By Andrew Halonen, Mayflower Consulting LLC.
How many aluminum industry executives have been asked by their employees, management team, or board what their artificial intelligence (AI) strategy is? While this is a fair question, if it has not yet been explored, it’s not easy to provide an answer. AI tools are being used today in manufacturing operations, as well as in alloy research and development. In manufacturing, machine learning is the tool of choice, first demonstrating increased profitability and throughput and now growing into systems that build process understanding and new product development. AI can be both affordable and practical. The sky is the limit, and it’s time to get started.
Starting an AI Project
As with any new tool, the question is where to start with AI and machine learning. This involves an investment of people, time, and resources. To make the return on this investment worthwhile, the best place to start is with a problem in the plant that has a measurable return in money, time, productivity, or a combination of all three. For example, one could select a product with a high scrap rate and with a sufficient production volume that generates the significant amount of data required to make an accurate analysis using AI or machine learning. On the contrary, if a product is produced for one week out of the year, this investment into AI tools will not be worth the effort.
Collecting Data
As the common phrase goes, “The man with the data wins.” It is important to make business and manufacturing decisions based on data, rather than on opinion, gut-feel, or historical success. This is one of the reasons manufacturers are turning to AI and machine learning, as it analyzes the data via pattern recognition without bias and past decisions.
However, AI and machine learning systems require a significant amount of data input in order to produce valuable variables and prediction models. As the data set grows, the number of variables simultaneously increases, and it is increasingly difficult to predict which variable has the most significant influence on a particular outcome.
In researching a number of technical papers and literature on aluminum extrusions, it is reasonable to conclude that there are hundreds of variables in today’s extrusion plants (Figure 1).1 This starts with billet selection, which comes with its own set of variables during the casting process, beginning with the chemical composition. For example, the 6005A alloy is comprised of aluminum with eight major elements, including Si, Fe, Cu, Mn, Mg, Cr, Zn, and Ti, as well as low amounts of other elements.2 Additional variables in the billet production process range from scrap charging, melting, impurity removal, grain refinement, degassing, and process speeds to solidification, hot cracking, temperature control in the tooling, lubricants, homogenization, stress relief, sawing, and handling.3 Because most extruders do not produce billet in-house or even within the same manufacturing plant, one can decide if the machine learning model should include billet production details or just the alloy composition of the as-received billet.

Within the extrusion operation itself, the billet is cut to length and loaded into the heating furnace before being loaded into the extrusion press. The extruded shape is immediately passed through a quenching treatment, followed by stretching, sawing, and aging as required by the customer. Each of these steps in the extrusion process represents a growing list of variables to consider. In the billet heating furnace, the primary variables include the billet diameter and length, alloy, speed, starting temperature, taper (gradient), heating efficiency, and energy consumption.4
Presenters on extrusion topics often state that the three variables that matter most are “temperature, temperature, and temperature.”5 While temperature does matter a lot, there is more to the story. At a high level view, once the preheated log enters the extrusion press, variables include the specific speed and force (pressure) and the flow of metal through the die.
Engineers and metallurgists also pay attention to the microstructures, strain rates, and mechanical properties achieved by the specific alloy and geometry combination under optimized process conditions. Wang, et al.,6 state, “Higher billet heating temperature contributes to increase the ultimate tensile strength (UTS) and yield strength (YS) of the longitudinal welds, while extrusion speed has little effect.” However, in order to maximize throughput, extrusion speed is the name of the game, so this is where the balancing act comes in terms of quality and performance versus speed.
The extrusion die has its own complexities, ranging from geometry to thermal management, wear, die life, and the variation in performance differences across the different dies. Recent Light Metal Age articles address the topic of using AI to support the die correction process.7-9
Immediately following extrusion, the profile is quenched as it exits the press. The hot extrusion is blasted with air and/or water to cool the profile at a specified rate. Quenching is critical to successful product development in terms of geometrical straightness and meeting the desired mechanical properties. The profile geometry and wall thicknesses have a significant effect on quenching effectiveness. Thick walls are difficult to cool, while inner hollows are difficult to reach via water spray. The extrusion line speed is adjusted to accommodate the requirements of the profile, wall thicknesses, microstructure, and mechanical properties. Quenching equipment is designed to meet these requirements, while also maximizing quality and extrusion speeds.10
Variables within the quench process include inlet and outlet temperatures, water temperature, water pressure, and extrusion size, shape, and wall thickness metrics. Johnny Pangborn of Metal Star Consulting noted other variables in the quench tank, including the nozzle design (cone, oval, or flat spray) and orientation (0–45°).11 The quenching system itself could warrant its own machine learning model, since many in the industry refer to it as a “black box” with little information coming from within the confines of the quench system. This makes it all the more important to measure and analyze data from quenching in order to remove the mystery.
