As the recently granted U.S. patents presented here indicate, the additive manufacturing (AM) of aluminum and other light metals is evolving rapidly from what was just two decades ago mainly a prototyping process to a production process that involves automotive, aerospace, medical, and various domestic product industries. In my LMA article from February 2018 on AM of aluminum alloys and how it would impact traditional manufacturing processes, the economics and energy requirements for AM were compared with metalworking, casting, and machining processes.
The patents here show how companies are addressing metal AM issues through equipment and parameter control, as well as monitoring sensors, thus moving the range of AM applications to higher production volumes compared with traditional manufacturing. For example, past AM aluminum alloy selection has been basically limited to casting alloys, such as AlSi10Mg, since most AM processing involves successive laser or electron beam melting of metal powder layers, essentially a micro-welding process, and wrought aluminum alloys are prone to hot cracking. Newly patented AM aluminum alloys and processing developments overcome this problem; at the same time, solid state AM processes can solve the hot cracking problem.
Although titanium alloys, such as Ti-6Al-4V, have a niche AM market in aerospace and medical products, the development of additively manufactured TiAl components, such as turbine blades, is progressing. Many of the embodiments of these AM patents can apply to not only light metals (even beryllium), but to ferrous and other nonferrous metals as well. After all, the scope of control provided by AM parameters extends across the board, and invention claims seek as general an area of applicability as possible.
— Joseph C. Benedyk, Editor
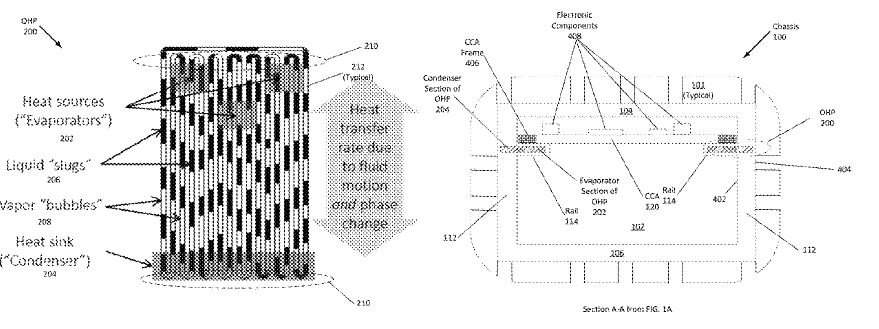
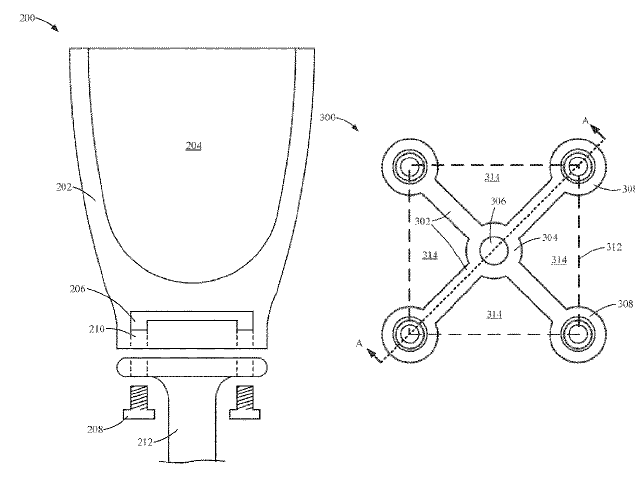
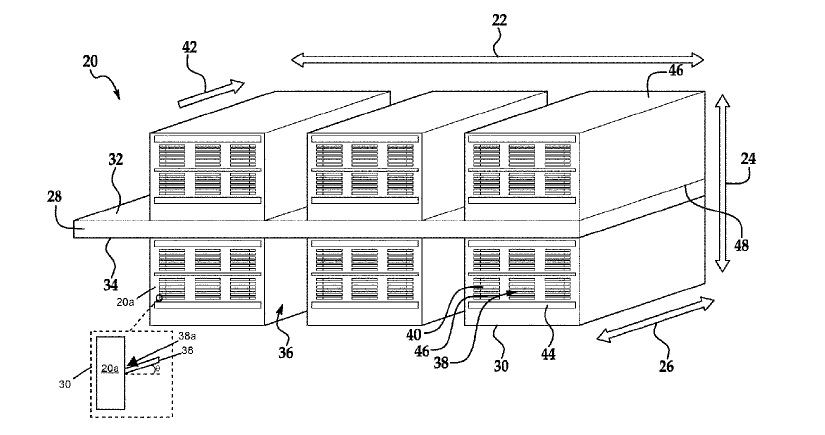
US11112840 — ELECTRONICS CHASSIS WITH OSCILLATING HEAT PIPE (OHP) — Abaco Systems, Inc. (USA) — An electronic chassis for enclosing and cooling electronic equipment is described that includes an oscillating heat pipe (OHP), wherein a first portion of the OHP extends into a rail of the chassis and a second portion of the OHP extends into the side panel on which the rail is located so that at least a portion of heat from operation of electronic equipment on a circuit card assembly (CCA) in contact with the rail passes through the rail to the OHP and from the OHP to a side panel of the chassis on which the rail is located where it is dissipated into an environment. In some instances, the side panel includes cooling fins. Also described is a method for forming such a chassis substantially of metal such as aluminum or its alloys using 3D printing or additive manufacturing.
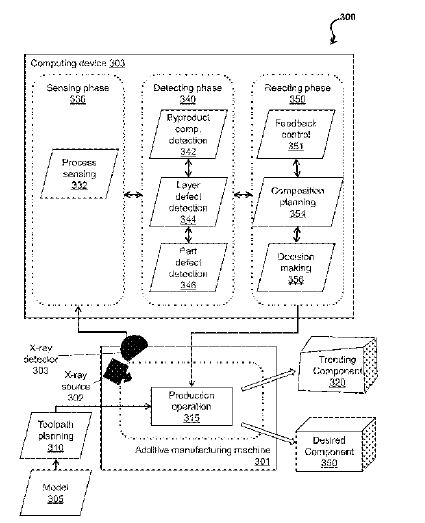
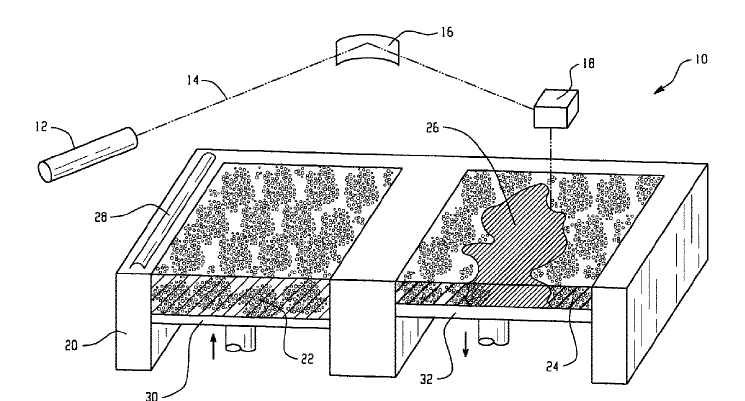
US11097487 — APPARATUS AND METHOD FOR CONTROLLING TOLERANCE OF COMPOSITIONS DURING ADDITIVE MANUFACTURING — Hamilton Sundstrand Corporation (USA) — An additive manufacturing system includes an additive manufacturing (AM) device, a first sensor device, and a compute device. The AM device is configured to form a bulk component in a layer-by-layer manner, by at least iteratively depositing a first layer of raw material onto a working surface in a deposition chamber, consolidating the initial layer into an initial additive portion of the bulk component, then forming subsequent additive portions of the bulk component by depositing and consolidating a subsequent plurality of layers of the raw material onto the first additive portion. The first sensor device is configured to measure an actual composition of at least one first byproduct portion formed upon consolidation of one of the first or subsequent layers of raw material in the deposition chamber. The compute device includes a processor and a memory that is communicatively coupled to the additive manufacturing device and first sensor device. The additive manufacturing device and compute device provide an in-situ sensor analysis of the component while in a formation state during a build process by comparing an actual composition of the at least one first byproduct portion to an expected composition range stored in the memory.
