Editor’s Note: Constantly changing, constantly innovating, the transportation industry relies on aluminum and every other materials group in manufacturing their products, which today move us speedily across land, sea, air, and even into space itself. All told, in 2021, transportation represented the biggest global aluminum market share with some 32% of all primary or secondary aluminum produced annually being used in cars, trucks, buses, trains, ships, aircraft, motorcycles, bicycles, and any device or implement that moves us (www.alliedmarketresearch.com/aluminium-market). The rising growth of aluminum in transportation has been possible because of the metal’s inherent physical and mechanical properties in a range of alloys, wide availability in several cast and wrought product forms, and the innovative and inventive manufacturing technologies developed over the years to meet the technical and economic requirements posed by transportation’s constantly changing needs.
The focus of this review exemplifies how inventive minds within the international community of aluminum and transportation companies combine resources to tackle some of the existing challenges to implementing aluminum products in today’s multi-material transportation world and that aluminum can be the “best material for the best application.” The U.S. patents selected here are recent and were granted just over the past two years, covering a range of issues that involve aluminum alloying and processing for higher strength, electrical conductivity, corrosion resistance, durability, and economy.
The patents cover recent inventions for both cast and wrought aluminum alloy applications in automobiles and aircrafts, such as joining aluminum to steel or plastics, as well as also inventions dealing with the recycling of aluminum alloys targeted at either automotive or aerospace sectors. Although each patent has specific claims to an invention aimed at a given business sector, the teachings in the respective patents emphasize that the invented technology generally applies to almost the entire transportation industry. Interested readers can access the patents of interest at: www.uspto.gov.
— Joseph C. Benedyk, Editor
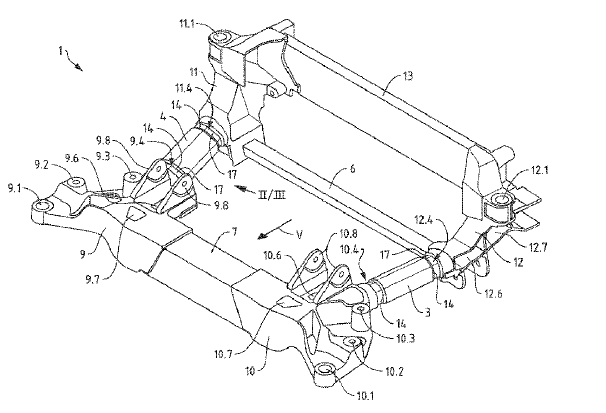
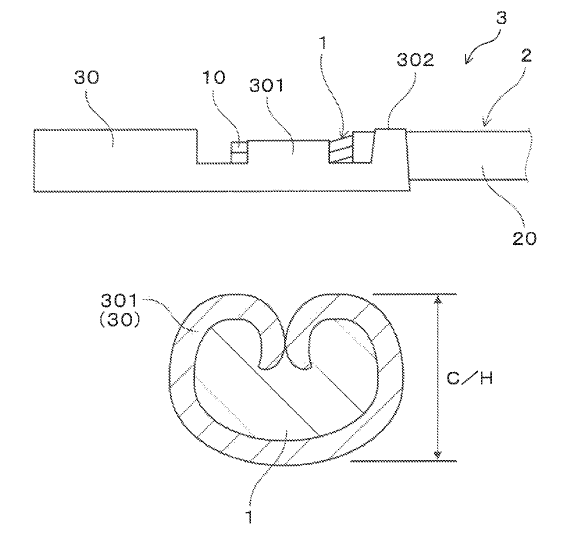
US11453441 — SUBFRAME FOR A MOTOR VEHICLE — Autotech Engineering Deutschland GmbH (Germany) — The invention relates to a subframe (1) for a motor vehicle, comprising at least three beams, of which, in the assembled state of the subframe, at least two beams (3, 4) extend at a distance from one another, substantially along the longitudinal axis of the motor vehicle and at least one beam (6, 7) extends transversely to the longitudinal axis of the motor vehicle, at least one of the beams being an extruded beam (3, 4), and at least one cast node (11) of aluminum, magnesium or an alloy based on aluminum and/or magnesium, the cast node (11) connecting the extruded beam (4) and at least one of the other beams (6) to another, wherein the cast node (11) has an arm-shaped beam connecting element (11.4), wherein the extruded beam (4) overlaps the beam connecting element (11.4), and wherein the extruded beam (4) is connected to the beam connecting element (11.4) by a weld seam (14). In order to improve such a subframe with regard to high strength and durability and low weight of the subframe, the invention provides that the cast node (11) has on the beam connecting element (11.4) a shoulder which defines a shoulder end face (16), wherein the shoulder end face (16) on the one hand and the extruded support (4) and/or the weld seam (14) on the extruded beam (4) on the other hand define a groove-shaped or trench-shaped recess (17), whose width or average width (W) is at least 2.5 times, preferably at least 3.5 times, particularly preferably at least 4 times, the wall thickness (te) of the extruded beam (4), and wherein the weld seam (14) is designed as a lap seam.
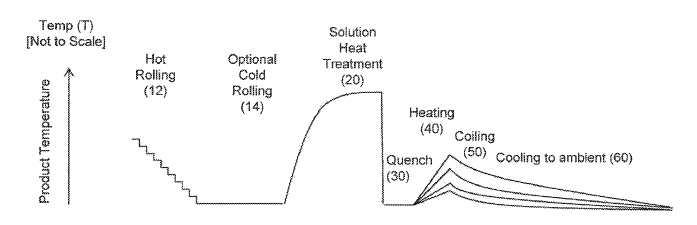
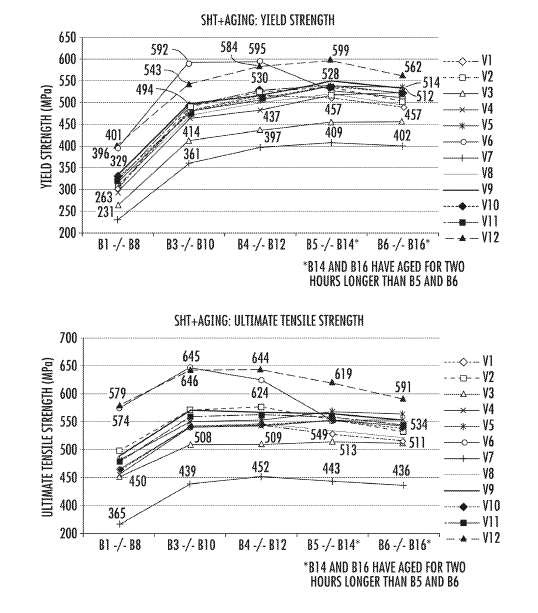
US11447851 — 6XXX ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Arconic (USA) — New 6xxx aluminum alloy sheet products and methods of making the same are disclosed. The new methods may include preparing a 6xxx aluminum alloy sheet product for solution heat treatment, solution heat treating and then quenching the 6xxx aluminum alloy sheet product, and then exposing the 6xxx aluminum alloy sheet product to a treatment temperature of from 30° C. to 60° C. for 0.2 to 300 seconds. After the exposing step, the 6xxx aluminum alloy sheet product may be coiled and then placed in an ambient environment. Due to the post-quench heating and subsequent exposure to ambient, a preselected amount of Newtonian cooling may be induced, thereby creating a unique and consistent microstructure within the 6xxx aluminum alloy sheet products. For instance, the 6xxx aluminum alloy sheet product may realize more consistent strength and ductility, facilitating consistent customer specification attainment and/or facilitating more consistent stamping and/or end strength attainment (e.g., for automotive manufacturers).
US11440143 — FLUX COMPOSITION FOR BRAZING ALUMINUM AND METHOD FOR BRAZING ALUMINUM USING THE SAME — Hyundai Motor Company and Kia Motors Corporation (Korea) — Disclosed are a composition for brazing aluminum, and a method for brazing aluminum used, for example, in air conditioners such as a radiator, a condenser, a heater, an evaporator, an oil cooler or an inter cooler mounted on a vehicle. The composition for brazing aluminum may have excellent adhesion or bonding strength and improved corrosion resistance, for example, after bonding. The composition for brazing aluminum may include an amount of about 30 to 60 parts by weight of a zinc-based compound, and an amount of about 10 to 40 parts by weight of a metal titanium. For example, by using the composition for brazing aluminum in base metals may be bonded by applying and heat treating the flux without addition of separate filler metal, thereby simplifying the brazing process and reducing bonding time.
