
By Tommaso Pinter, Almax Mori.
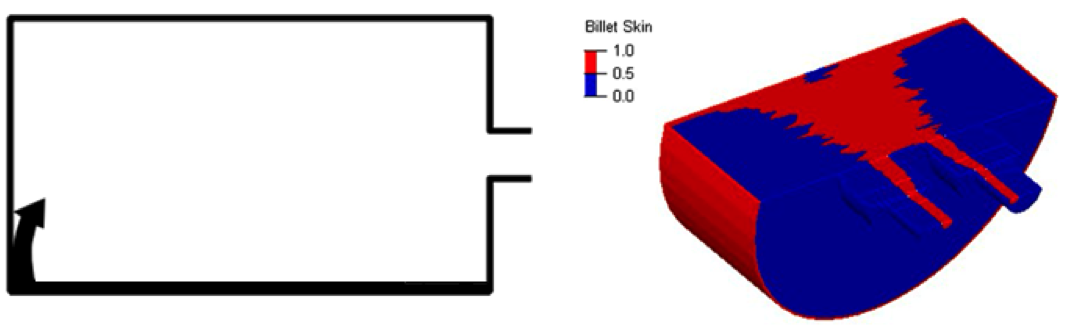
The material on the circumferential surface of an aluminum billet, the skin, contains several contaminants like oxides, dust, and other impurities collected during billet shipping, pre-heating, and loading into the press. The skin is, therefore, usually marked by a different chemical composition or microstructure than the inner material, a difference that can also originate from the cooling stage after casting. Due to the way it sticks to the container wall during the progressive advancement of the ram, the billet skin gradually accumulates at the rear end of the billet. This causes a portion of the profile (extending beyond the stop mark in the direction of the extrusion) to become contaminated, with the contaminated area having to be scrapped (Figure 1). This is known as a coring defect.
An accurate optimization of the butt length is challenging, as a butt length that is too long increases material losses and operational problems due to the fact that the uncontaminated material is not extruded and a thick butt is often difficult to handle. In the industrial context, an investigation of this transition area in the butt is usually carried out by cutting several slices of the profile on each side of the stop mark. Using grinding and etching, these sample slices are checked to determine the length of the charge weld and whether the presence of skin contamination can be found. This method of investigation is expensive in terms of both time and cost, requiring anywhere from hours to several days to achieve a comprehensive analysis.
FEA is a valid alternative to accomplish this type of analysis. In the extrusion framework, FEA is becoming the most important tool for process and product optimization. The current state-of-the-art in numerical simulations, as they are applied to the extrusion process, has been described in literature (for example, B. Reggiani, et al., “Scrap assessment in direct extrusion,” Advanced Manufacturing Technology, Vol. 107, March 2020).
The case study presented in this article further explores this topic. The study was aimed at understanding the influence of die design and process parameters over the dynamic evolution of the coring defect during the direct extrusion of an industrial solid profile.
Case Study
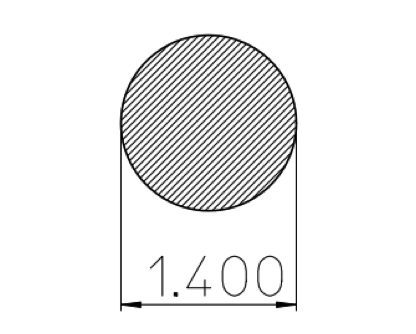
AA6063 rod is the solid section that was selected for this case study (Figure 2). The numerical analysis assumes that the rod would be extruded using a die with two exits on a 12 inch press. Figure 3 shows the geometry of die designs used for the FEA simulations, in which a feeder plate was implemented as part of the tooling set in order to allow for continuous extrusion. The three different layouts vary only in regard to the mutual distance between each of the two exits. For the purposes of the simulation, the butt length was fixed at 1 inch for all the simulations.