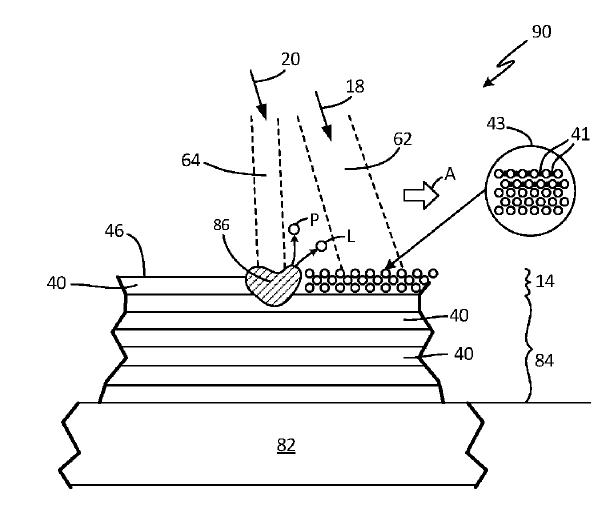
US11097350 — PRE-FUSION LASER SINTERING FOR METAL POWDER STABILIZATION DURING ADDITIVE MANUFACTURING — Raytheon Technologies Corporation (USA) — In an embodiment, an apparatus for forming a metal component from alloy powder includes a powder-based layer-by-layer directed energy beam additive manufacturing system, a primary directed high energy beam, configured to raise a temperature of the alloy powder to or above the melting point of the alloy powder. A secondary directed low energy beam configured to raise the temperature of the alloy powder to or above a sintering point of the alloy powder without reaching the melting point of the alloy powder. The apparatus further includes a sintered region on the surface of an alloy powder layer previously produced by the secondary directed low energy beam and a solid region forming a portion of the metal component that was solidified from a molten pool on the surface of the alloy powder layer adjacent to the first sintered region having been produced by the primary directed high energy beam. The metal powder comprises a nickel base, cobalt base, iron base superalloy or mixtures thereof or a titanium alloy. The metal component is used in aircraft or in turbine construction.
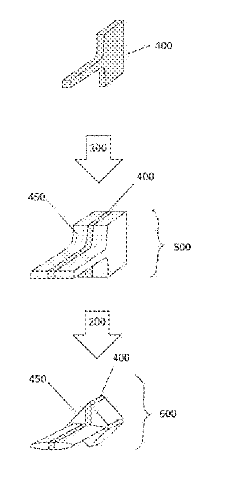
US11090878 — METHOD FOR PRODUCING A COMPOSITE COMPONENT FOR A MOTOR VEHICLE — Dr. Ing. h.c. F. Porsche Aktiengesellschaft (Germany) — A method for producing a composite component, which has a first section and a second section connected to the first section, the first section including a metallic material, in particular aluminum, magnesium, titanium, or an alloy with one or more of these metals, steel or some other alloy, it preferably consisting of this material. the second section including a plastic, the first section having a first base region and projections provided on the first base region, and the projections provided on the first base region being anchored in the second section in order to bring about the connection between the first section and the second section, includes: manufacturing the first base region of the first section; creating the projections directly on the first base region by way of an additive manufacturing method; and connecting the second section to the first section.
US11091831 — PULSED DIRECTED ENERGY DEPOSITION BASED FABRICATION OF HYBRID TITANIUM/ALUMINUM MATERIAL FOR ENHANCED CORROSION RESISTANCE AND STRENGTH — Hamilton Sundstrand Corporation (USA) — Titanium alloys have been applied to aluminum components, particularly the leading edges of a fan blades, to enhance strength and provide protection from erosion. Current methods of manufacture of titanium external elements and assembly are complicated. Because titanium and aluminum are galvanically incompatible, the two materials generally must be separated by an insulating layer to limit corrosion. The fabrication of a titanium sheath on a hollow aluminum fan blade requires a multi-axis machining process. Application of the sheath can cause distortion of the blade and post processing can be required to remove defects. The current processes can be material- and time-intensive. Thus, a method of providing a protective titanium layer to an outer surface of an aluminum component includes providing an aluminum component and forming a first layer of titanium-based bulk metallic glass on the component, wherein formation of the bulk metallic glass layer comprises depositing a titanium alloy powder using pulsed directed energy deposition.
US11090770 — METHOD OF FORMING A COMPONENT — General Electric Company (USA) — A component and method of forming a component are disclosed. The component includes a cast alloy section and an additive manufacturing section secured to the cast alloy section. Both the cast alloy section and the additive manufacturing section form at least a portion of an outer surface of the component. The method of forming a component includes removing a portion of an existing component, the removing of the portion forming an open section in the existing component, forming an article through an additive manufacturing technique, the article having a shape and geometry arranged and disposed to fill the open section in the existing component, and securing the article within the open section of the existing component to form the component. Another method includes directly depositing a material, by an additive manufacturing technique, over a portion of the existing component.
US11084224 — THREE DIMENSIONAL INFILL IN ADDITIVE MANUFACTURING — Arevo, Inc. (USA) — An article of manufacture is disclosed that includes an infill generated utilizing three dimensional (3D) printing. Infill is generated utilizing segments of filament, such as, but not limited to continuous carbon fiber-reinforced thermoplastic filament. Other materials may also be suitably employed. Approaches to tool path generation which accomplish the 3D printing desired are addressed in which material runs of filament are applied that distribute where cuts, beginning, or ends of segments occur or points where ends of segments are anchored to the article to form the desired infill. Aspects of one approach include first generating a meta tool path for the infill and then adapting that tool path to an actual infill tool path by pruning any segments in the meta tool path extending outside the perimeter of the article and identifying anchor points to the article from observed intersections of the meta tool path and said perimeter. In some alternative embodiments of the present invention, the filament comprises a metal. For example, and without limitation, the filament can be a wire comprising aluminum, stainless steel, titanium, cobalt chrome, copper, bronze, iron, precious metals (e.g., platinum, gold, silver, etc.).
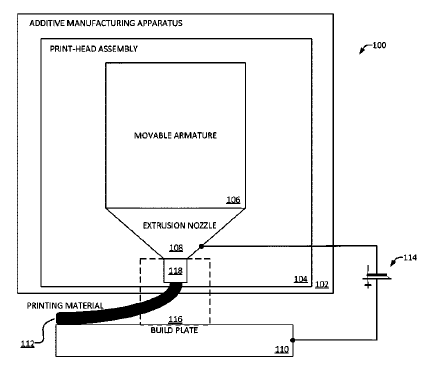
US11084211 — ADDITIVE MANUFACTURING PRINT-HEADS FOR EXOTIC MATERIAL APPLICATIONS — National Technology & Engineering Solutions of Sandia, LLC (USA) — Described herein is an additive manufacturing apparatus that is well-suited for constructing piezoelectric sensors. The additive manufacturing apparatus includes an extrusion nozzle formed of a conductive material such as aluminum. The extrusion nozzle has a channel by way of which printing material exits the extrusion nozzle, wherein a build plate is configured to receive the printing material responsive to the printing material exiting the extrusion nozzle. An arc suppressor formed of a semiconductor is coupled to the extrusion nozzle and is configured to dissipate excess charge that would otherwise exist on the extrusion nozzle when a relatively high bias voltage is applied to the extrusion nozzle. Thus, the arc suppressor mitigates arcing between the extrusion nozzle and the build plate. Arc suppressing gas is also optionally introduced into a printing region, thereby further mitigating arcing between the extrusion nozzle and the build plate.
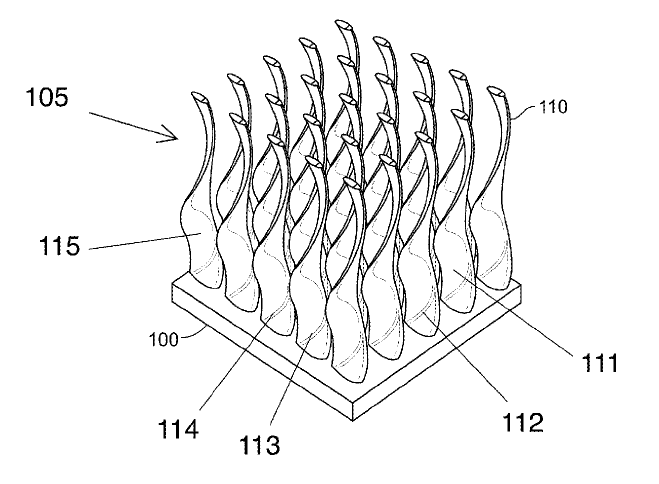
US11071234 — HELICAL FIN DESIGN BY ADDITIVE MANUFACTURING OF METAL FOR ENHANCED HEAT SINK FOR ELECTRONICS COOLING — Board of Trustees of the University of Arkansas (USA) — A heat sink and method of making the same. The heat sink having one or more helical fins. The helical fins configured such that the pressure field on either side of the fin is asymmetric. The heat sink comprises one or more fins that are metallic or non-metallic or combinations thereof. The helical fin heat sink was tested with the ANSYS Icepak flow simulation software. The material of the model was designated to be stock aluminum. The first step was to test how the helical shape affected the fluid flowing around it. The shape was configured to create an increase in mixing while keeping the pressure drop at a reasonable level. After initial testing, the shape did just that.
