By Praveen Hewage, Benteler Automotive Norway,
and Craig Werner, Werner Extrusion Solutions LLC.
The die correction process relies heavily on input parameters of various dimensions. It follows a sophisticated and experience-based approach that requires a high level of technical understanding and manual skill (which was discussed in the two previous articles in this series, published in Light Metal Age [LMA], June and August 2023). To revolutionize the world of extrusion and gather and efficiently relay critical knowledge to die technicians using artificial intelligence (AI), a robust platform capable of capturing a myriad of critical input and output parameters is needed.
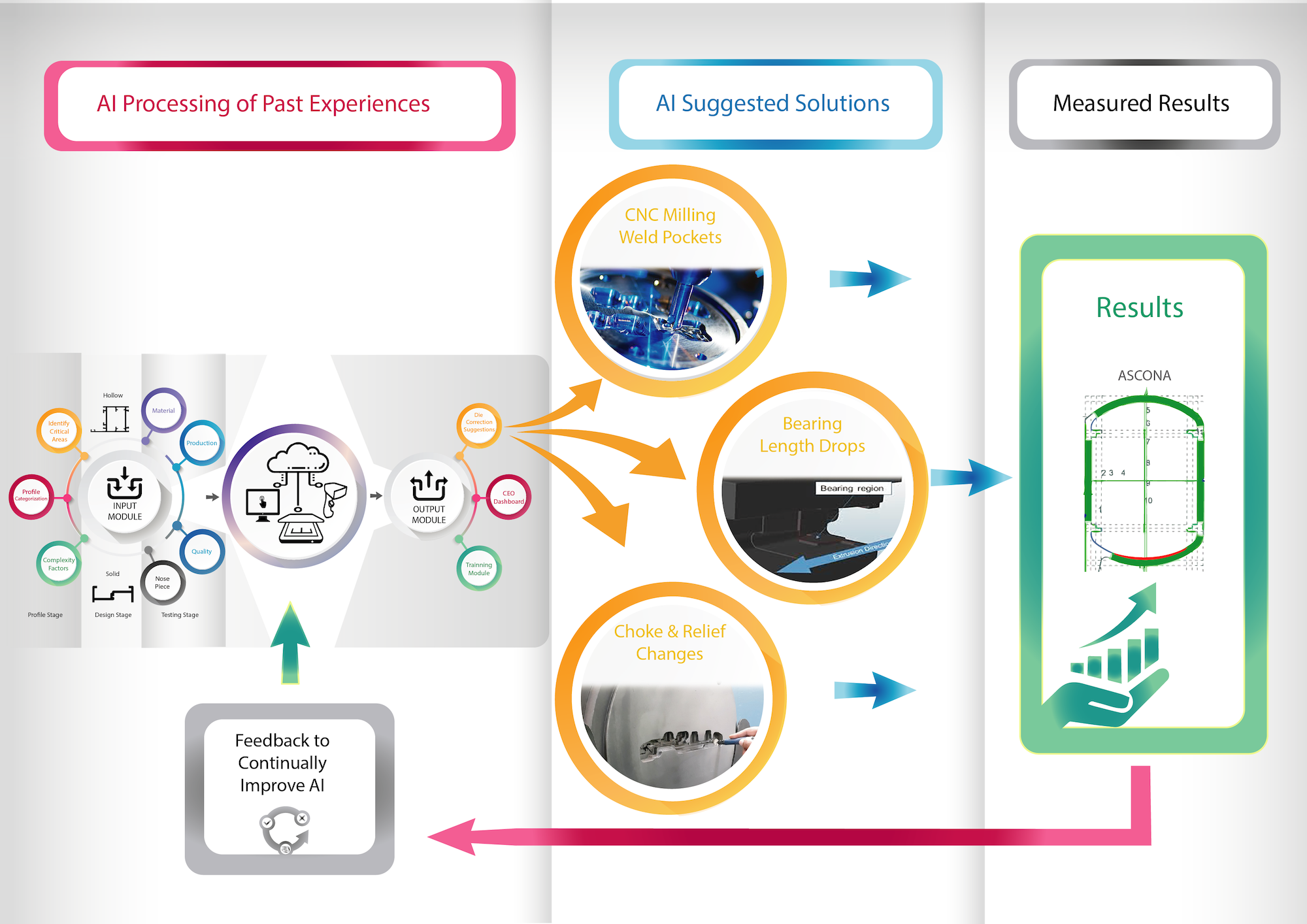
The goal is to further advance extrusion die correction operations, shifting them from manual systems to knowledge-based systems supported by AI, using specific technical inputs and results from extrusion companies (Figure 1). This will help bridge the widening gap between the availability of existing die technicians and mentoring experts and the next generation of extrusion tooling experts. In this way, it will support the future training of die technicians, providing them with ongoing “expert” support and recommendations as they apply their skills to the extrusion process and tooling. An AI system for die correction will need to use complex profile, tooling, process parameters, and other data, which are characterized properly as inputs and will rely heavily on enhanced vision and measurement systems coupled with die expertise, IT support, and likely supported through further advancements in collaborative robotics for measurement and implementation.