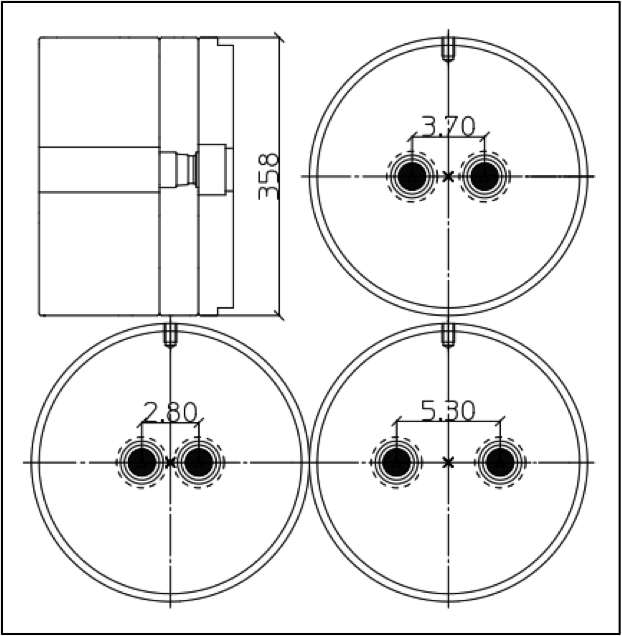
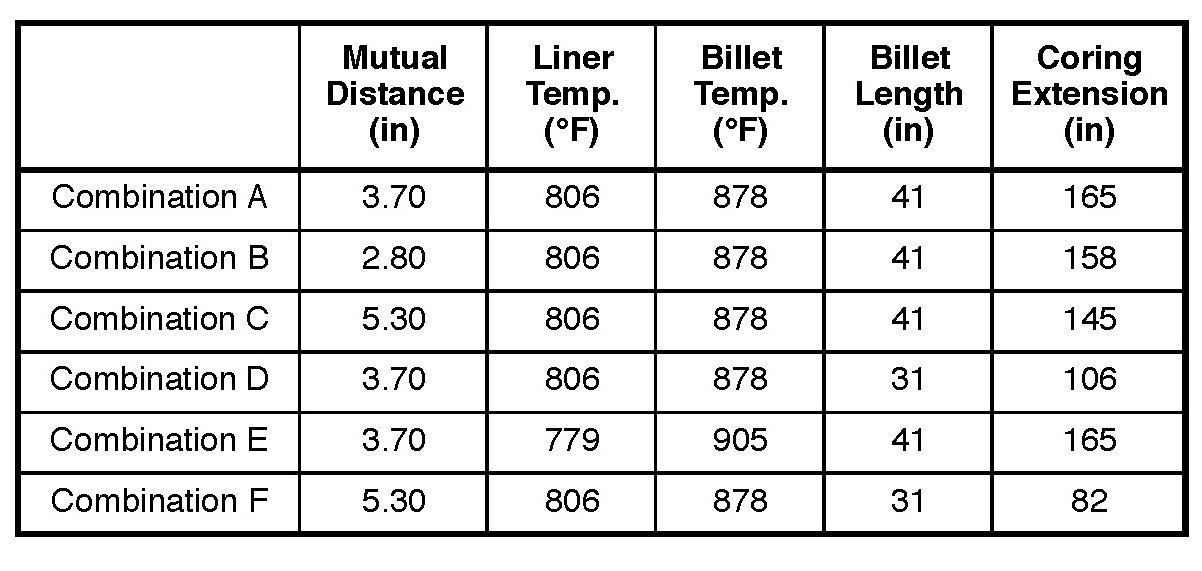
Table I shows all of the process parameter combinations that were investigated using FEA. The preheating temperature of container liner and billet, billet length, and the mutual distance between the two exits were varied among the simulations. The aim of this was to understand the influence of commonly adopted die design practices in combination with different process parameters in order to determine best practices.
The coring defect calculations were performed by means of transient analysis with moving boundaries. The flow behavior of the billet skin was predicted using the billet tracking function of the Altair Mechanical Engineer Suite. In this type of equation, the boundary conditions for the flow and heat transfer equations were treated as time-dependent and the position of the billet back end and billet-container interface were tracked during the simulation time. The mesh in the profile, bearing, porthole, and welding chamber remained fixed, but in the billet region, the elements scaled down linearly in the extrusion direction at each time step. An inverse segregation zone of 250 µm was selected as the billet skin measurement was affected by contaminants.