US11058557 — DIGITAL TO DEFINITIVE ORTHOTIC AND PROSTHETIC DEVICE MANUFACTURING SYSTEM AND METHOD — Hanger, Inc. (USA) — Systems and methods for creating custom-fit prosthetic devices, orthotic devices, and related medical devices via three-dimensional printing (3D printing) or additive manufacturing techniques are described. The devices may be comprised of metal, and wherein a socket is comprised of three-dimensionally printed plastic. Through the described systems and methods, a residual limb or other body part of a patient is scanned and analyzed to determine measurements and characteristics of the residual limb. The measurements and characteristics of the residual limb are used to design a customized device for the residual limb. The customized device uses multiple different materials. For example, the customized device may use a first material for a frame and a second material for a liner, wherein the first material is more rigid than the second material. The customized device is fabricated using a three-dimensional printer that is capable of printing and bonding multiple different materials at the same time.
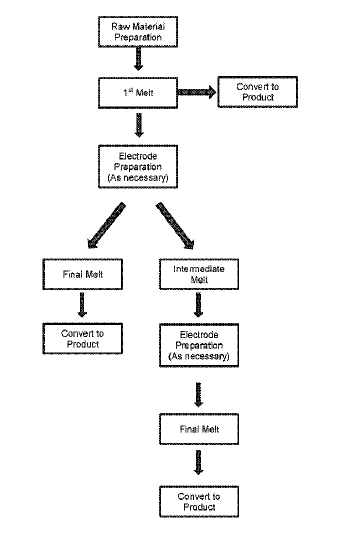
US11053571 — ALUMINUM WITH GRAIN REFINERS, AND METHODS FOR MAKING AND USING THE SAME — HRL Laboratories, LLC (USA) — We have developed a scalable approach to directly incorporate grain-refining nanoparticles into conventional hot-tear-susceptible pure aluminum or aluminum alloy powders. These aluminum alloy powders may be additively manufactured into high-strength, crack-free aluminum alloys with fine equiaxed microstructures by incorporating nanoparticle nucleants to control solidification during additive manufacturing. Some variations provide an additively manufactured aluminum alloy comprising aluminum and at least one grain-refining element, wherein the additively manufactured aluminum alloy has a microstructure with equiaxed grains. Pure aluminum or aluminum alloys, combined with grain refiners, are useful in many processes beyond additive manufacturing. Some variations provide an aluminum alloy comprising aluminum and grain-refining nanoparticles selected from zirconium, tantalum, niobium, or titanium, wherein the aluminum alloy has a microstructure that is substantially crack-free with equiaxed grains.
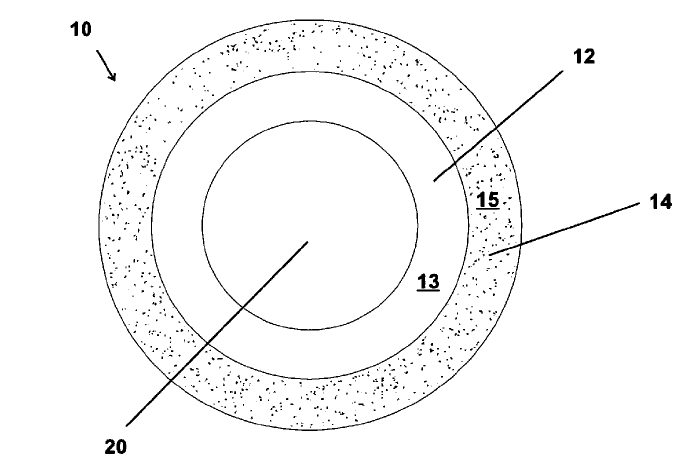
US11052462 — EMBEDDED ELECTRONICS IN METAL ADDITIVE MANUFACTURING BUILDS ENABLED BY LOW-MELTING TEMPERATURE TRANSITION ZONE USING MATERIAL GRADIENTS — Hamilton Sunstrand Corporation (USA) — An additive manufacturing product is provided. The additive manufacturing product includes an embedded electronic, a transition zone, and a base material. The transition zone encases the embedded electronic. The transition zone includes transition material. The base material encases the transition zone. The transition material includes an intermediate melting point that is lower than a melting point of the base material. For example, a common electrical insulation is polyimide which can sustain temperatures up to 650°C. The melting temperature of nickel (base material), a common additive manufacturing metal, is upwards of 1400°C. Nickel cannot be deposited directly on polyimide without destroying the insulation. Accordingly, embodiments herein utilize with a lower-melting temperature material (the transition zone material) to encase or surround the wire insulation (the insulation material) before applying/depositing the base material, i.e., the transition zone material effectively works as the transition zone. For example, the transition zone material can be any metal or alloy of aluminum (Tm=660°C) with a base material like nickel (Tm=1453°C). This lower-melting point material can be on par with a max operational temperature of the wire insulation, as to not damage the wire insulation or electronics therein.
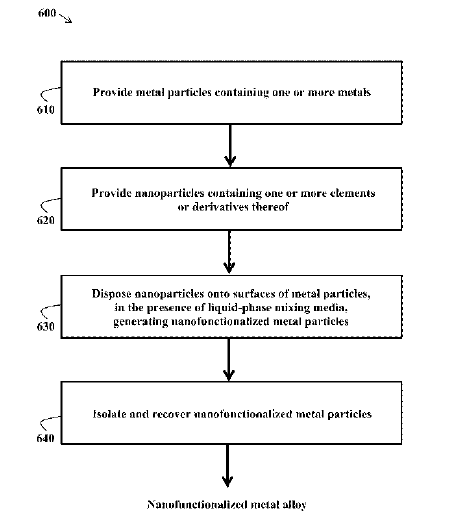
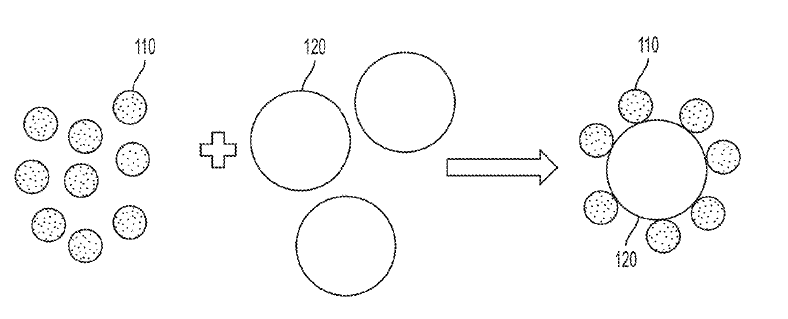
US11052460 — METHODS FOR NANOFUNCTIONALIZATION OF POWDERS, AND NANOFUNCTIONALIZED MATERIALS PRODUCED THEREFROM — HRL Laboratories, LLC (USA) — Some variations provide a method of making a nanofunctionalized metal powder, comprising: providing metal particles containing metals selected from aluminum, iron, nickel, copper, titanium, magnesium, zinc, silicon, lithium, silver, chromium, manganese, vanadium, bismuth, gallium, or lead; providing nanoparticles selected from zirconium, tantalum, niobium, or titanium; disposing the nanoparticles onto surfaces of the metal particles, in the presence of mixing media, thereby generating nanofunctionalized metal particles; and isolating and recovering the nanofunctionalized metal particles as a nanofunctionalized metal powder. Some variations provide a composition comprising a nanofunctionalized metal powder, the composition comprising metal particles and nanoparticles containing one or more elements selected from the group consisting of zirconium, tantalum, niobium, titanium, and oxides, nitrides, hydrides, carbides, or borides thereof, or combinations of the foregoing. These powders are used in metal based additive manufacturing or 3D printing.
