Experienced welders will tell you that, compared to welding steel, welding aluminum and its alloys is not difficult but different. Steel, being one of the common construction materials, most welders and myself included started by learning how to weld steel. As aluminum has especially gained market share in transportation, welding aluminum is challenged in various vehicle applications, especially since the automotive market calls for a multi-material model in building their vehicles. Joining aluminum to itself and other materials is easily done with adhesive or self-piercing rivets. However, welding aluminum to itself and other materials in many cases is the most permanent and cost-effective joining method, and aluminum welding technology is developing at a rapid pace.
A number of the differences between steel and aluminum need to be considered by welders. Aluminum is 1/3 as dense as steel and has a melting point that is at least 1/2 that of steel (although aluminum oxide which protects aluminum from corrosion has a higher melting point than steel and should be removed before welding). In addition, thermal conductivity of aluminum is five-to-six times greater, aluminum doesn’t show color like steel does when heated, and thermal expansion of aluminum is about twice that of steel. These and other factors may need to be considered depending on the type of aluminum alloy or steel.
Accounting for the different properties of each material, aluminum alloys can be welded by any of the methods used to weld steel. In fact, friction stir welding (FSW) of aluminum alloys in the solid state without fusion is significantly more prominent in various applications than is FSW of steel, undoubtedly due to the much higher melting point of steel. There are many advantages of FSW over conventional fusion welding, because no solidification takes place during FSW. The article coverage of new developments in FSW of aluminum alloys has been and continues to be extensive in Light Metal Age. FSW of aluminum is ever evolving as shown by the international patent coverage on this topic presented previously (e.g., LMA, June 2018) and in several patents listed hereafter.
Because the automotive industry has adopted a multi-material strategy for body-in-white and closures, the welding of aluminum to steel parts, each with widely different property differences, takes on special significance. Although bimetal transition joints have been and are used to facilitate welding of aluminum to steel, special metal inert gas (MIG) techniques (US8907240 and US8742294) and resistance spot welding techniques (US8502105 and US487206) presented here have been developed to make aluminum/steel weld joints without bimetal transitions.
Also, as resistance spot welding is the preferred welding method for automotive sheet metal parts, the international patent calendar for the December 2020 issue of LMA will focus on scores of recent inventions on resistance spot welding of aluminum alloy sheet to itself and steel sheet, which in recent times has been in extensive development by automotive companies and their suppliers. Watch for it.
– Joseph C. Benedyk, Editor
US9005039 — ALUMINUM ALLOY PROPELLER SHAFT AND FRICTION WELDING PROCESS THEREOF — Hitachi Automotive Systems Kyushu, Ltd. (Japan) — An aluminum alloy propeller shaft including a tube made of an aluminum alloy, and a pair of yoke members made of an aluminum alloy, the yoke members including cylindrical base portions friction-welded to opposite end portions of the tube, each of the yoke members including a tip end portion having a pair of bearing retaining holes aligned with each other in a radial direction of the base portion. Variation in length between a central axis of the bearing retaining holes in one of the yoke members and a central axis of the bearing retaining holes in the other yoke member with respect to a reference length is set within a range of from +2.0 mm to -2.0 mm. A friction welding process of producing an aluminum alloy propeller shaft, including a friction step, a position displacement detection step, a rotation stop-step and an upset step.

US8921696 — WIRING HARNESS AND A METHOD FOR PRODUCING THE SAME, AND A METHOD FOR CONNECTING INSULATED WIRES — Sumitomo Wiring Systems, Ltd., Autonetworks Technologies, Ltd. and Sumitomo Electric Industries, Ltd. (Japan) — A wiring harness which is excellent in peel strength at a joining portion where conductors of electric wires are joined together, even if at least one of the electric wires have a small diameter. A wiring harness includes insulated wires whose conductors are partly exposed, and a metal leaf with which the exposed conductors are bound, where the bound conductors are welded preferably by ultrasonic welding, and the conductors including elemental wires have a joining portion where the elemental wires are joined together, the joining portion being inside the metal leaf. The elemental wires and the metal leaf are preferably made from copper, a copper alloy, aluminum and/or an aluminum alloy, and are preferably made from a same metal or a same alloy. At least one of the conductors preferably has a cross-sectional area of 0.35 mm2 or less.

