Editors Note: In case you missed it, every April since 1996 has been designated as “National Welding Month” by the American Welding Society. As I have been working on this column this April, it was appropriate to focus on what has become a game changing welding process for metals in general and light metals in particular—friction stir welding (FSW)—a process LMA has featured previously in several feature articles and particularly in this patent column in April 2021. As mentioned then, FSW technology was patented by The Welding Institute (TWI) in 1991 and, since, has been commercialized worldwide. Among its advantages for welding the light metals, especially aluminum and magnesium alloys, is that it is a solid-state process, not dependent on fusion of metal for joining. Therefore, no solidification occurs during FSW, which avoids the need for gas protection and solidification defects, as well as safety issues.
For some time now, manufacturing industries have applied FSW in joining various aluminum and magnesium alloy wrought and cast components in the automotive, ship building, rail vehicle, and aerospace industries, as well as in B&C and consumer products industries. A prime example is the FSW of decking panels used in transportation shown in Figure 1.

In recent years, FSW has also been used to join titanium alloy sheet and plate for aerospace products, as some of the patents presented here demonstrate. This patent review covers the U.S. patents granted on FSW of light metals during the past two years. Since various specialized FSW tools and equipment are required to maximize performance in terms of linear FSW speed and quality, several of the patents deal with FSW tool materials and design, as well as FSW operation—all applicable to light metals joining. As is the practice for this column, the invention abstracts are presented in descending order of date of issue. Copies of all U.S. patents are available on-line at https://www.uspto.gov/patents/search.
— Joseph C. Benedyk, Editor
US11945042 — WIRE AND ARC ADDITIVE MANUFACTURING METHOD FOR MAGNESIUM ALLOY — Northeastern University (China) — The present disclosure provides a wire and arc additive manufacturing (WAAM) method for a magnesium alloy. The method includes the following steps: step 1: performing a WAAM process assisted by cooling and rolling; step 2: milling side and top surfaces of an additive part; step 3: performing, by friction stir processing (FSP) equipment, an FSP process on the additive part, and applying cooling and rolling to a side wall of the additive part through a cooling and rolling device during the FSP process; step 4: finish-milling the top surface of the additive part for a WAAM process in the next step; and step 5: repeating the above steps cyclically until final forming of the part is finished. The present disclosure completely breaks dendritic structures and refines grains in the WAAM process of the magnesium alloy, thereby effectively repairing defects such as pores and cracks.

US11936152 — PRODUCTION OF A PLANAR CONNECTION BETWEEN AN ELECTRICAL CONDUCTOR AND A CONTACT PIECE — Nexans (France) — A method is provided for electrically conductively connecting a contact part to a conductor having a multiplicity of individual wires includes inserting the conductor into a cavity in the contact part and lowering a tool for friction stir welding onto the contact part. The individual wires of the conductor consist either of aluminum or of an aluminum alloy. The tool for friction stir welding is moved onto the contact part in a plane, thus giving rise to a planar cohesive connection between the contact part and the conductor. In this way, a direct cohesive connection of a stranded conductor and a contact part is produced without the need for an additional part such as a sleeve, for example, to prevent the stranded conductor from “sticking out”.

US11931820 — SWAPPABLE RETRACTABLE TOOL TIP (SRTT) — Mercury Mission Systems, LLC (USA) — Systems and techniques are directed to a Swappable Retractable Tool Tip (SRTT), which is designed as a next generation of friction stir welding tools and retractable tool tips. The disclosed SRTT may be “swappable,” having different types of retractable tool tips that can be assembled and employed as a part of the SRTT. A SRTT system can include at least: a blank tool holder, a piston, and a retractable tool tip. In operation, the blank tool holder allows air to flow to cause movement of the piston and the retractable tool tip. For example, compressed air can push up on the piston and the retractable tool tip, retracting it into a “home” position inside of the blank tool holder. Also, the SRTT can include springs that push down on the piston and the retractable tool tip, extending the tip into an “extended” position outside of the blank tool holder.

US11911841 — DOUBLE-ACTING FRICTION STIR SPOT WELDING APPARATUS AND METHOD OF OPERATING DOUBLE-ACTING FRICTION STIR SPOT WELDING APPARATUS — Kawasaki Jukogyo Kabushiki Kaisha (Japan) — A double-acting friction stir spot welding apparatus according to the present disclosure includes a pin member (11) formed in a cylindrical shape, a shoulder member (12) formed in a hollow cylindrical and into which the pin member (11) is inserted, a rotary drive (57) that rotates the pin member (11) and the shoulder member (12) on an axis (Xr) coaxial with the pin member (11), and a linear drive (53) that reciprocates each of the pin member (11) and the shoulder member (12) along the axis (Xr). Oil solution (70) is disposed at at least one circumferential surface among an outer circumferential surface (11c) of the pin member (11), an inner circumferential surface (12b) of the shoulder member (12), an outer circumferential surface (12c) of the shoulder member (12), and an inner circumferential surface (13b) of a clamp member (13). The to-be-joined object 60 has two plate-like first member 61 and second member 62. The first member 61 and the second member 62 may be made of metal (for example, aluminum or steel), or fiber-reinforced plastic (for example, carbon fiber reinforced plastic).