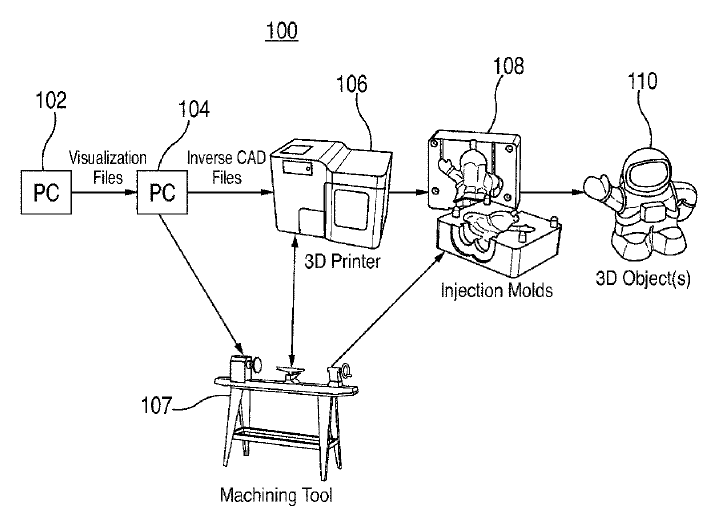
US11048829 — 3D PRINTING SYSTEMS AND METHODS FOR FABRICATING INJECTION MOLDS — Kemeera LLC (USA) — Injection molds can be fabricated using 3D printing technology. An inverse computer aided design (“CAD”) file may be generated based upon a visualization file that represents a 3D object. The inverse CAD file can then be altered based upon various parameters associated with the 3D object. One or more injection molds can be fabricated using a 3D printer based on the altered inverse CAD file. Depending on the choice or choices of materials for forming 3D object(s), injection molds may be formed from a suitable material such as a 3D printed photopolymer, aluminum, steel, brass, or epoxy.
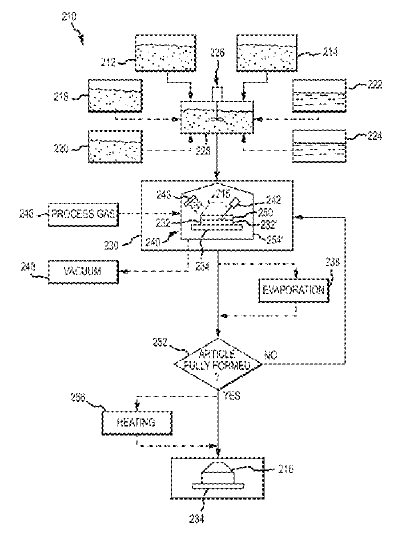
US11045875 — REACTIVE ADDITIVE MANUFACTURING — Elementum 3D, Inc. (USA) — An additive manufacturing method may involve: Providing a first and a second material, the second material capable of reacting with the first material to form a reaction product; forming at least the first material into a first layer; subjecting at least a portion of the first layer to energy in the presence of the second material, the energy being sufficient to initiate a reaction between at least the first and second materials to form a portion of the article, the portion of the article comprising the reaction product; forming a second layer of at least the first material on the first layer; and subjecting at least a portion of the second layer to energy in the presence of the second material, the energy being sufficient to initiate a reaction between the first and second materials to form an additional portion of the article. The first material comprises aluminum, wherein the second material comprises titanium, and the third material comprises boron carbide.
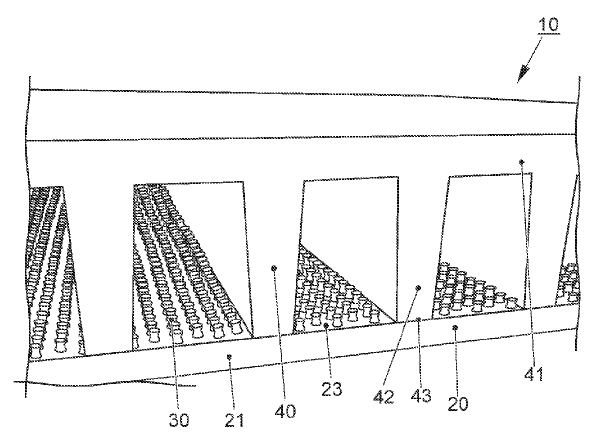
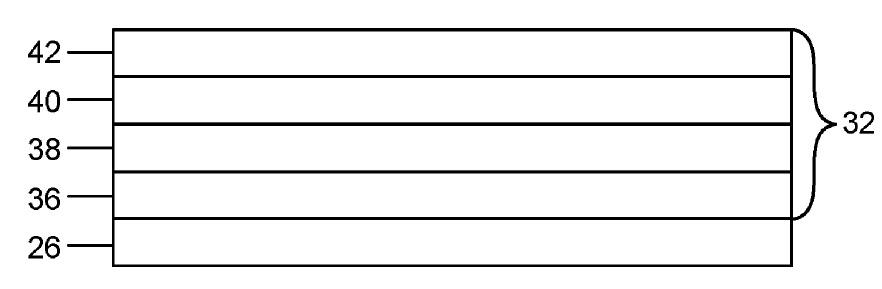
US11040924 — PROCESS FOR ADDITIVELY MANUFACTURING DISCRETE GRADIENT CHARGES — The United States of America as represented by the Secretary of the Navy (USA) — The invention relates generally to fast burning charges, and more particularly to a process for making discrete gradient charges, where each charge has at least one discrete layer with a gradient fuel, wherein the discrete gradient charges have a sustained burn in air, oxidizer layer or combination thereof following ignition. A discrete gradient charge for use in as a hybrid rocket propellant has a discrete first hollow cylindrical layer of a solid first fuel, which is about 85% by weight fine aluminum powder having a median diameter of about 3.5 microns. There is a discrete second hollow cylindrical layer of a solid second fuel that is about 80% by weight coarse aluminum powder with a median diameter of about 31.0 microns. The fuels have a cured HTPB (hydroxyl-terminated polybutadiene) binder. A pellet of an explosive positioned within the first hollow cylindrical layer provides ignition. The fuel in the charge reacts with the surrounding air or with a hollow cylindrical oxidizer layer, or a combination thereof. An aspect of the invention is that Additive Manufacturing (AM), using a 3D printer, can be used to make prototypes or scaled up to manufacture the discrete gradient charges.
US11035029 — MATERIAL FOR FORMING METAL MATRIX COMPOSITE AND METAL MATRIX COMPOSITE BULK — Industrial Technology Research Institute (Taiwan) — A metal matrix composite material includes 60-90 wt. % of aluminum alloy powders and 10-40 wt. % Fe-based amorphous alloy powders. The aluminum alloy powders are used as the matrix of the metal matrix composite material, and the Fe-based amorphous alloy powders include FeaCrbMocSidBeYf, wherein 48 at. %< a<50 at. %, 21 at. %<b<23 at. %, 18 at. %<c<20 at. %, 3 at. %<d<5 at. %, 2 at. %<e<4 at. %, and 2 at. %<f<4 at. %. The metal matrix composite bulk has a compressive strength of 160-250 MPa and is fabricated by a laser additive manufacturing method.
US11001909 — HIGH STRENGTH TITANIUM ALLOYS — ATI Properties LLC (USA) — A non-limiting embodiment of a titanium alloy comprises, in weight percentages based on total alloy weight: 2.0 to 5.0 aluminum; 3.0 to 8.0 tin; 1.0 to 5.0 zirconium; 0 to a total of 16.0 of one or more elements selected from the group consisting of oxygen, vanadium, molybdenum, niobium, chromium, iron, copper, nitrogen, and carbon; titanium; and impurities. A non-limiting embodiment of the titanium alloy comprises an intentional addition of tin and zirconium in conjunction with certain other alloying additions such as aluminum, oxygen, vanadium, molybdenum, niobium, and iron, to stabilize the alpha phase and increase the volume fraction of the alpha phase without the risk of forming embrittling phases, which was observed to increase room temperature tensile strength while maintaining ductility. It should be noted that this description does not limit the alloy to be cast-wrought. The alloys according to the present disclosure, for example, may also be produced by powder-to-part production methods, which may include consolidation and/or additive manufacturing methods.
