
By Praveen Hewage, Alumex PLC, and Craig Werner, Werner Extrusion Solutions LLC.
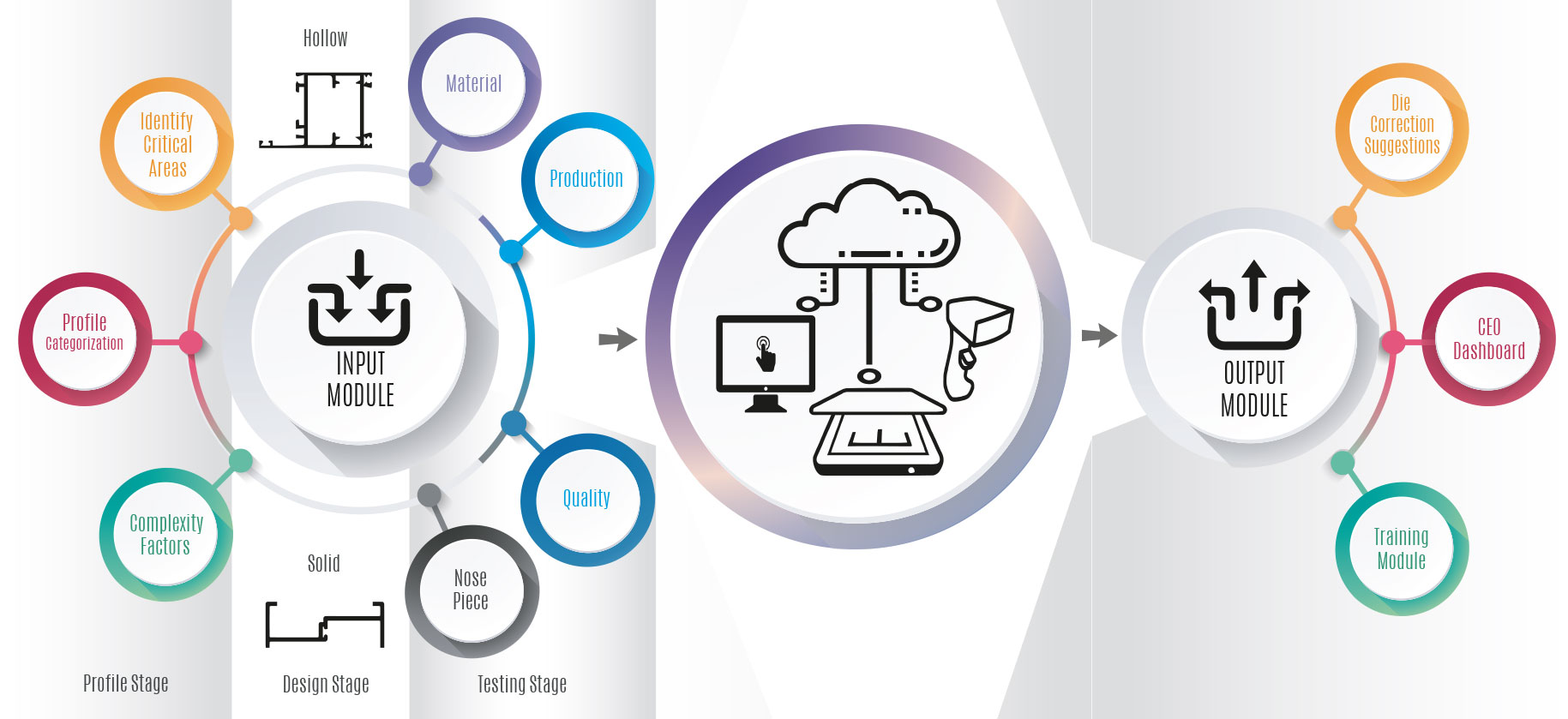
The die correction process relies heavily on input parameters of various dimensions. It follows a sophisticated and experience-based approach that requires a high level of technical understanding and manual skill (which was discussed in the first article in this series, published in Light Metal Age [LMA], June 2023). To revolutionize the world of extrusion and gather and efficiently relay critical knowledge to die technicians using artificial intelligence (AI), a robust platform capable of capturing a myriad of critical input and output parameters is needed (Figure 1). Additionally, a neural network system to analyze situations and previous decisions, synthesize the data, and enable accurate predictions of various courses of action is required. These predictions will need to be transmitted to die technicians via a well-designed output module to provide useful correction suggestions. This platform must be able to manage knowledge effectively and guide high-level management in making strategic decisions by analysis of completed technical data.