Following the quench tank, there is often a sensor to measure the final temperature of the profile—representing another variable. However, with this sensor, there is concern that the reflective surface of aluminum may affect the accuracy of measurement. In order to address this, some pyrometers include an emissivity enhancer, which when combined with the ability to program the camera to adjust to the reflectivity of aluminum, allows for a more accurate reading.12
A puller carries the profile down the runout table, after which the profile is cut with either a flying cut system or other saw. The profile is then moved over to the stretcher. According to Pangborn, mechanical stretching strains the material, adding dislocations that improve the straightness and mechanical properties.11 During stretching, the force and speed likely have the largest affect and would be designated as input variables in the AI model.
Extrusions are then processed through the finishing saw, which cuts them to the desired length. The consistency and quality of cut are important to meet the requirements of the customer. After cutting, the profiles are either sent to the packing area or to the heat treat area, depending on the mechanical property requirements. A T6 temper is common and requires a specific heat treatment recipe. Extruders often revisit product requirements to determine if the heat treatment can be reduced as the process time has a financial and productivity burden.
Overall productivity includes a number of other variables, both as inputs (data input into the AI model) and outputs (otherwise known as measurable outcomes). Downtime is certainly an important input. This occurs in a number of ways, such as the dead cycle (which is the period of time in between press runs). During the dead cycle time, various activities take place, such as cutting off the discard (the butt of the billet or scrap end of the profile) after extrusion, inserting a new billet or workpiece into the press, and performing the burp cycle (a process to remove any trapped air in the billet). Additionally, downtime might include any tooling changes, machinery maintenance, or other activities that require the pressing operation to pause. Therefore, reducing the dead cycle time can significantly increase overall productivity.
Extrusion operations might look for a variety of outputs from their data model. Typical outputs include the parameters required by customers, such as yield strength, ultimate tensile strength, elongation, VDA (three-point bending tests), dimensions, straightness, and aesthetics (no scratches or marks). Other outputs might include operational or management metrics that drive business results, including scrap, scrap cost, and energy efficiency.13