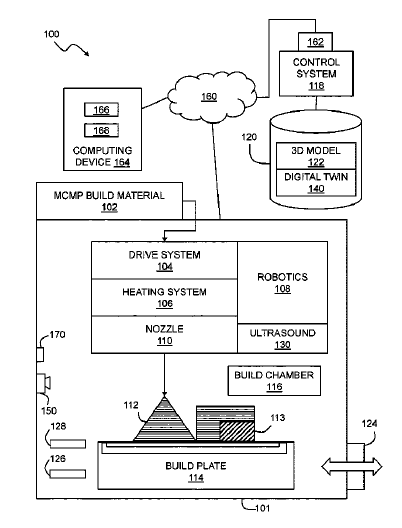
US10974299 — ADDITIVE FABRICATION USING VARIABLE BUILD MATERIAL FEED RATES — Desktop Metal, Inc. (USA) — 3D printing using certain materials, such as metal containing multi-phase materials can be prone to clogs and other flow interruptions. Providing build material according to feed rate profiles having varying rates can mitigate these problems. Each feed rate profile can be broken up into blocks of time, some of which relate to fabricating the exterior geometry of the object. Each block of time can be represented by a FFT (fast Fourier transform). The blocks that relate to the exterior are represented by a FFT that has significant high frequency content of 1 Hz or greater. It is beneficial to use profiles including feed rates outside of a range of feed rates suitable for steady state extrusion, being either higher or lower rates than the range limits. A combination of feed rate profiles based only on clog and flow interruption mitigation and operational to print the part according to a model can be used. The disclosure herein may apply to alloy systems with any number of elements. Examples of commercial alloys which are relevant include the following: Zinc die-casting alloys such as Zamak 2, Zamak 3, Zamak 5, Zamak 7, ZA-8, ZA-12, ZA-27. Magnesium die casting alloys such as AZ91. Aluminum casting alloys such as A356, A319, A360, A380, and aluminum wrought alloys such as 6061 and 7075.
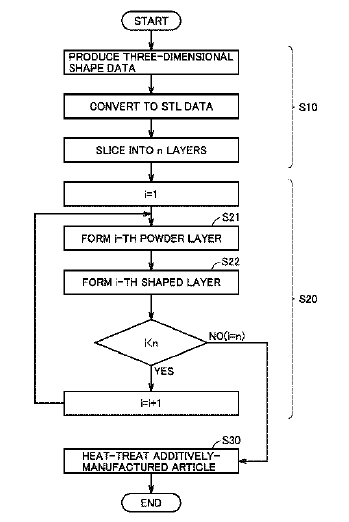
US10967431 — METAL POWDER, METHOD OF PRODUCING ADDITIVELY-MANUFACTURED ARTICLE, AND ADDITIVELY-MANUFACTURED ARTICLE — Daihen Corporation and Fukuda Metal Foil & Powder Co., Ltd. (Japan) — An object of the present invention is to provide a metal powder for additive manufacturing, made up of a copper alloy and enabling both an adequate mechanical strength and an adequate electrical conductivity to be achieved, provide a method of producing an additively-manufactured article, and provide an additively manufactured article. A metal powder for additive manufacturing includes: not less than 0.2 mass % and not more than 1.3 mass % of aluminum; and a balance including copper and an incidental impurity. As to the additively-manufactured article, the electrical conductivity may be not less than 50% IACS.
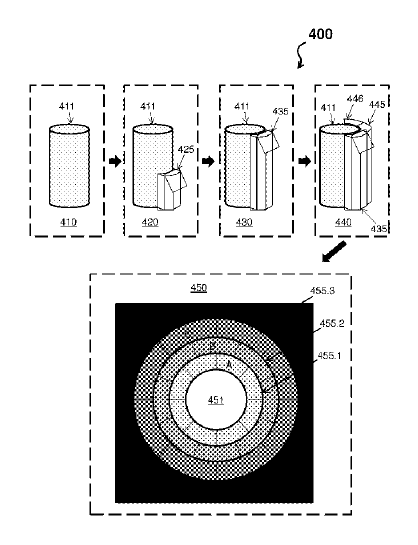
US10960497 — NANOPARTICLE COMPOSITE WELDING FILLER MATERIALS, AND METHODS FOR PRODUCING THE SAME — HRL Laboratories, LLC (USA) — A universal approach, including additive manufacturing. is described to produce welding filler materials with enhanced grain refining, for making welded objects with hot-crack resistance. Some variations provide a welding filler material comprising a functionalized metal-containing powder, wherein the functionalized metal-containing powder comprises metal or metal alloy particles and a plurality of nanoparticles disposed on surfaces of the metal or metal alloy particles, and wherein the nanoparticles are consolidated in a three-dimensional architecture throughout the welding filler material. A welded object contains a welding filler material comprising the functionalized metal-containing powder, enabling the welded object to be free of hot cracks. Other variations provide methods of making a welding filler material. This approach has been successfully demonstrated by incorporating zirconium-based nanoparticle grain refiners within a welding precursor material for welding aluminum alloy Al 7075, as one non-limiting example.
US10941473 — ALUMINUM ALLOYS — Questek Innovations LLC (USA) — Aluminum alloys are provided. The alloys can include one or more of zinc, magnesium, copper, zirconium, yttrium, erbium, ytterbium, scandium, silver, and the balance of aluminum and incidental elements and impurities. In certain embodiments, the aluminum alloy can solidify with about 10% of non-equilibrium (soluble) eutectic constituents for improved resistance to hot tearing during additive manufacturing processing. In certain embodiments, the eutectic constituents can be dissolved during post-processing operations to restore a substantially single-phase aluminum matrix, which can be free of coarse eutectic constituents that were used for hot tearing resistance. In another aspect, disclosed are methods of manufacturing aluminum alloys. In another aspect, disclosed are articles of manufacture including the aluminum alloys. In another aspect, disclosed are methods of additive manufacturing using the aluminum alloys. The alloys can be used for additive manufacturing of various articles, such as aircraft components.
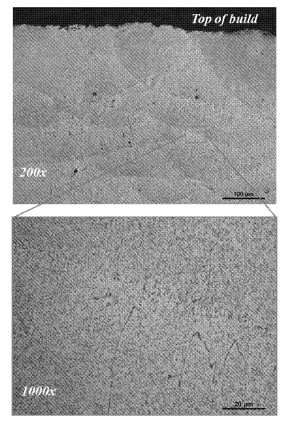
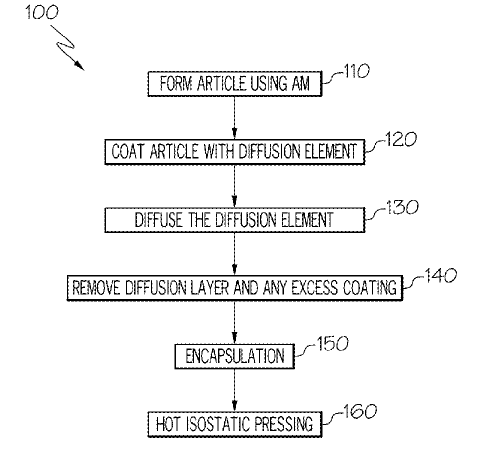
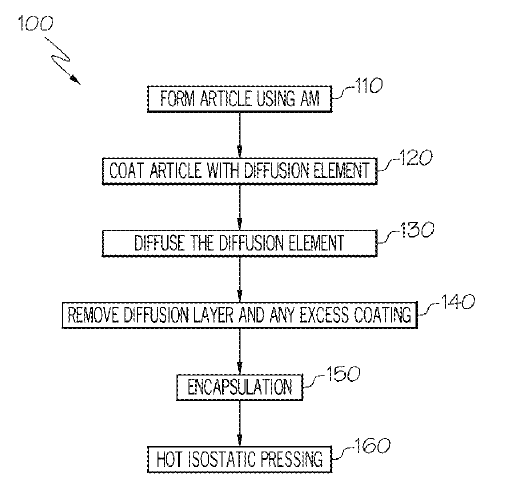
US10940566 — SURFACE IMPROVEMENT OF ADDITIVELY MANUFACTURED ARTICLES PRODUCED WITH ALUMINUM ALLOYS — Honeywell International Inc. (USA) — A method for improving the surface of an aluminum alloy article includes manufacturing the aluminum alloy article using an additive manufacturing technique, wherein the article as-manufactured includes one or more of cracks, roughness, or porosity at a surface of the article; coating the surface of the aluminum alloy article with a diffusion element, the diffusion element being capable of diffusing at least 0.2 mils into the article; heating the aluminum alloy article coated with the diffusion element to cause the diffusion element to diffuse the at least 0.2 mils into the article, thereby forming a diffusion layer of at least 0.2 mils in thickness comprising both aluminum alloy and diffusion element; and removing the diffusion layer from the aluminum alloy article, whereby upon the removing, a resulting improved surface of the article comprises fewer or smaller cracks, reduced roughness, or reduced porosity.