In this article, a detailed discussion will be conducted on the features of such a system. The system as a whole will be divided into four distinct parts, and the technical content will be comprehensively addressed within this article. The major segments of the system can be clearly identified by the input module, characterization and archiving module, die correction intelligence module, and output module. The goal of this article is to provide readers with a comprehensive understanding of the system’s purpose, design, and anticipated capabilities. Each module will be explored, shedding light on the technical challenges and functionalities that contribute to the overall effectiveness of the die correction system.
Input Module
The input module focuses on the data acquisition strategy employed by the AI system. This module includes the methodologies and techniques used to gather data from various sources, ensuring a reliable and accurate input for subsequent analysis. Its objective is to provide a comprehensive understanding of the proposed technology that will be utilized for subsequent processing. The data used as inputs for AI will be numerical, categorical, or other data points (for example, 3D scans converted to either numerical or categorical data). This article will cover the general concepts for inputting data, but will not include all of the associated data points, as this will be covered with more technical detail in a paper to be published at ET ’24.
Equipment Inputs
The equipment and machines of the extrusion press line (including log system, die heating, extrusion press, handling system, and aging system) are foundational to the extrusion process. Understanding the capabilities of these systems is critical when manually deciding upon tooling and process decisions (such as gas fired vs induction vs magnetic furnaces, direct or indirect press, tonnage, diameter, and available unit pressure, quench system, etc.).
During the software setup for an extruder, it is essential to provide an option to incorporate the press details associated with the extruder. These press details encompass crucial information, such as press capacities, unit pressures, container diameters, and other relevant specifications. By including these press details within the software, users can accurately configure the system to align with the specific capabilities, parameters, and capacities of the extrusion equipment, ensuring that these data are taken into account by the AI to provide accurate calculations and recommendations, including selecting the optimal press line.
Profile Inputs
Material-related data and parameters, such as alloy type and extrudability, are data inputs into the system. There may be instances where similar profiles are extruded using different alloys. In such cases, the AI will likely account for material-related factors before suggesting tooling designs or corrections. Therefore, numerical forms of material-related data play a crucial role in the decision-making process, enabling the system to consider and incorporate relevant material considerations in its recommendations.
The proposed system is initially envisioned based on a 2D CAD platform for profile input data and characterization, as this is commonly used for communications between the customer, extruder, and die maker. However, it is likely that 3D models may become more common and thus be incorporated in the future.
The 2D profile drawings highlight critical profile design features and parameters that greatly influence the die decision process when taking the equipment parameters, alloy, and profile inputs into account. Initially, using a 2D CAD platform simplifies the process compared to using 3D models that may contain additional, intricate details that could impact the system’s performance. By leveraging the capabilities of the 2D CAD platform, the system can effectively capture and analyze the essential parameters necessary for die design and correction.
The receipt of a customer’s profile drawing is the starting point of extrusion and the basis for communication between the customer and extruder. Often requested changes to features and tolerances are discussed before a final profile design is agreed to. This final profile design and extrusion equipment selection becomes the starting point for the communications between the extruder and the die maker. Alternative equipment may also be considered or suggested.
Once the project commences with the profile drawing, the system needs to convert it into a numerical format that facilitates comparison and identification of similar projects contained in the database used by the neural network. This numerical format supports clear communications and the efficient analysis and utilization of data for the AI process.
The AI process will use an entity database to identify the features within the profile drawing, such as lines and arcs, as well as the features associated with these entities, such as texts, dimensions, and layers. Subsequently, a neural network system will be utilized to compare the similarities between the profile drawings and retrieve previous projects with similar characteristics. By leveraging the entity database and the neural network’s capabilities, the system can efficiently analyze and categorize profile drawings, enabling effective retrieval of relevant past projects for analysis purposes.
Following the initial stage of profile categorization, a separate neural network will be utilized to analyze the press details in relation to the fundamental profile parameters, such as profile area, unit weight, circumscribing circle diameter (CCD), and others. This analysis will then recommend the most suitable press line for the given profile. Once the press line is selected, the system will calculate the primary parameters, such as the extrusion ratio and any other information resultant from the combination of profile and equipment. These calculated parameters will become input for the AI system.
