By Andrea Svendsen, Managing Editor.
Rio Tinto produces aluminum billet used in the manufacture of profiles for the building and construction, automotive, and consumer durables industries. Most of this billet is sold to the North American market, with 60% going to the U.S. The company expects the automotive and transportation industries to be the main drivers of growth in the current and coming years. In response to this growth, Rio Tinto has invested in an upgrade of its Arvida casthouse operations in Quebec, Canada. An advanced low pressure casting (LPC) technology (Figure 1) — the first of its kind to be implemented in the North American aluminum industry — allows the company to increase capacity, develop new niche markets, and produce higher quality billet, as well as improve operational safety for its personnel.

Company Profile
Rio Tinto’s worldwide aluminum business comprises seven smelters and 19 casthouses, as well as five bauxite mines, four alumina refineries, and eight power facilities — including 12,000 personnel across 35 sites. Throughout its operations, the company prioritizes the safety of its personnel and high quality, sustainable production. Rio Tinto is also constantly working to improve its processes, as proven by the recent casting line upgrade.
“Our safety strategy has many components,” said Jerome Fourmann, director, Technical & Development Support, Rio Tinto Aluminum. “Over the past year, we completed the roll out of our critical risk management (CRM) fatality prevention program, which focuses on the tasks and risks that are within an individual’s direct control. During the year, more than 1.4 million critical control verifications were completed. We also go beyond physical safety. For any given task, the state of mind, health, and well-being of our people is also important. That is why we are actively involved in promoting mental health awareness programs and fatigue management initiatives.”
The company’s five aluminum smelters in the Saguenay region of Quebec are operated as a single smelter, representing over 1 million tpy. An innovative central operations center manages all 3,000 pots. The crew in the control center are able to communicate with the operators on the plant floor, providing instructions to improve productivity throughout the plants.
The Arvida facility, located in Saguenay, is a large complex comprising the Arvida smelter, AP60 technology center, and the Arvida Research and Development Center (ARDC). The ARDC works to develop new technologies (in cooperation with the other Rio Tinto research center in France, external partners, and local suppliers) in order to improve the company’s manufacturing processes from bauxite to ingot, as well as to verify and ensure high quality aluminum production.
In terms of sustainability, Rio Tinto introduced the brand RenewAl™ in 2016, which is, according to Rio Tinto, the world’s first certified low CO2 aluminum crafted by hydro power. RenewAl is traceable across the value chain and offers a reduced CO2 footprint with third party verification. This is achieved by a combination of utilizing its advanced AP smelting technology with renewable hydropower as the energy source. Furthermore, third party auditor Quantis reviewed environmental data collected by Rio Tinto and, using a methodological approach, verified that their extrusion billet is capable of contributing up to six points toward LEEDv4 certification (developed by the U.S. Green Building Council) in the building and construction industry.
The company started up a spent potlining treatment plant in Arvida in 2008 in order to provide ethical waste management for its aluminum smelters. The plant implemented a new technology developed by the ARDC that uses low caustic leaching and liming for the processing of spent potlining.
Rio Tinto is also a founding member of the Aluminium Stewardship Initiative (ASI). In April, the company became the first to achieve ASI certification for five of its aluminum smelters and associated casting, recycling, spent potlining treatment center, and infrastructure facilities in Quebec.
Casthouse Upgrade
The Arvida casthouse produces 1xxx, 2xxx, 3xxx, and 6xxx billet in diameters ranging from 7-10 inches, focusing on narrow chemistry specifications, short delivery times, and flexible billet packaging. The facility includes a melting/holding furnace (which receives molten aluminum directly from the smelter via several crucibles), followed by two casting furnaces and the casting pit. After casting, the billet goes through surface and ultrasonic inspection. The plant has four homogenizing ovens with two cooling stations and two sawing stations. Packing of short billet (18-53 inches) is performed on automated carrousels, while packing of long billet (up to 243 inches) is manual.