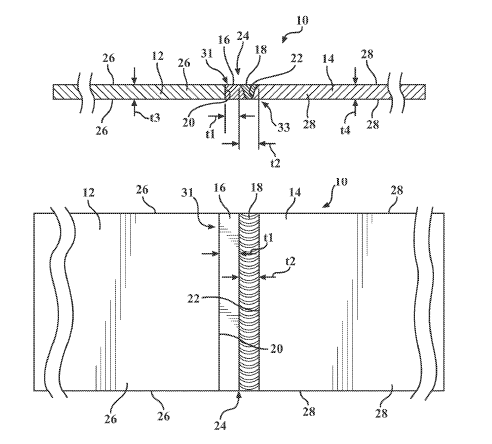
US11440134 — METHOD OF JOINING DISSIMILAR METALS THROUGH FRICTION STIR WELDING AND MULTI-METAL COMPONENT — GM Global Technology Operations LLC (USA) — A component, which may be an automotive chassis structure, includes first and second sub-part main bodies. The first sub-part main body is formed of a first material, and the second sub-part main body is formed of a second material. The first material is a steel alloy, and the second material is aluminum or an aluminum alloy. A transition layer is attached to and contacts the first sub-part main body. The transition layer is formed of a third material, where the third material contains mostly copper. A mixed layer is disposed between the transition layer and the second sub-part main body, and the mixed layer is formed of a mixture of the second material and the third material. A disclosed method includes forming the component by friction stir welding the transition layer to the second sub-part main body.
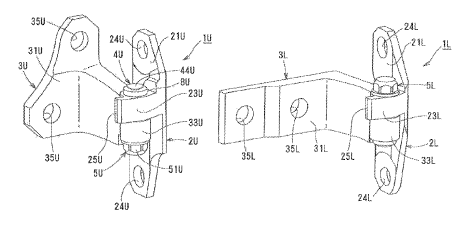
US11434676 — MANUFACTURING METHOD OF VEHICLE DOOR HINGE AND VEHICLE — Mitsui Kinzoku Act Corporation (Japan) — A vehicle door hinge that has a desorption function while enabling weight reduction and increasing production efficiency. The vehicle door hinge comprises a base member (2U) fixed to the door-side of the vehicle, a base member (3U) fixed to the vehicle body side; a hinge shaft (4U) rotatably connects the base members (2U, 3U) to each other; a screwed body (5U) that is detachably screwed in the axial direction to the hinge shaft (4U) so that the base member (3U) and the hinge shaft (4U) rotate integrally; bushes (6U, 7U) fitted into a shaft holes (22U) of the base member (2U) so that the base member (2U) and the hinge shaft can rotate relative to each other; and a retaining portion (8U) for preventing the hinge shaft (4U) from coming off from the shaft hole (22U) of the base member. The base members (2U, 3U) are cast from aluminum alloy.
US11421309 — HIGH STRENGTH 7XXX ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Novelis Inc. (USA) — Described herein are novel 7xxx series aluminum alloys comprising (wt. %): 4-15 Zn, 0.1-3.5 Cu, 1.0-4.0 Mg, 0.05-0.50 Fe, 0.05-0.030 Si, 0.05-0.25 Zr, up to 0.25 Mn, up to 0.20 Cr, up to 0.15 Ti, and up to 0.15 impurities. The alloys exhibit high strength and can be used in a variety of applications, including automotive, transportation, electronics, aerospace, and industrial applications. Also described herein are methods of making and processing the alloys. Further described herein are methods of producing a metal sheet, which include casting an aluminum alloy as described herein to form an ingot, homogenizing the ingot, hot rolling the ingot to produce a hot band, and cold rolling the hot band to a metal sheet of final gauge. In addition to use in the automotive sector, the alloys of the present invention may also be used in the aerospace and consumer electronics sectors as well. For aerospace, the alloys can find use in structural and non-structural applications. For structural body parts, the structural body parts can be for example, wings, fuselages, ailerons, rudders, elevators, cowlings, or supports. For non-structural body parts, the non-structural body parts can be for example, seat tracks, seat frames, panels, or hinges. The un-recrystallized microstructure allows for improved fracture toughness and fatigue performance. For consumer electronics, the alloys of the present invention may be used for cell phone cases, laptops, tablets, televisions, etc.
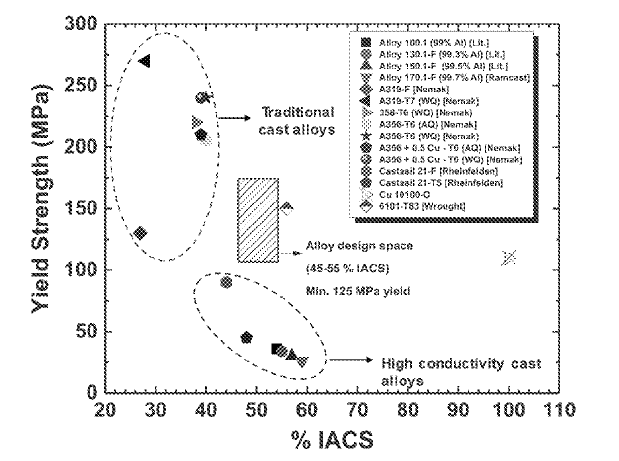
US11421304 — CASTING ALUMINUM ALLOYS FOR HIGH-PERFORMANCE APPLICATIONS — Tesla, Inc. (USA) — In various embodiments, aluminum alloys having yield strengths greater than 120 MPa, and typically in the range from 140 MPa to 175 MPa, are described. Further, such alloys can have electrical conductivity of greater than 45% IACS, typically in the range from 45-55% IACS. In one embodiment, the aluminum alloy comprises Si from 1 to 4.5 wt. %, Mg from 0.3 to 0.5 wt. %, TiB2 from 0.02 to 0.07 wt. %, Fe less than 0.1 wt. %, Zn less than 0.01 wt. %, Cu less than 0.01 wt. %, Mn less than 0.01 wt. %, the remaining wt. % being Al and incidental impurities. Such alloys can be used to cast a variety of automotive parts, including rotors, stators, busbars, inverters, and other parts.
US11400540 — DIFFERENT MATERIAL JOINING METHOD — Toyota Jidosha Kabushiki Kaisha (Japan) — An iron rivet including a head and a shank, an aluminum plate, an iron plate, and first and second electrodes are prepared. A sandwiching step of sandwiching the rivet, the aluminum plate, and the iron plate between the first electrode and the second electrode, a penetration step of performing pressurization and current application by the first and second electrodes so that the shank penetrates through the aluminum plate, and a forming step of performing pressurization and current application by the first and second electrodes so that a nugget is formed between the shank and the iron plate are included. In the penetration step, the pressurization and current application is performed while air is blown to a side face of the shank so that the air hits a region around a boundary between the shank and the aluminum plate.
