Editor’s Note: As a manufacturing process where metal is hot or cold pressed under great pressures in the solid state to produce three dimensional parts, forging has long been associated with high quality wrought aluminum products. The recent patents below cover aluminum forgings used throughout the transportation industry, from aerospace to automotive to bicycles, as well as many other markets that depend on forged quality. These applications attest to the high performance and safety of aluminum forgings where light weight is needed for attaining speed and energy efficiency.
The “blacksmithing” process dates to prehistoric times and, in this advanced industrial age, has evolved into many different branches that not only include traditional open die, closed die, and rolled ring forging, but also semisolid, cast/forged, rolled/forged, and a variety of modified forging methods, several of which have been recently patented and are described below.
These patents also present novel ideas that improve the forging process of aluminum by covering unique alloys designed for special forgings, including forged TiAl intermetallic alloys used to manufacture jet turbine blades, forging dies, automation practices, lubricants, and more.
Combining forging after additive manufacturing or casting of a preform has been shown to be advantageous in closing porosity and improving microstructure.
Finally, the selected patents illustrate the wide use of the forging process internationally, as the eclectic patent assignees listed here encompass the world of forging innovation.
—Joseph C. Benedyk, Editor
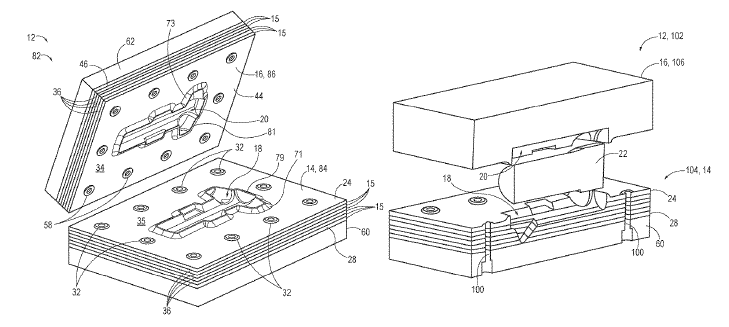
US10940523 — APPARATUS FOR MANUFACTURING PARTS, AND RELATED METHODS/APPARATUS FOR MANUFACTURING PARTS, AND RELATED METHODS — The Boeing Company (USA) — Forging dies are formed from a plurality of layers stacked together to form an assembly, or laminate. Each respective layer may be cut to form a portion of a die cavity, and the layers may be stacked together such that the cut portions are aligned to form the die cavity. The layers are fastened together to form a first die half and/or a second die half of disclosed forging dies. Each layer may be selectively removable from the die half for maintenance and/or replacement. Disclosed forging dies may be formed of lower grade materials as compared to conventional forging dies, and the number and thickness of layers may be varied to accommodate the specific part geometry of the part being forged. Related methods of making said forging dies and using said forging dies to make parts are also disclosed.
US10882104 — ALUMINUM ALLOY FOR FORMING AN AXISYMMETRIC ARTICLE — GM Global Technology Operations LLC (USA) — A vehicle wheel, or other axisymmetric shaped article, is formed of an aluminum-based alloy by a combination of a liquid forging step of a pre-form shape of the wheel and a subsequent solid-state flow forming step to complete the specified shape of the wheel. An aluminum-based alloy, containing specified amounts of zinc, silicon, and magnesium is devised for use in the forming process. The composition of the aluminum-based alloy is devised to facilitate the performance of each forming step of the article and the mechanical properties of the final shaped product.
US10876188 — METHOD FOR RECYCLING SCRAP OF 2XXX OR 7XXX SERIES ALLOY — Constellium Issoire (France) — A method of manufacturing an aluminum alloy ingot using scrap aluminum alloy in the 2xxx or 7xxx series, and a fabrication method after rolling, extrusion and/or forging of an aeronautical structure comprising the steps in the above method, and then at least one rolling, extrusion and/or forging step of the aluminum alloy ingot in the series of scrap used. The object of the invention is a method for fabricating an element of an aeronautical structure comprising the steps in the above process and also at least one rolling, extrusion and/or forging step of said aluminum alloy ingot in the series of scrap used, said aeronautical structure element being chosen from among elements that make up the fuselage such as the fuselage skin, fuselage stiffeners or tracks, pressure bulkheads, circumferential frames, wings, such as the wing skin, stiffeners, ribs and spars and the empennage composed particularly of horizontal and vertical stabilizers, and floor beams, seat tracks and doors.
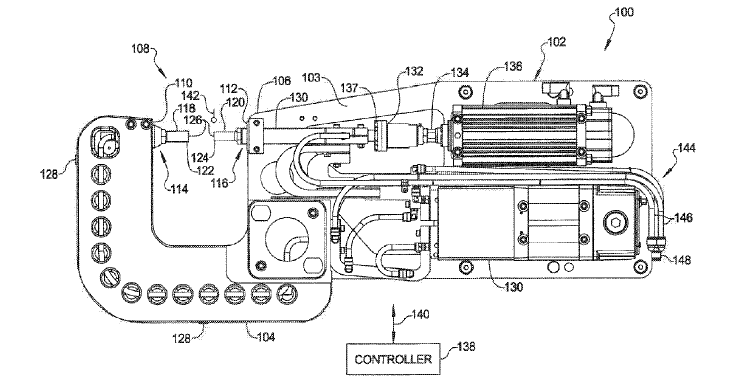
US10807148 — UPSET PROTRUSION JOINING AND FORGING GUN THEREFOR — FCA US LLC (USA) — An upset protrusion joining gun for joining two parts together by forging a protrusion of one part that extends through an opening in the other part to form a boss that extends over a portion of the other part surrounding the opening. In an aspect, one of the parts is a magnesium part having the protrusion and the other part is an aluminum part. In an aspect, one of the parts is a magnesium part having the protrusion and the other part is a steel part. In an aspect, one of the parts is an aluminum part having the protrusion and the other part is a steel part.
US10758957 — METHOD FOR MANUFACTURING A TiAl BLADE OF A TURBINE ENGINE — SAFRAN Aircraft Engines (SAFRAN) (France) — A method for manufacturing a titanium aluminide blade of a turbine engine, including production of a titanium aluminide ingot, extrusion of the ingot through an opening in a die having one main arm and at least one side arm, such as to obtain a extruded ingot having the shape of a bar with a cross-section having one main arm and at least one side arm substantially perpendicular to the main arm, transverse cutting of the extruded ingot such as to obtain sections of extruded ingot, forging of each section of extruded ingot such as to obtain a turbine engine blade. Forging need not be isothermal (isothermal forging requires that tooling be brought to temperatures for heating the metal to be forged greater than 1000° and can be carried out in the open air on hot dies with a tooling temperature typically comprised between 600° and 950°C.