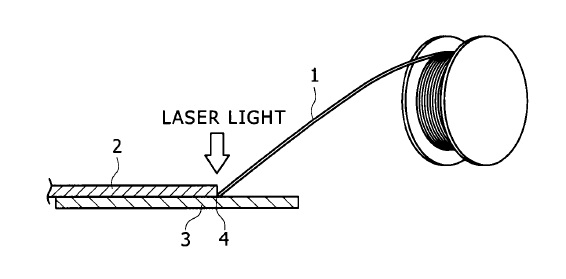
US8907246 — FLUX-CORED WIRE FOR WELDING DIFFERENT MATERIALS, METHOD FOR LASER WELDING OF DIFFERENT MATERIALS AND METHOD FOR MIG WELDING OF DIFFERENT MATERIALS — Kabushiki Kaisha Kobe Seiko Sho (Japan) — There are provided a flux-cored wire for welding different materials, a method for laser welding of different materials and a method for MIG welding of different materials which can improve tensile shear strength of a welded joint portion and peeling strength of a welded portion interface in welding aluminum or an aluminum alloy material and a steel material. The flux-cored wire has a cylindrical sheath comprising an aluminum alloy which contains Si in an amount of 1.5 to 2.5% by mass and Zr in an amount of 0.05 to 0.25% by mass, with the remainder being aluminum and inevitable impurities, and a flux filling inside this sheath and containing cesium fluoride in an amount of 20 to 60% by mass, and the packing fraction of the flux being 5 to 20% by mass of the total mass of the wire.
US8742294 — MIG WELDED JOINT BETWEEN ALUMINUM AND STEEL MEMBERS AND MIG WELDING PROCESS — Sumitomo Light Metal Industries, Ltd. (Japan) — A MIG welded joint between aluminum and steel members is obtained by overlapping the aluminum member and the steel member each other and performing MIG welding using a filler wire (positive pole) made of a 4000 or 5000 series aluminum alloy on an end face of the overlapped aluminum member, wherein the aluminum member has a thickness P ranging from 0.5 to 2.0 mm, and the steel member has a thickness Q satisfying the following formula: 0.6 < Q/P < 0.8.

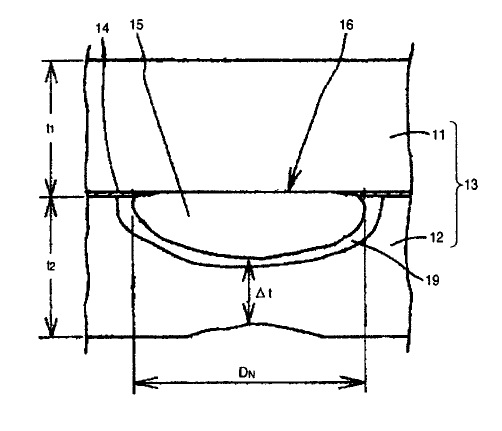
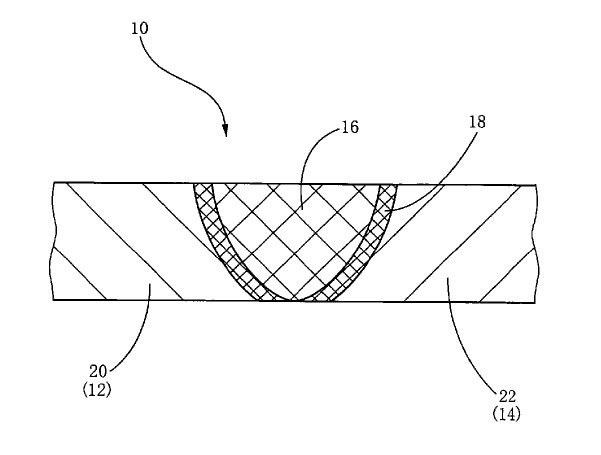
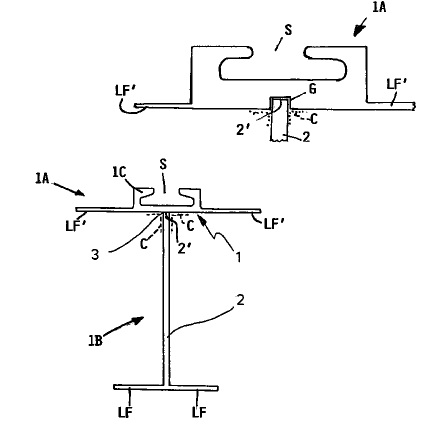
US8740042 — FRICTION-WELDED PART AND METHOD OF FRICTION WELDING — Nippon Light Metal Company, Ltd. and Nikkeikin Aluminium Core Technology Company Ltd. (Japan) — The invention provides a friction-welded part featuring easy design as well as a method of producing said part. The friction-welded part 1 is produced by friction-welding a first member 10 and a second member 20 together. The first member 10 is made of an aluminum alloy material, having a uniform cross-section portion 11 whose cross-sectional shape and size are not changed. The second member 20 is made of an aluminum alloy material, having a uniform cross-section portion 21 whose cross-sectional shape and size are not changed. According to the invention, the uniform cross-section portions 11 and 21 are friction-welded together to form the part 1. A heat affected zone “H” caused by friction welding is formed only in the uniform cross-section portions 11 and 21. The uniform cross-section portion 11 of the first member 10, and the uniform cross-section portion 21 of the second member 20, respectively, have a cylindrical shape, preferably having the same sectional dimension.