The first article discussed the topic of die correction, including its technology, the underlying thought process in detail, and the various features of the system (such as the characterization module), while the second article expanded on this to discuss the input and output modules that would need to be built from these systems. However, these articles did not discuss the die correction intelligence module, which serves as the main component of the system and plays a significant role in the overall die correction process.
Successful implementation of AI in aluminum extrusion die correction relies heavily on the functions and capabilities of the die correction intelligence module as a key processing sequence of the main system algorithms. This third article provides an overview of the proposed content and sequencing of the module, which will be coded into the AI algorithm. Once implemented, comparing the recommendations from the module to the general die correction thought process will help to assess its effectiveness, efficiency, and alignment with the broader principles and strategies of die correction and provide direction for future AI project implementation. Note that this article discusses a potential AI solution as if it already exists. In addition, implementation of AI in the extrusion industry faces certain challenges, which will also be discussed in this article, along with means to overcome these obstacles.
Die Correction Intelligence Module
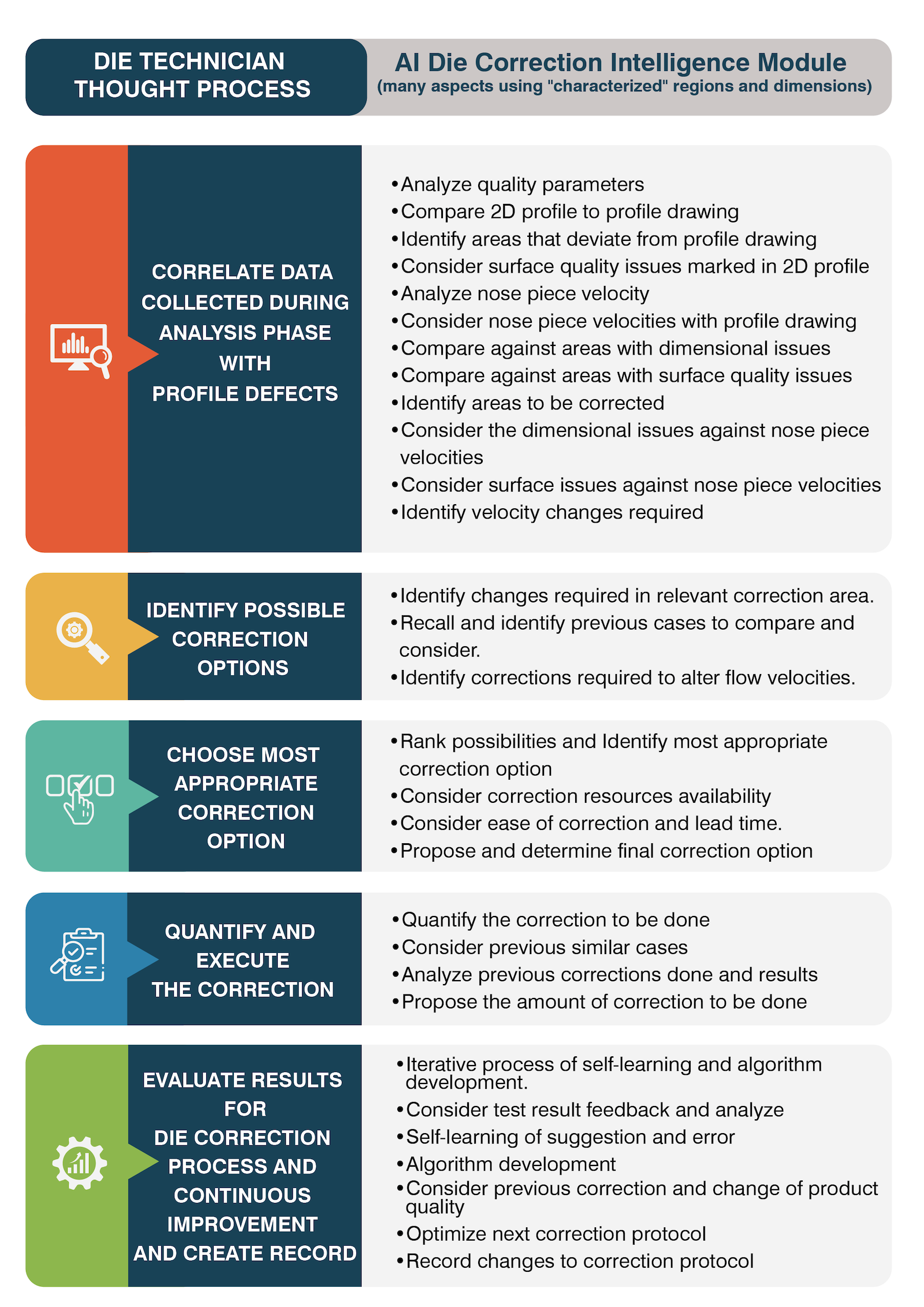
Using their expertise, skilled die technicians follow a sequential thought process to understand and connect all of the information sources available to identify likely root causes and possible correction options (Figure 2). This sequential process was presented as five steps in the first article, which will be expanded upon here, showing the flow between how die correctors think and act and how the AI system will receive inputs and process the voluminous information to mimic and supplant die technician’s experience. For ease of understanding the system, manual thought and physical processes performed by the die technician are broken down into constitutive elements.
Correlate the Data Collected During the Analysis Phase with Profile Discrepancies
During this phase, die technicians establish connections between tooling, equipment, process parameters, quality issues in the profile, and the features of the nose piece. They analyze the quality issues in the profile and gain an understanding of the key factors involved. By identifying the possible root cause(s) responsible for flow imbalances in quality and nose pieces, they develop a plan to modify resultant flow and final profile through modifications.