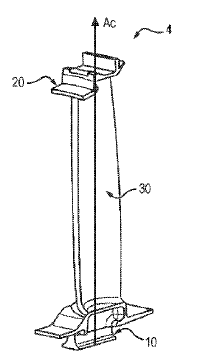
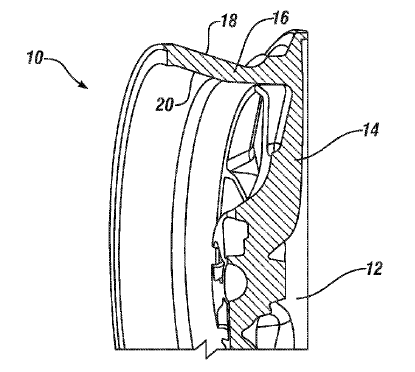
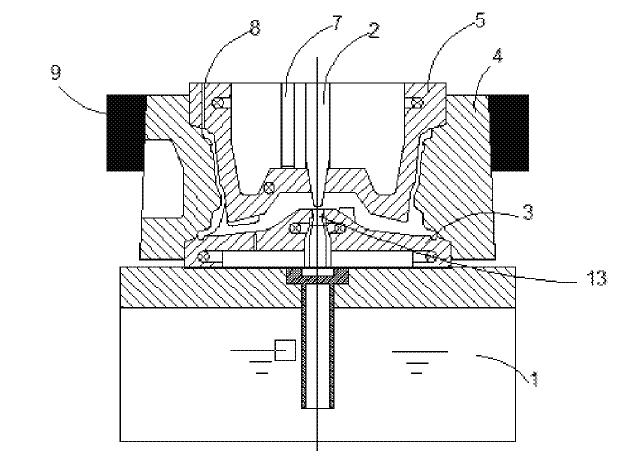
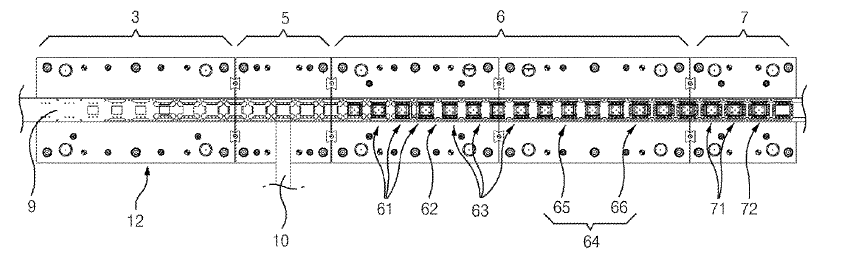
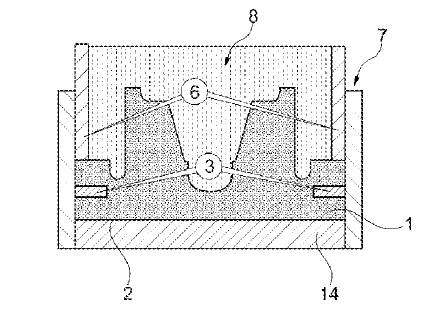
US10737314 — METHOD FOR PRODUCING FORGED TiAl COMPONENTS — MTU Aero Engines AG (Germany) — A method for producing a forged component from a TiAl alloy is provided, in particular a turbine blade (10), in which method a blank of a TiAl alloy is provided and deformed by forging into a forged, semi-finished part (9). A usable volume is defined within the forged, semi-finished part, the usable volume corresponding to the forged component to be produced. The shape of the blank is selected such that within the usable volume of the forged, semi-finished part, the degree of deformation resulting from forging deviates by no more than ±1 from a defined value. The TiAl alloy contains 27 to 30 percent by weight of aluminum, 8 to 10 percent by weight of niobium, 1 to 3 percent by weight of molybdenum, selected trace elements, and Ti remainder.

US10695828 — CONTINUOUS CASTING AND CONTINUOUS FORGING FORMING PROCESS FOR ALUMINUM WHEEL — CITIC Dicastal CO., LTD. (China) — Disclosed is a continuous casting and continuous forging forming process for an aluminum wheel. The process combines the advantage of low-pressure filling stability of molten aluminum alloy and utilizes the strengthening effect of extrusion deformation forging of a side mold locking ring and a pressure module to improve the mechanical properties of an aluminum wheel material to close to the forging level. A mold cavity is sealed by means of the side mold locking ring and a center mold locking taper, and the extrusion forging pressure acts on the surface of the aluminum alloy in the closed mold cavity, so that the requirement of equipment for mold closing tonnage is lowered, and the cost of the equipment is far lower than that of forging equipment and equivalent to that of casting equipment.
US10682683 — METHOD AND APPARATUS FOR FORGING HETEROGENEOUS MATERIAL — Bumchun Precision Co., Ltd. (Korea) — Disclosed are a method and an apparatus for forging dissimilar materials. The apparatus includes a press, a tray plate supply unit that supplies a tray plate by one pitch from one side to an opposite side, punching parts that continuously form material passing/fixing parts in the tray plate, a material plate supply unit that supplies a material plate to the upper sides of the material passing/fixing parts by one pitch, cutting/pressing parts that repeatedly cut the material plate introduced to upper sides of the material passing/fixing parts and fix the cut materials to the material passing/fixing parts after pressing the materials, pressing parts that press the moved materials, and extraction parts that separate and extract the formed materials. The material may be a metal such as aluminum or copper and the tray plate may be formed of a metal such as iron or stainless steek having a ductility that is smaller than the ductility of the other material.
