By James Grayson, Pyrotek Inc.
Editor’s Note: “Casthouse Management” is an exclusive series of articles presenting the practical aspects of improving economics in the casthouse. The series includes coverage of the melting operations, practical aspects of improving process efficiency, understanding melt loss and dross generation, practical operator training, and fundamental management practices with a focus on processes and equipment in order to help optimize casthouse production and lower process cost.
The first installment of these casthouse management articles focused on melting furnace economics, while this second article in the series concentrates on melt loss and dross generation. In almost all aluminum processing operations, the cost of purchased scrap metal can contribute 80-90% of the operational costs in the plant. This includes all other downstream operations after the casthouse. Melt loss and dross generation can, therefore, have a profound effect on the overall cost of any fabricated aluminum product. For the purposes of this article, melt loss is defined as how much metal is lost during the melting process due to oxidation of the aluminum. Oxidation of aluminum and the creation of dross can occur throughout the melting process and handling of the molten aluminum.
An increasingly important and cost effective charge material is scrap metal, created during the processing of aluminum stock or from a recycling process. When melting scrap, melt loss and dross generation occurs. It is estimated that in the U.S., an energy loss of roughly 70 trillion BTUs per year results from oxidative melt loss of over 960 million lbs of aluminum and its alloys. As dross generation is inevitable when melting aluminum, the only controllable factors are the amount of dross generated and the amount of recoverable metal in the dross. This article will focus on the causations of melt loss and dross generation based on two melting process types: a side well melting furnace (which has a side well outside the main furnace chamber where scrap is melted in a molten bath) and a dry hearth, or batch type, melting furnace (which is typically filled with solid charge and completely drained at the end of each cycle).
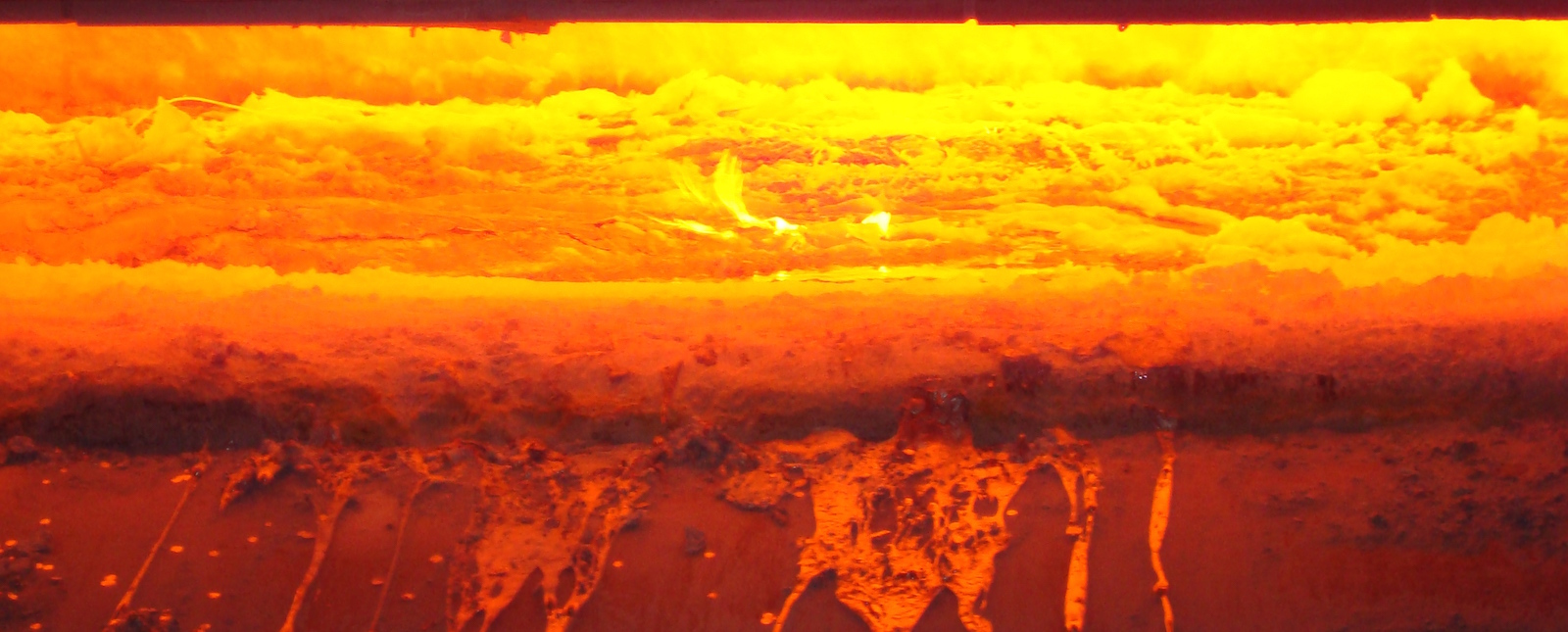
Dross is basically a mixture of oxide films and aluminum. Aluminum-oxide is wetting; it absorbs molten aluminum like a sponge, creating fine aluminum droplets encapsulated by aluminum-oxide. Some of the primary factors causing dross generation and melt loss include: disturbance of the clean aluminum surface; turbulence; oxide surrounding the scrap; dirt, oil, or other contaminants on the scrap; burners ingesting air; burners improperly adjusted that fire either too much gas or too much air; poor furnace pressure control; overheating the scrap (Figure 1); flame impingement on light-gauge scrap; overheating the bath; reactive flux (fluoride-based); and products of combustion.