In the previous article, this stage of the die correction intelligence module was divided into three parts: die design characterization, quality analysis, and nose piece velocity. It is essential for there to be robust characterization and archiving modules to characterize all the myriad of salient details related to understanding the extrusion process in order to suggest successful die correction approaches and, importantly, to archive this information to support seamless recall while processing for algorithms, as well as self-learning capabilities.
First, the dimensional and tolerance-related quality parameters are analyzed, as well as surface discrepancies, such as flow lines in comparison to the characterized profile drawing. Based on this analysis, the areas that require correction are identified. Initially a 2D-scanning methodology is proposed for the analysis of product quality and comparison to 2D drawings to characterize dimensional and surface requirements. This methodology is currently employed in certain commercial systems with the scanner capturing an image of an extrusion profile’s cross-section and comparing it with the reference profile drawing to identify any discrepant areas. This technology can be further expanded and coupled with profile characterization techniques to support the AI system.
The AI algorithm analyzes the actual dimensions in comparison to the characterized profile drawing, rather than solely relying on the profile drawing; characterization is necessary to simplify what could literally be an infinite list of possibilities. Dimensions and tolerances enable the identification of specific areas with discrepancies and can detect surface discrepancies, such as die lines, streaks, etc., by comparing them to the characterized profile drawings. The details requiring corrective actions will then be input into the primary die correction suggestion algorithm for AI analysis with subsequent solution rankings to be provided to the die technicians.
Second, the velocities of nose piece segments are analyzed in relation to the quality discrepancies in the characterized profile to identify any anomalies in velocity. The algorithm then takes into account the velocity of each identified profile segment from the previous stage, analyzing the relative velocities of the nose piece associated with each segment. By understanding the velocity values, the algorithm can interpret and predict the impact of flow/velocity on the resulting profile quality discrepancies. Through a comparison between the discrepancies and velocities, the algorithm predicts the necessary adjustments to the flow velocity that will effectively mitigate the defects.