US11905584 — APPARATUS AND PROCESS FOR LOCALIZED PATTERNED SURFACE HARDENING FOR LIGHT-WEIGHT ALLOYS TO INCREASE WEAR RESISTANCE UNDER LUBRICATED CONTACT — GM Global Technology Operations LLC (USA) — An apparatus for localized patterned surface hardening for lighter-than-steel material such as an aluminum alloy or magnesium alloy to increase wear resistance under lubricated contact is provided. The apparatus includes a first metallic structure and a second metallic structure. The second metallic structure includes a contact surface and is disposed in lubricated contact with the first metallic structure at the contact surface, wherein the second metallic structure is constructed with a lighter-than-steel material and wherein the contact surface includes a localized surface hardened pattern. In some embodiments, creating upon the contact surface the localized surface hardened pattern includes utilizing one of friction-stir welding and high strain rate solid deformation.

US11897050 — METHOD FOR JOINING DISSIMILAR METALS, JOINED BODY, AND JOINING APPARATUS — Kabushiki Kaisha Toshiba (Japan) — A method for joining dissimilar metals according to the embodiment is a method for butt-joining, using frictional heat, a first member having a plate shape and containing first metal and a second member having a plate shape and containing second metal having a melting point higher than that of the first metal. The method for joining dissimilar metals includes overlapping an end portion of the second member on an end portion of the first member; and pressurizing the second member toward the first member by bringing a rotating joining tool having a protruding portion at a tip end into contact with an overlapping portion of the second member with the first member. When the second member is pressurized toward the first member, the tip end of the rotating joining tool is not in contact with the first member. A material of the first member 101 (corresponding to an example of the first metal) can be, for example, aluminum, an aluminum alloy, or the like. A material of the second member 102 (corresponding to an example of the second metal) can be, for example, copper, a copper alloy, or the like.

US11892248 — COOLING UNIT AND METHOD FOR MANUFACTURING COOLING UNIT — Panasonic Intellectual Property Management Co., Ltd. (Japan) — A cooling unit includes a unit main body including a bottom portion, a peripheral wall portion rising from the peripheral edge of the bottom portion, and a seal for sealing an opening of the unit main body. The unit main body is joined to the seal through a plasticized region, and a void is defined in the peripheral wall portion of the unit main body. In the case of manufacturing a liquid-cooling jacket by joining members of different types of aluminum alloys, it is common that the rigidity of the jacket main body is higher than that of the sealing body. In this case, when both members are joined by friction stir welding, a stirring pin as a rotating tool receives higher material resistance from the jacket main body than from the sealing body.

US11883874 — METHOD FOR MANUFACTURING A STRUCTURAL SURFACE HEAT EXCHANGER FOR A NACELLE — Safran Nacelles (France) — A method for manufacturing a structural surface heat exchanger of preset or left-hand final shape for an aircraft includes the steps of forming, shaping and assembling, by welding or brazing, a first corrugated skin and a second smooth skin in order to obtain channels. Each channel is delimited by a corrugation of the first skin and the second smooth skin so as to form a structural surface heat exchanger of preset or left-hand final shape, wherein a fluid is configured to circulate in the channels and air is configured to circulate in contact with the second smooth skin. According to one embodiment, the step of assembling the first and second skins is carried out by friction stir welding: use of a substantially cylindrical tool including a retractable pin with a diameter in the range of 2 mm to 5 mm and a length in the range of 1 mm to 5 mm so that the retractable pin penetrates into the first skin and into half of the thickness of the second skin; application of a contact pressure between the two skins in the range of 1 kN to 5 kN, via a pressure device such as the substantially cylindrical tool; clamping of the two skins via a movable clamping device; tool rotation speed in the range of 500 rpm to 1500 rpm; inclination of the tool in the range of 1° to 5° with respect to a plane normal to the first and second skins; and tool advance speed in the range of 100 mm/min to 700 mm/min.