US10889067 — TENSION-WOUND SOLID STATE ADDITIVE MANUFACTURING — Lockheed Martin Corporation (USA) — A manufacturing system includes a tension-wound system having a feedstock system and a shape fixture. The tension-wound system is configured to feed a feedstock from the feedstock system and to wind the feedstock under tension in successive layers around the shape fixture to allow the feedstock to form a component having a shape represented by the shape fixture. The manufacturing system includes a solid-state joining tool configured to additively join the successive layers of the feedstock. In a spiral tension-winding process, with a continuously-fed strip of aluminum feedstock around a piece of tooling, the feedstock can be friction stir welded and additively joined in successive layers to produce a large, near-net structure.
US10851437 — CUSTOM TITANIUM ALLOY FOR 3-D PRINTING AND METHOD OF MAKING SAME — Carpenter Technology Corporation (USA) — A Ti-6A1-4V titanium powder alloy composition having enhanced strength resulting from the addition of one or more of the following elements without requiring an increase in oxygen content: aluminum, iron, nitrogen, and carbon. wherein the weight percent of the elements for the bar stock is: aluminum–6.3% to 6.7%, iron–0.15% to 0.30%, nitrogen–0.02% to 0.05%, and carbon–0.04% to 0.08%.
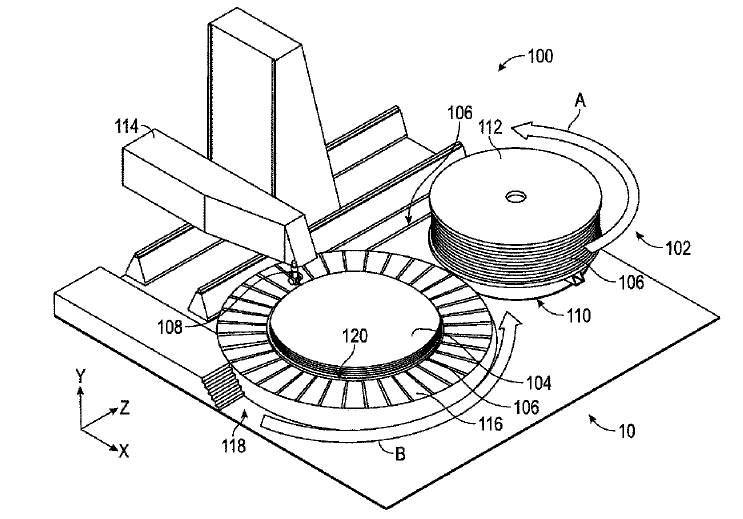
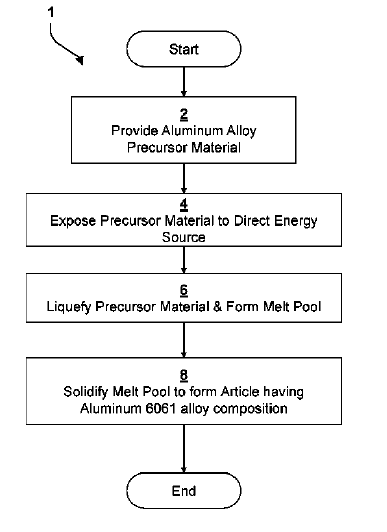
US10850346 — COMPOSITION AND METHOD FOR FUSION PROCESSING ALUMINUM ALLOY — Raytheon Company (USA) — An aluminum alloy precursor composition and method for fusion processing is provided which reduces hot cracking, improves compositional control, reduces porosity, and/or enhances the mechanical properties of the fusion processed article. The precursor material and fusion process using the same may be utilized for forming an article that meets compositional specifications for aluminum 6061 alloy, while minimizing defects and meeting desired strength and ductility requirements. The fusion process may include a leading energy beam for liquefying the precursor material to form a melt pool, and a trailing energy beam directed toward a trailing region of the melt pool. The trailing energy beam may be configured to enhance agitation and/or redistribution of liquid in the melt pool to prevent hot cracking, reduce porosity, or improve other characteristics of the solidified part. The method also may improve processing parameters, such as adjusting vacuum level to prevent volatilization of alloying elements.
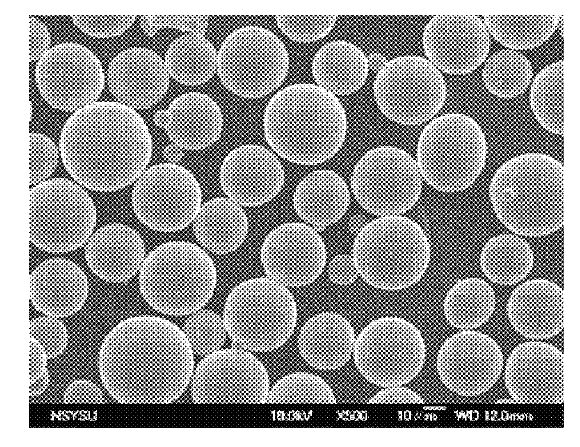
US10843268 — METAL LAMINATED AND SHAPED OBJECT, ALUMINUM-BASED POWDER FOR METAL LAMINATING AND SHAPING, AND METHOD OF MANUFACTURING THE SAME — Technology Research Association for Future Additive Manufacturing (Japan) — The present invention provides a robust metal lamination-shaped object containing aluminum and having no defect. A metal powder used for forming this metal lamination-shaped object is an aluminum-based powder having a volume-based 50% particle diameter larger than or equal to 10 µm and smaller than 100 µm when a particle diameter distribution is measured by a laser diffraction-scattering method, a specific surface area smaller than or equal to 0.5 m2/g, and an oxygen amount larger than or equal to 3 mg/m2 and less than or equal to 10 mg/m2 per unit surface area. A relationship between a hydrogen amount (X ml in standard state) per 100 g of the aluminum-based powder and a specific surface area (Y m2/g), and a relationship between the hydrogen amount (X ml in standard state) and an oxygen amount (Z wt %), are respectively in accordance with formulas: X/Y<151 and Z/X>0.0022. A metal lamination-shaped object, that is lamination-shaped by a three-dimensional lamination-shaping apparatus in a powder bed fusion type using the above metal powder, has a hydrogen amount less than or equal to 3 ml in standard state per 100 g, and a relative density more than or equal to 99%.
US10766097 — INTEGRATION OF ULTRASONIC ADDITIVE MANUFACTURED THERMAL STRUCTURES IN BRAZEMENTS — Raytheon Company (USA) — A manifold structure has at least one flow passage and a center manifold section that has at least one machined cavity. The manifold structure includes a plurality of ultrasonically additively manufactured (UAM) finstock layers arranged in the flow passage. After the finstock is formed by UAM, the finstock is permanently joined to the center manifold section via a brazing or welding process. Using UAM and a permanent joining process enables joining of the UAM finstock having enhanced thermal features to a vacuum brazement structure. UAM enables the finstock to be formed of dissimilar metal materials or multi-material laminate materials. UAM also enables bond joints of the finstock to be arranged at angles greater than ten degrees relative to a horizontal axis by using the same aluminum material in the UAM process and in the vacuum brazing process.
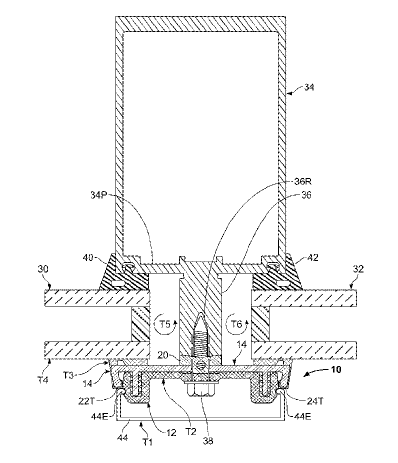
US10619399 — COMBINATION PRESSURE PLATE — Arconic Inc. (USA) — A glazing system for holding glazing units to a frame member has an aluminum pressure plate and a composite plate co-extruded from a plurality of polymers and having a pair of gaskets and a central isolator. A pair of polymer extrusions extend from the isolator and have ledges at the end that embrace and seal against the metal plate. The metal and composite plates are coupled together by a pair of ribs extending from the composite plate into a pair of slots in the metal plate. In another alternative, the composite plate 14 may be produced by additive manufacturing (3D printing) methods.