In order to capture aluminum growth—particularly in the automotive industry, which requires more demanding alloys—Rio Tinto upgraded its Arvida casthouse with the latest low pressure casting (LPC) technology. The company was prepared to accept the challenge of being the first in North America to install the LPC technology from Hycast® because being at the forefront of technology provided the opportunity to get ahead of their competitors. The new line also allows them to expand their billet diameter capabilities, improve the overall quality of the billet, expand their alloy options, and improve safety for their personnel. The casthouse also installed an inline degasser, which injects argon via rotors into the launder prior to casting in order to reduce H2 content and inclusions.
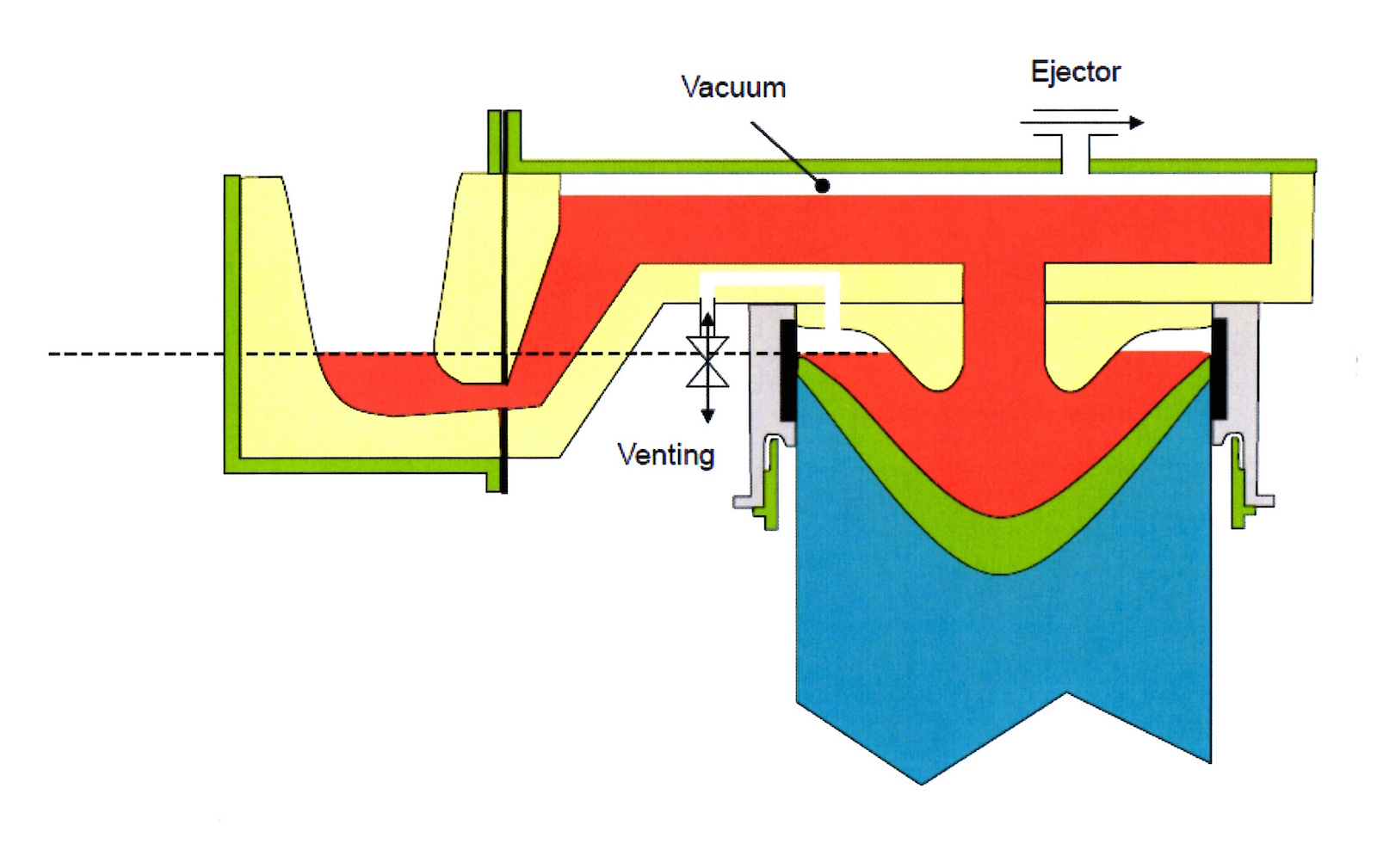
LPC is a form of gas cushion (GC) billet casting technology developed by Hydro Aluminum and Hycast. The technology aims to reduce the segregation zone in the aluminum billet, which is achieved by minimizing the amount of pressure in the mold during casting. This is accomplished by performing the casting process under vacuum. The casting table, starter block, and molds are based on Hycast’s GC billet casting system, with modifications to adapt it to the LPC technology.