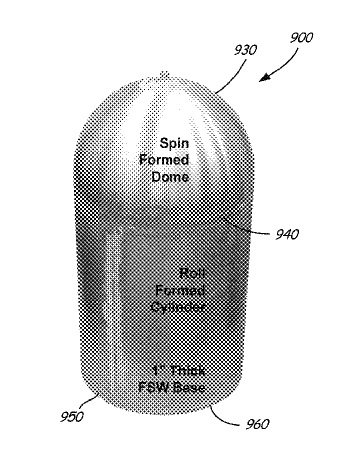
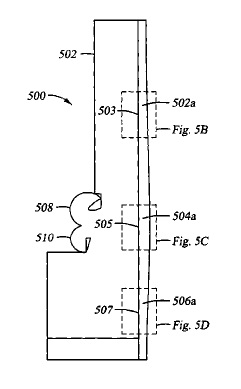
US8728389 — FABRICATION OF L12 ALUMINUM ALLOY TANKS AND OTHER VESSELS BY ROLL FORMING, SPIN FORMING, AND FRICTION STIR WELDING — United Technologies Corporation (USA) — The present invention is a method for consolidating aluminum alloy powders into useful components such as tanks and other vessels having improved strength and fracture toughness. In embodiments, powders include an aluminum alloy having coherent L12 Al3X dispersoids where X is at least one first element selected from scandium, erbium, thulium, ytterbium, and lutetium, and at least one second element selected from gadolinium, yttrium, zirconium, titanium, hafnium, and niobium. The balance is substantially aluminum containing at least one alloying element selected from silicon, magnesium, manganese, lithium, copper, zinc, and nickel. The powder is consolidated into a billet having a density of about 100 percent. Tanks are formed by rolling consolidated billets into sheets, cutting preforms from said sheets, roll forming the performs into cylindrical shapes and friction stir welding the seams to form cylinders. L1.sub.2 alloy domes are spin formed from the rolled sheet and friction stir welded to the cylinder. Circular bases are cut from the rolled sheet and friction stir welded to the domed cylinder to form bottoms of the tank.
US8673209 — ALUMINUM ALLOY PRODUCTS HAVING IMPROVED PROPERTY COMBINATIONS AND METHOD FOR ARTIFICIALLY AGING SAME — Alcoa, Inc. (USA) — Aluminum alloy products about 4 inches thick or less that possesses the ability to achieve, when solution heat treated, quenched, and artificially aged, and in parts made from the products, an improved combination of strength, fracture toughness and corrosion resistance, the alloy consisting essentially of: about 6.8 to about 8.5 wt. % Zn, about 1.5 to about 2.00 wt. % Mg, about 1.75 to about 2.3 wt. % Cu; about 0.05 to about 0.3 wt. % Zr, less than about 0.1 wt. % Mn, less than about 0.05 wt. % Cr, the balance Al, incidental elements and impurities and a method for making same. The invention alloy is useful in making structural members for commercial airplanes including, but not limited to, upper wing skins and stringers, spar caps, spar webs and ribs of either built-up or integral construction. The invention alloy may be aged by 2 or 3 step practices while exceeding the SCC requirements for applications for which the invention alloy is primarily intended. The flexibility of the invention in this regard is useful for its application in multi-alloy or multi-material systems joined by welding or bonding and subsequently aged.