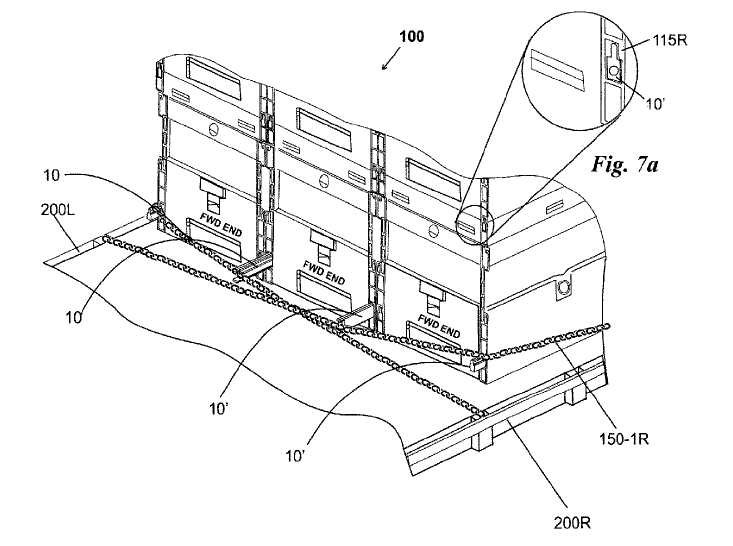
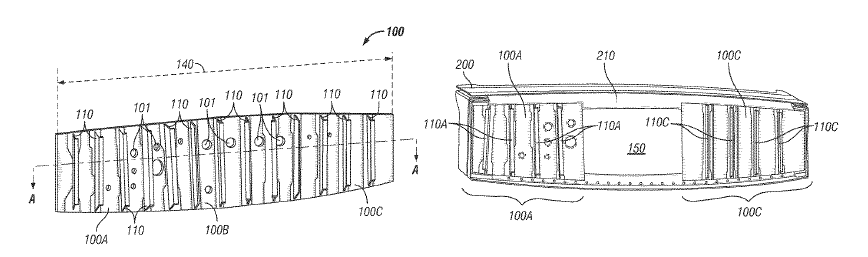
US11377019 — CONTAINER TRUCKLOAD RESTRAINT FEATURE (CTRF) INCORPORATED IN EXTRUDED SIDE WALL (ESW) ORDNANCE CONTAINERS — The United States of America as represented by the Secretary of the Navy (USA) — The apparatus includes metal elongate plates shaped to be received through open ends of the aluminum extruded side walls found on munition containers. The extruded side walls provide excellent side support and overall rigidity to the containers. Each of the elongate plates has an end with an upper slot through which a chain can slide, therein providing lateral support from a trailer’s side rail to the load. Each of the elongate plates has a pronged end with a pair of prongs that projects further outward. The apparatus, in combination with conventional tractor trailer truck gear, functions to provide lateral and longitudinal support to a stack of containers.
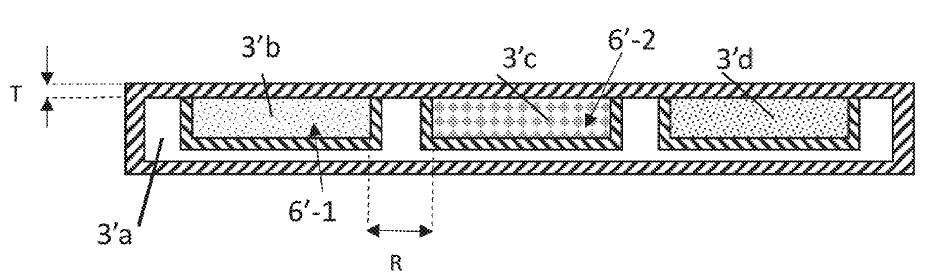
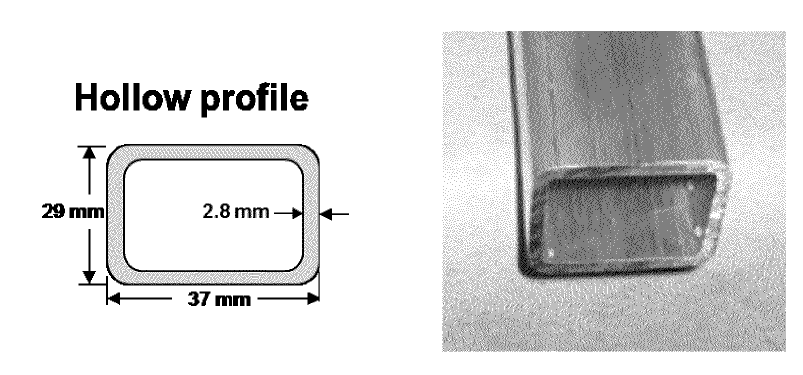
US11362381 — BATTERY BOX FOR AUTOMOTIVE BATTERY TEMPERATURE MANAGEMENT — Constellium Automotive USA LLC (USA) and Constellium Singen Gmbh (Germany) — The present invention relates to a battery box or battery pack enclosure, comprising at least one aluminum hollow profile filled with at least two different phase change materials. More particularly, the invention relates to a battery box capable of maintaining an optimal temperature range through phase changes by passive cooling or thermal buffering while meeting the mechanical crash management targets. A battery box, supporting structure and insuring thermal management of one or more battery cells allowing a temperature control of said battery cells environment to insure its optimal operational condition, the battery box comprises at least one aluminum hollow profile, wherein said aluminum hollow profile comprises at least two chambers, wherein at least one chamber is filled with a first phase change material having a melting point T1F and at least one chamber is filled with a second phase change material having a melting point T2F, where T1F>T2F.
US11359269 — HIGH STRENGTH DUCTILE 6000 SERIES ALUMINUM ALLOY EXTRUSIONS — GM Global Technology Operations LLC (USA) — Although 7000 series aluminum alloys (aluminum alloys with zinc) have a high strength and are lower in weight than steel, which results in decreased fuel consumption in transportation, in contrast, 6000 series aluminum alloys (aluminum alloys with magnesium and silicon) are easier to process but are too weak for many of the applications 7000 series alloys are used for. Therefore, it is desirable to develop a 6000 series alloy that has the strength properties of a 7000 series alloy. Thus, an alloy composition is provided. The alloy composition includes silicon (Si) at a concentration of greater than or equal to about 0.55 wt. % to less than or equal to about 0.75 wt. %, magnesium (Mg) at a concentration of greater than or equal to about 0.55 wt. % to less than or equal to about 0.75 wt. %, chromium (Cr) at a concentration of greater than or equal to about 0.15 wt. % to less than or equal to about 0.3 wt. %, and a balance of the alloy composition being aluminum (Al). The alloy composition has an intermetallic phase content of less than or equal to about 3 wt. %. Methods of preparing the alloy composition and of processing the alloy composition are also provided.
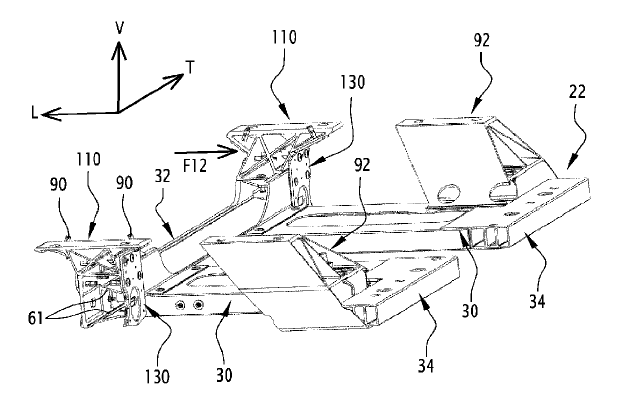
US11358642 — MOTOR VEHICLE FRONT CRADLE STRUCTURE MADE OF RIVETED AND BONDED ALUMINUM — Renault s.a.s. (France) — A motor vehicle cradle structure includes at least two longitudinal side rails made of aluminum or aluminum alloy which are spaced apart transversely and at least one crossmember, of transverse orientation, made of aluminum or of aluminum alloy, which connect the two longitudinal side rails. The crossmember is secured to the longitudinal side rails in a non-dissociable manner by bonding in combination with rivet fastening. The surfaces bonded together are spaced apart by a determined dimensional clearance able to accept glue or an adhesive agent.
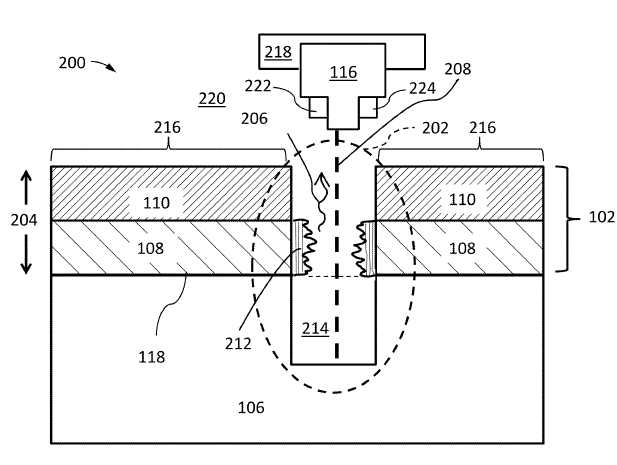
US11346004 — PREPARATION OF 7XXX ALUMINUM ALLOYS FOR ADHESIVE BONDING — Arconic Technologies LLC (USA) — 7xxx aluminum alloys are aluminum alloys having zinc and magnesium as their primary alloying ingredients, besides aluminum. It would be useful to facilitate adhesive bonding of 7xxx aluminum alloys to itself and other materials (e.g., for automotive applications). A preparation method for adhesive bonding of magnesium-containing aluminum alloy products includes a magnesium-containing aluminum alloy product including a matrix and a surface oxide layer overlying the matrix. The magnesium-containing aluminum alloy product also includes intermetallic particles at least proximal the surface oxide layer. The method also includes ablating at least some of the intermetallic particles via an energy source, and in the absence of melting of the matrix of the magnesium-containing aluminum alloy product.