US11881698 — BUS DUCT SHELL AND BUS DUCT — Schneider Electric Industries SAS (France) — Provided is a bus duct shell, including: a first lateral plate; a second lateral plate opposite the first lateral plate; a first cover plate; a second cover plate opposite the first cover plate; a first end being integrally formed with the first cover plate and extending from the end of the first cover plate beyond the first lateral plate and the second lateral plate; and a second end being integrally formed with the second cover plate and extending from the end of the second cover plate beyond the first lateral plate and the second lateral plate, wherein the first later plate, the second later plate, the first cover plate and the second cover plate extend in a first direction and define a cavity for accommodating a bus and extending in the first direction. A bus bar is arranged in a bus duct shell, and the end of the bus bar protrudes from the bus duct shell to be connected with a bus bar in another bus duct via a connector, and all are made of metal materials preferably aluminum or aluminum alloy. Further provided is a bus duct including the bus duct shell. In some embodiments, the second cover plate is, via either side thereof, connected to the first lateral plate and the second lateral plate respectively over the entire length in the first direction by friction stir welding or the first cover plate is, via either side thereof, connected to the first lateral plate and the second lateral plate respectively over the entire length in the first direction by friction stir welding.

US11878364 — METHOD FOR DETECTING SURFACE WELDING QUALITY OF FRICTION STIR WELDING — Soochow University (China) — A method for detecting a surface welding quality of friction stir welding includes: acquiring a continuous surface depth image of a welding seam; intercepting a surface depth image segment of the welding seam with a proper step size, and dividing the intercepted surface depth image segments of the welding seam into a front reference region, a thinned region and a rear reference region; judging whether flatness of the front reference region is less than a threshold, and if yes, taking a height of the front reference region at this point as a latest reference height; if no, judging whether the flatness of the rear reference region is less than the threshold, and if yes, taking a height of the rear reference region at this point as the latest reference height; if no, taking the reference height of previous depth image segment as the latest reference height; and calculating a difference.

US11872650 — SYSTEMS AND METHODS FOR FRICTION STIR WELDING A COLD PLATE — Lockheed Martin Corporation (USA) — Methods and systems for providing a cold plate assembly, i.e., a localized heat removal system that takes care of transferring heat loads from a specific location to a remote heat exhanger that will eventually dissipate heat, include providing a base and a cover. The cover can be fixedly coupled to the base, and the perimeter edge to the base plate is performed in a single friction stir welding operation. Each of the base and the cover can include spaced internal ribs, which can form flow paths when the base and cover are fixedly coupled together by friction stir welding. The internal ribs of the base and the cover can have spaced tabs that can be fixedly coupled to the other of the base or the cover. The base and the cover may also include spaced external or outer sacrificial ribs. In a preferred embodiment, the base 210 can be machined from an aluminum block and the cover 230 can be constructed from aluminum sheet metal. However, portions of the cold plate 200 may be constructed from any one of copper, silver, or a silver/copper alloy.

US11845142 — TOOL FOR FRICTION STIR WELDING AND METHOD FOR PRODUCING PANELS — Nemak, S.A.B. de C.V. (Mexico) — The invention makes available a tool for friction stir welding, which makes it possible, with reduced effort, to connect two light metal panel elements that butt up against one another with one another by means of friction stir welding, in the case of which a tunnel is formed in the region of the abutting side surfaces, by means of recesses formed in the manner of a channel in the side surfaces in question. For this purpose, the tool has a central axle configured in the manner of a pin, provided for coupling to a drive device, a first friction shoulder carried by the central axle, a second friction shoulder carried by the central axle at a distance from the first friction shoulder in the longitudinal direction of the central axle, two support shoulders carried by the central axle, arranged between the friction shoulders, one of which is mounted on the central axle in an axially displaceable manner, and an elastic element that is arranged between the support shoulders and exerts an elastic force the axially displaceable support shoulder, which force is directed to the friction shoulder most closely adjacent, in each instance, to the axially displaceable support shoulder in the direction. According to the invention, the setting device includes a setting element that is driven outward, away from the central axle of the tool, in the radial direction, during use, by means of the centrifugal forces that are then in effect, and, during this process, acts against a slanted surface formed on the support shoulder, in each instance.

US11845141 — ADDITIVE FRICTION STIR DEPOSITION METHOD FOR MANUFACTURING AN ARTICLE — The Boeing Company (USA) — A method is provided for manufacturing an article. The method comprises depositing by additive friction stir deposition of a wear-resistant material on a surface of a preform to provide an intermediate article. The preform comprises a first composition and the wear-resistant material comprises a second composition. The second composition is substantially different from the first composition. The method also comprises machining the intermediate article to remove therefrom at least a portion of the wear-resistant material. In one or more examples, metal includes any one or more of a wide range of metals, such as, but not limited to, steel, aluminum, nickel, copper, magnesium, titanium, iron, and the like.

