By Lynn Brown, Consulting Collaborative, and Rob Nelson, Almag Aluminum.
In the first nine months of 2019, it’s estimated that nearly 175,000 battery electric vehicles (BEVs) were sold in the U.S.1 Not surprisingly, almost 80% had the Tesla logo on the back, with 80% of those being the fast-selling Model 3. What may be surprising is that there are currently 13 other BEVs than Tesla on sale in the U.S. Chevy, with its Bolt, is the leading non-Tesla offering, with about 7.5% of the market. Then there is Nissan (Leaf), Audi (e-tron), BMW (i3), VW (the soon-to-be replaced e-Golf), Jaguar (i-Pace) and a number of Kia/Hyundai offerings.
The market, however, is about to get a lot more dynamic, with a host of new BEV offerings of various vehicle classes and price points. In the spring, we’ll see Porsche’s Taycan 4-door sports car launch in the U.S., along with the Mercedes EQC crossover. Then later in 2020 three more new crossovers: Tesla’s Model Y, Ford’s just announced Mustang Mach-E, and VW’s ID.4, along with Volvo’s XC40 BEV (Figure 1) and the Mini Cooper SE. Also, in late 2020, we expect to see the first of the pickup wave, Rivian’s R1T, followed by Tesla’s Cybertruck, Ford’s battery-powered F-150, and a GM battery-powered pickup in 2021. We also expect another offering from Audi, the e-tron GT, in 2021. Planned for 2022 are SUVs from Rivian (R1S), Lincoln (based on a Rivian platform), and Cadillac. And those are just the currently announced launches from major car builders; there are many more in the pipeline.

Estimates are that BEV sales in North America could grow to the vicinity of 1 million units per year (about 6% of the market) by 2025 driven by increased offerings, reduced battery costs, improved range, and expanded charging networks. Based on historic and projected reductions in battery costs, it is expected that BEVs and conventional internal combustion engine (ICE) vehicles will be at first cost parity (excluding subsidies) by 2024/26. With cost parity, performance and operational savings should tilt the balance in the BEV’s direction.
Whether 1 million BEVs are sold in 2025 or not, it is clear—from the evolution of the technology and the commitment of the legacy car builders—that BEVs will be an increasingly important part of our automotive future over the coming decade. So what does that mean for aluminum extrusions? (Note: this article focuses exclusively on BEVs, and does not address hybrid vehicles, plug-in or not.)
The Role of Extrusion
Aluminum extrusions should play a vital role in BEVs. First, the battery system weight makes lightweighting other vehicle systems even more important, and second, extrusion’s attributes make it a major contender for housing and cooling the battery system, as well as a consideration for electric motor housings.
Weight and Range
BEVs are heavy, and weight limits driving range. Ducker Worldwide estimates that VW’s e-Golf (soon to be replaced by the ID.4) is over 500 lbs heavier than the ICE version of the same vehicle. Although 500 lbs of the ICE vehicle engine, transmission, exhaust system, and fuel system are removed, they are replaced by over 1,000 lbs of batteries, motors, controls, and cables in the BEV. It’s a similar story for the Tesla S, with a 1,200 lb battery (27% of vehicle weight) in the 85 kWh version, and the Chevy Bolt with a 960 lb battery (66 kWh, 26% of vehicle weight).
Battery energy densities are increasing, but given “range anxiety” among BEV buyers, we’re likely to see that improvement end up as increased range—not decreased weight. And that’s not the only weight gain to challenge the automotive dieticians. In parallel, we’re seeing additional weight for advanced driver assistance systems (ADAS) hardware. Although true autonomous driving (Level 5) is still a long ways off, many of the key elements are already being added to cars. Many new vehicles (especially technically advanced ones) now feature lane departure warning systems (1.2 lbs) and front collision warning/automatic braking systems (another 6.5 lbs).2 McKinsey & Company estimates that when all the sensors, processors, and cables, etc. for full Level 5 autonomy are considered, another 300-400 lbs of mass will result.
Extrusions (and other aluminum components) have been proven effective for mass reduction. We expect to see more and more extrusions used in applications like cross body beams/instrument panels, roof bows, and underbody cross members. Simply substituting extruded shapes for alternative materials will not necessarily be a winning strategy, however. Increasingly, we see the use of complex hollows with thinner walls to further lighten the lightweight material while also meeting more demanding structural and crush performance.