Melting Furnaces
Side Well Melting Furnace
This well-type melting furnace has a side well on the furnace outside the main furnace combustion chamber. The side well can be open or completely closed. This type of furnace maintains a molten bath and is designed to operate with forced bath circulation where hot molten metal is pulled from the main heated chamber and pumped into the side well where scrap can be charged. This furnace is best suited for clean light-gauge scrap, which can be submerged under the bath surface and avoid the products of combustion from the main combustion chamber. This can provide improved melt loss for scrap types thinner than 1.5 mm.
Dry Hearth Melting Furnace
The dry hearth or batch type melting furnace is defined as a single-chamber furnace that is typically filled with a solid charge and drained at the end of each cycle. This type of furnace is noted for large surface areas and high thermal input, which provide very high melt rates. Batch furnaces are excellent for a process where there are frequent alloy changes; however, they are designed for heavier clean scrap types. As scrap begins to heat and melt, a tightly adhering oxide film forms. When the aluminum inside the film melts, it wants to drain away due to the effects of gravity. Larger droplets can accomplish this, but the droplets associated with thinner gauges cannot drain because of the counterbalancing forces of oxide layer surface tension. The critical thickness equals 1.5 mm—as the scrap thickness decreases, the melt loss increases. In some instances, a very thin scrap type subjected to flame impingement and products of combustion can completely oxidize.
Melting Light-Gauge Scrap
Lighter gauge scrap frequently includes painted sheet scrap, used beverage cans, and machining chips. For the purpose of this article, the focus will primarily be on chips and turnings and optimizing their recovery in the side well type melting furnace.
Chips and turnings are produced in many aluminum processing operations, from the scalping of rolling ingots to machining aluminum wheels and other near net shape cast products. In some of these operations, very large amounts of chips are produced. To properly understand chip melting and achieve optimum recovery (yield), the following three rules must be observed.

First, the chips must be clean. Coatings and cutting lubricants should ideally be removed to a moisture level of 0.2%. Coatings and lubricants are removed either through a thermal process or by directly charging the material into the bath. (This coating is not considered part of the aluminum and should not be considered in a melt loss test.) Melt loss tests performed by Pyrotek indicate that each 1% of cutting fluid that is burned off a contaminated chip when it is charged directly into a molten bath generates an additional 2% dross. Charging contaminated chips directly into the bath results in a percolation effect of the bath, which increases the dross generation—at Pyrotek this is called “contaminant-induced melt loss.” In addition, the added oxide generation increases melt loss and causes metal cleanliness issues. The resulting significant smoke and fire can also result in environmental issues (Figure 2). Proper chip drying requires a thermal process to remove cutting fluids. This requires a system that provides the correct heat input of approximately 590°F (310°C) to remove water-based cutting fluids or mineral oil. In addition, the system must provide for adequate residence time and aeration of the chips. For best results, chip drying equipment, which can reduce moisture levels from 5% to 0.2%, is recommended. Some chip drying units have processing capacities from 500 kg up to 5,500 kg of scrap per hour (Figure 3).
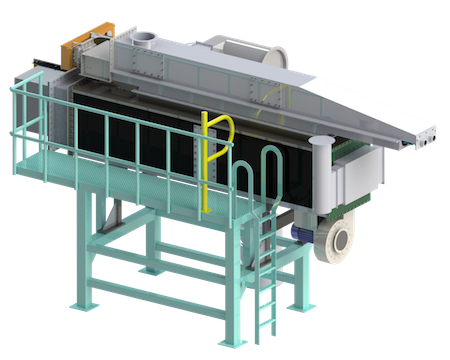
750 kg per hour. (Source: Pyrotek.)
Second, chips must be submerged as quickly as possible to limit exposure to the atmosphere. The longer a chip lays on the bath surface, the thicker the surrounding oxide layer becomes. This is non-recoverable metal. In addition, the surface tension of this oxide layer makes it more difficult for the drop of aluminum to overcome this surface tension and coalesce with the bath. A low turbulence submergence device is recommended to facilitate proper chip submergence (Figure 4).

vortex. (Source: Pyrotek.)