US11820501 — BOX RIB — GKN Aerospace Services Limited (Great Britain) — In the aerospace sector ribs can be used in wings, horizontal or vertical tail-planes (empennage), in tail-booms of helicopters, and smaller ribs in things like winglets and flaps. A rib can be manufactured comprising two opposing outer skins and a plurality of internal reinforcement members connecting the skins together, commonly made of aluminum alloys. The present disclosure provides optimization of a wing design and in particular wing rib manufacture i.e., the structural component in aircraft wings known in the art as ribs. Advantageously the reinforcements may be connected by a friction stir welding process to create a single component rib incorporating the two skins and intermediate reinforcements. Further, although particularly suited to aircraft ribs the present disclosure may be employed in other related applications. For example, the technology may be used in a variety of applications using “rib-like” reinforcing structures including architectural/civil markets.

US11813695 — METHOD FOR FORMING LARGE-DIAMETER SPECIAL-SHAPED CROSS SECTION THIN-WALL TUBULAR PART — Dalian University of Technology (China) — A method for forming a large-diameter special-shaped cross section thin-wall tubular part an air intake duct and an exhaust air duct of an aircraft, a fuel storage box tunnel pipe of a rocket or missile, and the like. Such closed members are also often referred to as complex integral thin-wall tubular parts and are often made of lightweight, high-strength aluminum alloys, titanium alloys, and the like. A tailor welded barrel blank is adopted as an original blank for forming by hot air pressure bulging of the large-diameter special-shaped cross section thin-wall tubular part. After a desired shape is formed the weld joint is removed and butt joint tailor welding is performed on the tubular part again by friction stir welding. For the tubular parts with the weld joint being a straight line, a conventional internal supporting friction stir welding method is adopted. For the weld joint of a two-dimensional curve, a novel self-supporting friction stir welding method is adopted. Since the tailor weld joint of the original barrel blank is removed from the final part, there is no need to consider the consistency or coordination of the microstructure of the weld joint and the base metal during the forming process and the subsequent thermal treatment process as friction stir welding is a solid state welding process and the material does not have a fusion and complex solidification process in the welding process.

US11813692 — FRICTION STIR WELDING APPARATUS AND FRICTION STIR WELDING METHOD — Kawasaki Jukogyo Kabushiki Kaisha (Japan) — A friction stir welding apparatus is used at a butted portion where a second workpiece metal is butted against a first workpiece metal such that the second workpiece is upright on the first workpiece. The friction stir welding apparatus includes: a rotary tool that is plunged into one inner corner of a pair of inner corners that are positioned, at the butted portion, on both sides of the second workpiece, respectively; an inner corner presser that presses the other inner corner of the pair of inner corners; and a mover that moves the rotary tool and the inner corner presser along a direction in which the butted portion extends. The inner corner presser includes a pressing roller that presses the other inner corner while rolling in a state where the inner corner presser is being moved by the mover.

US11811183 — CONNECTION ARRANGEMENT AND METHOD FOR MANUFACTURING A CONNECTION ARRANGEMENT — Auto-Kabel Management GmbH (Germany) — The subject matter relates to a connection arrangement for flat electrical conductors, i.e., busbars that can be made of aluminum or an aluminum alloy, in particular in automotive applications, and a method of manufacturing such a connection arrangement. A connection arrangement comprising a metallic flat conductor having an at least quadrangular cross-sectional profile and at least two mutually opposing first and second surfaces extending at least partially parallel to one another in the longitudinal direction, at least two parts which are flat in the overlap region and which are formed as connecting lugs and which rest on the first surface with an overlap joint and project beyond one or both longitudinal edges of the flat conductor, characterized in that a metallic friction stir welded joint zone is formed starting from the second surface through the flat conductor towards the first surface and projecting into the connecting lugs.

US11808330 — ELECTROMECHANICAL BRAKE PRESSURE GENERATOR FOR A HYDRAULIC BRAKING SYSTEM OF A VEHICLE AND METHOD FOR MANUFACTURING AN ELECTROMECHANICAL BRAKE PRESSURE GENERATOR — Robert Bosch GmbH (Germany) — An electromechanical brake pressure generator including a threaded drive system. The system includes a rotatable spindle nut, a axially displaceable spindle cooperating with a thread of the spindle nut, and a hydraulic piston which at least partially radially surrounds the spindle and the spindle nut and is rotatably fixedly connected to the spindle and which carries out an axial piston stroke as a result of the rotation of the spindle nut. The system includes a housing, preferably made of aluminum, which at least partially surrounds the hydraulic piston and forms a hydraulic cylinder, and an axial recess, in the hydraulic cylinder, which forms an anti-twist protection together with a torque support formed at the hydraulic piston and using which the hydraulic piston and the spindle are secured against twisting during a rotation of the spindle nut, the recess forming a sliding surface for the torque support of the hydraulic piston. Advantageously, the housing parts forming the housing are integrally joined to one another with the aid of friction stir welding.