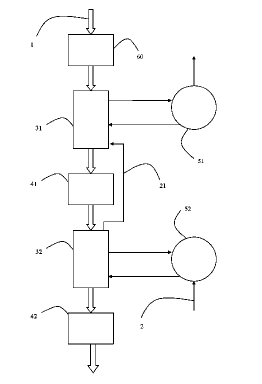
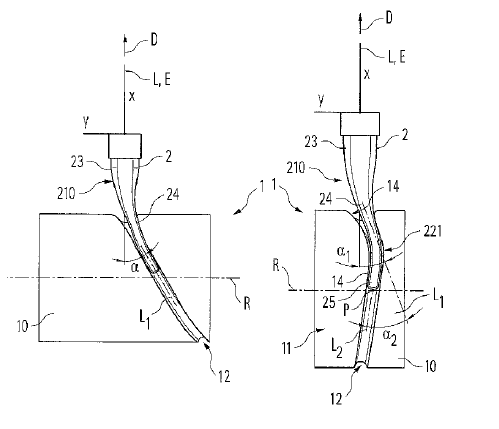
US10583476 — BENDING FORGE ROLLING — Hirschvogel Umformtechnik GmbH (Germany) — The present invention relates to a forge rolling device (1) for the bending forge rolling of a component (2), in particular of a component blank, having a first forging roll (10) with a first axis of rotation (R), and a second forging roll with a second axis of rotation, wherein each of the forging rolls (10) has, on its surface (11), a forge rolling contour (12) that runs at least partially around its axis of rotation (R), said forge rolling contours (12) corresponding to one another, in order to form a component (2) passed between the forging rolls (10) in a passage direction (D). This forming can be bending with or without cross-sectional change. In this case, the forge rolling contours (12) are configured so as to bend the component (2), passed between the forging rolls (10), in at least one direction transversely to the passage direction (D) of the component (2), at least by means of one subregion (13) of the forge rolling contours (12). The present invention also relates to a method for the bending forge rolling of a component (2) and to a component (2) produced with the method according to the invention.
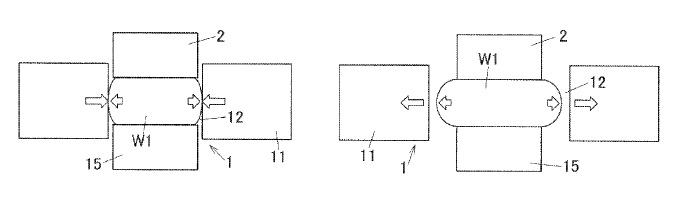
US10449596 — FORGING METHOD AND FORGING DEVICE — Showa Denko K.K. (Japan) — Provided is a forging method capable of preventing a vibration state from being disturbed during forming. The present invention relates to a forging method in which, when a forging material W1 in a forming hole 12 of a die body 11 is plastically worked by driving a punch 2 into a forming hole 12 of the die body, ultrasonic vibrations are applied to the die body 11. The contact state of the forging material W1 with respect to a forming hole inner peripheral surface during the plastic working of the forging material W1 is classified into an insufficient contact state, a sufficient contact state, and a full contact state in order from the forming start time. An application of ultrasonic vibrations is started after shifting from the insufficient contact state to the sufficient contact state.
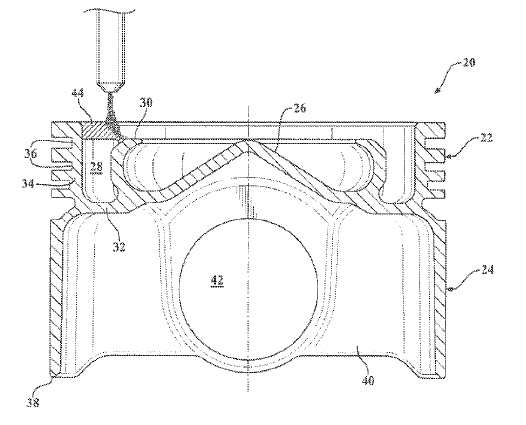
US10443536 — ONE-PIECE PISTON FEATURING ADDITIVE MACHINING PRODUCED COMBUSTION BOWL RIM AND COOLING GALLERY — Tenneco Inc. (USA) — A piston capable of withstanding high temperatures and extreme conditions of a combustion chamber of an internal combustion engine and manufactured with reduced costs is provided. The method of manufacturing the piston includes casting or forging the bulk of the piston as a single piece with an open cooling gallery from an economical first material, such as steel, cast iron, or aluminum. The method further includes forming a portion of a combustion bowl surface, which is a small area of the piston directly exposed to the combustion chamber, from a second material by additive machining. The second material has a higher thermal conductivity and higher resistance to oxidation, erosion, and oil coking, compared to the first material. The additive machining process is efficient and creates little waste, which further reduces production costs.
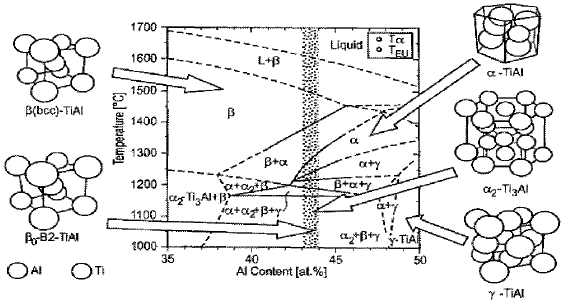
US10385434 — PROCESS AND APPARATUS FOR PRODUCING FORGED TiAl COMPONENTS — MTU Aero Engines AG (Germany) — An apparatus and a process for producing forged components composed of TiAl alloys, wherein a melt of a TiAl alloy is provided and is cast by horizontal centrifugal casting so as to produce at least one semifinished TiAl cast part and the semifinished TiAl cast part is converted by forging into a forged TiAl part, wherein the TiAl alloy comprises, in percent by weight based on a total weight of the alloy, Al–43.5, Nb–4, Mo–1, B–0.1, Ti rem. . and wherein the semifinished TiAl cast part has a microstructure formed by colonies of α-Ti and γ-TiAl which are embedded in β-Ti.
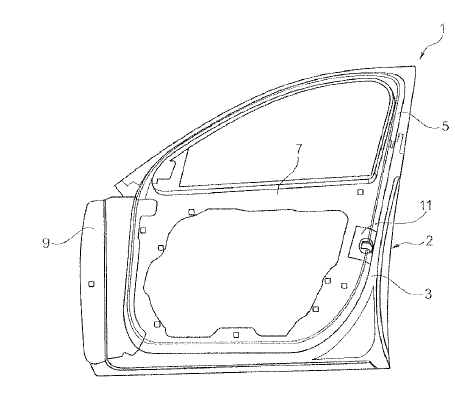
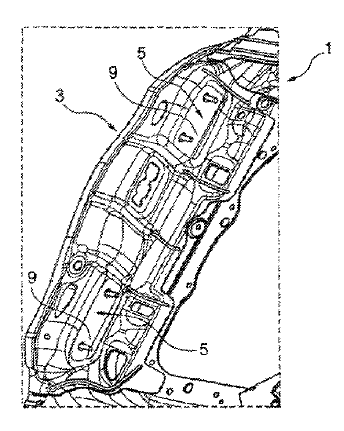
US10308100 — INTERMEDIATE SHELL FOR A MOTOR VEHICLE DOOR, METHOD FOR PRODUCING AN INTERMEDIATE SHELL, AND A DOOR FOR A MOTOR VEHICLE — Daimler AG (Germany) — An intermediate shell for a motor vehicle door, in particular a side door of a motor vehicle, is disclosed. A corresponding door for a motor vehicle for a passenger motor vehicle, which is typically formed as a side door, has an intermediate shell on which an outer paneling is arranged on a first side and an inner shell is arranged on a second side which opposes the first side–seen in the transverse direction of the motor vehicle in the assembled state of the door on the motor vehicle. Therein, the inner shell typically serves for the arrangement of interior applications or interior applications are provided or formed on the inner shell. The intermediate shell is produced at least in regions from a light metal blank by massive forming, preferably by forging.