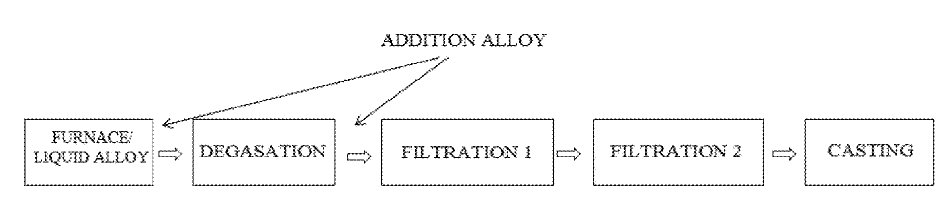
US11345979 — METHOD OF CASTING ARTICLES FROM ALUMINUM ALLOYS — Obshchestvo S Ogranichennoy Otvetstvennost’yu “Obedinennaya Kompaniya Rusal Inzhenerno-Tekhnologicheskiy Tsentr” (Russia) — The invention relates to the field of aluminum metallurgy and can be used to produce ingots from high quality aluminum alloys when manufacturing aerospace and automotive products. The use of this invention relates to the technology of secondary modification. The method of casting products from aluminum alloys includes the following stages: a) aluminum melt preparation in the alloying furnace; b) addition alloy introduction into melt; c) degassing of the aluminum melt containing the addition alloy; d) addition alloy re-introduction; e) filtration of the aluminum melt obtained at stage d) and f) feeding the filtered melt into the crystallizer. It ensures the improved effectiveness of the aluminum melt modification with addition alloys without additional constructional changes in existing lines for aluminum ingot casting. It allows reducing the alloy modification costs, decreasing the grain in resulting alloys and improving plastic and mechanical properties of the obtained cast ingots and their products.
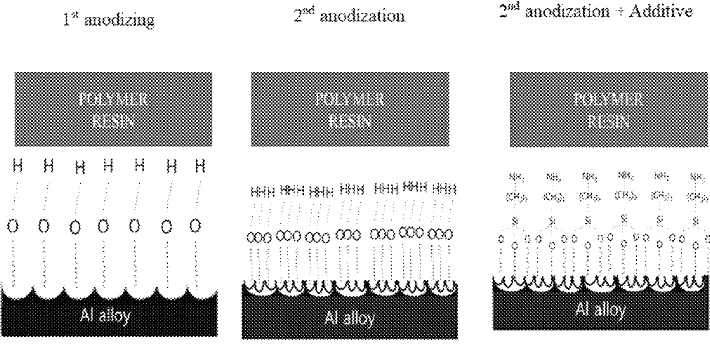
US11332842 — ALUMINUM SURFACE TREATMENT METHOD — Dongguan DSP Technology Co., Ltd. (China) — Although polymer-aluminum joint structures are widely used in automotive and electronic parts and components, low reliability in relation to the strength of the bonding between the polymer and aluminum appears to be a problem. The present invention relates to an aluminum surface treatment method, and more particularly to an aluminum surface treatment method for adhesively bonding a polymer-aluminum joint structure, wherein the bonding between the aluminum surface and the polymer is maximized through primary and secondary anodizing of the aluminum surface. An aluminum surface treatment method for bonding with a polymer composite which is characterized in that it includes (a) a primary anodizing treatment step wherein the aluminum surface is treated by anodic oxidation; (b) a step wherein the aluminum oxide film is removed from the aluminum that has undergone the primary anodizing treatment; and (c) a secondary anodizing treatment step wherein the aluminum from which the aluminum oxide film is removed following the primary anodizing treatment is treated by anodic oxidation again.
US11332809 — METHODS AND PROCESS TO IMPROVE MECHANICAL PROPERTIES OF CAST ALUMINUM ALLOYS AT AMBIENT TEMPERATURE AND AT ELEVATED TEMPERATURES — Brunel University London (England) — The present invention relates to method and process to improve the mechanical properties of cast aluminum alloys at both ambient and elevated temperatures. Micro-alloyed aluminum alloys containing complex sub-micro/or nano-sized strengthening phases are provided for use for example in the automotive industry. Existing commercial alloys are treated by adding at least one of the elements from Ni, Ag, Nb, Mo, Ce, La, Y and Sc at a level of more than 0.1 wt. % but less than 0.5 wt. % on top of the existing commercial alloy containing Si, Cu, Mg, Mn, Zn, and at least one type of sub-micron sized or even nano-sized TiB2,TiC and AI2O3 solid particles at a level of more than 0.05 wt. % but less than 0.5 wt. % in the solidified castings.
US11319051 — STIFFENED COMPOSITE RIBS — The Boeing Company (USA) — A side of body carbon fiber reinforced polymer (CFRP) composite rib assembly that is formed by connecting an aft CFRP rib web, a middle CFRP rib web, and a forward CFRP rib web together. The side of body CFRP rib assembly includes a plurality of stiffeners connected to the aft CFRP rib web, the middle CFRP rib web, or the forward CFRP rib web. A first stiffener connects the aft CFRP rib web with the middle CFRP rib web and a second stiffener connected the forward CFRP rib web to the middle CFRP rib web. The stiffeners may be connected via fasteners or may be co-bonded or co-cured with the side of body CFRP rib web. The stiffeners connected to the side of body CFRP rib assembly may include more than one shape and may be aluminum, a thermoset, and/or a thermoplastic.
US11313019 — METHOD FOR PRODUCING A HEAT TREATABLE ALUMINUM ALLOY WITH IMPROVED MECHANICAL PROPERTIES — Norsk Hydro ASA (Norway) — Method for producing structural components from heat treatable aluminum alloys based on extruded material, in particular AA 6xxx series alloys, the components having improved crush properties and being particular applicable in crash zones of vehicles, such as longitudinal sections and crash boxes, the method including the following steps: a. casting a billet from said alloy by DC casting, b. homogenizing the cast billet, c. forming a profile from the billet by extrusion, preferably a hollow section d. optionally, separate solution heat treatment, e. quenching the profile down to room temperature after the forming step and the possible separate solutionizing step, f. stretching the extruded or the separate solutionized profile to obtain at least 1.5% plastic deformation, g. artificially ageing the profile.
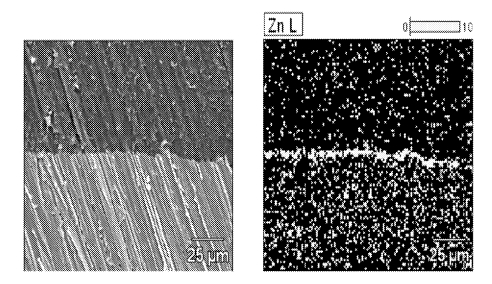
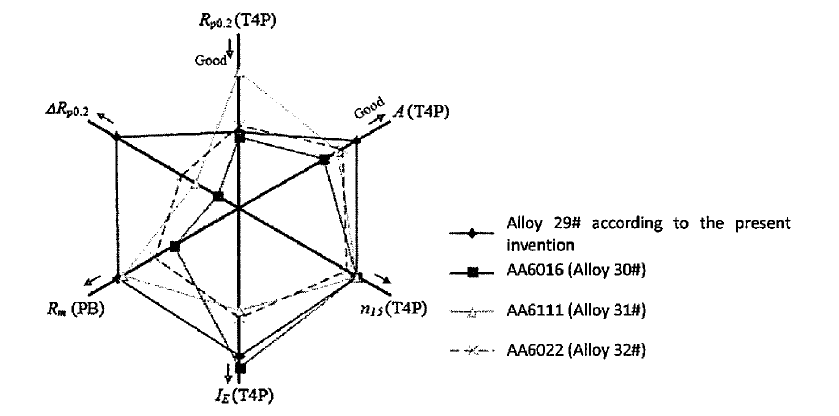
US11313016 — ALUMINUM ALLOY MATERIALS SUITABLE FOR THE MANUFACTURE OF AUTOMOTIVE BODY PANELS AND METHODS FOR PRODUCING THE SAME — General Research Institute for Nonferrous Metals (China) — The present invention relates to the field of aluminum alloys and the preparation thereof, especially to 6xxx series aluminum alloys (i.e., Al—Mg—Si-based aluminum alloys) as registered with the International Aluminum Association. In particular, the present invention relates to aluminum alloy materials suitable for the manufacture of automotive body panels and the methods of producing the same. An aluminum alloy material suitable for the manufacture of automotive body panels comprising: Si 0.6 to 1.2 wt. %, Mg 0.7 to 1.3 wt. %, Zn 0.25 to 0.8 wt. %, Cu 0.02 to 0.20 wt. %, Mn 0.01 to 0.25 wt. %, Zr 0.01 to 0.20 wt. %, with the balance being Al and incidental elements, based on the total weight of the aluminum alloy material. The aluminum alloy material satisfies the equation of: 2.30 wt %≤(Si+Mg+Zn+2Cu) wt %≤3.20 wt %.