US11794273 — FRICTION STIR WELDING APPARATUS AND FRICTION STIR WELDING METHOD — Hitachi Power Solutions Co., Ltd. (Japan) — Provided are a friction stir welding apparatus and a friction stir welding method that achieve highly accurate and highly reliable joining while minimizing an effect of bending of a pressing force receiving portion (carrying table) due to pressure by a joining tool unit. The friction stir welding apparatus joins target members constituted by a steel frame material (10a) and a thin aluminum material (10b), such as an automobile body by friction stir welding. The friction stir welding apparatus is characterized by including: an apparatus main body; a control device that controls an operation of the friction stir welding apparatus; a C-shaped frame connected to the apparatus main body via a first vertical movement drive mechanism unit; a holder unit connected to one end of the C-shaped frame via a second vertical movement drive mechanism unit; and a joining tool held by the holder unit. The C-shaped frame includes a held portion connected to the apparatus main body via the first vertical movement drive mechanism unit, a holder unit holding portion connected to the holder unit via the second vertical movement drive mechanism unit, and a pressing force receiving portion connected to the other end of the C-shaped frame and receiving a pressing force from the joining tool. The control device includes a first joining mode that performs friction stir welding based on a joining command signal that determines a joining condition of the joining tool, and a first holding position determining signal that determines a first holding position of the first vertical movement drive mechanism unit, and a second joining mode that performs friction stir welding based on the joining command signal and a second holding position determining signal obtained by correcting the first holding position determining signal such that a depth or a range of a joined portion becomes constant in accordance with a state of the pressing force receiving portion. The first joining mode and the second joining mode are included in one joining pass from insertion of the joining tool into the joining target members to extraction of the joining target members.

US11787449 — FLOOR STRUCTURE OF A RAIL VEHICLE AND METHOD OF MANUFACTURING SUCH FLOOR STRUCTURE — Bombardier Transportation GmbH (Germany) — A floor structure of a rail vehicle car body includes a supporting structure having left and right longitudinal beams and a plurality of transverse structural members using a low-heat welding process such as laser welding or friction stir welding. A floor panel is directly and releasably attached atop the supporting structure using a plurality of non-permanent, pressure interlocking fasteners. The longitudinal beams and the transverse structural members are typically either all made of steel or all made of aluminum.

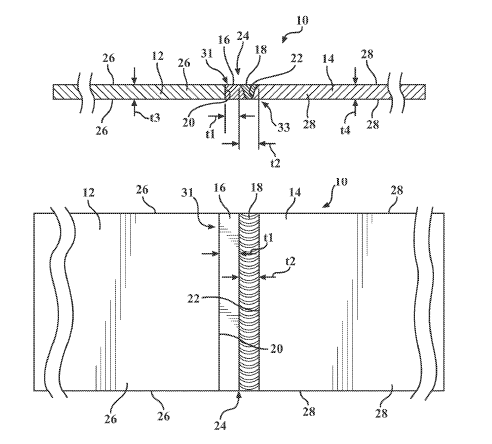
US11766738 — FRICTION STIR WELDING PROCESS — BAE Systems plc (Great Britain) — A method of friction-stir welding, FSW, a joint J, for example a T joint and/or a lap joint, between a first workpiece W1 and a second workpiece W2, is described. The method comprises: performing a first pass P1 of FSW of the joint J by moving a first tool (10), comprising a first probe (100) rotating in a first rotational direction RD1, in a first movement direction MD1 defining a first line L1, on a first side S1 of the joint J, comprising: inserting the first probe (100) to a first depth D1, thereby providing a first welded region WR1; withdrawing at least partially the first probe (100), thereby providing a first partially welded and/or unwelded region PWUR1; and fully withdrawing the first probe (100), thereby resulting in a first exit hole EXH1; performing a second pass P2 of FSW of the joint J by moving a second tool (20), comprising a second probe (200) rotating in a second rotational direction RD2, in a second movement direction MD2 defining a second line L2, on the first side S1 of the joint J, comprising: inserting the second probe (200) to a second depth D2, thereby providing a second welded region WR2; optionally withdrawing at least partially the second probe (200); and fully withdrawing the second probe 200, thereby resulting in a second exit hole EXH2; wherein the second welded region WR2 includes the first exit hole EXH1; and wherein the second exit hole EXH2 is included in the first welded region WR1. In one example, the first workpiece and/or the second workpiece comprises an aluminum alloy, for example a 2XXX, a 5XXX, a 6XXX, a 7XXX and/or an 8XXX aluminum alloy, preferably a 2XXX and/or a 7XXX aluminum alloy, a titanium alloy, a copper alloy and/or a steel. That is, the first workpiece and the second workpiece may be similar or dissimilar.

