can be beneficial for additive manufacturing processes. The disclosed alloys can also provide good strength and other physical properties.
US11117193 — ADDITIVE MANUFACTURING WITH NANOFUNCTIONALIZED PRECURSORS — HRL Laboratories, LLC (USA) — Some variations provide a process for additive manufacturing of a nanofunctionalized metal alloy, comprising: providing a nanofunctionalized metal precursor containing metals and grain-refining nanoparticles; exposing a first amount of the nanofunctionalized metal precursor to an energy source for melting the precursor, thereby generating a first melt layer; solidifying the first melt layer, thereby generating a first solid layer; and repeating many times to generate a plurality of solid layers in an additive-manufacturing build direction. The additively manufactured, nanofunctionalized metal alloy has a microstructure with equiaxed grains. Other variations provide an additively manufactured, nanofunctionalized metal alloy comprising metals selected from aluminum, iron, nickel, copper, titanium, magnesium, zinc, silicon, lithium, silver, chromium, manganese, vanadium, bismuth, gallium, or lead; and grain-refining nanoparticles selected from zirconium, tantalum, niobium, titanium, or oxides, nitrides, hydrides, carbides, or borides thereof, wherein the additively manufactured, nanofunctionalized metal alloy has a microstructure with equiaxed grains.
US11112840 — ELECTRONICS CHASSIS WITH OSCILLATING HEAT PIPE (OHP) — Abaco Systems, Inc. (USA) — An electronic chassis for enclosing and cooling electronic equipment is described that includes an oscillating heat pipe (OHP), wherein a first portion of the OHP extends into a rail of the chassis and a second portion of the OHP extends into the side panel on which the rail is located so that at least a portion of heat from operation of electronic equipment on a circuit card assembly (CCA) in contact with the rail passes through the rail to the OHP and from the OHP to a side panel of the chassis on which the rail is located where it is dissipated into an environment. In some instances, the side panel includes cooling fins. Also described is a method for forming such a chassis substantially of metal such as aluminum or its alloys using 3D printing or additive manufacturing. When the chassis is a 3D printed chassis, the use of OHPs can increase a 3D printed aluminum or its alloys (e.g., AlSi10Mg) chassis’ effective thermal conductivity significantly. Adding OHP to a machined chassis is difficult; however, using 3D printed aluminum allows for complex OHP designs and paths.
US10507638 — REACTIVE ADDITIVE MANUFACTURING — Elementum 3D, Inc. (USA) — An additive manufacturing method may involve: Providing a first and a second material, the second material capable of reacting with the first material to form a reaction product; forming at least the first material into a first layer; subjecting at least a portion of the first layer to energy in the presence of the second material, the energy being sufficient to initiate a reaction between at least the first and second materials to form a portion of the article, the portion of the article comprising the reaction product; forming a second layer of at least the first material on the first layer; and subjecting at least a portion of the second layer to energy in the presence of the second material, the energy being sufficient to initiate a reaction between the first and second materials to form an additional portion of the article. exemplary example is an exothermically reactive mixture containing by weight 76.8% aluminum, 16.8% titanium, and 6.5% boron carbide powders was designed to produce a product with an aluminum matrix and ceramic reinforcing phases comprising by volume 85% aluminum, 10.75% titanium diboride, and 4.25% titanium carbide. The mixture has a calculated adiabatic reaction temperature of 933 Kelvin. A mixture with a total weight of 4000 g was prepared by weighing the constituent powders according to the percentages above.
US10234848 — REAL-TIME ADAPTIVE CONTROL OF ADDITIVE MANUFACTURING PROCESSES USING MACHINE LEARNING — Relativity Space, Inc. (USA) — Methods for control of post-design free form deposition processes or joining processes are described that utilize machine learning algorithms to improve fabrication outcomes. The machine learning algorithms use real-time object property data from one or more sensors as input, and are trained using training data sets that comprise: i) past process simulation data, past process characterization data, past in-process physical inspection data, or past post-build physical inspection data, for a plurality of objects that comprise at least one object that is different from the object to be fabricated; and ii) training data generated through a repetitive process of randomly choosing values for each of one or more input process control parameters and scoring adjustments to process control parameters as leading to either undesirable or desirable outcomes, the outcomes based respectively on the presence or absence of defects detected in a fabricated object arising from the process control parameter adjustments.