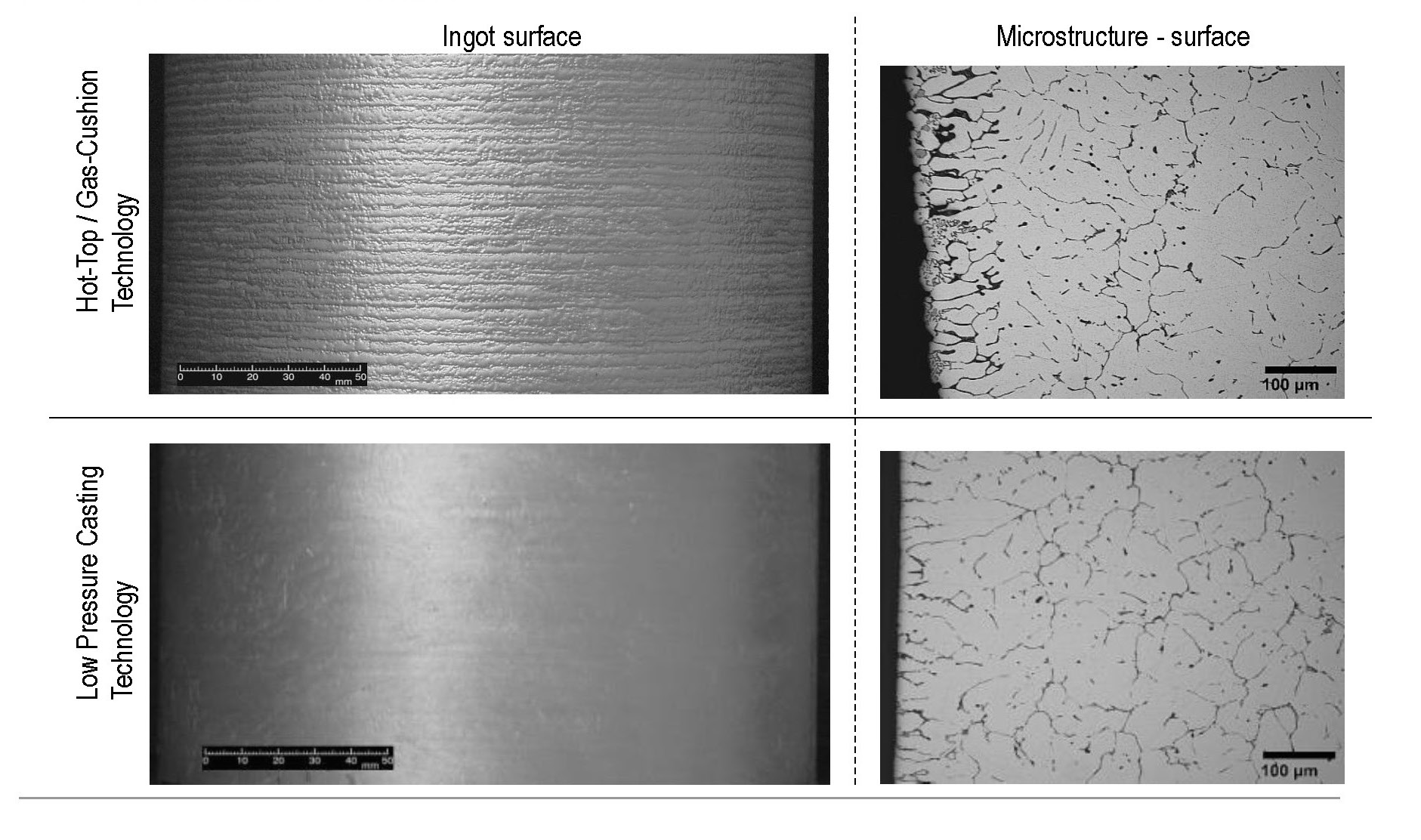
During the LPC process (Figure 2), casting unit lids close and seal over the mold table. Once the lids are closed, the mold height is adjusted until it is even with the level of aluminum in the trough. Aluminum is then siphoned from the launders into the casting system, ensuring accurate metal level control in the molds with one control dam and one laser. Since the metallostatic pressure is kept close to zero, the melt remains stable throughout the casting process, preventing segregation of the alloying elements and minimizing oxide formation. The process provides full control of the temperature, water, and other parameters, which makes it possible to reduce cooling intensity within the mold, resulting in a shallow shell zone as well as aiding in lowering the segregation zone. This also helps to achieve a smooth surface on the billet (Figure 3).
The LPC casting process provides minimal need for manual operation, improving overall safety. Operators manage the process from a system control booth located above the casting pit, keeping personnel safely away from the melt during casting. The Hycast casting control system is able to control every stage of the cast, calling up specific alloy recipes as needed. Seven cameras have been installed around the casting area, enabling operators to validate various aspects of the process while casting is taking place. The system provides critical risk management controls to prevent injuries, a fail-safe design that automatically stops the equipment if there is a problem, and clearly defined maintenance routines.
The mold table for the casting system is installed on a hydraulically controlled platform and tracks (Figure 4), which reduces the amount of manual lifting required by operators. The platform tips on its side (Figure 5) to give personnel access to the molds for cleaning. It can also be carried along the rails to the new mold shop, which was installed close to the casting pit for easy access. The area is large enough to house rejected billet, which is kept for further inspection so that the company can analyze the problem and troubleshoot what went wrong.


