
By Steven A. Wilkerson, Logan Aluminum,
and Geoff Perdue and Steve Cherico, Wahl Refractory Solutions.
The drive for continuous improvement and the emphasis on the team concept are key to the success at Logan Aluminum, a major aluminum can sheet manufacturer based in Kentucky. This motivation propels the company to investigate and implement new technologies that have significant efficiency, environmental, and financial benefits. Logan also believes in developing strong partnerships with its team members and key suppliers, which has led to surprising and significant results that push the entire industry forward. Based on this approach, the company trialed a new high emissivity refractory technology within its melting furnaces, the results of which are presented within this article.
Background
Logan Aluminum was established as a joint venture in 1985 and is currently owned by Novelis and Tri-Arrows Aluminum. The company is located on a 1,000-acre site in Russellville, KY, and is the largest single can sheet facility in North America, supplying over 45% of the North American beverage can market, with an annual production of over 2 billion lbs of aluminum can sheet annually. The company employs over 1,500 team members who are proactive, engaged, innovative, and who challenge their processes to ensure continuous improvement.
In 2017, Logan commissioned DC4, a state-of-the-art aluminum casting facility, which contains two delacquering lines, four sidewell melting furnaces, two holding furnaces, and one five-strand casting table. The assets in this facility are solely owned by Tri-Arrows Aluminum.
DC4 was designed to be a highly efficient, low carbon-emitting casting facility, which employs advanced technologies, such as scrap preheating systems, ranging from the delacquering equipment to regenerative burners, submersion system, and charging flues on the furnaces. All emissions from the furnaces are routed to baghouses to remove particulate matter. These systems provide a world-class BTU/lb efficiency rating for the melting furnace, while lowering the plant’s carbon footprint. While these furnaces are operating at a high level of efficiency, Logan has continually sought to further improve its melting operation and remain a market leader for sustainable aluminum production.
With demand for increased recycled content in packaging, the beverage container industry is looking to expand the types and range of beverages packaged in aluminum containers. Logan Aluminum is faced with finding ways to meet the increased demand while further reducing the carbon content per pound of aluminum produced. As with any aluminum casting facility, the melting operations are the largest consumer of energy. The need to melt more metal while simultaneously reducing CO2 emissions poses similar challenges throughout the entire industry.
After utilizing all commercially available methods to achieve these competing objectives, Logan’s DC4 engineering team began searching for new technologies. The team was looking for a way to reduce the CO2 per pound of aluminum remelted, while also increasing the amount of aluminum they could remelt. That’s when the engineering team began to discuss a new technology being developed by Wahl Refractory Solutions, a division of Fosbel Inc. located in Fremont, OH. Three years earlier, Wahl had provided their MegaBRIX™ big block technology for the initial installation via the furnace OEM, and Logan had been satisfied with its performance.
In spring 2021, Logan was considering using Wahl’s materials for the reline of their A2 furnace. During discussions, Wahl proposed a trial application of their new high emissivity refractory technology, ԑMAXXX™, in the roof of a melting furnace in the DC4 complex. According to Wahl, this material would improve the radiant efficiency of the furnace. After several technical discussions and validation of material properties and suitability for the DC4 melters, Logan decided to pursue a full roof installation using the ԑMAXXX technology for the A2 furnace reline.
Effect of Refractory Emissivity on Furnace Performance
Aluminum melting furnaces operate at a temperature range in which the principal method of heat transfer is from radiant energy. It is estimated that in a typical reverberatory furnace, radiant energy accounts for over 90% of the duty into the load. The amount of available radiation is the sum of the energy from the spent fuel gases (CO2 and water vapor), along with the energy that was absorbed and reradiated by the refractory lining. The intensity of the radiation is directly related to the luminosity of the flame, proportional to the emissivity of the emitting surfaces (refractory) and is strongly influenced by the form factor (incident angle of the radiation to the load), fuel composition and fuel/gas ratio, and furnace configuration. The efficiency or total energy emitted from the refractory is calculated utilizing the Stefan-Boltzmann Equation, which is presented as follows:
Q = Aεσ(Tg4 − T14)
in which Q is the total energy emitted/radiated, A is the surface area of the object emitting radiation, ε is the level of emissivity, σ represents the Stefan-Boltzmann Constant, Tg is the effective gas temperature, and T1 is the load temperature. In this equation, the emissivity is partly determined by the emissivity of the refractory. Emissivity is a measure of a surface’s ability to radiate energy and is measured from 0.0 (perfect reflector) to 1.0 (perfect emitter).