Build a Model
What data do I need? The short answer is the more, the better. Analysis tools used in the past were limited on the amount of data inputs, because analyzing tens of variables was extremely difficult. However, with the efficiency of AI and machine learning and the power of modern computers, the algorithms can churn and process many more variables than in the past and the system can help engineers to process and determine which data points have a significant effect on the outcome. An extruder can also reach out to industry experts and consultants for help in understanding which data is necessary to collect and measure.
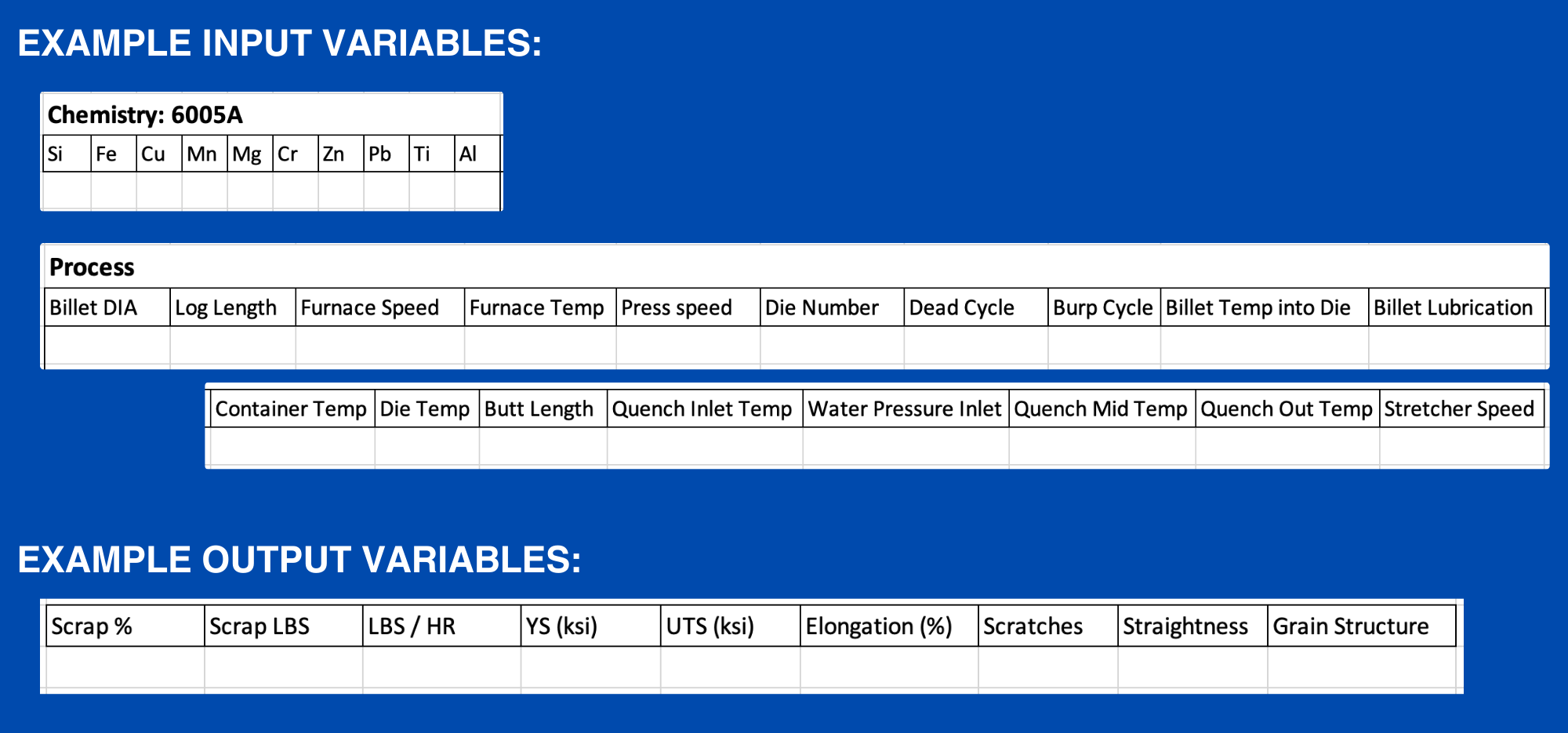
Once an extruder determines what data is needed, the variables need to be tabulated in a spreadsheet in order to build a structured dataset for the AI analysis. The alloy composition and processing variables will be the inputs, while the mechanical properties, quality, and throughput metrics are outputs.
A structured spreadsheet would include a variety of variables, as shown in the example in Figure 2. The example dataset has 28 input variables and each row represents a product trial. At first glance, it can be difficult to determine which variable is driving the output of concern. With a minimum 300 lines of data, machine learning tools can rapidly process the information and help the extruder understand which variables are driving the scrap and which ones are not so important. While 300 lines is the minimum, more lines of data are better, with 1,000 lines being preferred and 5,000 or more being even more useful.
Process Optimization
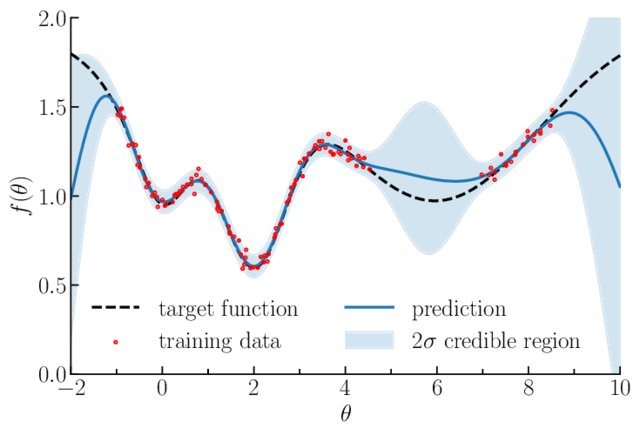
The beauty of machine learning algorithms is that there is no immediate bias as to which variable is more important—unlike human instinct, which typically is biased toward what the person already knows. Using the dataset in Figure 2 as an example, engineering or quality personnel will inform the machine learning data analyst which output variable is of most concern (for example, which output is causing scrap). If the output being focused on is yield strength, then the algorithms will analyze the 28 input variables and seek patterns in the data that influence yield strength. The relationship between the input variables and the yield strength output is represented in a graph (such as the graph based on the Gaussian process regression model shown in Figure 3),14 enabling the team to take action to improve yield strength.