Overall, the casting equipment and operating procedures are designed according to the highest safety standards, including those outlined in the Aluminum Association Guidelines for Handling Molten Aluminum. The company is working on further improving the safety parameters of the casting pit by installing an overhead railing system that would protect personnel from the potential of a falling billet during the pit stripping process. Currently, when billet is being removed from the pit, personnel are restricted from entering the area. The new railing system would enable them to walk around the area while billet is being stripped.
After casting, a new handling and storage system improves productivity by allowing for rapid removal of billet. The cranes were designed to both minimize surface marks during pit stripping and to remove the finished billet at a faster rate than before. The pit is stripped one row at a time using the casthouse cranes. The billet (log) is then tipped onto the load table (Figure 6). The downender has rotation and automatic adjustment features that assist in the lowering of the ingots and ensure they are placed on the centerline of the load table.

The table then carries the billet to a storage magazine provided by Advanced Dynamics, which uses a hydraulic scissor lift to raise the row of billet into the designated magazine position. The table will load the billet rows into the magazine layer-by-layer until the casting pit is emptied. The visual inspection of the billet surface for defects or to check for a bow in the log from casting occurs on the out-feed conveyor as the storage magazine is being unloaded. After inspection the billet is carried to the homogenization area.
The ability to rapidly remove the cast billet from the pit without having to first wait for surface inspection to take place reduces lost time and provides a big gain in productivity. As soon as the pit is stripped, a new cast can immediately begin while inspections for the previous cast are underway.