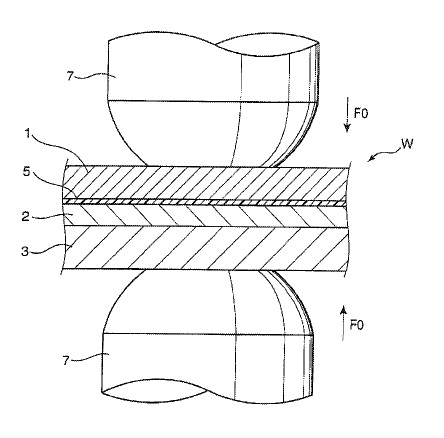
US8502105 — JOINING METHOD OF DISSIMILAR METAL PLATES AND DISSIMILAR METAL JOINED BODY — Mazda Motor Corporation and Kobe Steel, Ltd. (Japan) — The joining method includes a step of lapping the aluminum alloy plate and the plated steel plate via adhesive, a pre-heating step of clamping both metal plates lapped in the lapping step between a pair of electrodes for spot welding and applying pressure thereto, and applying a current between the pair of electrodes, a cooling step of pressurizing both metal plates at a pressing force higher than that at the start of the pre-heating step in a state where conduction between the electrodes is stopped, and continuing this pressurization over a predetermined cooling time, and a welding step of pressurizing both metal plates at a pressing force higher than that at the start of the pre-heating step, and welding both of the metal plates by applying a current higher than the conduction current value in the pre-heating step between the pair of electrodes.
US8502104 — METHOD OF BUILDING UP AN ALUMINUM ALLOY PART — SNECMA Services (France) — A method of building up an aluminum alloy part by welding is disclosed. The method includes the steps of manually depositing a layer of aluminum alloy powder on the part in a build-up zone and welding the powder layer onto the part by laser welding. A mask having an opening of dimensions corresponding to the dimensions of the build-up zone is positioned on the part and the layer of powder is deposited on the part both in the build-up zone and overlaps onto the mask around the build-up zone. The height of the powder layer relative to the surface of the part is calibrated prior to the welding step. An object of the invention is to provide a method of building up a part by welding, which method gives rise to a thermally affected zone that is limited and to deformations that are small in the build-up zone, and furthermore is capable of being used for building up a turbojet fan casing without it being necessary to remove the casing.
US8487206 — JOINT PRODUCT BETWEEN STEEL PRODUCT AND ALUMINUM MATERIAL, SPOT WELDING METHOD FOR THE JOINT PRODUCT, AND ELECTRODE CHIP FOR USE IN THE JOINT PRODUCT — Kobe Steel, Ltd. (Japan) — Provided is a joint product of a steel product and an aluminum material, the joint product being formed by joining the steel product having a sheet thickness t1 of 0.3 to 3.0 mm with the aluminum material having a sheet thickness t2 of 0.5 to 4.0 mm by spot welding, wherein a nugget area in a joint part is from 20 x t20.5 to 100 x t20.5 mm2, an area of a portion where a thickness of an interface reaction layer is from 0.5 to 3 µm is 10 x t20.5 mm2 or more, and a difference between the thickness of the interface reaction layer at a joint part center and the thickness of the interface reaction layer at a point distant from the joint part center by a distance of one-fourth of a joint diameter is 5 µm or less, and wherein the aluminum material is pure aluminum or an aluminum alloy material.
US8420226 — WELDED STRUCTURAL MEMBER AND METHOD AND USE THEREOF — Constellium France (France) — The present invention relates generally to welded aluminium alloy members and more particularly to a welded structural member comprising two or more parts of different alloys and/or tempers. These structural members may be used, for example, in aircraft construction. A structural member comprising at least two aluminum alloy parts displaying different property balances, said at least two parts being welded and wherein one of said parts either is (i) selected from an aluminum alloy different from the other of said at least two parts and/or (ii) is selected from an initial temper different from the other of said at least two parts, and wherein at least one of said at least two parts has been pre-aged prior to being welded, and, wherein said structural member has undergone a post-welding thermal treatment conferring a final temper to each of said at least two parts. The parts are advantageously welded by friction stir welding. Another subject of the invention is a method for manufacturing a structural member.
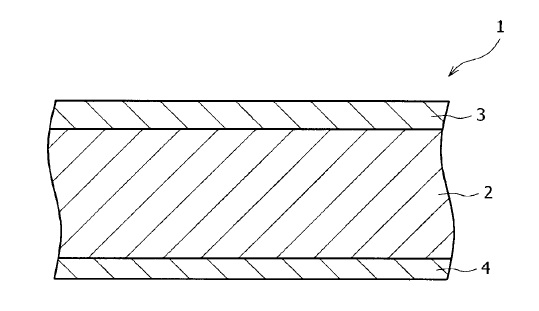
US8343635 — MULTI-LAYERED SHEET OF ALUMINUM ALLOYS — Kobe Steel, Ltd. (Japan) — Provided is a multi-layered sheet which has undergone heating corresponding to brazing, such as an aluminum-alloy radiator tube, or a multi-layered sheet such as an aluminum-alloy brazing sheet. The multi-layered sheet can have a reduced thickness and has excellent fatigue properties. The multi-layered sheet of aluminum alloys comprises a core layer (2) which has been clad at least with a sacrificial layer (3). This multi-layered sheet is a multi-layered sheet to be subjected to brazing or welding to produce a heat exchanger or is a multi-layered sheet which has undergone heating corresponding to brazing. The core layer (2) comprises a specific 3000-series composition. In this core layer (2), the average density in number of dispersed particles having a specific size has been regulated. As a result, fatigue properties, which govern cracking, can be highly improved.