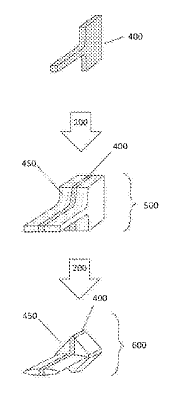
US10307814 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Arconic Inc. (USA) — Methods for producing forged products and other worked products are disclosed. In one embodiment, a method comprises using additive manufacturing to produce a metal shaped-preform and, after the using step, forging the metal shaped-preform into a final forged product. The final forged product may optionally be annealed. Embodiments include the production of TiAl jet engine components containing up to 49% aluminum and Ti-6Al-4V alloy.
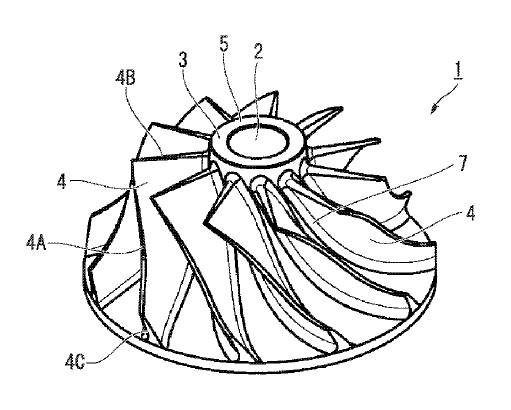
US10253782 — SHAPED COMPONENT FOR ALUMINUM ALLOY TURBO COMPRESSOR WHEEL AND METHOD OF MANUFACTURING TURBO COMPRESSOR WHEEL — Showa Denko K.K. (Japan) — The present invention provides a shaped component for a compressor wheel that can be used to manufacture a turbo compressor wheel which is excellent in terms of high-temperature strength, rigidity, and dynamic balance and, furthermore, has optimal performance suitable for diverse required characteristics in individual portions. In the shaped component for an aluminum alloy turbo compressor wheel of the present invention, a continuous casting rod-shaped material having a small diameter or a forging-completed material obtained by carrying out hot closed die forging on the continuous casting rod-shaped material having a small diameter is used as a material, and the continuous casting rod-shaped material or the forging-completed material has a structure in which the average numbers of grain boundaries intersected in a circumferential direction on a transverse section orthogonal to a casting direction and a forging direction are minimized in a central portion and are maximized in an outer circumferential portion, and the casting direction and the forging direction of the material are along a rotational center axis line direction of a compressor wheel. Al-Cu-Mg type alloys as well as Al-Si eutectic alloys can be used to forge the compressor wheel.
US10208702 — METHOD FOR PRODUCING A PISTON — Mahle International GmbH (Germany) — A method for producing a piston may include forming a piston blank in a first forming tool such that the piston blank surrounds a ring carrier configured to receive a piston ring via positive engagement after producing the ring carrier by a sintering process. The piston blank, at least in a circumferential region disposed at a piston head, may be composed of a light metal alloy suitable for forging. The method may also include removing the piston blank from the first forming tool and placing the piston blank in a second forming tool and inserting a holding-down tool into the second forming tool to hold the ring carrier down. The method may further include pressing a final forming punch into the second forming tool to deform the piston blank and form a piston. The piston blank is composed of either an Al-Si alloy or an Al-Cu alloy.
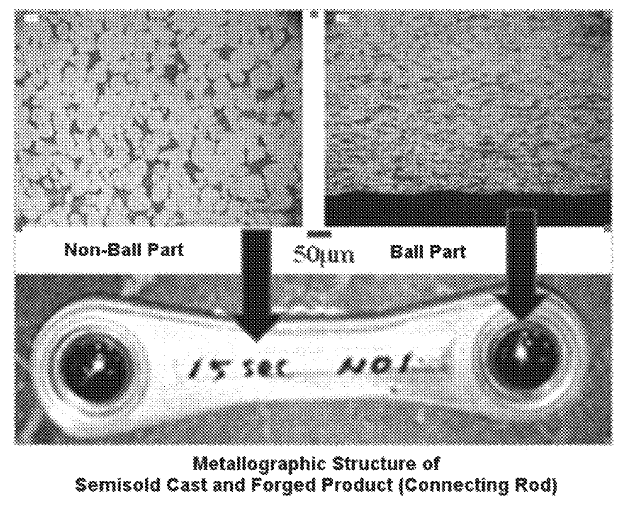
US10118219 — SEMISOLID CASTING/FORGING APPARATUS AND METHOD AS WELL AS A CAST AND FORGED PRODUCT — Tohoku University (Japan) — An excellent cast and forged product that is superior in mechanical properties and has a microstructure and which may not only be a thin but also be a thick product can be made without using complicated process steps or equipment. A semisolid casting and forging method is provided in which a metal melt is teemed so that it is supercooled into a lower die in a press so controlled that the metal melt has a rate of solidification as desired, thereby preparing a semisolid slurry; an upper die is brought into contact with the semisolid slurry; and thereafter at least one of the upper and lower dies is moved relatively towards the other at a rate of movement between 0.1 and 1.5 m/sec, thereby compressing the semisolid slurry to mold it into a product. The semisolid slurry preferably has crystal grains of a grain size of 50 µm or less.