US11759883 — INSERTS TO ENABLE FRICTION STIR WELDING JOINTS AND METHODS OF FORMING FRICTION STIR WELDED ASSEMBLIES — Ford Global Technologies, LLC (USA) — A friction stir welded assembly includes a first workpiece having an interior portion with opposed interior walls, a second workpiece having an interior portion with opposed interior walls, and an insert positioned within the interior portion of the first workpiece and the interior portion of the second workpiece. The insert extends between and abuts at least one of the opposed interior walls of the first workpiece and the opposed interior walls of the second workpiece and a friction stir weld is between the first workpiece to the second workpiece. A joining end of the first workpiece and a joining end of the second workpiece form a butt joint or a lap joint between the first and second workpieces, and the friction stir weld is a butt weld or a lap weld, respectively, between the first and second workpieces. In at least one variation the first workpiece is a cast aluminum workpiece and the second workpiece is a wrought aluminum workpiece. In such a variation the wrought aluminum workpiece can be an extruded aluminum workpiece and/or the insert is an aluminum insert.

US11752570 — DEVICE AND METHOD FOR THE MACHINING OF AN END OF AN ELEMENTARY PANEL FOR ITS FRICTION STIR WELDING — Airbus Atlantic (France) — Device for machining an end of an elementary panel for its subsequent friction stir welding, the elementary panel comprising a metal body defining two opposite faces, the machining device comprising a chassis, at least two guiding members configured to guide a first face of the elementary panel, at least one machining tool mounted on the chassis, the machining tool being positioned between the two guiding members and at least one pressure member mounted on the chassis and configured to exert a pressure on a second face of the elementary panel so as to press the elementary panel against the guiding members along the horizontal reference direction. In the case of welding by friction stir welding, one purpose is to remove the aluminum cladding (also known as coating), so that the material of the cladding does not mix with the aluminum material of the central metal body during welding. More generally, the purpose is to control the thickness of the end of the metal panel that is to be welded.

US11707799 — JOINING METHOD — Nippon Light Metal Company, Ltd. (Japan) — The invention has a feature of comprising a butting process of forming a stepped butted portion and a joining process of performing friction-stir-welding on the stepped butted portion, wherein the rotary tool includes a base side pin having a taper angle larger than a taper angle of a tip side pin, and a pin step portion in a staircase shape is formed on an outer circumferential face of the base side pin, and wherein in the joining process, a rotation direction and a translation method of the rotary tool are set such that the second metal member is on an advancing side, a target angle by which a rotation axis of the rotary tool is inclined toward the second metal member is set such that a burr formed on a front face of the second metal member after the joining process has a thickness between 0 and 130 μm. The butting process is a process in which a first metal member is butted against a second metal member. The first metal member and the second metal member are made of a metal that can be friction-stirred such as aluminum, an aluminum alloy, copper, a copper alloy, titanium, a titanium alloy, magnesium, or a magnesium alloy, whereby the first metal and the second metal may be the same metal or made from different kinds of metals.

US11701737 — FRICTION-STIR-WELDED SHEET-AND-POST SIDEWALL — Qingdao CIMC Reefer Trailer Co., Ltd. and CIMC Vehicles (Group) Co., Ltd. (China) — The disclosed wall includes several narrow aluminum sheets and posts that are Friction Stir Welded (FSW) into a sidewall. The length of the wall is the summation of the narrow sheets’ width, and the walls width is the narrow sheets’ length. Several aluminum posts are spaced along the wall’s length direction to improve the stiffness and strength of the wall. When welding the aluminum sheets and posts together, the sheets are placed under the posts and joined tightly together through FSW. With the high-speed spinning of the stirring pin, the post and sheet melt and form into a compact solid phase weld seam under the extrusion of the welding head. When welding two aluminum sheets and one post together, the two sheets are placed edge-to-edge or slightly overlapped. The post is then placed over the sheet joint and the stir-welding head melts portions of the post and the two sheets simultaneously.

US11679446 — FRICTION STIR WELDING APPARATUS — Honda Motor Co., Ltd. (Japan) — A friction stir welding apparatus includes a probe, a shoulder, a recess part, and an annular member. The probe is pressed to a joint part of a plurality of joined members while being rotated. The shoulder is formed so as to surround the probe at an outside in a radial direction with respect to a rotation axis of the probe. The recess part is formed on at least an outer circumference of the probe and an inner circumference of the shoulder. The annular member is fitted to the recess part. An aspect of the present invention is intended to provide a friction stir welding apparatus capable of preventing a cutting chip that is generated at the time of friction stir welding of a joined member from entering a gap between a probe and a shoulder. Also, by fitting the annular member to the recess part, heat transmitted to the probe at the time of the friction stir welding can be transmitted (escape) to the shoulder via the annular member. Thereby, a heat-reducing effect of the probe can be expected.