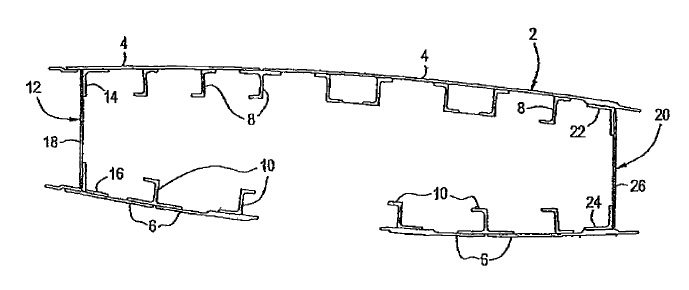
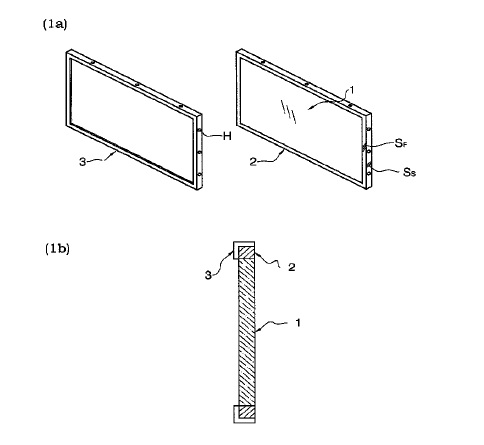
US8174848 — REINFORCEMENT FRAME FOR A DISPLAY PANEL USING EXTRUDED ALUMINUM ALLOY AND APPARATUS AND METHOD FOR MANUFACTURING THE SAME — Dongyang Gangchul., Ltd. (Korea) — Disclosed is a reinforcement frame for a display panel using aluminum alloy extrusion members and an apparatus and a method for manufacturing the same, wherein, while a number of unitary aluminum alloy extrusion members abut one another, a welding head is used to cause the abutting portions to undergo friction resulting from high-speed rotation so that the members are melted and welded to one another by the resulting frictional heat.
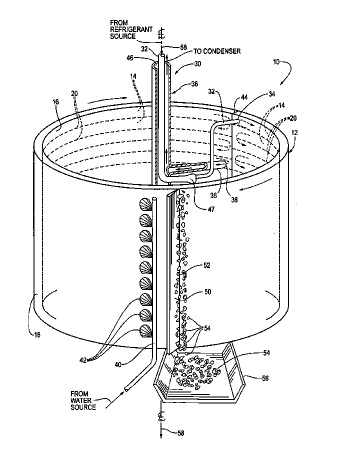
US8132424 — ICE MACHINES WITH EXTRUDED HEAT EXCHANGER — Integrated Marine Systems, Inc. (USA) — A heat exchanger for an ice machine has the form of a cylinder. In some embodiments, the cylinder is made from an extrusion of a metal such as an aluminum alloy. The heat exchanger includes inner and outer cylindrical walls and one or more refrigeration passages positioned between the inner and outer walls. The inner and outer walls are separated from each other by connecting structures defining the refrigeration passages. The heat exchanger can be extruded as a rectangular panel and subsequently formed into a cylindrical form. Alternatively, the heat exchanger can be extruded as a cylinder, or as an arcuate cylindrical segment in which several of such segments are subsequently joined together (as by welding) into a cylinder. Ice machines that feature ice formation on both the inner and outer walls of the cylinder are also disclosed.
US7939182 — FILLER WIRE FOR WELDING ALUMINUM ALLOYS — Aluminium Pechiney (France) — An aluminum-based welding filler wire is made with an aluminum alloy that contains between 0.1 and 6 wt. % titanium, including one portion in the form of TiB2 particles, TiC particles, or a combination thereof, and another portion in the form of free titanium. The filler wire can be used in welding aluminum-based materials. The present disclosure provides welding filler wires that make it possible, by comparison with prior welding wires, to achieve better refining in the weld bead, i.e. a finer and more regular grain, and which simultaneously make it possible to obtain good mechanical strength in the welded joint.