US10107112 — METHOD FOR PRODUCING FORGED COMPONENTS FROM A TiAl ALLOY AND COMPONENT PRODUCED THEREBY — MTU Aero Engines AG (Germany) — The invention relates to a method for producing a component from a TiAl alloy, wherein the component is shaped by forging, in particular isothermal forging, and is subsequently subjected to at least one heat treatment, wherein in the first heat treatment the temperature is between 1100 and 1200°C. and is maintained for 6 to 10 hours and then the component is cooled. One of the TiAl alloys claimed comprises from 42 to 45 at. % Ti, from 3.5 to 4.5 at. % Nb, from 0.75 to 1.5 at. % Mo, and from 0.05 to 0.15 at. % B, remainder aluminum and unavoidable impurities.
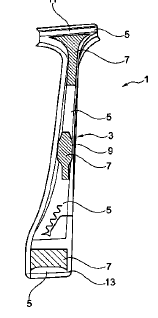
US10023236 — COLUMN FOR A MOTOR VEHICLE BODY SHELL STRUCTURE, METHOD FOR THE PRODUCTION OF A COLUMN AND MOTOR VEHICLE BODY SHELL STRUCTURE — Daimler AG (Germany) — A column for a motor vehicle body shell structure and a method for producing the same is disclosed. The column includes a column body which has a first material made of a light metal alloy in a first region and a second material made of steel, a light metal alloy, or reinforced plastic in a second region, where the second region is a reinforcement region. The first region is produced by forging and the reinforcement region is formed by a reinforcement insert and/or a reinforcement core and is forged into, reforged in, forged to, or formed on the first region.
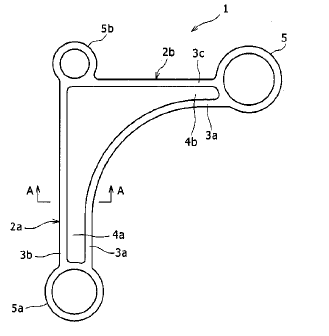
US9938758 — REINFORCING ELEMENT FOR A MOTOR VEHICLE DOOR, MOTOR VEHICLE DOOR AND METHOD FOR THE PRODUCTION OF A REINFORCING ELEMENT — Daimler AG (Germany) — A reinforcing element for a motor vehicle door is disclosed which is aluminum or aluminum alloy. The reinforcing element is produced from a blank by massive forming, preferably by forging, wherein at least one reinforcing region for a hinge and at least one fastening region for a strut are forged on the reinforcing element in one piece or are forged to the reinforcing element in one piece. Due to the reinforcing element is produced from a light metal blank by forging, very high degrees of reforming are readily able to be achieved. Thus, it is possible to also produce complex reinforcing elements in lightweight construction to be dimensionally tolerant with a low effort. The forged reinforcing element has a high-density structure, whereby it is provided with a high strength. It is therefore able to be highly loaded by mechanical stresses.
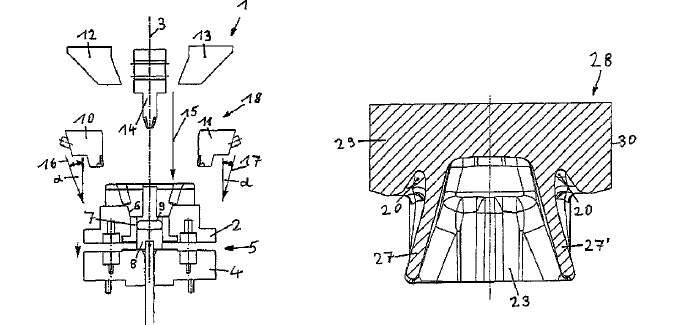
US9782823 — FORGING DEVICE FOR THE PRODUCTION OF A PISTON BLANK, AND METHOD FOR THE PRODUCTION OF THE PISTON BLANK BY MEANS OF SAID FORGING DEVICE — MAHLE International GmbH (Germany) — A forging device for producing a piston blank from an AlSi12Cu3Ni2Mg billet has a forging mold that has an essentially cylindrical cavity matching the radial outer surface of the piston blank, a forging base delimiting the cavity, and a central die consisting of a mandrel that has a conically tapering extension which is mounted on the mandrel and the shape of which matches the inner surface of the piston blank. In order to form the radially outer surfaces of the piston slipper walls and a peripheral cooling pocket located radially outside the slipper walls in the piston head, the forging device has two lateral jaws which are mounted in the forging device so as to be movable at an angle to the longitudinal axis of the forging device.
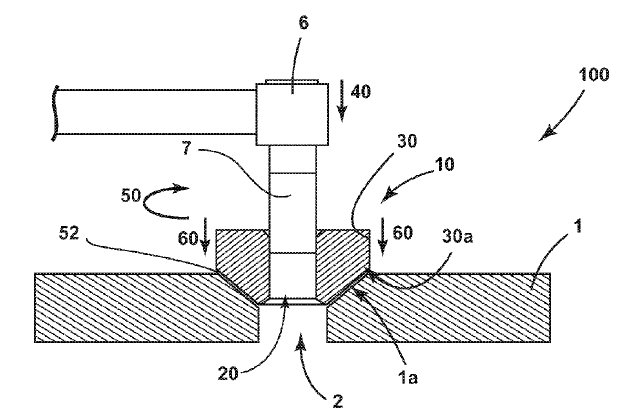
US9887468 — SPIN-WELDED ELECTRICAL GROUND ASSEMBLIES — Ford Global Technologies, LLC (USA) — A friction-welded ground assembly that includes an alloy substrate with a clearance hole; an aluminum alloy weld nut having a bolt bore and an outer wall; and a grounding bolt. The bore is located substantially within the clearance hole and a portion of the outer wall is joined to the substrate at a friction-welded attachment. Further, the bolt is threaded within the bore. In addition, a method for making a ground includes the steps: rotating an aluminum alloy weld nut having an outer wall at a predetermined speed; lowering the outer wall of the rotating nut into contact with an aluminum alloy substrate to generate a frictional force for a friction time; arresting the rotation of the nut; and applying an axial forging force to the outer wall and the substrate for a forging time.