For instance, if the leg of a simple U channel is observed to be deflected inward, the algorithm recognizes that the nose piece velocity in that particular area is comparatively lower than in other regions. Based on this analysis, the algorithm determines that an increase in flow within those segments (or decrease in other segments) is necessary to rectify the discrepancy or defect.
Third, the die design is analyzed using characterization data to identify areas of flow control, which affects the segments that have an impact on the resulting quality issues. Once the need for flow or profile alterations are understood, the algorithm proceeds to identify the specific features in tool design of each segment within the characterized profile. It then conducts an analysis to explore the various possibilities for altering each design feature in order to achieve the desired flow modification. By thoroughly examining the characteristics of each segment, the algorithm determines the potential adjustments that can be made to the design features, taking into account their impact on the flow dynamics. This comprehensive analysis enables the algorithm to identify suitable alterations and their effect to achieve the required modifications.
In the aforementioned example, the algorithm considers the relative features, such as the feed recess, among others, to facilitate the necessary correction. By evaluating these features in relation to the identified discrepancies and the required flow alterations, the algorithm determines the specific design features for the die technician to consider adjusting.
Identify Possible Correction Options
After processing the collected data, the AI suggests possible correction options for the die technician to consider. For example, it may consider options such as leveling the bearings, reducing the bearing lengths by EDM, increasing the sink in the recess depth by manual or CNC milling, or adding additional bearing relief by manual filing to increase the flow and rectify the profile quality or productivity issue(s). Similarly, the algorithm will consider the areas to be corrected according to the information obtained in earlier stage.
The previously discussed process information is presented to the AI algorithm, which discerns the necessary changes that could be made in the relevant areas of the die. The algorithm determines how additive (welding), subtractive (machining, filing, etc.), or geometric (bearing angles, etc.) changes to tooling will affect the metal flow and makes corresponding recommendations regarding alternatives for the die technician to consider. When dealing with hollow designs, this aspect becomes more intricate due to the presence of various design features that can significantly influence the flow behavior of aluminum within the same segment. In such cases, the algorithm, once properly supplied with myriad facts, uses these to identify the possible correction options.
Choose the Most Appropriate Correction Option
The die technicians carefully assess the advantages and disadvantages of different options for die correction. They select the most appropriate method that can effectively sustain the correction, while considering the availability of resources (for example, perhaps a CNC correction is required, but there isn’t near term availability of the CNC, in which case manual correction for filing the bearings might be the chosen correction method). Depending on factors like the die’s condition and design features, the technicians may similarly choose an available and convenient method for correction. The goal is to find a suitable correction method based on the specific circumstances and requirements of the tooling and profile/process discrepancies.
In this stage, the algorithm considers the available correction options discerned from the input module factors to determine the most suitable correction option(s) to be pursued for further processing. The effectiveness of the proposed correction techniques should be further reviewed against the effectiveness of the results to understand the behaviors of each methodology. A comprehensive understanding of the above techniques and recording of the work done and results achieved will provide the availability of the next revolutionary stage to automate the die correction decision process with the help of advanced vision and collaborative robot (Cobot) systems, which may increasingly be able to perform the tasks that the die technicians decide upon through robot assisted means.
When a die technician performs a manual operation, they are mainly performing three common tasks using their observational, manual, and technical capabilities. They first use vision/optical systems to identify the nature of bearing damages, reliefs, chokes, etc. using lights and square edges to measure and observe the flatness of bearings and understand the location of the worn out areas and other damages. Then, the technician uses their manual skills to operate fine tools, such as diamond files and miniature rotary tools, followed by their technical capabilities, working with precision repair welding equipment for additive/filling materials in required areas. By analyzing the requirements given the current development state of vision systems, tooling requirements, and the capabilities of modern robotics, one can envision how enhanced support can be increasingly provided to improve the capabilities of die technicians with the use of modern robotics to enhance their precision manual correction tasks.
Modern vision/optical systems have achieved remarkable advancements in recent years, enabling machines to perceive and interpret visual information with unprecedented accuracy and efficiency. Through the integration of cutting-edge technologies, such as deep learning, computer vision algorithms have become highly sophisticated, empowering machines to detect, classify, and understand objects and scenes in real-time. Modern vision/optical systems can accurately identify and track objects, recognize complex patterns and textures, perform facial recognition, and even analyze human emotions and gestures. Furthermore, with the advent of advanced sensors, such as LiDAR and depth cameras, machines can now perceive three-dimensional space, enabling precise depth perception and spatial mapping. These kind of capabilities can be utilized to strengthen the die technician’s observational capabilities and facilitate the best plans for die correction(s).