US7810700 — HEAT TREATING FRICTION STIR WELDED ALUMINUM ALLOY MEMBERS AND JOINED PRODUCT — Sumitomo Light Metal Industries, Ltd. (Japan) — A method of joining aluminum alloy members, including the steps of: obtaining a joined body including: (a) contacting aluminum alloy members each made of a 6000 series aluminum alloy with T4 temper; and (b) performing a friction stir welding operation on a contact portion of the aluminum alloy members at which they are held in contact with each other, so as to form a stir zone at the contact portion; and performing, on the obtained joined body, an underaging treatment which is an artificial aging treatment and which is completed before hardness of the stir zone reaches maximum hardness, the underaging treatment being performed before GP zones are formed at the stir zone of the joined body.
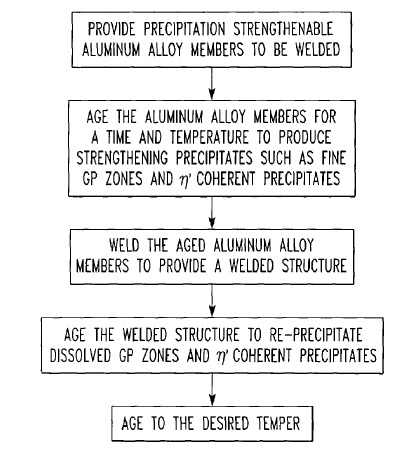
US7360676 — WELDED ALUMINUM ALLOY STRUCTURE — Universal Alloy Corporation (USA) — The present invention provides an improved welded assembly, e.g., made by friction, friction-stir, or laser welding, and provides a novel process for welding of precipitation strengthened aluminum alloys having improved weld strength as well as improved strength in the heat affected zone adjacent the weld. Also, the novel process results in improved corrosion properties in the weld and heat affected zone. A method of welding age-hardenable aluminum alloys to improve strength properties in the heat affected zone and the weld zone, the method comprising the steps of providing precipitation hardenable aluminum alloy members to be welded and subjecting said members to a first aging step for times and temperatures to generate strengthening precipitates. Thereafter, the aged members are welded to provide a welded assembly having a weld zone. The welded members are subjected to a second aging step to reprecipitate strengthening precipitates in the weld zone.
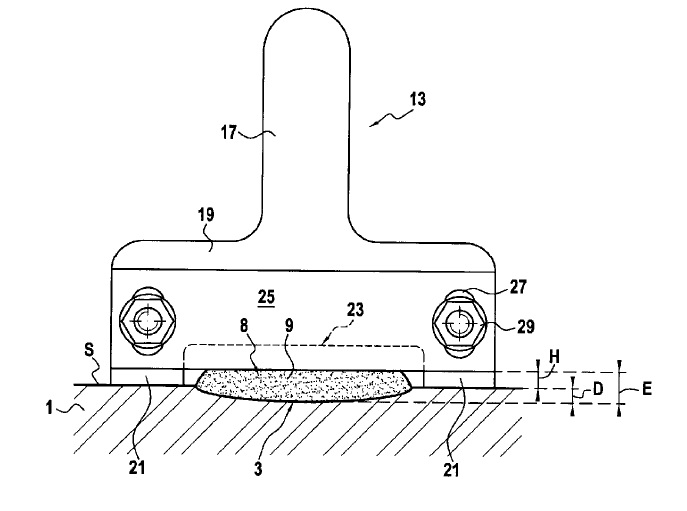
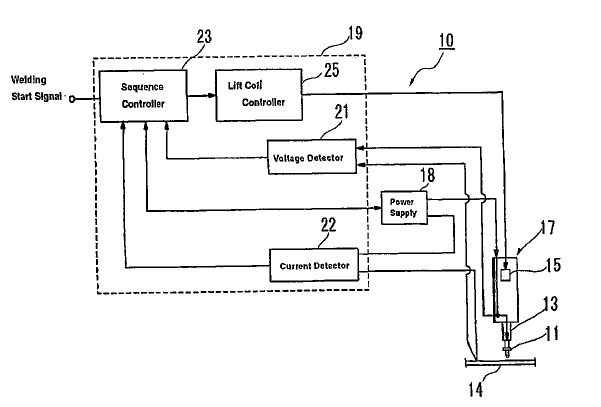
US7176401 — METHOD AND DEVICE FOR WELDING AN ALUMINUM-BASED STUD — Newfrey LLC (USA) — A method of welding a stud (11) is provided. In another aspect of the present invention, a welding system is provided for a weld stud (11). A further aspect of the present invention employs a weld stud (11) with a substantially conical end section (29). Still another aspect of the present invention includes a welding method, wherein an aluminum or aluminum alloy stud (11) is brought into contact with an aluminum or aluminum alloy base material (14), voltage is applied between the stud (11) and the base material (14), the stud (11) is lifted slightly off the base material (14), an arc is generated, the tip of the stud (11) and the section of the base material (14) to be melted are melted, pressure is applied to the tip of the stud (11) and the section of the base material (14) that has been melted and the stud (11) and base material (14) are welded together, the current is divided into at least three stages and incrementally increased from the beginning to the end while the main arc is generated, and/or the molten tip of the aluminum or aluminum alloy stud (11) is applied under pressure to the molten base material (14) in under five milliseconds after the arc current has been cut off.