Building a robust dataset provides additional advantages other than just solving for output variables. There are times when an extruder receives a request from a customer or prospective customer that pushes the standard limits on elongation or strength. With a robust algorithmic model, the elongation can be set at the target level, and then the model can solve in reverse, providing the input values (process metrics or alloy) necessary to achieve this level of mechanical properties requested.
There are many advantages to machine learning, from improving business performance to teaching new employees the critical aspects of the operation to optimizing the manufacturing process with the alloys, products, and equipment at hand. Industry expert, Richard Dickson, said that new automotive traceability requirements for extruders will be to track the production of a component (like a rocker extrusion) all the way back to the billet.16 This data collection will be put to great use in machine learning models.
AI is in the news almost daily. Some of this news is good and some bad, with a lot of it seeming like smoke and mirrors when it is tailored to high volume, lights-out manufacturing. This makes AI a difficult topic for aluminum manufacturers to understand and consider its usefulness in both alloy design and manufacturing. In this new pursuit of AI tools to improve manufacturing, it’s imperative that there is separation from the cloudy messages presented by the news on AI and instead focus on messages about the usefulness and practicality of tools like machine learning. It’s time for extruders to embrace machine learning to improve efficiency, enhance their understanding of the production process, and better utilize new and existing equipment capabilities—all to improve the extrusion industry’s competitive advantage.
References
- “Aluminum Extrusion Process Basics,” Aluminum Extruders Council.
- “Alloy 6005A,” Hydro, 2019.
- Grandfield, J., D.G. Eskin, and I. Bainbridge, “Direct-Chill Casting of Aluminium,” Aluminium Guide.
- “A revolutionary machine for billets heating,” Presezzi Extrusion Group Journal, October 2018, pp. 1-2.
- Butterfield, Mark, “The Power of Hollow: An Introduction to Aluminum Extrusions Technology,” Aluminum Technology Forum: Driving Sustainability, Detroit, MI, Nov. 2, 2023.
- Wang, Y., G. Zhao, L. Sun, X. Wang, Z. Lv, and Y. Sun, “Effects of billet heating temperature and extrusion speed on the microstructures and mechanical properties of the longitudinal welds in aluminum alloy profiles with complex cross-section,” Science Direct, Vol. 207, January 2023, 1111578.
- Hewage, P., and C. Werner, “A Critical Review of AI Capabilities to Assist Future Die Technician Expertise,” Light Metal Age, June 26, 2023.
- Hewage, P., and C. Werner, “AI Capabilities to Assist Future Die Technician Expertise: Part II,” Light Metal Age, September 18, 2023.
- Hewage, P., and C. Werner, “AI Capabilities to Assist Future Die Technician Expertise: Part III,” Light Metal Age, November 27, 2023.
- “Taper Quench,” Granco Clark.
- Private conversation with Johnny Pangborn, Metalstar Consulting LLC, December 7, 2023.
- “Extruded Profile Measurement,” Advanced Engineering, 2022, p. 2.
- Werner, C., “Is Operational Modeling Worth the Effort,” Proceedings of ET ’12, 2012.
- Halonen, A., “Machine Learning Brings Big Value to Light Metal Manufacturing,” Light Metal Age, July 31, 2023.
- Leclercq, Florent, “Bayesian optimization for likelihood-free cosmological inference,” ResearchGate, September 2018.
- Personal conversation with Richard Dickson, December 14, 2023.
 Andrew Halonen is president of Mayflower Consulting, LLC, a lightweighting consultancy that provides strategic marketing, market research, and business development for high tech clients. Halonen works with castings, extrusions, brakes, and new material development programs, and is a guest writer for Light Metal Age. Contact him at: www.lightweighting.co.
Andrew Halonen is president of Mayflower Consulting, LLC, a lightweighting consultancy that provides strategic marketing, market research, and business development for high tech clients. Halonen works with castings, extrusions, brakes, and new material development programs, and is a guest writer for Light Metal Age. Contact him at: www.lightweighting.co.
Editor’s Note: This article first appeared in the January 2024 issue of Light Metal Age. To receive the current issue, please subscribe.