The Battery System Housing
The care and handling of the battery system represents another major opportunity for extrusions—one evident on recent BEV introductions and receiving intense development work for forthcoming launches. At a minimum, today’s battery systems require: sealing from the elements, protection from crashes and underbody strikes, and some level of thermal management. In addition, they must provide maintenance access and meet typical needs for ease of assembly, durability, and cost effectiveness. Frequently, the requirements are greater, as the battery enclosure becomes an integral part of the vehicle structure, with attendant contribution to chassis stiffness and overall crash management.
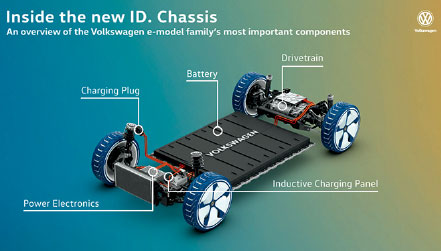
Many purpose-built BEVs utilize a “skateboard” type platform, such as these for Rivian and the Volkswagen MEB platform (Figures 2-3). Typically, the battery enclosures are located between the axles, with motors and control systems mounted above the axles.
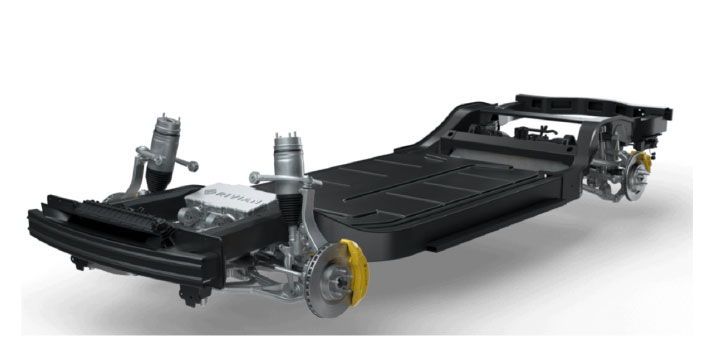
The enclosures consume virtually all of the available real estate between the wheels, with enclosures for use in SUVs typically 78-85 inches long, just over 60 inches wide, and 5-5.5 inches high. For reference, the wheelbase for Audi’s e-tron is about 115 inches long and 76 inches wide, with comparable dimensions for the Jaguar I-Pace at 117 inches long and 74.6 inches wide.
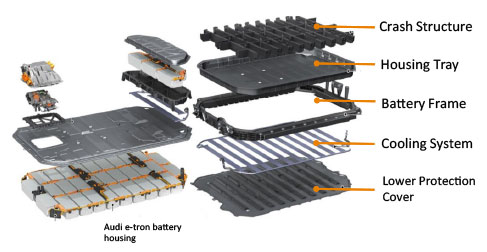
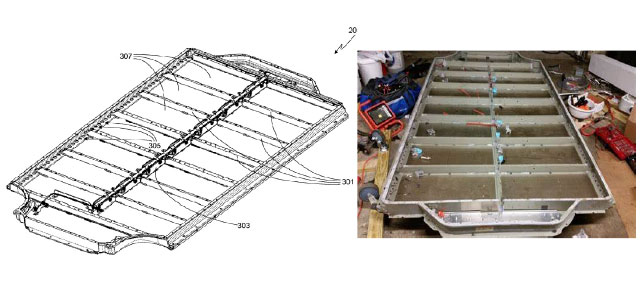
The schematic for the e-tron’s battery box (Figure 4) shows a not-atypical approach, with a grid-type (or egg-carton) structure to secure and protect the battery modules within a frame and lower cover that provide both protection and chassis integrity.
A closer look at the VW MEB battery box provides good insights about the trade-offs that today’s engineers are wrestling with. A complex multi-void hollow appears to provide lateral crush resistance, as well as providing the overall structure for the enclosure. The box is constructed with lineals joined with welded corners. Alternative designs we’ve seen substitute cast corner nodes for the welded corners. The box for Tesla’s Model S (which also employs the box as an integral part of the chassis structure) is also extrusion based (Figure 5), but with corners apparently formed from bent lineals, and ancillary elements providing side protection.
But what about utilizing approaches from other extrusion applications, such as a continuous bent lineal as used in high-end luggage (Figure 6)? Using a continuous lineal eliminates multiple mechanical joints (with their potential for leaks) in the battery surround, although it may require heavier walls and flanges to accommodate tight radius bends.

Thermal Management of the Battery
Optimal battery performance demands that the battery pack temperature is maintained within a design window—typically between 20°C and 40°C—and that there is minimal variation in temperature (<5°C) within the pack.3 While there are a variety of potential approaches to providing thermal management to the pack, indirect liquid cooling, generally with a glycol coolant circulating through a network of tubes, is today’s preferred solution. Early Nissan Leafs utilized air cooling, but a study by the National Renewal Energy Lab (NREL) concluded that air cooling requires 2-3 times the energy of liquid systems. Similarly, fin cooling approaches, which would favor extrusions, were found by NREL to add significant weight.