Next, the AI system will analyze the profile drawing to identify crucial areas that significantly impact the die design, manufacturing, and correction processes. These areas include regions of thin walls, challenging tongue ratios, screw bosses, and many other relevant features. Accurately identifying and including these critical areas provides the AI system the ability to suggest key tooling choices, such as plate thickness and required minimum mandrel height. These indications serve as valuable guidance for the extruder and die designer to verify and fine-tune the die design, ensuring optimal performance and quality in the extrusion process.
Die Design Inputs
The initial categorization phase of equipment and profile is a crucial component of the system, as it provides foundational building blocks for subsequent stages. The details obtained during the equipment and profile stages are essential and will be utilized throughout the system’s operation. By effectively categorizing and analyzing the equipment and profile data, the system can facilitate accurate decision-making, efficient die design processes, and overall system functionality.
The data input within the die design module primarily consists of information directly related to geometry. This encompasses parameters such as dimensions, shapes, and spatial characteristics. Other key numerical data sets, such as press details, are incorporated to provide supplementary information for analysis and decision-making processes.
The die designer and extruder will communicate their needs and recommendations for tooling design to arrive at an agreed tooling design. Someday this element of the process may also benefit greatly from the use of AI.
In the subsequent stage of the process, the system will undergo an update by incorporating the die drawing design. Solid die designs encompass elements such as profile wire cut drawings, feed recess contours or feeder plate (aka “LIP” lead in plate) curves, inward and outward contours of spreader LIP, bearing length, and relief side contours. Hollow die design features such as port hole input curves, undercut contours, and mandrel bearing contours tend to be more complex due to the intricate nature of hollow die design. These contours will be appropriately labeled to educate the system about the die design features. The system will then verify the ratios calculated during the initial die design stage to confirm the die design and provide indications of any potential issues to consider during the extrusion process.
This input stage can be further developed into a Product Data Management (PDM) system, which enhances communication and collaboration between the die manufacturer and extruder, eliminating the need for constant email exchanges. As an example, the system can establish two nodes—one for the extruder and one for the die manufacturer. The extruder initiates the project by submitting the profile drawing and other essential details and assigning it to the selected die manufacturer. The die manufacturer receives the drawing, designs the die, and updates the design within the system. Subsequently, the extruder can review and provide feedback on the design. Once the drawing is finalized, the system proceeds to characterize the drawing as discussed in the next stage and digitally archives it for interconnection with the testing stage input details. This seamless integration sets the stage for processing the data through the main neural network—die correction intelligence.
While geometric-related data remains significant in this stage, there are also certain critical numerical data that must also be taken into account. These numerical inputs provide valuable insights and information that contribute to the overall analysis and decision-making process. Some key information is not directly numeric, but may consist of 2D curves from the CAD platform that are then converted to numeric as appropriate.
Process Inputs
Various data such as the mechanical alignment of the press in its current state, thermal alignment details (including container temperatures, billet temperatures, and die temperature), and process parameters (including ram speed, exit temperature, and extrusion pressure) must be included. All of these data points can be input in numerical format, allowing for precise and quantitative analysis. By considering these machine and process-related factors, the system can generate accurate insights.
In addition, actual run, billet-by-billet, and time-based data collected during the extrusion runs will provide extremely valuable inputs to the AI system. In a more manual system, the best die technicians utilize their skills in collecting and analyzing equipment, process, delays, and other information before reaching a conclusion on root cause of issue(s) and thus what must be done to improve.
Results Inputs
Once the die is manufactured and put into production, it is crucial to associate the specific die plate with specific billets being run (often done using computer time stamp data). This is important so that in addition to the die design utilized, the exact equipment and process parameters used for the prior billets and subsequent billets can be correlated and characterized to provide the AI the critical information to answer the following question: What were the important inputs and what were the resultant outputs? The extrusion process is simple in concept, but relies on the elimination of as much variation in parameters and processes as possible, tied with “centering” the key input variable(s) as process optimization would suggest.
Once the extrusion emerges from the die, likely guided by a puller, and is quenched appropriate to the alloy and profile requirements, it is imperative to collect all appropriate and accurate data regarding the results. This productivity, yield, and quality data provides key information regarding how successful the extruder was in achieving the desired cost, capacity, and quality aspects that the customer requires (proper shape and metallurgical/mechanical performance).