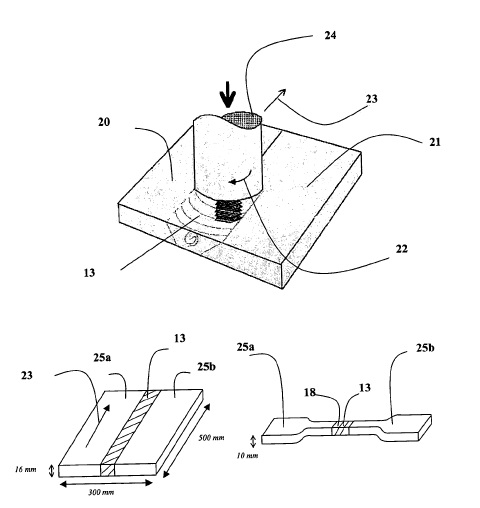
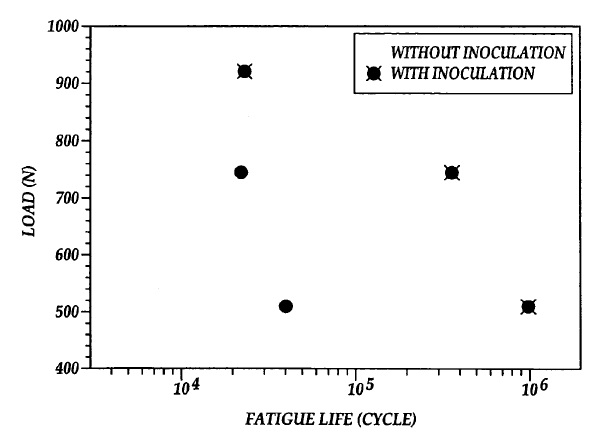
US7150799 — WELD NUGGET INOCULATION — General Motors Corporation (USA) and Jilin University (China) — The present invention broadly relates to techniques for improving the mechanical strength of metal welds, and deals more particularly with a method of inoculating welds in aluminum alloys in order to refine the weld grain structure. A weld nugget between aluminum alloy parts is inoculated with a material to refine the grain structure of the weld and thereby improve its mechanical strength. The inoculate may be a Ti or Na based compound in the form of a paste, powder, or film, which is applied to the sheets before welding. The inoculation promotes nucleation of desirable equiaxed grain within the molten weld nugget as the weld cools and solidifies.
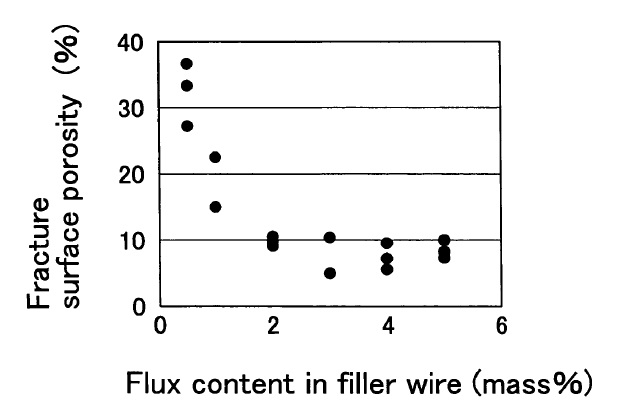
US7150797 — FILLER MATERIAL FOR USE IN WELDING OF MG-CONTAINED ALUMINUM ALLOY DIE-CAST MEMBERS, WELDING METHOD, AND WELDED ARTICLE — Nissan Motor Co., Ltd. and Showa Denko K.K. (Japan) — An aluminum alloy filler material for use in welding of metal members, e.g., by laser welding, including at least one aluminum die-cast member containing Mg includes an aluminum or an aluminum alloy as base material and Al-K-F series flux. The Al-K-F series flux is contained by 2 to 4 mass % with respect to the entire filler material.