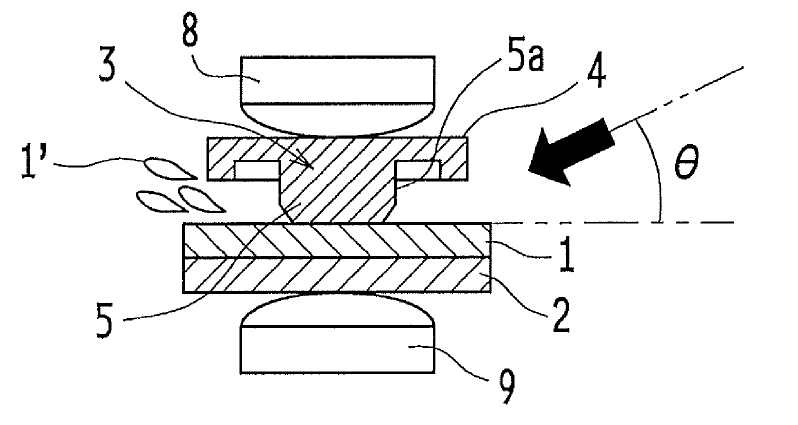
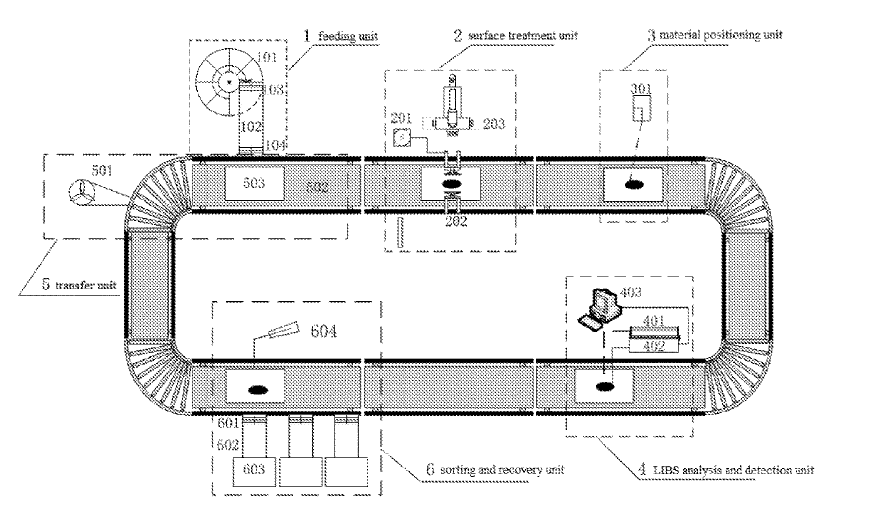
US11311915 — AUTOMATED AERO ALUMINUM SCRAP SORTING SYSTEM BASED ON LASER INDUCED BREAKDOWN (LIBS) TECHNIQUE — The Boeing Company (USA) — A fully automatic online aero aluminum sorting and recovery system based on LIBS (Laser Induced Breakdown Spectroscopy) technology, which belongs to the field of aero aluminum sorting and recovery technology, and is suitable for online sorting, detection, and recovery of a large batch of aero aluminum. The fully automatic online aero aluminum sorting system based on LIBS technology provided in the present invention consists of six portions: a sample feeding unit (1), a surface treatment unit (2), a material positioning unit (3), a LIBS analysis and detection unit (4), a transfer unit (5) and a sorting and recovery unit (6). The system according to the invention can be used to realize the automatic online detection, sorting and recovery of aero aluminum, and the system does not have requirements on the surface condition of the recovered aero aluminum samples. The sorting accuracy rate is greater than 90% and the sorting rate is not less than 1 block per second.
US11273622 — STIFFENING ELEMENTS THAT COMPRISE INTEGRAL CURRENT FLOWPATHS — The Boeing Company (USA) — A stiffening element that includes one or more integral current flowpaths may include: a first layer including carbon-fiber-reinforced thermoplastic plies; a second layer including one or more glass-fiber-reinforced thermoplastic plies; and/or a third layer including aluminum. The third layer may form an outer surface of the stiffening element. The third layer may form at least part of the one or more integral current flowpaths. A method of using a stiffening element that comprises one or more integral current flowpaths as part of a current return network for a stiffened structure may include: selecting the stiffening element that includes a first layer including carbon-fiber-reinforced thermoplastic plies, a second layer including one or more glass-fiber-reinforced thermoplastic plies, and/or a third layer including aluminum; and/or routing current from the current return network through the one or more integral current flowpaths of the selected stiffening element.

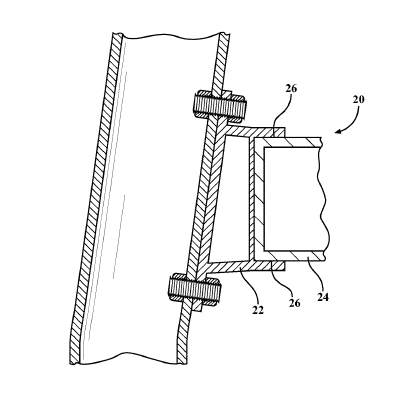
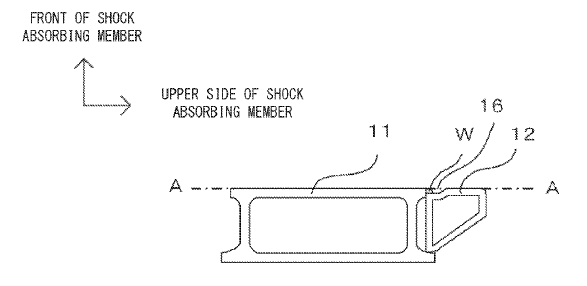
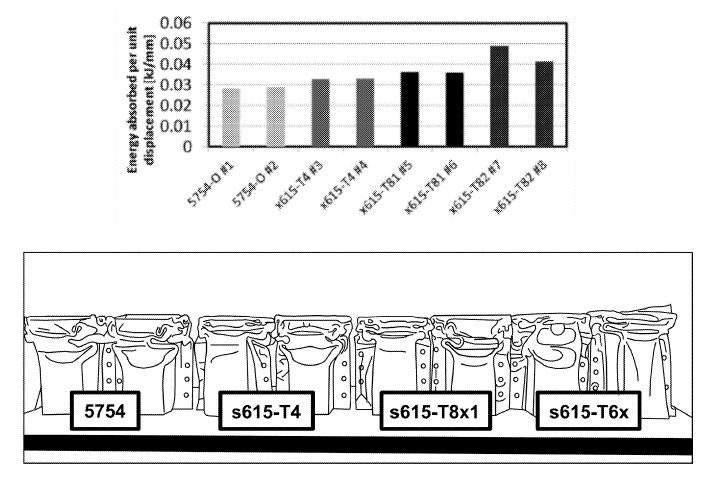
US11254271 — SHOCK-ABSORBING MEMBER — UACJ Corporation and Honda Motor Co., Ltd. (Japan) — An automobile basically has bumper structures for absorbing shock at the time of crash mounted on the front and rear of the automobile. A bumper structure generally includes a bumper reinforcement and an energy absorbing member. The bumper reinforcement receiving shock and the energy absorbing member deforming enables the bumper structure to suppress damage to a vehicle body. Regarding a bumper mounted on the front of a vehicle, various crash conditions can be considered. The crash conditions include, for example, offset crash and full-wrap crash. Contact with a pedestrian is also one of the crash conditions. While safety is regarded as an important problem, coping with weight reduction of a whole vehicle to solve environmental problems is also an important problem, and a bumper constituting a vehicle is no exception to this problem. Thus, a shock absorbing member of the present disclosure is a shock absorbing member including a first hollow member (11) and a second hollow member (12) that are made of aluminum alloy and are weld joined to each other, in which a weld material and weld beads (W) do not project from a side on which a joined surface between the first hollow member (11) and the second hollow member (12) is located.