There are several major types of quality data: dimension and tolerance-related information, profile surface imperfection-related data, and metallurgical/mechanical properties performance. For dimension and tolerance details, a proposed approach is to utilize 2D scanning methods to capture the actual profile’s dimensions and tolerances, which can then be compared against the profile drawing (commercial equipment for this has been available for well over a decade). In terms of profile surface-related data, such as streak lines and die lines, it is recommended to employ the 2D CAD drawings and mark these imperfections on the 2D drawing (there may be commercially available equipment to accomplish this live during the extrusion process). The AI system can use this information to better understand the unique flow characteristics in relation to the design features and incorporate them into the correction suggestions. For metallurgical/mechanical performance of the profile, results of appropriate tests will be utilized as inputs for subsequent AI analytic purposes.
Within the final data set, the nose piece velocities hold utmost significance for the system, as it shows the relative extrusion velocity of different portions of the profiles. These velocities provide crucial insights into the aluminum flow through the design features, making them essential in understanding the root causes of quality defects and identifying the design features requiring correction. Incorporating this data into the system can be a highly intricate process, given its complexity and the need for thorough analysis. By effectively absorbing and leveraging this complex data, the AI system can enhance its capabilities and offer more accurate recommendations.
Initially, it is recommended to analyze the relative dimensions of the profile, starting from the fastest point against the characterized profile drawing, which can be measured using length measuring instruments. These resulting relative dimensions can then be directly input into the system in numerical format. Additionally, due to the advancements in technology, the application of 3D scanning technology becomes feasible for scanning the nose piece, converting it into numerical data, and subsequently integrating it into the system. This allows for a more comprehensive and precise assessment of the nose piece velocities.
Within the input stage, a significant amount of data representing various dimensions and formats is present. The major challenge lies in characterizing and effectively archiving this data. The third article in this series (to be published in a future issue of LMA) will explore how to tackle this challenge and implement efficient strategies for data characterization and archival.
Characterization and Archiving Module
This module explores the strategy employed to characterize and digitally archive the acquired data. The goal is to establish effective procedures for organizing and storing the data in a manner that facilitates future retrieval, thorough and efficient analysis, and useful recommendations.
The effectiveness of the neural network module is heavily reliant on the quality and organization of the input data. In the context of complex processes like extrusion profiles, tooling, production, and verification of results, where multiple parameters of varying dimensions come into play, it becomes crucial to have a robust characterizing and archiving module. The need for this extends into any die corrections performed, as well as the measurement of results from these corrections. This module plays a pivotal role in streamlining and organizing the intricate input data and preparing it for efficient processing and subsequent digital archiving. By employing strong characterization methods, the handling of complex input data can be optimized, ensuring the neural network modules operate effectively and deliver accurate results and recommendations.
The characterization method must possess the capability to transform all input details into numerical and in some cases categorical formats, establishing interconnections primarily between die design features, quality defect details, and resultant aluminum flow velocities with other process-related information. By achieving this, the characterization method ensures seamless integration and analysis of various data components, enabling comprehensive insights and facilitating effective decision-making within the system.
Two dimensional profile quality measuring systems employ scanners to scan the profile and compare it with the actual profile drawing, allowing for the identification of deviations. By expanding this system to encompass the 3D scanning and understanding of nose piece velocities and die design features associated with aluminum flow velocities, virtually all the data can be effectively converted into a numerical format. This approach enables the development of an excellent strategy for data archiving, incorporating proper coding and identification methods to ensure efficient management and retrieval of information.
By implementing the characterization and archiving strategy discussed above, a significant portion of how to provide AI the critical information it requires and how to ensure a smooth flow of input data to the neural network for processing can be addressed. This approach enables us to efficiently organize and manage the data, facilitating accurate analysis and decision-making within the system.
Die Correction Intelligence Module
The correction intelligence module focuses on the processing of data, which is the heart of AI. This includes the processing of production and quality results from modifications applied to the tooling or process to highlight meaningful correction decisions. The exploration of sequential thought processes to be imitated by the AI system when analyzing the input and output data will yield informed recommendations for die correction.
An overview of the sequence for the die correction module is shown in Figure 2. This article will not extensively cover the die correction intelligence module. Instead, the specifics of the correction intelligence module will be covered in the third article in this series, which will help the reader to understand how all of the aspects of the first two articles are incorporated and presented to the AI neural network for consideration and recommendation.