Third, the bath temperature must be sufficient to overcome the surface tension of the oxide layer. Charging chips in a cold bath temperature is not recommended. A typical minimum bath temperature for common alloys is approximately 1,350°F (732°C). Some of the hard aerospace alloy chips have a more tenacious oxide surface tension, requiring bath temperatures of 1,400°F (760°C). To be effective, care must be taken so the charge rate does not exceed the furnace’s ability to maintain a sufficient bath temperature during the charging process.
When chips are properly processed, these steps can include shredding, centrifuge, thermal drying, and removal of iron. Then the chips must be quickly submerged. When properly processed, very high recovery rates can be realized. Depending on the chip type and density, recovery rates ranging from 90% to 98% are common.
One particular area of chip melting that should be addressed is the melting of compressed chips and turnings in the form of pucks, briquettes, and bales, which some believe will help improve the recovery and provide a means to charge the material in a bath type dry hearth furnace. In practice, however, compacting can have detrimental effects on recovery and melt cleanliness. As stated, an aluminum chip is a drop of aluminum surrounded by an oxide layer. When chips are compressed, all the oxide layers are compressed inside the puck/briquette (Figure 5). As the material is melted, all these oxide layers will grow. In addition, molten aluminum is 15% less dense than solid aluminum. Even with today’s technologies, it is difficult to compress a puck/briquette to a density greater than 85%, so this material will still float on a molten bath. Consequently, charging into a molten bath would not prevent flame impingement, resulting in melt loss issues. Compression of chips does have the following benefits: helping to remove some percentage of the cutting fluids and increasing the density of the product for more efficient transport. When re-melting this material, it is recommend to shred and then process in the method previously described.

Analysis of Potential Melt Loss
It is important that producers completely understand the financial gain/loss of melting light-gauge scrap types in their processes, whether the scrap is generated in-house or purchased. In all cases, consider the cost per pound or kilogram of the molten metal, not the initial cost of the scrap itself. True, melt loss is difficult to measure. In many instances, producers will charge multiple scrap types, ranging from large heavy solids to chips, and they generally know what the overall melt loss is. It is impossible really to know, however, what the melt loss is for chips or other light-gauge scrap.
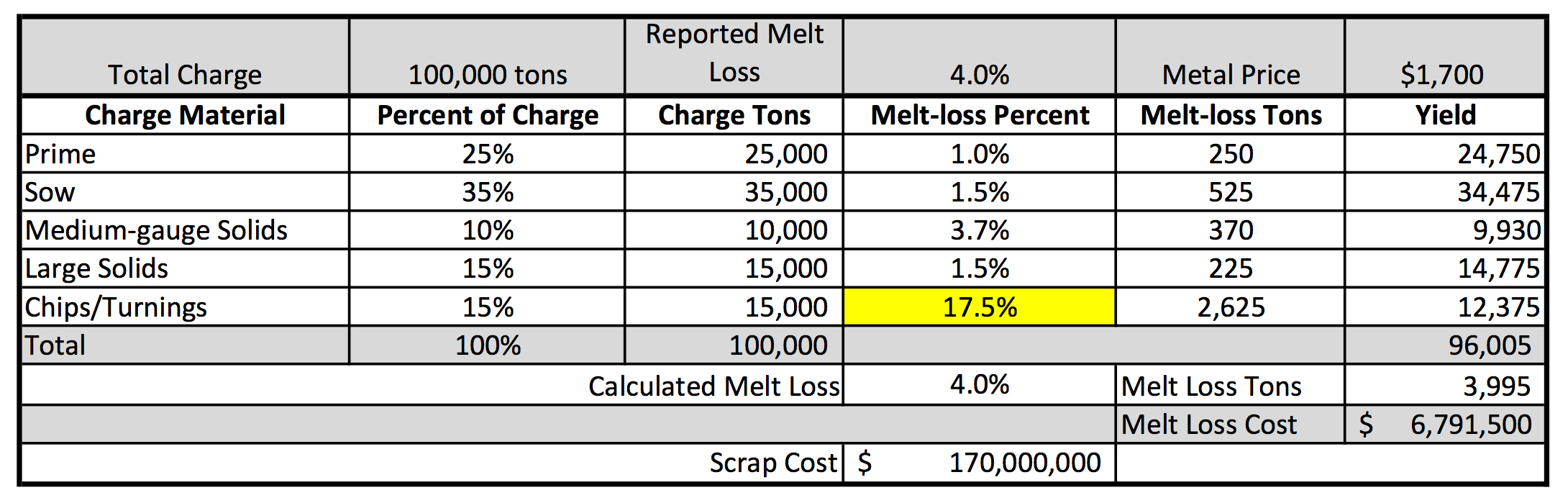
The hypothetical model in Table I illustrates a comparative analysis for an estimate of potential chip melt loss in a 100,000 ton per year facility. If the combined melt loss is a total of 4%, then the melt loss for all the solids except the chips can be assumed. The result of this model indicates that the chip melt loss is 17.5% for 15% of the total charge. Consequently, our cost for melt loss is almost $7 million.