US7100885 — SEAT MOUNTING RAIL, PARTICULARLY FOR A COMMERCIAL AIRCRAFT — Airbus Deutschland GmbH (Germany) — A seat mounting rail for securing seats to a floor of a passenger aircraft is made of a seat securing upper section and a rail mounting lower section. Both sections are made of different metals. The upper section is made of a titanium alloy for corrosion protection. The lower rail section is made of an aluminum alloy for weight reduction. The interconnection between the two sections is made as a thermal joint for example formed as a laser weld, which is preferably a butt weld to save welding material.
US7055732 — SEMICONDUCTOR PROCESSING APPARATUS INCLUDING PLASMA-RESISTANT, WELDED ALUMINUM STRUCTURES — Applied Materials, Inc. (USA) — The invention relates to a method of forming complex shapes which can subsequently be anodized to provide at least one plasma-resistant surface, and particularly a surface which is resistant to halogen-containing plasmas. Aluminum has been widely used as a construction material for semiconductor fabrication equipment, at times because of its conductive properties, and generally because of ease in fabrication and availability at a reasonable price. However, aluminum is susceptible to reaction with halogens such as chlorine, fluorine, and bromine. We have discovered a method of producing a complex-shaped aluminum alloy article, where welding has been employed to form the article, where an anodized aluminum coating is produced over a surface of the article including the weld joint, and where the anodized aluminum coating is uniform, providing improved performance over that previously known in the art for welded articles exposed to a corrosive plasma environment.
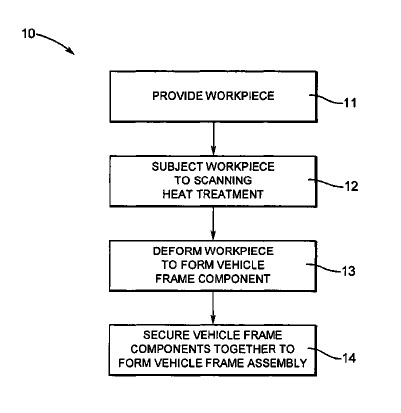
US7028404 — APPARATUS AND METHOD OF MANUFACTURING A VEHICLE FRAME ASSEMBLY — Dana Corporation (USA) — An apparatus and method for manufacturing a vehicle frame component allow a preliminary heat treatment process to be performed in a relatively quick and easy manner so as to facilitate the subsequent performance of a bending or other deforming process. Initially, a workpiece that is to be manufactured into the vehicle frame component is provided. The workpiece is preferably a closed channel structural member formed from an aluminum alloy and having a circular or box-shaped cross-sectional shape. The workpiece is subjected to a scanning heat treatment process, wherein the workpiece is heat treated in a continuous and longitudinal manner from one end to the other. Preferably, the workpiece is supported vertically during the scanning heat treatment process to prevent the shape thereof from becoming distorted. The scanning heat treatment process is preferably a retrogression heat treatment process, wherein the workpiece is rapidly heated to a sufficient temperature that provides for full or partial softening thereof, followed by relatively rapid cooling. In a third step of the method, a deforming process is performed on the workpiece during the period of time following the retrogression heat treatment process in which the workpiece retains the full or partial softening characteristics. Any desired deforming process may be performed on the workpiece, including hydroforming, magnetic pulse welding, or both.
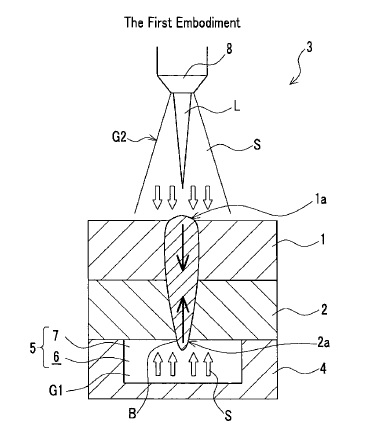
US7022939 — THROUGH WELD FOR ALUMINUM OR ALUMINUM ALLOY BASE METALS BY USING HIGH-DENSITY ENERGY BEAMS — Honda Giken Kogyo Kabushiki Kaisha (Japan) — This invention provides a new through weld method to carry out welding of a base metal made of aluminum or that of aluminum alloy using high energy beams, e.g. laser beams, wherein a shield gas ambience (an inert gas ambience) to cover a welding site in a submerged-scar is formed, even a shield gas ambience (an inert gas ambience) to cover a welding site irradiated by the high energy beams. Since the former shield gas ambience to cover the submerged-scar pushes the keyhole against the gravity and/or the gas pressure force of the latter shield gas supplied to the laser irradiation side, then the forming of hang down of beads and the resultant projection of the welding base metal are prevented.