US11233363 — ALUMINUM ALLOY HEADER PLATE WITH CERAMIC COATING FOR BATTERY ASSEMBLY — Ford Global Technologies, LLC (USA) — This disclosure relates to a battery assembly for an electrified vehicle with an aluminum (Al) alloy-ceramic coated header plate. An example battery assembly includes a plate, which may be referred to as a header plate, configured to support an electrical connector. The plate includes aluminum (Al) alloy and is coated with a layer of ceramic material. An example battery assembly includes a plate, which may be referred to as a header plate, configured to support an electrical connector. The plate includes aluminum (Al) alloy and is coated with a layer of ceramic material. This arrangement maintains the integrity of a seal between the plate and the electrical connector by resisting corrosion and is particularly useful in corrosive environments such as those near a vehicle underbody.
US11203800 — ALUMINUM ALLOY FOR PISTON AND PISTON FOR ENGINE OF VEHICLE — Hyundai Motor Company and Kia Motors Corporation (Korea) — The present disclosure provides an aluminum alloy for a piston and a piston for a vehicle engine that is low in density, low in cost, and can satisfy both light weight and heat resistance. An aluminum alloy for a piston may include aluminum (Al) as a base, magnesium (Mg) and zinc (Zn); and wherein the magnesium content is 10-20 wt. % with reference to the total weight. In the aluminum alloy, the zinc content is 2.0-6.4 wt. % with reference to the total weight. The aluminum alloy further includes copper (Cu) of 1.5-3.5 wt. % with reference to the total weight. In the aluminum alloy, T-AlCuMgZn phase is generated.
US11203801 — AGE-HARDENABLE AND HIGHLY FORMABLE ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Novelis Inc. (USA) — Provided herein are new aluminum alloy products and methods of making these alloys. The aluminum alloy products are age-hardenable, display high strength and formability, and allow for the use of recycled scrap. The aluminum alloys can serve as the core in a clad aluminum alloy product. The alloy products can be used in a variety of applications, including automotive, transportation, and electronics applications. The aluminum alloys and products possess a combination of high formability, high strength, age-hardenability, and allow for the use of recycled materials in their formation. The aluminum alloys as described herein comprise magnesium (Mg) and silicon (Si), among other optional elements. Thus, in some aspects, the aluminum alloys as described herein can comprising from about 0.5 wt. % to about 1.6 wt. % Mg; from about 0.2 wt. % to about 0.5 wt. % Si; up to about 1.0 wt. % Fe; up to about 0.5 wt. % Cu; up to about 0.5 wt. % Mn; up to about 0.3 wt. % Cr; up to about 0.3 wt. % Ti; up to about 0.5 wt. % Zn; up to about 0.25 wt. % impurities; and Al. In some cases, the weight ratio of Mg to Si in the aluminum alloy can be from about 8:1 to about 1.5:1.
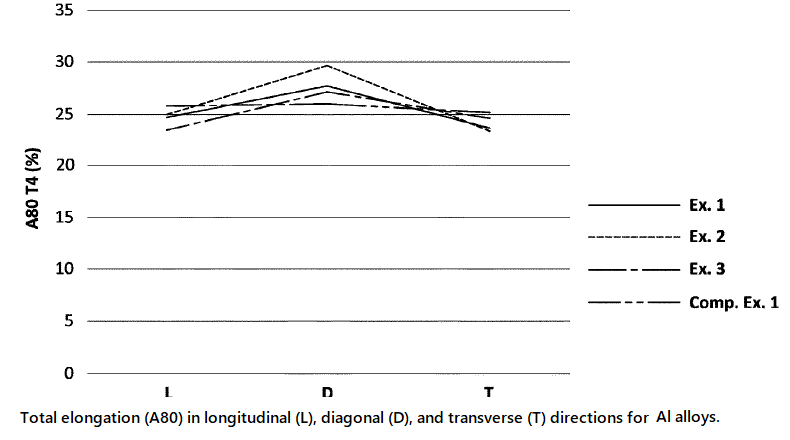
US11193192 — ALUMINUM ALLOY PRODUCTS AND A METHOD OF PREPARATION SAME — Novelis Inc. (USA) — The present invention relates to aluminum alloy products that have very good formability in the T4 temper and particularly high toughness and ductility in the high strength tempers (e.g., the T6, T8 and T9 tempers). The ductility and toughness are such that the alloy can be riveted in these high strength tempers and possess excellent ductility and toughness properties in their intended service. The present invention also relates to a method of producing the aluminum alloy products. In particular, these products have application in the automotive industry.
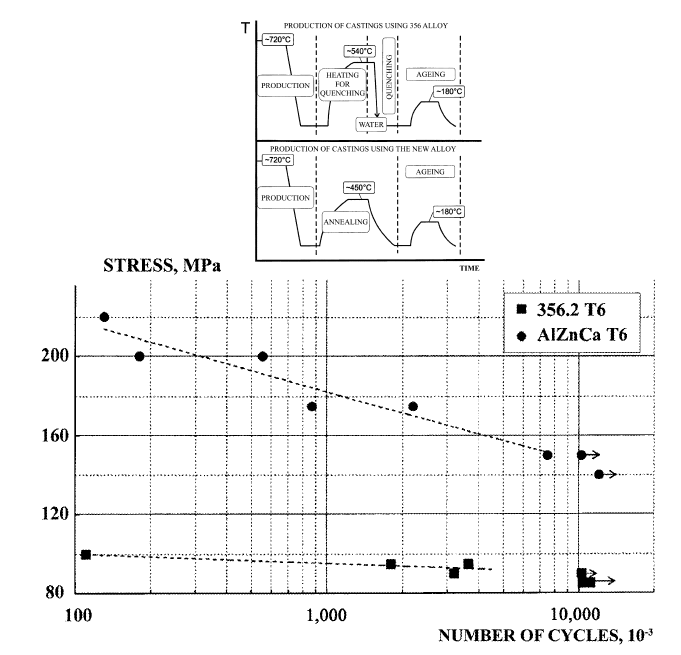
US11180831 — HIGH-STRENGTH ALUMINUM-BASED ALLOY — Obshchestvo S Ogranichennoy Otvetstvennost’Yu “Obedinennaya Kompaniya Rusal Inzhenerno-Tekhnologicheskiy Tsentr” (Russia) — The invention relates to the metallurgy field in the production of aluminum-based cast materials and can be used for producing crucial components under high-load conditions. The primary application is for components used in automotive engineering, sports equipment, etc. Proposed is an aluminum-based high-strength alloy, containing zinc, magnesium, calcium, titanium, and at least one element from the group consisting of silicon, cerium, nickel, zirconium, and scandium, using defined concentrations of the constituents. The technical result of the invention is increased strength properties of the alloy and the products made therefrom on account of the formation of secondary precipitates of a strengthening phase by means of dispersion hardening.
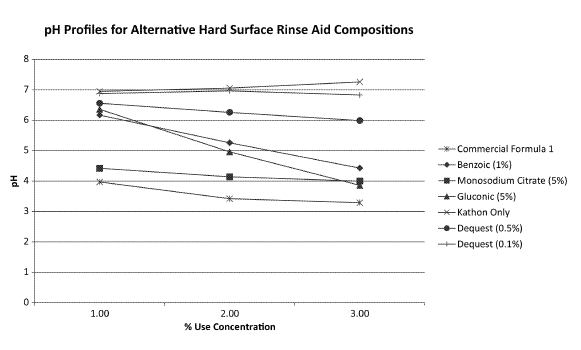
US11155769 — RINSE AID FORMULATION FOR CLEANING AUTOMOTIVE PARTS — Ecolab USA Inc. (USA) — Hard surface rinse aid compositions incorporating surfactant systems compatible with plastics and plastics containing metals, such as aluminum, are disclosed. The hard surface rinse aid compositions are particularly well suited for use in high concentrations at low temperatures without causing foaming and/or debris or film on the treated surface. In particular, the plastic and aluminum-compatible hard surface rinse aid compositions containing a surfactant system combining nonionic alcohol alkoxylates and a polymer surfactant can be used in treating hard surfaces requiring good sheeting, wetting, and drying properties. The methods are particularly well suited for rinsing automotive parts, including those needing painting.