Numerical Results
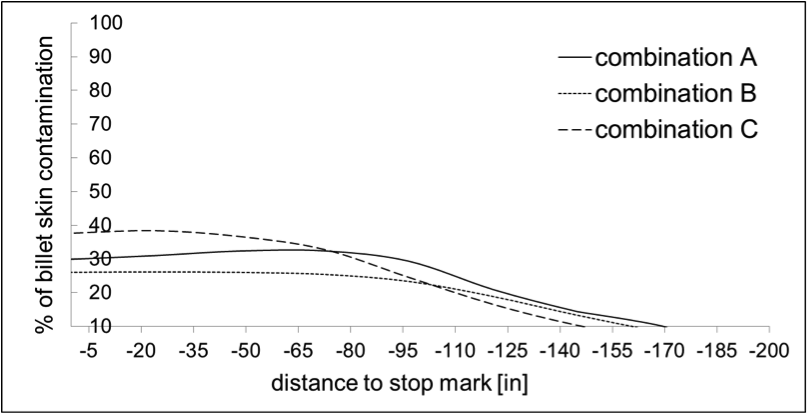
The last column of Table I shows the numerical results in terms of back end defect extension (estimated scrap due to coring). Starting from Combination A, the mutual distance between the exits were reduced to 2.8 inches (Combination B) and later increased to 5.3 inches (Combination C) without changing any other process parameters. Combination C seemed as though it would be able to reduce the appearance of the coring defect by up to 20 inches, thus offering a significant reduction in tail scrap.
Combination D reduces the billet length compared to Combination A. The shorter billet requires the implementation of four additional cuts during production, which affects productivity. However, it also shows an even more significant reduction in tail scrap in comparison to Combination C.
With Combination E, an attempt was made to improve the sticking condition between billet and container liner, while simultaneously reducing the required press force. Numerical results do not show any difference in respect to Combination A, which should not be surprising. While a variable clearance between dummy block and liner is experienced on an industrial press, in the FEA model, the dummy block was assumed to be rigid, thus scalping 100% of the metal inside the container.
Finally, Combination F was the result of merging the optimized die layout (Combination C) together with a short billet (Combination D). Numerical results for Combination F showed an amazing 50% reduction of the back end defect.
In Figure 4, the dynamic evolution of the coring defect was plotted for Combinations A, B, and C, with the aim of only showing the influence of the die layout on billet skin contamination. Results showed that for this case study, an optimized die design can reduce the coring defect by only up to 20 inches. The trend and percentage of profile section contaminated by billet skin look quite similar.
Conclusion
For the direct extrusion of an aluminum rod using a die with two exits, die design can affect the dynamic evolution of billet skin contamination, but only to a limited extent (Figure 4). FEA shows that the liner and billet preheating temperature have no influence on coring extension, while the estimated coring extension seems to be directly proportional to billet length, as expected (Table I). For this case study, the combination of a shorter billet and a best engineered die can reduce coring extension by up to 50% (as in Combination F versus Combination A). Using both FEA and a productivity and recovery calculator, it seems possible to optimize each individual extrusion without having to resort to costly press trials. Relative to the industry need to determine best practices, a multi-objective optimization approach is recommended due to the high number of variables involved in the direct extrusion process and die design practice.
 Tommaso Pinter graduated in Industrial Engineering from Università di Trento nearly two decades ago and later studied metal forming processes at Bologna University. He is currently the CTO of Almax Mori & Alumat, an Italian networked organization of die vendors. He is the author of several aluminum industry publications. Contact Pinter on LinkedIn.
Tommaso Pinter graduated in Industrial Engineering from Università di Trento nearly two decades ago and later studied metal forming processes at Bologna University. He is currently the CTO of Almax Mori & Alumat, an Italian networked organization of die vendors. He is the author of several aluminum industry publications. Contact Pinter on LinkedIn.
Editor’s Note: This article first appeared in the October 2021 issue of Light Metal Age. To receive the current issue, please subscribe.