US11660700 — WELDING AND DEBURRING SYSTEM WITH CRYOGENIC COOLING — DUS Operating Inc. (USA) —A welding and deburring system is provided for joining first and second work pieces to one another. The system includes a friction stir welding tool for joining the first and second work pieces to one another at a weld. Once a friction stir weld or friction stir processing pass is complete, the starting point of the joint may be left with material flash caused by the initial tool plunge. In many applications, flash and burrs on work pieces is unacceptable. The system further includes a deburring tool attached to the friction stir welding tool and removing a material flash generated at the weld. The system further includes one or more nozzles disposed in a fixed position relative to the friction stir welding tool, with the nozzles directing a cryogenic fluid to at least one of the friction stir welding tool, the deburring tool, the first work piece, the second work piece, and the weld.

US11633802 — METHOD FOR OPERATING DOUBLE-ACTION FRICTION STIR WELDING DEVICE, AND DOUBLE-ACTION FRICTION STIR WELDING DEVICE — Kawasaki Jukogyo Kabushiki Kaisha (Japan) — A method for operating a double-action friction stir welding device including a welding tool having a pin member and a shoulder member, a projection/retraction mechanism for causing the pin member to project/retract relative to the shoulder member, a rotation mechanism for rotating a welding tool, and an advancing/retracting mechanism for advancing/retracting the welding tool, the method including cleaning at least one of the outer circumferential surface of the pin member and the inner circumferential surface of a through hole of the shoulder member on the basis of the level of an adhesion parameter correlated with the degree of adhesion of the material of a welding object, caused by friction stir welding, on the outer circumferential surface of the pin member and the inner circumferential surface of the through hole of the shoulder member. A first object of the present invention is to provide a method for operating a double-action friction stir welding device, and a double-action friction stir welding device, that enable the life of a welding tool to be prolonged. A second object of the present invention is to provide a method for operating a double-action friction stir welding device, and a double-action friction stir welding device, that enable the welding strength to be enhanced even in the case of welding a plurality of members made of different materials using frictional heat.

US11618098 — METHODS OF FORMING AND STAMPING TAILOR FRICTION STIR WELDED BLANKS WITH ENHANCED EDGE STRETCH — Ford Global Technologies, LLC (USA) — Aluminum or aluminum alloy tailor welded blanks are desirable, however, obtaining acceptable weld quality between two or more such blanks using traditional welding methods can be challenging. The present disclosure addresses the issues of forming tailor welded aluminum blanks, among other issues related to manufacturing stamped parts from tailor welded aluminum blanks. A method of forming a stamped part includes forming a tailor welded blank by friction stir welding (FSW) a first blank to a second blank, removing a FSW start spot and a FSW stop spot from the tailor welded blank using a machining process such that a finished tailor welded blank is formed and stamping the finished tailor welded blank into the stamped part such that a weld formed by FSW the first blank to the second blank is plastically deformed. The first blank and the second blank can be aluminum alloy blanks and a predetermined amount of material is machined from the FSW start spot and the FSW stop spot, the predetermined amount of material being equal to or greater than a thickness of the first blank and the second blank.

US11598613 — ALUMINUM VEHICLE HULL STRUCTURE AND FABRICATION METHOD — Science Applications International Corporation (USA) — Aluminum structures, such as tactical vehicle hulls, include plural aluminum components formed from a first alloy composition and joined by one or more welded seam(s). The welded seam(s) may be formed by friction stir welding and/or gas metal arc welding using welding wire made from the first alloy composition. In this manner, all component parts are made from the same alloy composition, providing a more homogeneous structure. The welded component parts then may be placed in a heat treatment furnace to temper the structure. Because essentially all of the aluminum structure before heat treating—the welded seam(s) and the individual component parts—is formed of the same starting material and these parts/seam(s) are simultaneously and evenly heat treated, the resultant hardened, heat-treated part (e.g., a vehicle hull) has a more homogeneous hardened/heat treated structure in the individual parts and across the welded seam(s).