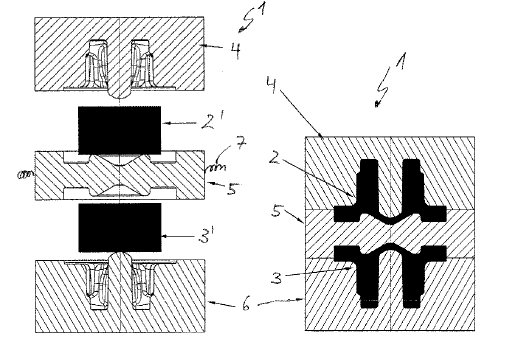
US9656320 — METHOD FOR SIMULTANEOUSLY PRODUCING FIRST AND SECOND PISTON PARTS — Mahle International GmbH (Germany) — A method and apparatus for simultaneously producing a first piston part and a second piston part via a forging device may include an upper die, at least one intermediate die, and a lower die. A first billet may be placed between the upper die and the intermediate die, and a second billet may be placed between the intermediate die and the lower die. The upper die and the lower die may be configured to be moved toward each other, whereby the first piston part is forged from the first billet and the second piston part is forged at the same time from the second billet. The upper die and the lower die may then be configured to be moved apart, and the piston parts may be removed.
US9611522 — SPRAY DEPOSITION OF L12 ALUMINUM ALLOYS — United Technologies Corporation (USA) — A method for producing high strength aluminum alloy product from powder containing L12 intermetallic dispersoids using high pressure gas atomization to deposit droplets on a substrate prior to complete solidification to form a billet. The sprayed deposit is hot worked using extrusion, forging, and rolling to densify the structure by eliminating porosity, improving mechanical properties and to produce different shapes of components.
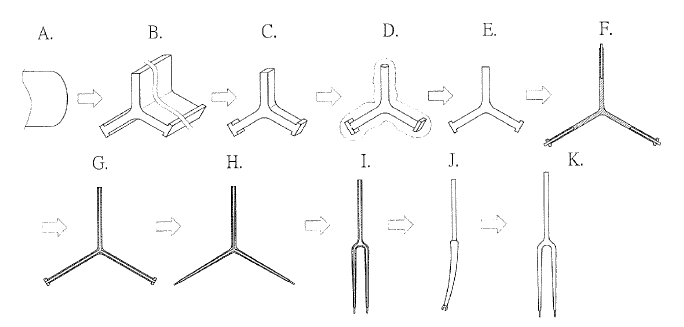
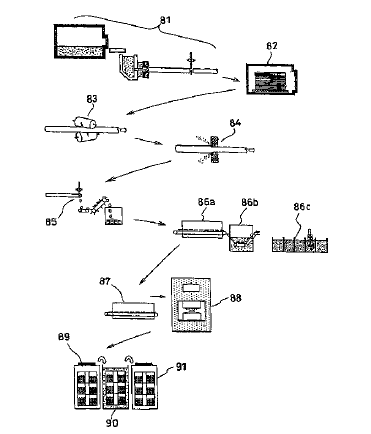
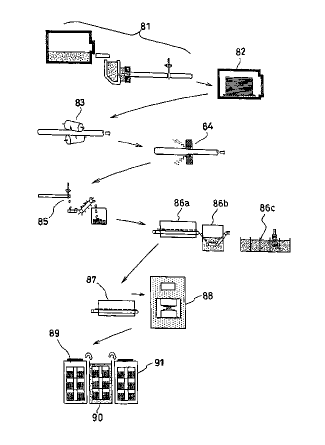
US9579709 — METHOD FOR MANUFACTURING BICYCLE FRONT FORK HAVING WHEEL CLAMPING BASE — Alex Global Technology, Inc. (Taiwan) — A method for manufacturing a bicycle front fork having a wheel clamping base. The method includes the steps of extruding an aluminum alloy substrate having three rectangular bars, wherein the two of the rectangular bars have assembling segments; cutting the substrate for a blank and placing it into a mold for forging the three rectangular bars into three round bars; placing the blank into another mold for extruding and punching the three round bars to have guide holes; drilling the round bars along the guide holes to form three round tubes; flattening and shrinking openings of two of the three round tubes; molding the assembling segments; downwardly bending the two round tubes having the assembling segments into two fork tubes of a bicycle front fork; punching the assembling segments into locking connection portions for a clamping base of the bicycle front fork.
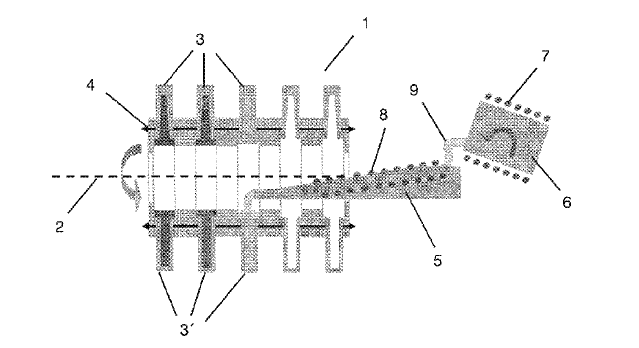
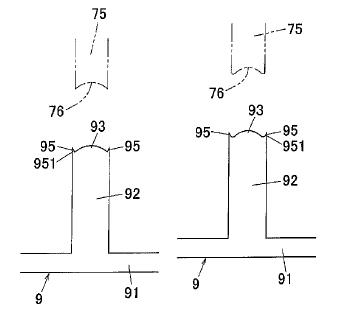
US9555505 — FORGING METHOD — Showa Denko K.K. (Japan) — The present invention is directed to a forging method for forming a heat sink 9 including a base board 91 and a plurality of pin fins 92 integrally formed on an upper surface of the base board 91. A back pressure applying pin 75 of a forging die for forming pin fins 92 are slidably arranged in a fin-forming hole 52. At the time of plastically deforming a forging blank W, a back pressure is applied by the back pressure applying pin to a metal material of the forging blank W flowed into the fin-forming hole 52. A concave portion 76 is formed on the restraining tip end face of the back pressure applying pin 75 for restraining the metal material, and a joining convex portion 93 is integrally formed on a tip end of the pin fin 92 by the metal material filled in the concave portion 76.
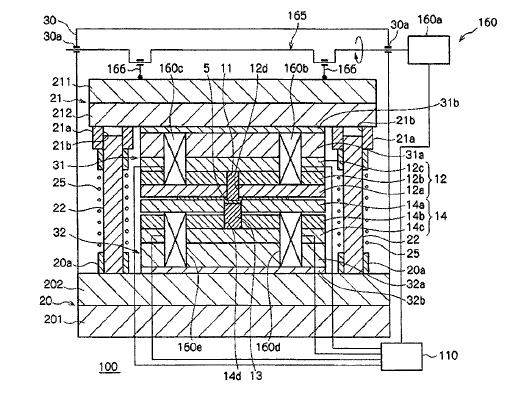
US9522422 — FORGING DEVICE AND FORGING METHOD — Kaga, Inc. (Japan) — A forging device that shapes a raw material for forging includes an upper mold and a lower mold that compress a raw material, an upper punch provided to be pierceable through a first hole part formed in the upper mold, a lower punch provided to be pierceable through a second hole part formed in the lower mold, and a drive control part that performs control of driving the upper and lower molds and control of driving the upper punch and/or the lower punch. In accordance with a decreased amount of a thickness of a raw material portion compressed by the upper punch and the lower punch the drive control part performs drive control to move the raw material portion compressed by the upper and lower molds to a side of the upper mold and enlarge a cylindrical part formed by causing a material to flow into a gap between the upper punch and the second hole part.