In furnace design, emissivity of the refractory is typically considered a constant in calculations of heat transfer. Traditional aluminum furnace refractories have an emissivity of around 0.6, meaning only 60% of the available energy is re-radiated off its surface, allowing the remaining energy to be reflected by the refractory and more easily reabsorbed by the gas stream. The εMAXXX refractory is made from a composite of refractory and high emissivity materials and has an emissivity of approximately 0.9 (Figure 1).

The Refractory Trial
In preparation for the installation of the high emissivity refractory on the A2 furnace, a principal concern was putting an all-new material with no performance history in a large and critical area of a furnace. The DC4 melters have a high alkali environment, which was expected to place additional burdens on the material in withstanding the environment.
Approximately eight months before the scheduled rebuild outage, two small test blocks (approximately 1 sq ft were installed in the rear wall of a sister furnace. The condition of the test blocks was monitored for signs of premature degradation due to the temperatures and salt concentrations. After removal, the test blocks were found to be in good condition (comparable to the surrounding refractory), giving the team at DC4 confidence for the roof installation on the A2 furnace.
The engineering team provided furnace data to serve as a base-line performance measure of the existing furnaces. This data was used by Wahl to perform a predictive impact analysis and would be later compared to similar data after the rebuild and εMAXXX roof installation. Based on the information provided by Logan, this evaluation estimated that the impact of the high emissivity refractory technology and the degree of benefit would be a 9.5% reduction of CO2, a 9.5% reduction of fuel usage when at a constant thoughput, and a 6.8% increase in throughput when there is constant fuel input.
The precast roof shapes were installed on the A2 furnace as part of a total reline during the outage in Q1 of 2022. The installation of the roof panels was safe and quick. The complete roof was installed during the outage in less than 24 hours. As this material was pre-fired at Wahl, this material did not affect the dryout time.
No other changes were made during the outage that would affect the performance of the furnace outside of a new lining. The burners, burner beds, and controls remained the same. The furnace lining was also like the initial lining with the lower portion of the furnace maintaining most of the materials originally installed and the upper walls also remaining a gunned material.
Results
Immediately after the A2 furnace was brought back into service, a considerable difference was noted in performance. While the furnace appeared to be running considerably hotter than the other furnaces, the thermocouple temperatures were not significantly different.
Approximately one month after the furnace was operating with the new εMAXXX refractory roof, data was collected and sent to Wahl for further evaluation. The results were then shared with the DC4 management team. As had been expected, there was a substantial change in the furnace performance. The data comparison showed an improvement in the environmental, financial, and operational performance.