US11559850 — METHOD FOR MANUFACTURING LIQUID-COOLED JACKET — Nippon Light Metal Company, Ltd. (Japan) — An object of the present invention is to provide a method for manufacturing a liquid-cooled jacket that makes aluminum alloys of different material types appropriately joined together. A jacket main body is formed of a first aluminum alloy. A seal body is formed of a second aluminum alloy. The first aluminum alloy is higher in hardness than the second aluminum alloy in material type. A method includes: a preparing step of forming on an peripheral wall part a step part having a step bottom surface and a step side surface obliquely rising; a mounting step of mounting the seal body on the jacket main body to form a first butt portion and putting the step bottom surface and a back surface of the seal body on each other to form a second butt portion; a main joining step of performing friction stir welding while only the stirring pin of the rotary tool rotating contacts with only the seal body.

US11559848 — METHOD FOR WELD PERFORMANCE VALIDATION — GM Global Technology Operations LLC (USA) — The present disclosure generally relates to evaluating welds, including friction stir welds, and more particularly relates to methods that include peel testing welds using test samples, collecting data, and using the data to validate weld performance. Methods are provided for joint performance validation and include preparing a coupon from a blank by bending the blank to have a pair of legs disposed at substantially ninety degrees relative to each other. Another coupon is prepared by forming an opening in a segment of another blank and bending the segment approximately ninety degrees. The segment is disposed adjacent to an end of the second blank. A test sample is prepared by joining the coupons together at a joint with a leg attached to the segment approximately at the center of the leg. The test sample is subjected to a force test to generate data for the performance validation.

US11534871 — DISSIMILAR METAL JOINT INCLUDING FLAME-RETARDANT MAGNESIUM ALLOY LAYER — Asahi Kasei Kabushiki Kaisha (Japan) — Provided is a multi-material joint material that contributes to a reduction in weight of a transport apparatus, the multi-material joint material being configured from: a flame-retardant magnesium alloy; and a metal or alloy selected from the group consisting of aluminum alloys, titanium alloys, stainless steel, and steel. This multi-material joint material is such that two or more layers of different types of metal materials are joined, wherein the multi-material joint material is characterized in that: of the two or more layers of metal materials, at least one layer comprises a flame-retardant magnesium alloy, and another layer comprises a metal or alloy selected from the group consisting of aluminum alloys, titanium alloys, stainless steel, and steel; and the two or more layers of metal materials are joined together across the entire surface of joining surfaces that overlap each other. Although there are no limitations on the method used to join the metals, a method such as friction stir welding, diffusion bonding, friction welding, roll pressure welding, explosive welding or other solid phase bonding is desirable from the viewpoint of joining strength.

US11440134 — METHOD OF JOINING DISSIMILAR METALS THROUGH FRICTION STIR WELDING AND MULTI-METAL COMPONENT — GM Global Technology Operations LLC — A component, which may be an automotive chassis structure, includes first and second sub-part main bodies. The first sub-part main body is formed of a first material, and the second sub-part main body is formed of a second material. The first material is a steel alloy, and the second material is aluminum or an aluminum alloy. A transition layer is attached to and contacts the first sub-part main body. The transition layer is formed of a third material, where the third material contains at least a majority of copper. A mixed layer is disposed between the transition layer and the second sub-part main body, and the mixed layer is formed of a mixture of the second material and the third material. A disclosed method includes forming the component by friction stir welding the transition layer to the second sub-part main body to reduce undesirable inter-metallics at the joined surface.
US11407060 — COUNTER SUPPORT, DEVICE AND METHOD FOR FRICTION STIR WELDING — Universitaet Stuttgart (Germany) — A counter support for friction stir welding, which makes it possible to also produce very long weld seams by friction stir welding despite a very compact design, is shown. Curved components and nn-straight weld seams may also be produced. The counter support according to the invention makes it possible to produce short stitch seams and to produce the desired long weld seam from a plurality of contiguous stitch seams. This method has the following advantages, among others: the counter support according to the invention is of a very compact design; it can therefore be produced relatively inexpensively; it does not have to be manufactured for each component individually; rather, a counter support can be used to join a plurality of differently shaped components; and a long, curved or curvilinear weld seam is thus approximated or realized by a polygonal line of short, preferably straight, merging weld seams.

US10898936 — PLASTIC WORKING METHOD FOR MAGNESIUM ALLOY — Mitsubishi Heavy Industries Engineering, Ltd. (Japan) — A plastic working method for a magnesium alloy, wherein the magnesium alloy is subjected to a friction stir process whereby a probe at the tip portion of a tool rotating around an axial line is press-fitted to the surface of the magnesium alloy, the magnesium alloy is heated and softened by friction between the magnesium alloy and the rotating tool, and the tool is moved parallel to the surface of the magnesium alloy while the tool is rotated with the probe in the press-fitted state. When the length in a first direction of the region of the magnesium alloy being plastically worked is A, and the amount of shrinkage of the magnesium alloy in the first direction due to the friction stir process is α, A+α is set as the length in the first direction of the region subjected to the friction stir process.