Output Module
The output module elaborates on the informed recommendations for die technician training and correction support and high-level decision-making capabilities. The focus will be on how the system offers valuable suggestions and guidance for die correction (correction suggestion module), facilitates training for operators (training module), and assists in making strategic decisions at a managerial level (management decision module). This article will offer a basic introduction to the module, providing an overview of its key aspects. Further detail will be provided in the third article, focusing on the implementation strategy and exploring the module’s functionalities in greater depth.
Correction Suggestion Module
The primary objective of the correction suggestion module is to bridge the training and mentoring gap for new die technicians by utilizing AI. The goal is to provide suggestions for equipment, process, or tool design alterations to address productivity, yield, or quality issues in profile production. The system analyzes past cases to identify potential correction options, ensuring confidentiality of profile, equipment, and die design, while ensuring intellectual property protection. To do so will require collection of company inputs filtered and “sanitized” through a professional, independent company. The Aluminum Extruders Council has successfully used a similar methodology when collecting various survey data, with compiled results provided back to companies providing data in a “sanitized” format.
A robust characterization method is vital for segmenting the profile and tooling effectively, establishing technical relationships in the extrusion process. This will pave the way for a comprehensive and widely applicable correction suggestion module, which will be discussed in the third article and in the forthcoming ET ’24 paper.
Training Module
The efficient collection and processing of numeric and categorized data, along with the AI inference engine using well-designed neural network filters, will provide newer die technicians with vetted recommendations based on prior data. This system will empower technicians to become more effective in their role, especially in the absence of experienced trainers or mentors. While die technicians will still be responsible for executing modifications, the proposed system will enhance their knowledge acquisition and effectiveness by improving die correction intelligence and offering more accurate predictions.
As highlighted in the prior LMA article, the system offers correction suggestions, but human involvement is necessary for the actual implementation of techniques like machining, grinding, filing, and welding. It is vital to train die technicians in these practical skills to ensure precise execution. While the system provides accurate predictions, it is crucial for technicians to have a deeper understanding of the underlying reasons behind the corrections in order to effectively implement the necessary corrective measures.
Utilizing the same system, a virtual correction training module can be created, offering a cost-effective alternative to traditional training methods. This module significantly reduces training time and provides die technicians with a structured technical knowledge base. Trainees can gain practical experience and proficiency in die correction techniques within a simulated environment. The virtual training module proves to be an innovative and efficient solution that accelerates the development of skilled die technicians while minimizing costs.
The training module comprises a carefully structured collection of examples, covering simple to complex cases, to facilitate effective knowledge transfer. Trainees will work within a virtual environment, correcting diverse defect cases by modifying design features and observing outcomes. This hands-on experience fosters a deep understanding of the correction process. Additionally, hands-on correction and verification complement the virtual training. This comprehensive approach equips trainees with the skills needed to handle real-world scenarios and execute die corrections with confidence.
By engaging in this training module, technicians will gain extensive experience in understanding the changes associated with flow behaviors and die corrections. This hands-on knowledge will empower them to execute the correction suggestions provided by the system with a conscious mindset, fully comprehending the impacts of the proposed changes.
Management Decision Module
In extrusion plants, the importance of geometric-related parameters in die development decision-making is often overlooked due to challenges in characterization and archiving. The proposed system presents an opportunity to convert geometric-related data into numerical format and process it through neural networks. This enables management to access a comprehensive and meaningful dataset, facilitating sound decision-making at managerial and strategic levels. By incorporating geometric insights, the system enhances the effectiveness and accuracy of decision-making, resulting in improved outcomes in die development and overall plant management.
The modules will feature inclusive dashboards that showcase performance and “what if” scenarios for process improvements. These dashboards enable analysis of failure trends, plant performance changes, die supplier evaluation, and more. By offering valuable insights and visualizing data, the dashboards enhance plant productivity and support informed decision-making. The interactive nature of the dashboards empowers managers and stakeholders to explore various scenarios and identify optimization opportunities, leading to improved efficiency and overall plant performance.
In the third article, the authors will explore the technical and management related barriers that need to be overcome during the broader implementation of such a system. The challenges and obstacles faced in integrating the approach into existing processes and systems will be expanded upon, as well as methods to protect intellectual property information and rights. By highlighting these critical aspects, the authors will provide guidance and practical solutions for aluminum extrusion as the industry works together toward broader adoption of such advanced systems.
Editor’s Note: This article first appeared in the August 2023 issue of Light Metal Age. To receive the current issue, please subscribe.