US10584403 — SURFACE-HARDENED ALUMINUM-RARE EARTH ALLOYS AND METHODS OF MAKING THE SAME — UT-Battelle, LLC, University of Tennessee Research Foundation, Iowa State University Research Foundation, Inc., and Eck Industries Incorporated (USA) — Embodiments of surface-hardened aluminum-rare earth alloys and methods of making the alloys are disclosed. In some embodiments, the alloy comprises aluminum and 4 wt % to 60 wt % of a rare earth component X having a maximum solid solubility of <0.5 wt % in aluminum. The surface-hardened alloy component has an alloy bulk portion and a hardened alloy surface portion. At least a portion of the hardened alloy surface portion has a Vickers hardness that is at least 30% greater than a Vickers hardness of the alloy bulk portion. In certain embodiments, melting the portion of the alloy surface comprises moving a laser or an electron beam having a sufficient power to melt the alloy surface of the prefabricated alloy across the alloy surface at a rate sufficient to melt a portion of the alloy surface exposed to the laser or the electron beam.
US10544485 — ADDITIVE MANUFACTURING OF HIGH-TEMPERATURE COMPONENTS FROM TIAL — MTU Aero Engines AG (Germany) — The present invention relates to a process for producing a component from a TiAl alloy by layer-by-layer deposition of powder on a substrate and/or an already produced semifinished product, wherein the component is preferably to be used for high-temperature applications in turbomachines, such as aircraft engines. The present invention also relates to a corresponding component and to a powder composed of a TiAl alloy for use in the production process for the corresponding component. Disclosed is a process for producing a component from a TiAl alloy by layer-by-layer deposition of powder on a substrate and/or an already produced semifinished product. The component has a proportion of x at % of aluminum which is in the range from about 34 to about 47 at % of aluminum, the powder having a proportion of x+1 at % to x+6 at % of aluminum. Also disclosed is a component formed from a TiAl alloy which has been produced by a corresponding process.
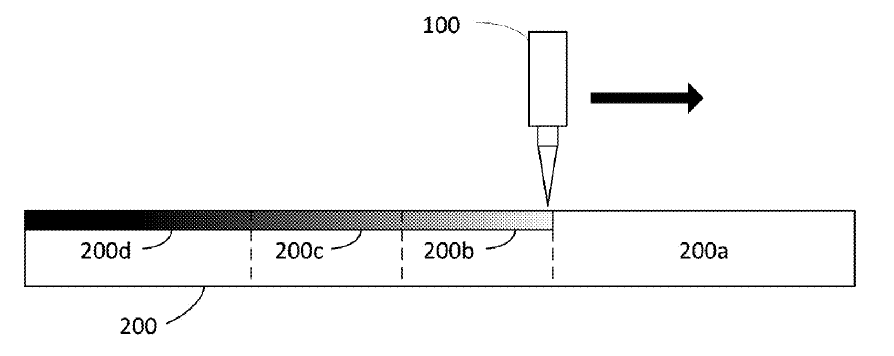
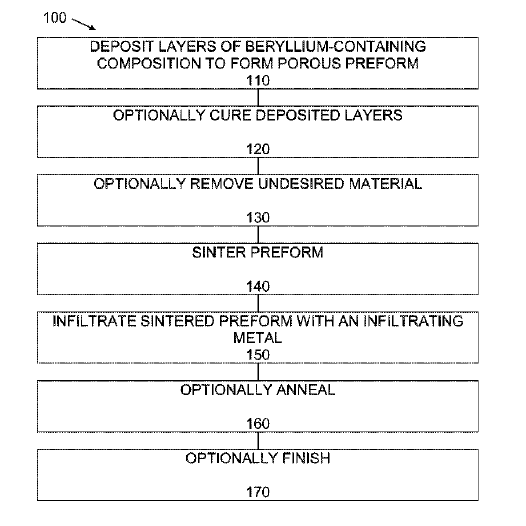
US10500639 — ADDITIVE MANUFACTURING OF ARTICLES COMPRISING BERYLLIUM — Materion Corporation (USA) — A method of making an article includes depositing a plurality of layers to form a three-dimensional preform, sintering the preform to form a sintered preform, and infiltrating the preform with at least one metal to form the article. At least one layer of the plurality of layers is formed from a beryllium-containing composition including beryllium powder. The infiltrating metal can be selected from aluminum and magnesium. Beryllium is a metal with highly desirable properties. These include high stiffness (Young’s modulus=287 GPa), low density (1.85 g/cc), a high elastic modulus (130 GPa), high specific heat (1925 J/kgK), high thermal conductivity (216 W/mK), and a low coefficient of linear thermal expansion (11.4 x 106°K). As a result, beryllium and its composites are useful in airborne and spaceborne structures, high-performance engines and brakes, and electronic components for thermal performance and vibration damping. Beryllium and its composites are also useful in combustion applications, hypersonic vehicles, and nuclear energy growth applications.
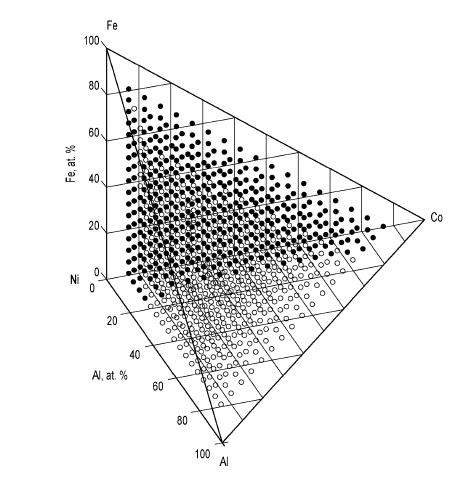
US10480051 — FCC MATERIALS OF ALUMINUM, COBALT, IRON AND NICKEL, AND PRODUCTS MADE THEREFROM — Arconic Inc. (USA) — The present disclosure relates to new materials comprising Al, Co, Fe, and Ni. The new materials may realize a single-phase field of a face-centered cubic (fcc) solid solution structure immediately below the solidus temperature of the material. The new materials may include at least one precipitate phase and have a solvus temperature of at least 1000°C. The new materials may include 4.4-11.4 wt. % Al, 4.9-42.2 wt. % Co, 4.6-28.9 wt. % Fe, and 44.1-86.1 wt. % Ni. In one embodiment, the precipitate is selected from the group consisting of the L12 phase, the B2 phase, and combinations thereof. The new alloys may realize improved high temperature properties. A method comprising: (a) using a feedstock in an additive manufacturing apparatus, wherein the feedstock comprises: 4.4-11.4 wt. % Al; 4.9-42.2 wt. % Co; 4.6-28.9 wt. % Fe; and 44.1-86.1 wt. % Ni; (b) producing a metal product in the additive manufacturing apparatus using the feedstock.
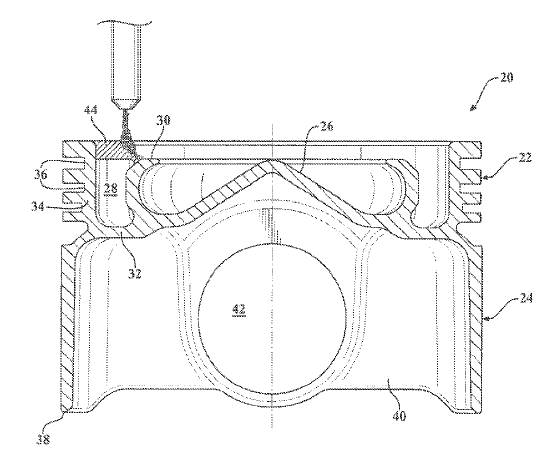
US10443536 — ONE-PIECE PISTON FEATURING ADDICTIVE MACHINING PRODUCED COMBUSTION BOWL RIM AND COOLING GALLERY — Tenneco Inc. (USA) — A piston capable of withstanding high temperatures and extreme conditions of a combustion chamber of an internal combustion engine and manufactured with reduced costs is provided. The method of manufacturing the piston includes casting or forging the bulk of the piston as a single-piece with an open cooling gallery from an economical first material, such as steel, cast iron, or aluminum. The method further includes forming a portion of a combustion bowl surface, which is a small area of the piston directly exposed to the combustion chamber, from a second material by additive machining. The second material has a higher thermal conductivity and higher resistance to oxidation, erosion, and oil coking, compared to the first material. The additive machining process is efficient and creates little waste, which further reduces production costs.