The Arvida casthouse also upgraded its existing homogenizing furnace with new automation controls. This includes new PLCs and systems for monitoring the homogenizing process, which is especially important for the automotive industry. With this system, every billet is tracked through each stage of the process to ensure quality, as well as allowing for additional alloy recipes.
According to Rio Tinto, the LPC process and other upgrades at the Arvida casthouse improve the quality of the billet across the board. In addition to a minimal surface segregation zone and shallow shell zone, the billet has a uniform grain structure and a smooth surface appearance. This high quality billet has the potential to increase productivity and recovery for extruders by reducing the billet discard thickness and some surface defects.
Another benefit of lowering the segregation zone is that melting reactions in the surface of the billet are elevated. Due to this high melting point of the surface material, higher homogenization temperatures can be used, providing a potential for shorter homogenization cycles.
Furthermore, the ability to adjust the mold height within the same casting mold allows the operators to optimize the process for the parameters of each alloy. The mold height can also be adjusted at different stages of the casting process, if necessary. This capability will allow Rio Tinto to be more flexible in its alloy selection, as well as allow for the development of new and more complex alloys for new markets. Some of the new specialty alloys being investigated (with the support of the ARDC) include high strength 6xxx, 7xxx, 3xxx, and 1xxx alloys.
R&D Support for Casting
The ARDC, located alongside the Arvida smelter, provides research and development support for the entire Rio Tinto company with an expansive range of expertise, from mining to aluminum production to end product applications (automotive, building and construction, etc.). Started in 1946, the ARDC has grown significantly and currently has around 115 scientists, researchers, and other employees on staff. Over the last ten years, the center has developed 65 innovations and 365 patents and applications. Among these have been the development of numerous metal treatment and quality control technologies (like TAC, ACD, Alscan, and Limca), which are manufactured by STAS and ABB and sold to the entire aluminium industry.
The ARDC supports Rio Tinto’s casting capabilities through the study and development of new alloys and innovative manufacturing technologies. Although its main customer is Rio Tinto’s own facilities throughout Canada and the world, the center also works with more than 30 partners, including equipment suppliers, government labs, universities and technology institutes, and OEMs to support them in these tasks.
The ARDC includes a metallography area for microstructural analysis (which was expanded in early 2018) and a spectrographic lab for the study of the chemical composition of alloys, as well as pilot-scale industrial equipment for testing new alloys. This includes an extrusion press and a foundry, which is used to both cast final alloy products for testing and to study innovative processing technologies to improve casthouse productivity and product quality.
“We continuously invest in our research facilities to develop technologies and specialty alloys for the various markets we supply,” said Martin Fortier, manager of R&D Casting, ARDC. “As an example, we are in the midst of an intensive five year R&D program focused on transportation applications within our research center.”
“Alloy development is one of the key competencies of research within the ARDC, particularly for the automotive industry, which requires specific alloys to meet the structural, strength, and/or aesthetic requirements for components,” explained Fourmann. “With its extensive alloys portfolio and product granularity expertise, the development team makes a first alloy selection from the company’s existing data—at which point experienced scientists and technicians will test different compositions tailored to achieve the customer’s end product requirements.” The new alloy is cast within the ARDC and, in the case of billet, is extruded. The profiles endure a series of tests, ranging from mechanical to surface quality and corrosion resistance. Once the alloy achieves all the desired results, a development order is produced and sent to the extruder for further industrial testing.
“Our comprehensive technical expertise goes far beyond developing the right alloy for our customers,” said Fortier. “We are also actively collaborating with them to continuously improve our products and their performance in manufacturing processes.”
Conclusion
With its investment in the implementation and development of new technologies, Rio Tinto aims to be at the forefront of the aluminum billet industry in North America. The new LPC casthouse is an excellent example of this focus on advanced technologies, one that will allow the company to meet the demands of the automotive and other key industries with an increased capacity of high quality billet in strategic new alloys.
Editor’s Note: This article first appeared in the April 2018 issue of Light Metal Age. To read more articles from this issue, please subscribe.