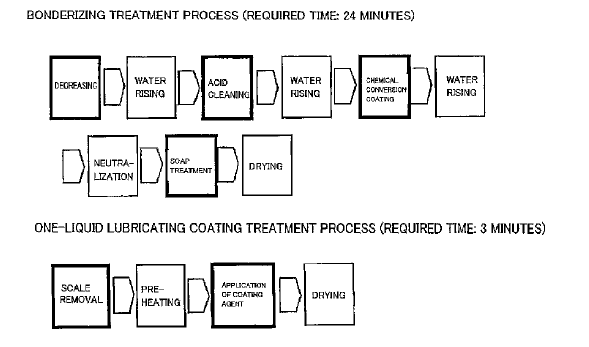
US9487732 — LUBRICATING COATING AGENT FOR PLASTIC WORKING AND METHOD FOR PRODUCING THE SAME — Henkel AG & Co. KGaA (Germany) — To provide a lubricating coating agent for plastic working, containing a non-black solid lubricating material, and a metal material coated with the agent, which enable highly difficult forging that has been conventionally difficult to practically apply to anything except lubricating coating films containing a black solid lubricant typified by molybdenum disulfide. The problems can be achieved by means of a lubricating coating agent for plastic working, which is characterized by containing, at 5 mass % or more in terms of solid content ratio in a coating film, a calcium sulfate hydrate with a particular scale-like crystal shape among calcium sulfate hydrates deposited by reacting a sulfuric acid or a sulfate with a calcium compound in water, and a metal material coated with the agent.
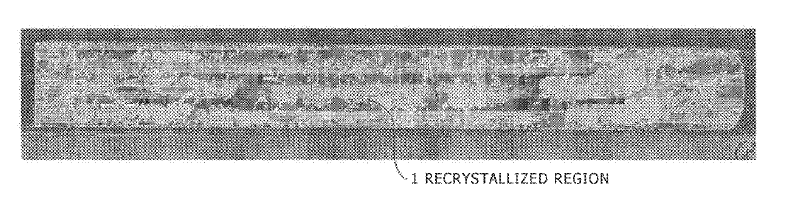
US9481920 — ALUMINUM ALLOY FORGING AND METHOD OF MANUFACTURE FOR SAME — Kobe Steel, Ltd. (Japan) — Disclosed is an aluminum alloy forging for use in automotive suspension parts and the like, and a method of manufacture for same. The aluminum alloy forging contains Si 0.4-1.5 wt %, Fe greater than 0.4 wt % and equal to or less than 1.0 wt %, Cu equal to or less than 0.40 wt %, Mg 0.8-1.3 wt % and Ti 0.01-0.1 wt %; Zn is restricted to equal to or less than 0.05 wt %; and the aluminum alloy forging contains at least one selected from among the following group comprising: Mn 0.01-1.0 wt % and Cr 0.1-0.4%; and Zr 0.05-0.2 wt %. Hydrogen content is restricted to 0.25 ml or less per 100 g of Al, and the remainder is composed of unavoidable impurities and Al. The average grain size is 50 µm or less, the crystallized area ratio is 3% or less, and the average crystallized grain size is 8 µm or less.
US9469892 — HOT THERMO-MECHANICAL PROCESSING OF HEAT-TREATABLE ALUMINUM ALLOYS — Engineered Performance Materials Company, LLC (USA) — The invention includes the hot thermo-mechanical processing of heat-treatable aluminum alloys comprising preparation of the billet material, heating the billet to obtain the temperature for solution treatment, holding the billet at this temperature a sufficient amount of time required for the dissolution of soluble elements, cooling the billet to the temperature necessary for plastic deformation with essential preservation of the solid solution, plastic deformation, immediate quenching of the billet after plastic deformation, and then billet aging at the corresponding temperature and time. Additional plastic deformation may be used between stages of quenching and aging. An embodiment specifies cooling rate, forging temperature and strain rate.
US9434904 — LUBRICANT FOR FORGING IN THE FORM OF A POWDER OR A COMPACTED POWDER — Condat S.A. (France) — The present invention relates to a lubricating composition for forging in the form of a powder or a compacted powder including: one or more dicarboxylic acid(s) chosen among adipic acid, phthalic acid, isophthalic acid, terephthalic acid, sebacic acid, succinic acid and suberic acid; and one or more base(s) chosen among sodium carbonate, sodium bicarbonate, potassium carbonate and potassium bicarbonate, the dicarboxylic acid(s)/base(s) molar ratio ranging between 0.8 and 1.2.
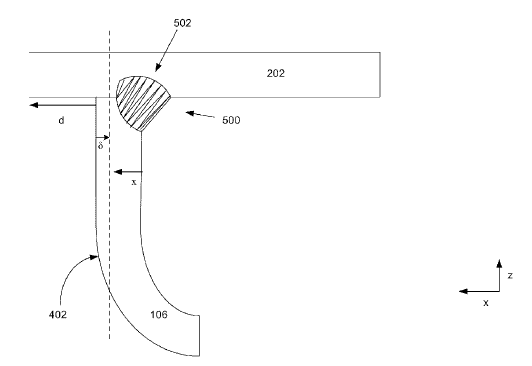
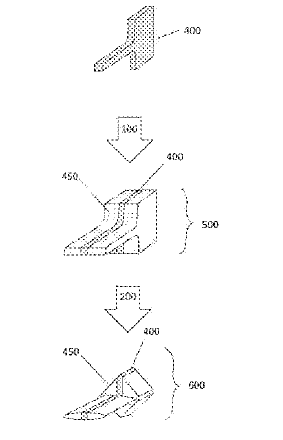
US9364922 — WELDING METHODS — Apple Inc. (USA) — A visually seamless method of joining a first piece of metal and a second piece of metal is described. The first piece of metal is placed in contact with an edge of the second piece of metal. In some embodiments, the edge includes a sacrificial lip. The first piece of metal forming a junction area with the edge of the second piece of metal, applying a forging force to the first piece of metal, the forging force having an effect of creating an extremely tight fit up between the first and the second pieces of metal, welding the first and the second pieces to form an assembly and forming a cosmetically enhancing protective layer on the surface of the assembly, the protective layer obscuring any visible artifacts on the surface of the assembly, the obscured visible artifacts including any discoloration or discontinuity created by the laser welding.