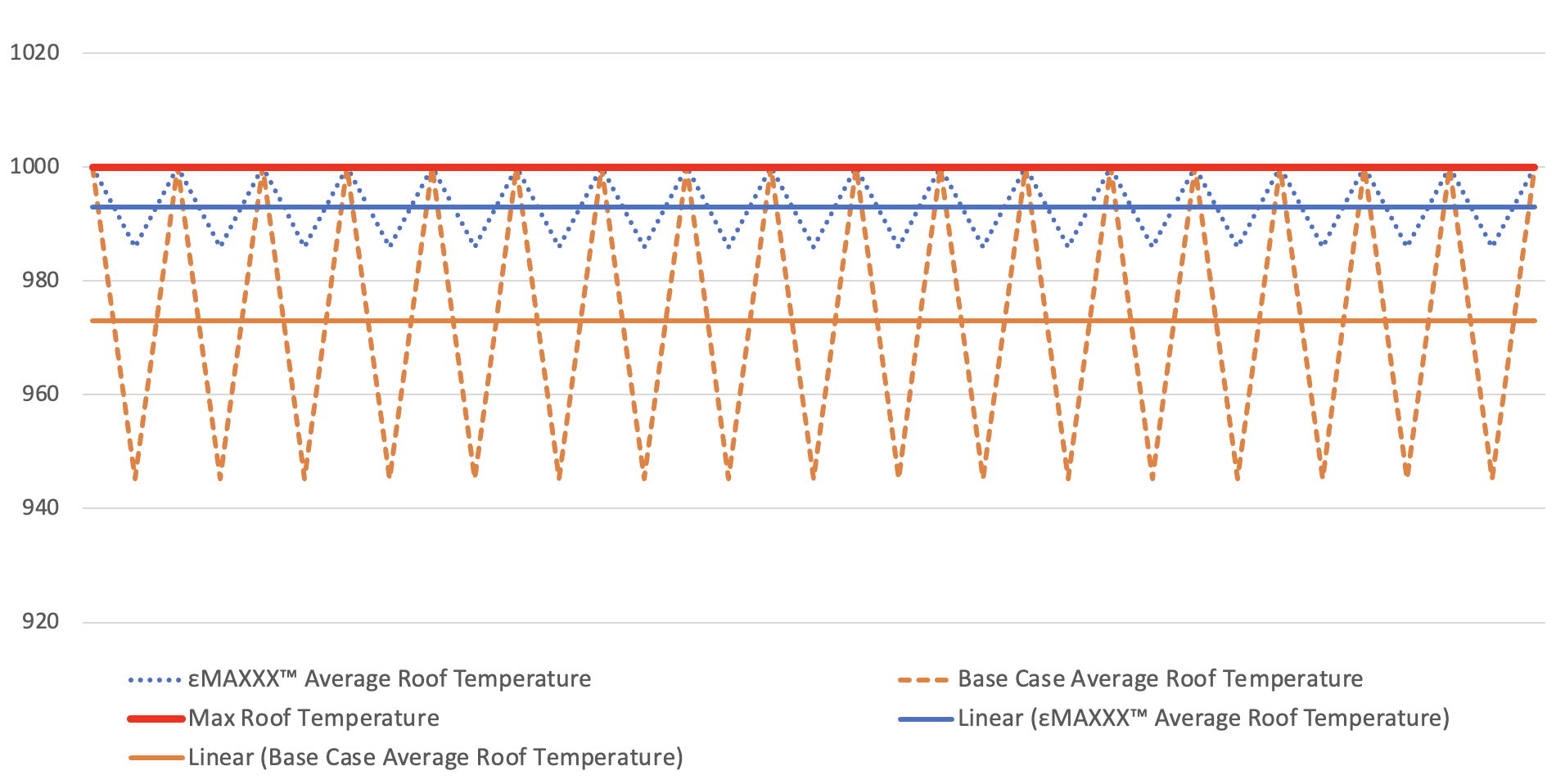
The furnace showed an 8.4% decrease in CO2 per ton of aluminum melted. It also showed an 8.4% increase in efficiency improvement (BTU/lbs of aluminum melted) and a 12% increase in the melt rate (lb/hr of aluminum melted). The average furnace roof temperature increased by 20°C (972°C to 992°C), because the temperature swing from “bottled” to “firing” modes was reduced due to the evening-out of heat flux distribution from the high emissivity refractory (Figure 2). This allowed for a slight increase in firing rate, which resulted in a larger melt rate improvement than expected. In addition, the furnace was more readily available for operation, and there was a reduction in molten aluminum recovery time by 29% after opening the furnace door.
Following the results on the initial A2 furnace, Logan decided to utilize εMAXXX in a second sidewell melter (A1) during an outage in Q4 2022. In this installation, Logan engineers also decided to have precast blocks in the upper walls as opposed to gunning material and a decision was made to install high emissivity refractory material in both the flue roof and the side walls to see if it would further decrease the time to preheat the T-bar and sows charged through the flue. Following the outage, the results were very similar to the initial installation, apart from the T-bar and sow charging.
After one year of service an inspection was performed on the roof of A2, and it was found to be in very good condition. There were some salt deposits on the roof from the operation of the furnace that were removed via grit blasting to clean the roof during the planned outage.
After 17 months in service, the initial installation remains sound and in service, and there has been no detectable drop-off of the measured benefits in terms of CO2 per lb of aluminum, fuel efficiency, and increased production.
In this area of operation, Logan was able to perform a study to compare the baseline to the results with εMAXXX. During this comparison, Logan was able to achieve a reduction of approximately 20 minutes in indexing of aluminum.
Conclusion
The high emissivity refractory trials conducted on the A2 furnace in Logan’s DC4 facility, as well as the expanded use of the refractory in the second furnace installation, have shown significant demonstrable and sustainable benefits can be achieved through the proper use of this technology. This gave Logan the confidence to apply the refractory to additional melters in DC4.
In many projects, it is difficult to balance energy improvements and lowering emissions, while maintaining a sensible ROI. The use of a high emissivity refractory in the melting furnaces has provided the DC4 casting facility with a new tool in their arsenal to help achieve both. In this way, Logan has been able to further lower their carbon footprint on the aluminum produced, while also providing a production increase, leading to a substantial ROI to its shareholders.
Editor’s Note: This article first appeared in the October 2023 issue of Light Metal Age. To receive the current issue, please subscribe.