While the basic approach to battery thermal management (circulating coolant through tubes or pipes) is similar to that used with ICE vehicles, the execution is obviously quite different. It also differs significantly among BEVs, for example:
- Porsche keeps the cooling system outside the battery box on its new Taycan, gluing the coolant tubes to the underside of the box to allow heat transfer.
- Tesla takes a different route, snaking a single extruded line between banks of cells to provide heat transfer while minimizing any potential leakage.
- BMW also places the cooling system inside the box, but at the bottom, with battery modules sitting on top of the tubing circulating the heat transfer liquid.
Regardless of the cooling system architecture, the basic requirements are the same, and create opportunity for extrusion, both in the cooling tubing, and—in some applications—peripherals. Extruded tubing, such as that used in alternative energy applications (Figure 7), consumes minimal space, and includes exterior serrations to improve heat transfer. For another cooling-related application, the Tesla model 3 utilizes an extruded coolant condenser tank. The hollow for the tank is extruded with a wide flange on one side, which is subsequently stamped to eliminate excess material and create the mounting point.

In addition to the battery-specific applications, there is potential for extrusion in control system housings, and, to a lesser extent, in motor housings. The housing of the BEV’s AC motor would seem to be a promising application for extrusion. As with the battery pack, heat management is a key factor, and multi-void hollows with circumferential cooling ports, such as this design for a heavy truck electric drive unit (Figure 8) can manage that task nicely. This particular housing incorporates 20 cooling channels (in addition to a separate oil port); the channels in turn have serrated interiors, similar to the cooling tubing, which yields a 12% increase in effective cooling surface area.
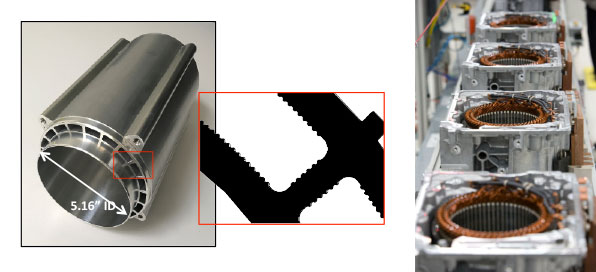
Often, however, the motor is packaged with control mechanisms, power inverter mounts, etc. leading to a preference for a more complex high pressure die cast housing, free from the linearity of extrusion…albeit with a more challenging cooling requirement.
The Material of Choice?
While it is clear that aluminum can play a major role in vehicle electrification, it’s not a given that extrusion will be the format of choice. Novelis has introduced a battery enclosure with aluminum sheet architecture, and as noted above castings likely have a significant role for motor housings—and possibly for battery enclosures. However, Novelis has positioned their sheet design as most appropriate for “higher volume” applications, and cast battery enclosure solutions appear most likely for smaller enclosures used in hybrid vehicles.
At present, though, extrusion-based designs appear to be a highly attractive solution, with tooling cost and lead-time considerations, in addition to extrusion’s design and processing flexibility, carrying great weight. A recent estimate for a SUV or pickup-scale battery enclosure showed casting tooling costs exceeding $750,000, with a lead time approaching one year. By comparison, an extrusion-based design, with eight to ten distinct profiles, required a total tooling investment of less than $75,000, with a lead time of around six weeks. Particularly with designs evolving so rapidly, development speed and tooling costs make a compelling argument.
Conclusion
While there remains much uncertainty about the pace of BEV penetration of the North American market, the commitment to this technology from Ford, GM, and others certainly says the opportunity is real. And while there likewise remains uncertainty about the ultimate material selections, it is equally clear that—at least in the near term—there is substantial opportunity for aluminum extrusions. With extrusion-based battery enclosures weighing in the 100-125 lb range for larger vehicles, and the parallel need for continual lightweighting of other components, the BEV market should certainly keep automotive usage of extrusions growing.
References
- Loveday, Steven, “Quarterly Plug-In EV Sales Scorecard,” InsideEVs, December 4, 2019.
- Hartrick, Michael, “Policy Perspective: U.S. Fuel Economy Regulations and Their Implications for Lightweighting,” Alliance of Automobile Manufacturers, Lightweighting World Expo, October 9, 2019.
- “Lithium-Ion Battery Packs & Methods of Cooling Them,” Dober Chemical Corp.
Editor’s Note: This article first appeared in the January 2020 issue of Light Metal Age. To receive the current issue, please subscribe.