Quantify the Die Correction
In this stage, the technicians determine the necessary amount of correction based on their experience and the specific situation. This phase involves careful assessment and adjustment to ensure the die performs optimally in the desired production conditions. Similarly, the intelligence module will process the input to recommend the desired quantity of correction.
The data is processed through a second-stage correction algorithm to quantify the necessary corrections. The most suitable correction technique(s) are identified and the precise alterations are considered based on the analyzed data. Upon identifying the most appropriate correction suggestion(s), the algorithm proceeds to quantify the required correction. This process relies on the system’s previous experience. By referring to the database of previous similar cases and their outcomes, the algorithm makes assumptions regarding the extent of alteration needed. Drawing from this wealth of historical data processed through the AI engine, the algorithm leverages its understanding of past corrections to estimate the specific amount of adjustment required in the current scenario.
For instance, let’s consider the example where the algorithm determines that the volume of the port hole needs to be reduced in order to decrease the flow on the wall side of a square hollow die and consequently alter the convexity by 0.3 mm. Based on the algorithm’s analysis and previous experience, it quantifies the required reduction in the port hole volume to be 300 sq mm. This estimation is derived from the algorithm’s understanding of how changes in the port hole size can influence the flow dynamics and ultimately achieve the desired alteration in the convexity of the die.
At this stage, the die technician can consider which Cobots can be effectively utilized for die correction tasks, bringing automation and precision to the process. By considering the capabilities of modern robotics, the industry can further focus on developing solutions for assisting both the current and future die technicians. Some ways in which Cobots can be employed in die correction are as follows:
- Measurement and Inspection: Cobots equipped with vision systems and sensors can accurately measure and inspect the die surface, identifying areas that require correction. They can analyze deviations from the desired specifications and provide real-time feedback to the operators.
- Polishing and Grinding: Cobots can be programmed to perform precise polishing and grinding tasks on the die surface. By employing force control and feedback mechanisms, they can ensure consistent and uniform material removal, resulting in improved surface finish and dimensional accuracy.
- Material Removal: Cobots can assist in the removal of excess material or imperfections on the die by using various tools, such as milling cutters or deburring tools. They can follow pre-defined paths or adaptively adjust their movements based on the die’s shape and condition, ensuring accurate material removal without damaging critical features.
- Material Addition/Filling: Cobots can collaborate with human technicians in die repair operations. They can assist in the application of precise welding (micro TIG or laser) and perform small-scale modifications, initially under human supervision.
Evaluate Results of the Die Correction Process for Continuous Improvement
Following the applied die correction(s), the die technicians use the 2D and 3D vision systems and production results to maintain records of the correction details and proceed with the testing cycle as previously discussed. This correction and testing cycle continues until the die is capable of producing extrudate that meets the customer’s requirements while maintaining appropriate productivity levels and minimizing scrap. The technicians utilize the knowledge gained from continuous improvement efforts to refine the die correction process further, ensuring ongoing enhancements and optimal performance. This iterative approach enables the technicians to achieve consistent, high-quality results and continually improves the die correction process over time. The intelligence module will divide this step into two stages for self-learning and proposing the correction suggestions.
The first stage is the iterative process of collecting feedback after implementing the proposed corrections, analyzing the results, and capturing this information to facilitate the self-learning and algorithm development. The system requires that the detailed corrections and subsequent results from the alterations performed are recorded. The database will be simultaneously updated with these results, contributing to the self-learning AI process. This continuous learning enables the system to develop enhanced “cause and effect” information exponentially with its usage and ensures the ongoing preservation and continuous improvement enhancement of die correction intelligence. The system becomes progressively more knowledgeable and proficient in optimizing corrections based on the expanding dataset, thereby improving its overall performance and accuracy over time.