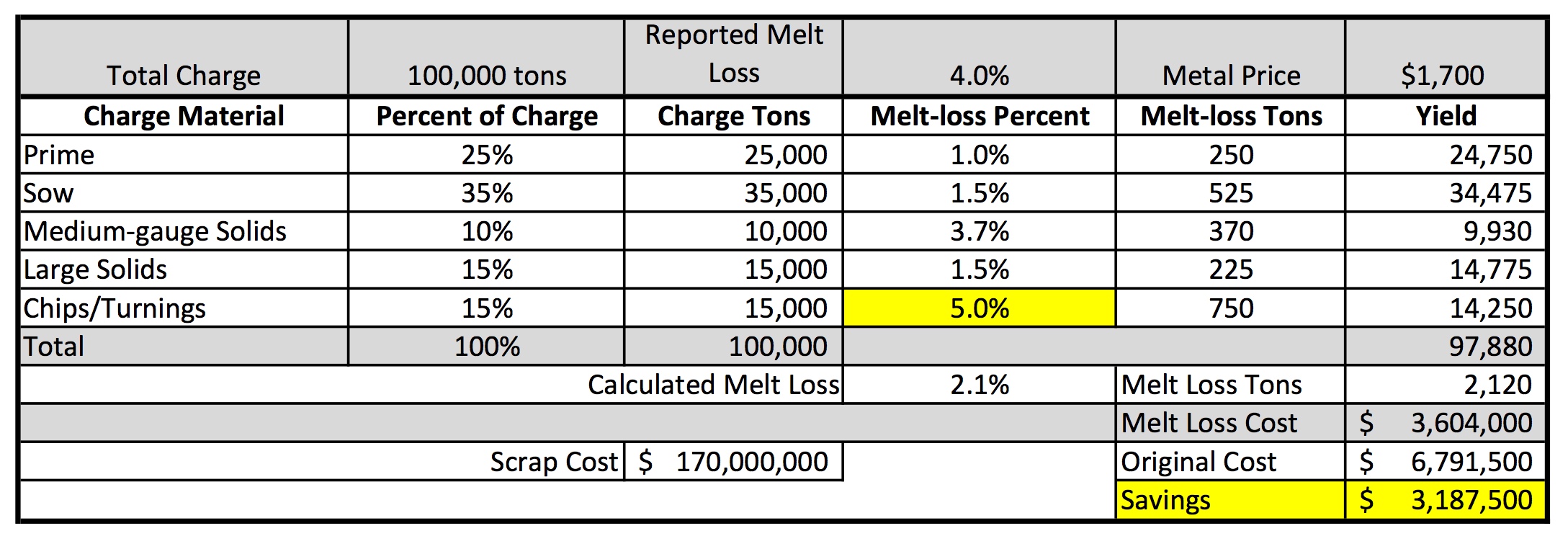
Using the same model but with the chip melt loss changed to 5% (Table II), which is achievable by application of proper chip melting processes, will reduce the overall melt loss to 2.1% and generate nearly $3.2 million in annual savings. Again, note that the chips charged only comprise 15% of the total charge.
In summary, utilizing the proper equipment and process for chip melting can result in significant financial savings for a producer. In contrast, melting chips in a process that is not designed for chip or light-gauge scrap can result in serious financial loss.
Editor’s Note: This article first appeared in the February 2017 issue of Light Metal Age. To read more articles from this issue, please subscribe.
 Jim Grayson is a process engineer with 40 years of experience in the aluminum industry. Grayson worked for 23 years for aluminum companies, including: Reynolds Metals, Alumax, and Norandal USA. He has performed numerous duties in the casthouse, including: process engineer, production supervisor, and casthouse manager. Grayson was the casthouse manager at Alumax Mill Products in Texarkana, TX, and Norandal USA in Scottsboro, AL. For the past 17 years, he has worked with Metaullics/ Pyrotek, where he is currently sales manager for electromagnetic metal circulation systems, integrated melting systems, and SNIF systems.
Jim Grayson is a process engineer with 40 years of experience in the aluminum industry. Grayson worked for 23 years for aluminum companies, including: Reynolds Metals, Alumax, and Norandal USA. He has performed numerous duties in the casthouse, including: process engineer, production supervisor, and casthouse manager. Grayson was the casthouse manager at Alumax Mill Products in Texarkana, TX, and Norandal USA in Scottsboro, AL. For the past 17 years, he has worked with Metaullics/ Pyrotek, where he is currently sales manager for electromagnetic metal circulation systems, integrated melting systems, and SNIF systems.