US11155150 — COOLING SYSTEM INTEGRATED WITH VEHICLE BATTERY TRAY — Shape Corp. (USA) — The present disclosure generally relates to vehicle battery support structures, and more particularly to cooling systems or devices for batteries stored in such trays or structures, such as for battery packs or modules or the like that power electric and hybrid-electric vehicles. A battery support tray for an electric vehicle includes a tray floor structure that has an upper surface configured as to interface with battery modules. The battery support tray also includes a plurality of cooling features that integrally extend along portions of the tray floor structure that are configured to draw heat away from the battery modules supported at the upper surface of the tray floor structure. The tray floor structure may also have a cross-sectional profile that is substantially consistent longitudinally along a length of the tray floor structure or laterally across a width of the tray floor structure, such as formed from extruding a metal, such as an aluminum alloy.
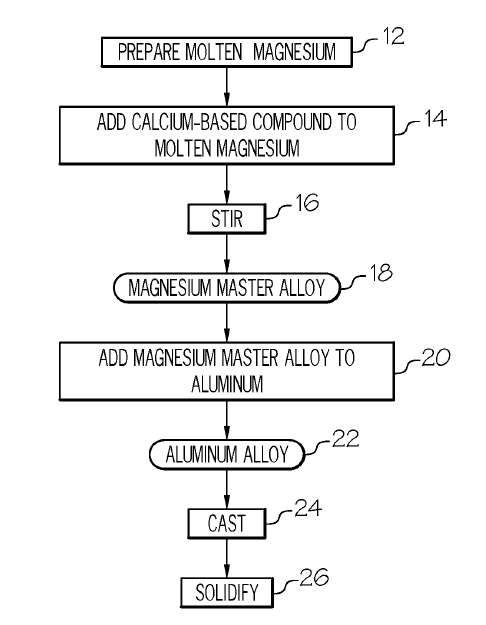
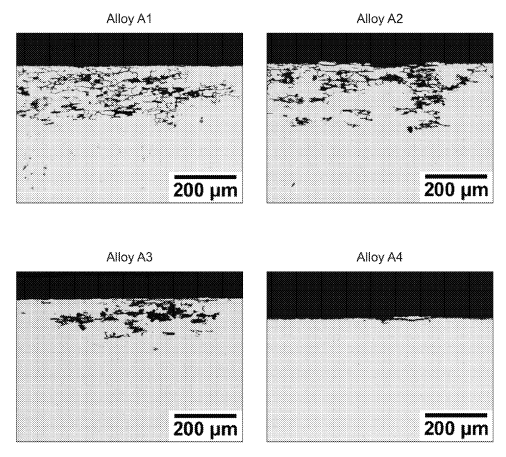
US11149332 — ALUMINUM ALLOY WITH ADDITIONS OF MAGNESIUM AND AT LEAST ONE OF CHROMIUM, MANGANESE AND ZIRCONIUM, AND METHOD OF MANUFACTURING THE SAME — The Boeing Company (USA) and Korea Institute of Industrial Technology (Korea) — Aluminum-magnesium alloys offer certain advantages (e.g., light weight) as compared to other traditional aluminum alloys. The addition of magnesium increases the strength of the aluminum alloy, makes the alloy more favorable to surface treatment, and improves corrosion resistance. However, when the magnesium content of aluminum-magnesium alloys increases, such as to 5 percent by weight or more, such alloys become difficult to cast. Furthermore, large intermetallic inclusions have been observed in high-magnesium-content aluminum-magnesium alloys, which tend to cause low ductility and degrade fatigue performance. The object of this invention is an aluminum alloy including aluminum, about 6 to about 17.4 weight percent by weight magnesium, and at least one of chromium up to about 0.2 percent by weight, zirconium up to about 0.2 percent by weight and manganese up to about 0.3 percent by weight, and optionally 50-3000 ppm calcium. The disclosed aluminum alloy may be implemented not only in aircraft but in various types of vehicles including, for example, helicopters, passenger ships, automobiles, marine products (boat, motors, etc.) and the like.
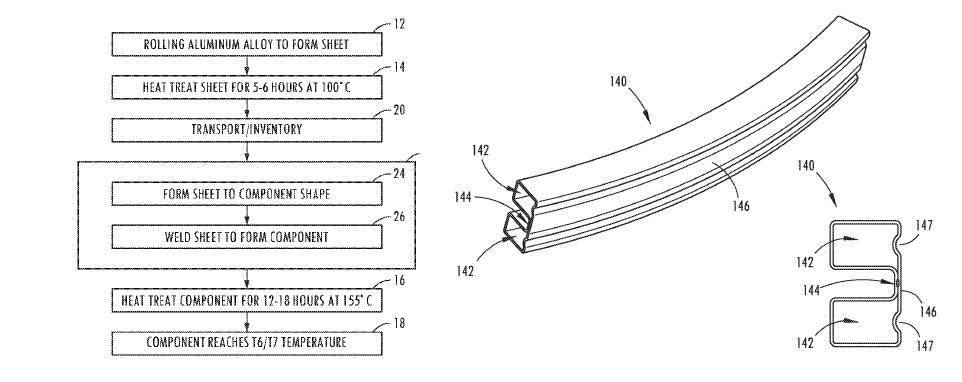
US11072844 — MULTI-STAGE ALUMINUM ALLOY FORMING AND THERMAL PROCESSING METHOD FOR THE PRODUCTION OF VEHICLE COMPONENTS — Shape Corp. (USA) — A method of forming and processing a high strength aluminum alloy for production of a vehicle component includes providing a metal sheet that was rolled from a 7xxx aluminum alloy. The sheet is heat treated through a first aging step of a set of aging steps that are necessary to achieve a T6 or a T7 temper state. Prior to achieving the T6 or a T7 temper state, the sheet is formed to a desired shape and welded in the desired shape to produce a desired vehicle component. Once formed, the vehicle component is heat treated through a remaining aging step to achieve a T6 or T7 temper state homogeneously throughout the vehicle component.
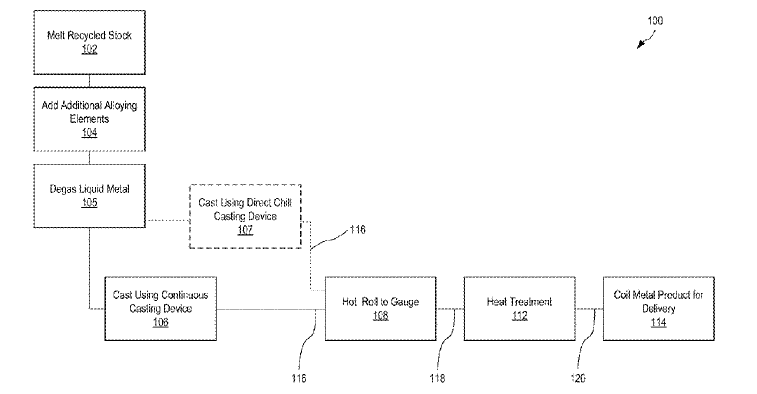
US10975461 — CASTING RECYCLED ALUMINUM SCRAP — Novelis Inc. (USA) — Techniques are disclosed for casting high-strength and highly formable metal products from recycled metal scrap without the addition of substantial or any amounts of primary aluminum. Additional alloying elements, such as magnesium, can be added to metal scrap, which can be cast and processed to produce a desirable metal coil at final gauge having desirable metallurgical and mechanical properties, such as high strength and formability. Thus, inexpensive and recycled metal scrap can be efficiently repurposed for new applications, such as automotive applications and beverage can stock. Described herein is a metal casting method comprising melting recycled aluminum into liquid metal; adding an alloying element to the liquid metal to form a modified liquid metal, the alloying element comprising magnesium, silicon, or copper; casting the modified liquid metal into a metal product, wherein the modified liquid metal includes at least 50% of a recycled aluminum; and rolling the metal product.