The second stage is to analyze the results and propose the next correction method, based on test results and previous experience. The AI system will provide recommendations for the next correction based on prior situations, corrections, and results recorded through use of the knowledge base; this continues to enhance the AI capabilities (self learning). Taking into account the data gathered from previous corrections and their corresponding outcomes, the software utilizes its analysis and learning capabilities to suggest the most appropriate course of action for the next correction iteration. By leveraging the accumulated knowledge and insights from previous tests, the software continually refines and improves the recommendations, improving the efficiency and effectiveness of the overall system. The software’s ability to learn from past experiences ensures that each subsequent correction builds upon the lessons learned, fostering a continuous cycle of improvement and increased accuracy in achieving the desired results.
This system essentially emulates the die correction thought processes and the reactions and understanding of existing skilled personnel. Its effectiveness heavily relies on the input data it receives and the AI setup utilized to process this information. Through the development of robust AI setup and algorithms, the system gains the ability to comprehensively consider all input parameters, even in complex scenarios. This enables the system to generate more precise and accurate predictions regarding correction suggestions. By harnessing the power of advanced algorithms, the system can analyze and interpret the intricate relationships among various input factors, leading to improved accuracy and reliability in its correction recommendations.
Challenges in the Implementation of AI
Intellectual Property and Legal Issues
When applying the proposed AI technology to die correction, a crucial consideration revolves around profile drawings, typically regarded as a company’s intellectual property (IP). Preserving the confidentiality of the customer and these profile drawings while offering correction suggestions is of paramount importance. To address this concern, the system will collect the input data, including the characterized profile and results, via a novel technique. This approach proposes pertinent correction zones without exposing intricate profile drawing specifics. This concept not only facilitates effective corrections, but also ensures the highest level of IP protection.
Niche Skill Set and Knowledge Management
Die correction is currently more of an art (although it is increasingly advancing toward a science), as it is traditionally regarded as a domain requiring intricate hands-on expertise and is primarily executed by seasoned die technicians. Introducing AI into this arena necessitates a delicate balance between preserving this specialized skill set and bridging the gap between experienced extrusion technical professionals of the past and the emerging cohort of technicians that are skilled in AI programming and/or use.
In an ideal world, a connection should be forged between these two seemingly disparate ends of the spectrum via an intermediate tier of young industry experts. These individuals could then act as a bridge, being well-versed in both die correction intricacies and AI implementation. To facilitate this transition, comprehensive training programs could be designed to equip these intermediate experts with the skills needed to create and maintain systems to harness AI for die correction. This convergence of traditional die correction wisdom and modern AI capabilities can yield innovative solutions, while preserving the essence of established techniques. From a practical standpoint it may be difficult to identify, obtain interest and access to these individuals, and provide the training.
This knowledge management process should be undertaken with a broader industry perspective, aiming to elevate the entire field. By fostering collaboration across the industry, stakeholders can collectively contribute to the growth and advancement of the industry through enhanced die correction understanding and practices and the positive effects this will have on extrusion customers. This collaborative approach would not only ensure a seamless integration of AI into the die correction process, but also maintains the continuity of expertise across generations.
The ideal forum for this exists in the Aluminum Extruders Council (AEC) Die Team, which has trained so many technicians through its Die Clinics, Advanced Die Clinics, and associated documentation. Future steps will include meeting with the AEC Die Team to discuss if and how education on AI systems can be facilitated.
Data Quality for Algorithm Development
When implementing AI solutions, businesses often encounter substantial challenges regarding data quality and availability. AI systems heavily rely on extensive amounts of high-quality, unbiased data to learn and make accurate predictions. Many businesses face difficulties in gathering and maintaining data that meets the necessary standards, thus impacting the performance of AI systems. To address this challenge, businesses need to prioritize investments in data quality and management. It becomes imperative to ensure that the data utilized is accurate, complete, and directly relevant to the specific problem(s) at hand. This objective can be achieved through various practices, including data cleansing, normalization, and enrichment.
Cost of Implementation
There are two significant cost factors to consider when implementing AI systems—technical development and commercial operation. The technical development costs are associated with knowledge management, spanning from data collection and cleansing to algorithm development. Key action points within this phase encompass establishing initial alliances/handling IP issues, creating data collection systems and cleansing guidelines, and progressing with algorithm development.