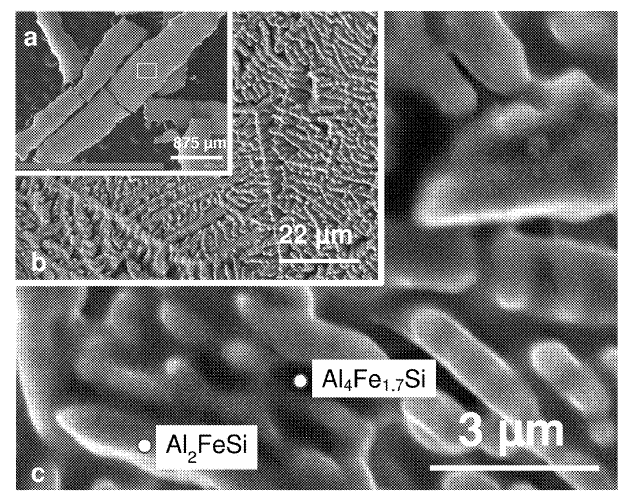
US10435773 — RAPIDLY SOLIDIFIED HIGH-TEMPERATURE ALUMINUM IRON SILICON ALLOYS — GM Global Technology Operations LLC (USA) — High-strength, lightweight alloy components, such as automotive components, capable of high temperature performance comprising aluminum, silicon, and iron and/or nickel are provided, along with methods of making such high-strength, lightweight alloy components. A high-energy stream, such as a laser or electron beam, may be selectively directed towards a precursor material to melt a portion of the precursor material in a localized region. The method of making the automotive component, wherein the directing the energy stream occurs during an additive manufacturing process. The molten precursor material is cooled at a rate of greater than or equal to about 1.0 x 105 K/second to form a solid high-strength, lightweight alloy component comprising a stable ternary cubic phase having high heat resistance and high strength. The stable ternary phase may be AlxFeySiz where x ranges from about 4 to about 5 or about 7.2 to about 7.6, y is about 1.5 to about 2.2, and z is about 1. The stable ternary phase may also be Al6Ni3Si.
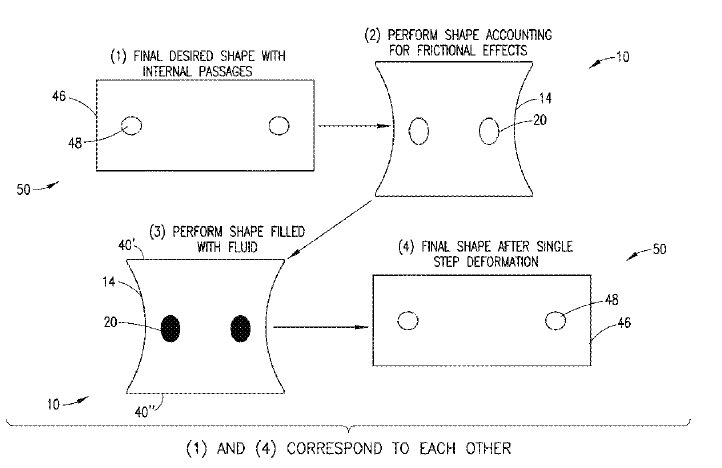
US10385432 — METHODS OF PRODUCING WROUGHT PRODUCTS WITH INTERNAL PASSAGES — Arconic Inc. (USA) — Various methods are disclosed for additively manufacturing a feedstock material to create an additively manufactured (AM) preform, wherein the AM preform is configured with a body having an internal passage defined therein, wherein the internal passage further includes at least one of a void and a channel; inserting a filler material into the internal passage of the AM preform; closing the AM preform with an enclosure component such that the filler material is retained within the internal passage of the AM preform; and deforming the AM preform to a sufficient amount to create a product having an internal passage therein, wherein the product is configured with wrought properties for that material via the deforming step. The metal shape-preform may be made from any metal suited for both additive manufacturing and deforming, including, for example metals or alloys of titanium, aluminum, nickel (e.g., INCONEL), steel, stainless steel, and high entropy alloys among others.
US10105798 — SURFACE IMPROVEMENT OF ADDITIVELY MANUFACTURED ARTICLES PRODUCED WITH ALUMINUM ALLOYS — Honeywell International Inc. (USA) — A method for improving the surface of an aluminum alloy article includes manufacturing the aluminum alloy article using an additive manufacturing technique, wherein the article as-manufactured includes one or more of cracks, roughness, or porosity at a surface of the article; coating the surface of the aluminum alloy article with a diffusion element, the diffusion element being capable of diffusing at least 0.2 mils into the article; heating the aluminum alloy article coated with the diffusion element to cause the diffusion element to diffuse the at least 0.2 mils into the article, thereby forming a diffusion layer of at least 0.2 mils in thickness comprising both aluminum alloy and diffusion element; and removing the diffusion layer from the aluminum alloy article, whereby upon the removing, a resulting improved surface of the article comprises fewer or smaller cracks, reduced roughness, or reduced porosity.
US10030288 — METHOD OF MANUFACTURING ALUMINUM ALLOY ARTICLES — Hamilton Sundstrand Corporation (USA) — A method for making an article is disclosed. The method involves first generating a digital model of the article. The digital model is inputted into an additive manufacturing apparatus comprising an energy source. The additive manufacturing apparatus applies energy from the energy source to successively applied incremental quantities of a powder to fuse the powder to form the article corresponding to the digital model. The powder includes an aluminum alloy having 90.15-95.80 wt. % aluminum, 3.00-4.50 wt. % silicon, 0.70-1.50 wt. % magnesium, 0.50-1.00 wt. % manganese, 0-0.50 wt. % iron, 0-0.10 wt. % copper, 0-0.50 wt. % titanium, 0-0.20 wt. % boron, 0-1.50 wt. % nickel, and 0-0.05 wt. % other alloying elements, based on the total weight of the aluminum alloy.
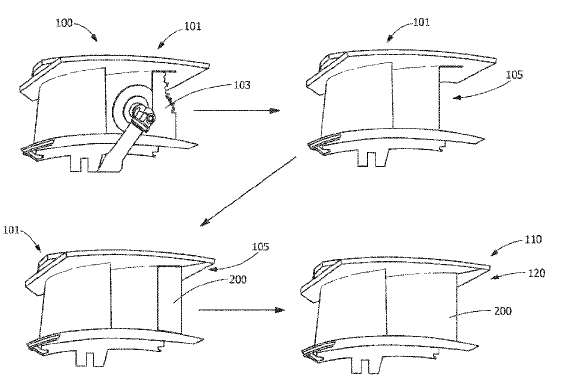
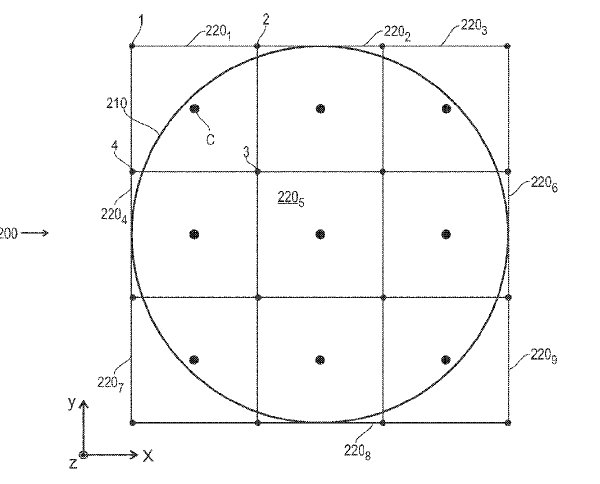
US9296036 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Alcoa, Inc. (USA) — Methods for producing forged products and other worked products are disclosed. In one embodiment, a method comprises using additive manufacturing to produce a metal shaped-preform and, after the using step, forging the metal shaped-preform into a final forged product. The final forged product may optionally be annealed. In one embodiment, a method includes using additive manufacturing to produce a metal shaped-preform. After the using step, the metal shaped-preform may be forged into a final forged product. In one embodiment, the metal preform comprises at least one of titanium, aluminum, nickel, steel, and stainless steel. For example, the metal shaped-preform may comprise a Ti-6Al-4V alloy. In another embodiment, the metal shaped-preform may be an aluminum alloy. In yet another embodiment, the metal shaped-preform may be a nickel alloy. In yet another embodiment, the metal shaped-preform may be one of a steel and a stainless steel. In another embodiment, the metal shaped-preform may be a metal matrix composite. In yet another embodiment, the metal shaped-preform may comprise titanium aluminide.