US9296036 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Alcoa Inc. (USA) — Methods for producing forged products and other worked products are disclosed. In one embodiment, a method comprises using additive manufacturing to produce a metal shaped-preform and, after the using step, forging the metal shaped-preform into a final forged product. The final forged product may optionally be annealed.
US9272327 — METHOD FOR PRODUCING SHAPED ARTICLE OF ALUMINUM ALLOY, SHAPED ALUMINUM ALLOY ARTICLE AND PRODUCTION SYSTEM — Showa Denko K.K. (Japan) — A method for producing an aluminum-alloy shaped product, includes a step of forging a continuously cast rod of aluminum alloy serving as a forging material, in which the aluminum alloy contains Si in an amount of 10.5 to 13.5 mass %, Fe in an amount of 0.15 to 0.65 mass %, Cu in an amount of 2.5 to 5.5 mass % and Mg in an amount of 0.3 to 1.5 mass %, and heat treatment and heating steps including a step of subjecting the forging material to pre-heat treatment, a step of heating the forging material during a course of forging of the forging material and a step of subjecting a shaped product to post-heat treatment, the pre-heat treatment including treatment of maintaining the forging material at a temperature of -10 to 480°C. for two to six hours.
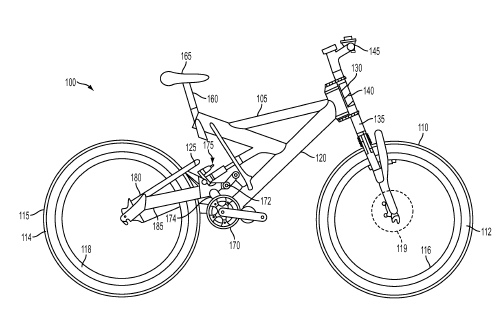
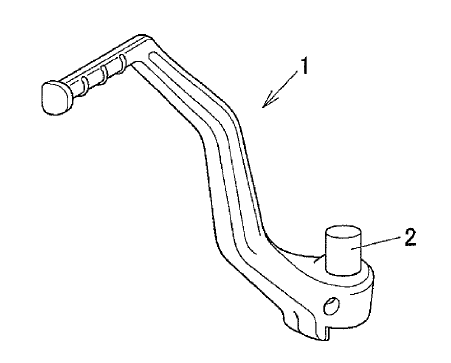
US9259777 — UNITARY CRANK SPINDLE ASSEMBLY AND METHOD OF FABRICATION — Cycling Sports Group, Inc. (USA) — A bicycle is provided having a unitary steering tube-crown member and a unitary crank arm-spindle member. A multistage aluminum 3D forging process is used to form the unitary members. This may allow the fabrication of components with substantially hollow interior areas to reduce weight, reduce part count while maintaining high strength and ductility. The multistage 3D forging process provided also allows the combination of multiple components into a single unitary part.
US9039850 — ALUMINUM ALLOY MATERIAL FOR FORGING — Showa Denko K.K. (Japan) — An aluminum alloy forging material of the present invention is constituted by an aluminum alloy cast product obtained by subjecting an aluminum alloy ingot having a structure in which a secondary dendrite arm spacing (DAS) is 40 µm or less and an average grain diameter of crystallized substances is 8 µm or less to homogenization treatment for holding the ingot for one hour or more under temperature conditions of 450 to 510°C., wherein the ingot is obtained by continuously casting a molten aluminum alloy having an alloy composition consisting of: Si: 0.80 to 1.15 mass %; Fe: 0.2 to 0.5 mass %; Cu: 3.8 to 5 mass %; Mn: 0.8 to 1.15 mass %; Mg: 0.5 to 0.8 mass %; Zr: 0.05 to 0.13 mass %; and Ti contained in such an amount that a sum of Ti and Zr is 0.2 mass % or less, and the balance being Al and inevitable impurities, wherein the alloy composition satisfies a Cu/Mg ratio of 8 or less, Ti is added in a form of an Al master alloy (5Ti-1B mother alloy) in which Ti and B are contained at a ratio of 5:1, and a Ti/Zr ratio satisfies 0.3 or higher.
US8828157 — METHOD FOR PRODUCING SHAPED ARTICLE OF ALUMINUM ALLOY, SHAPED ALUMINUM ALLOY ARTICLE AND PRODUCTION SYSTEM — Showa Denko K.K. (Japan) — A method for producing an aluminum-alloy shaped product, includes a step of forging a continuously cast rod of aluminum alloy serving as a forging material, in which the aluminum alloy contains Si in an amount of 10.5 to 13.5 mass %, Fe in an amount of 0.15 to 0.65 mass %, Cu in an amount of 2.5 to 5.5 mass % and Mg in an amount of 0.3 to 1.5 mass %, and heat treatment and heating steps including a step of subjecting the forging material to pre-heat treatment, a step of heating the forging material during a course of forging of the forging material and a step of subjecting a shaped product to post-heat treatment, the pre-heat treatment including treatment of maintaining the forging material at a temperature of -10 to 480°C. for two to six hours.
US8372220 — ALUMINUM ALLOY FORGINGS AND PROCESS FOR PRODUCTION THEREOF — Kobe Steel, Ltd. (Japan) — There are provided an aluminum alloy forging having high strength, toughness, and resistance to corrosion in response to the thinning of automotive underbody parts, and a process for production thereof. The aluminum alloy forging includes an aluminum alloy containing predetermined amounts of Mg, Si, Mn, Fe, Zn, Cu, Cr, Zr, and Ti with the balance being composed of Al and inevitable impurities, and having a hydrogen gas concentration of 0.25 ml/100 g of Al. In the aluminum alloy forging mentioned above, the area ratio of Mg2Si having a maximum length of 0.1 µm or above is 0.15% or below, the recrystallization ratio of the aluminum alloy is 20% or below, and a size distribution index value defined by V/r of dispersed particles of the aluminum alloy (V: the area ratio [%] of the dispersed particles, and r: the average radius [nm] of the dispersed particles) is 0.20 or above.