The costs associated with commercial operation come after the initial algorithm development. Essentially, the system must operate within a commercial environment to offer its services to the industry. During this phase, data collection (including developing methods for protecting IP and managing cloud spaces) becomes imperative. Equally crucial is the continuation of further research and development efforts to extract the system’s maximum potential benefits and advance the field of die correction, eventually progressing towards the realm of robotic die correction, which will entail future costs, but also provide enhanced results and financial payback. As with the knowledge management process, the costs of setting up effective AI systems should be part of a broader industry-wide objective, which will be discussed in the next section.
Aligning the Extrusion Industry with AI
Implementing an AI approach will require leadership from the industry. However, from a practical standpoint, it would be impossible to bring all worldwide extruders together to agree on the methodology and project steps that need to be taken to harvest the existing tooling expertise before it is lost to technicians retiring or leaving the industry. Therefore, an alliance of industry professionals should be assembled in the form of a non-profit organization or consortium that could jointly shoulder the expenses of developing this technology.
Early focus for the development of AI systems will be on identifying and aligning cooperation between the initial consortium members regarding the technical approach, necessary data and characteristics methodology, and the creation of the foundation for a common die correction intelligence module. Central to this is gathering a talented, professional team from the consortium companies to act as a driving force. These team members should be dedicated to advancing the technology concepts and connecting the resources for the advancement of the AI solution(s) suggested. This consortium team would work with other industry experts to foster an environment that nurtures cooperative efforts, with the goal of developing the die correction intelligence module for the key goal—to enhance the industry’s collective die technician expertise and capabilities.
Once the initial consortium members are selected, the focus of the work would entail the preparation of comprehensive guidelines for IP protection, agreeing on the characterization systems, data collection, streamlining various procedural matters, and ensuring the meticulous collection, cleansing, sanitizing, and validation of the final dataset—which is required for the successful algorithm development. This process will require participation from IT companies, which will work with the extruders and tooling experts to ensure that the algorithms are both scientifically sound and technically feasible, as well as making decisions on how to enhance future developments.
Once these early efforts are completed, the consortium could be later expanded to include more extruders, providing a more complete and rigorous data set and enhancing AI’s capabilities to further improve outputs. The formation of this consortium, thus, creates a strategic alignment to amplify the impact of technical development efforts.
Next Steps
The extrusion industry can already foresee the potential challenges presented by a lack of die technician expertise, as more experienced technicians retire or leave the industry. As an industry, extruders can either compete for the scarce resource of skilled extrusion die technicians—or they can work together to create a means to bridge this widening gap through AI or other technologies, which would prevent the problem in advance.
The AI technology proposals explored in each of the three articles in this series will be further explored at the Aluminum Extrusion Technology Seminar & Exposition (ET ’24) in Orlando, FL, on April 30–May 2, 2024. The ET paper will discuss additional facets of the technology, data, categorization, and organizational aspects required for success with this AI approach.
In addition, Craig Werner, a past ET chair and longtime volunteer with the AEC, will collaborate with the ET ’24 committee, the AEC Die Team, and the AEC Business Excellence Steering Committee to begin the process of discussing the best “next steps” to move this concept forward, given the substantial expertise and understanding of the 50 plus members of these teams. It is firmly believed that AI technology could become a key opportunity for the future of the extrusion industry—and it is vital that extruders come together to make it possible.
Praveen Hewage started his career in 2014 as an engineer in a die shop at Alumex plc, the well reputed aluminum extrusion manufacturer located in Sri Lanka. He graduated with a degree in the stream of materials engineering. After ten years of achieving several remarkable technical achievements during his career at Alumex, he has moved into the European automotive aluminum extrusion industry. He currently works as technical expert in aluminum extrusion technology for Benteler Automotive Norway.
Craig R. Werner has served in a number of roles through his 25-year career at Werner Co., from plant manager to general manager of multiple facilities, to director of manufacturing. For eight years, he consulted for the worldwide extrusion industry, providing key decision support by focusing his team’s efforts on modeling, optimization, tooling, and operational excellence. From 2014 through mid-2020, Werner joined Kaiser Aluminum as VP Extrusion Technology. He is once again consulting for the industry. Throughout his career, he has maintained extensive ties with the Aluminum Extruders Council (AEC) throughout his career, participating in all ETs, chairing ET ’16 and ET ’20, and leading many of AEC’s key committees and teams.
Editor’s Note: This article first appeared in the October 2023 issue of Light Metal Age. To receive the current issue, please subscribe.