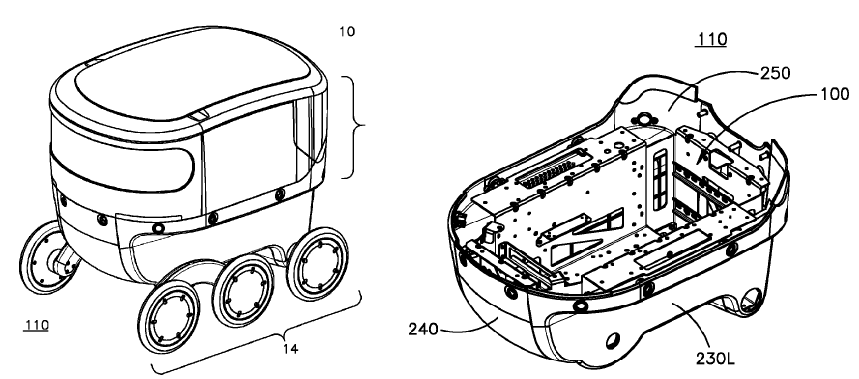
US10946912 — CHASSIS ASSEMBLY FOR AUTONOMOUS GROUND VEHICLE — Amazon Technologies, Inc. (USA) — Delivery robots have been proposed and disclosed for delivery of various items to an end-customer or business. A typical delivery robot is moveable under its own power and includes a housing that covers or contains a payload, which can include groceries, take-out food orders, and the like. Delivery robots can, in many circumstances, be exposed to weather, such as rain, which can harm electronic parts and electric motors, in addition to harming the payload. Delivery AGVs often have a body or carriage that is propelled by battery powered, motorized wheels. A chassis and skin of a delivery Autonomous Ground Vehicle include an aluminum structure and polymer panels affixed to the AGV by fasteners. The panels are mutually overlapping. A method of assembly includes hooks and clips to put and hold the panels in place during assembly.
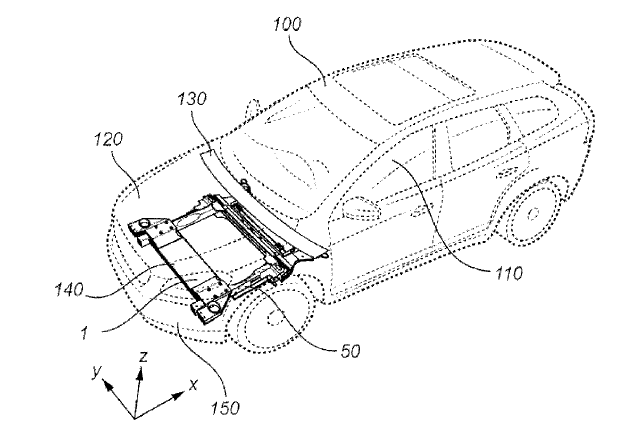
US10940891 — ELECTRIC VEHICLE — Volvo Car Corporation (Sweden) — An electric vehicle, including, a user compartment and a front section including a portion of a vehicle chassis, a crash absorbing member located in the front section and connected to the portion of the vehicle chassis, the crash absorbing member including a first extruded profile, preferably an aluminum profile, having a main extension direction in a transverse direction (y) of the vehicle, whereby the extrusion direction of the first extruded profile extends substantially in the transverse direction (y) of the vehicle, and wherein further the first extruded profile includes at least two cells (C1, C2) being defined by outer walls and at least one intermediate wall separating the at least two cells (C1, C2), wherein the at least one intermediate wall has a main extension direction in the transverse direction (y) and a second extension direction which extends substantially in a vertical direction (z).
US10837086 — HIGH-STRENGTH CORROSION-RESISTANT 6XXX SERIES ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Novelis Inc. (USA) — The present disclosure generally provides 6xxx series aluminum alloys and methods of making the same, such as through casting and rolling. The disclosure also provides products made from such alloys. The disclosure also provides various end uses of such products, such as in automotive, transportation, electronics, aerospace, and industrial applications, among others. Disclosed is an aluminum alloy comprising 0.2 to 1.5 percent by weight Si; 0.4 to 1.6 percent by weight Mg; 0.2 to 1.5 percent by weight Cu; no more than 0.5 percent by weight Fe; one or more additional alloying elements selected from the group consisting of: 0.08 to 0.20 percent by weight Cr, 0.02 to 0.20 percent by weight Zr, 0.25 to 1.0 percent by weight Mn, and 0.01 to 0.20 percent by weight V; and the remainder aluminum. Throughout this application, all elements are described in percent by weight (wt. %), based on the total weight of the alloy. These alloys exhibit high strength, corrosion resistance, and can be used suitably in a variety of applications, including automotive, transportation, electronics, aerospace, and industrial applications, among others.
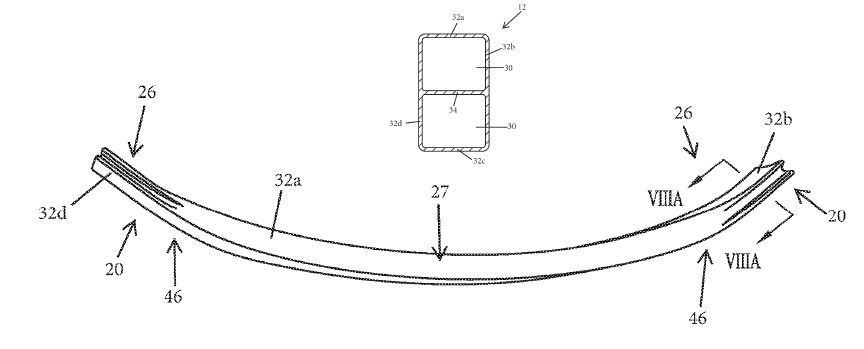
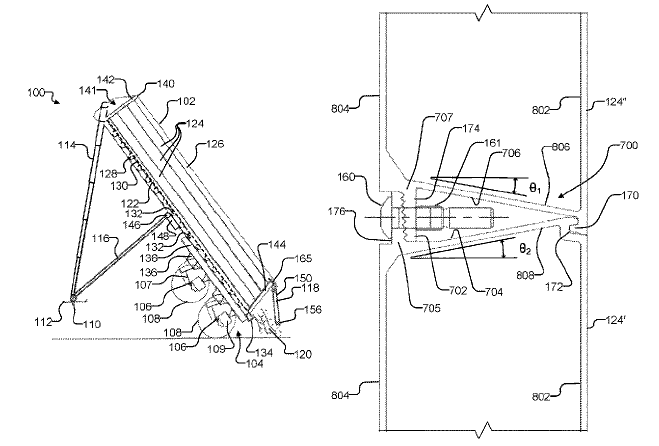
US10835942 — WARM FORMING PROCESS AND APPARATUS FOR TRANSVERSE BENDING OF AN EXTRUDED ALUMINUM BEAM TO WARM FORM A VEHICLE STRUCTURAL COMPONENT — Shape Corp. (USA) — The present invention provides an apparatus and method for warm forming a high-strength, extruded aluminum beam with a hollow cross-sectional shape such as to provide an aluminum structural component for a vehicle. The extruded aluminum beam may be formed from 6000 or 7000 series aluminum alloy and the beam may have a hollow cross-sectional shape, which can be desired for given vehicle structural applications or assemblies, such as a bumper beam or the like. A portion of a die may be heated to a desired temperature before or after loading the beam into the die. At least a portion of the aluminum beam may be heated in the die to a temperature near or below the artificial aging temperature of the aluminum beam. The heated portion of the aluminum beam may then be deformed to a desired shape with the die in a direction transverse to a length of the aluminum beam. As a result of the warm forming, this deformation to the aluminum beam is generally done without causing cracking or other bending failure to the beam, which may otherwise be expected for such a high-strength aluminum alloy. Accordingly, the warm forming process provided herein allows an extruded beam to be formed to a desired shape outside of a time frame after extrusion or solutionizing that would typically cause the extruded beam to crack or otherwise fail due to such a deformation. Thus, a solutionizing process can be avoided while also improving manufacturing cycle time and inventory management of extruded aluminum pieces or blanks.
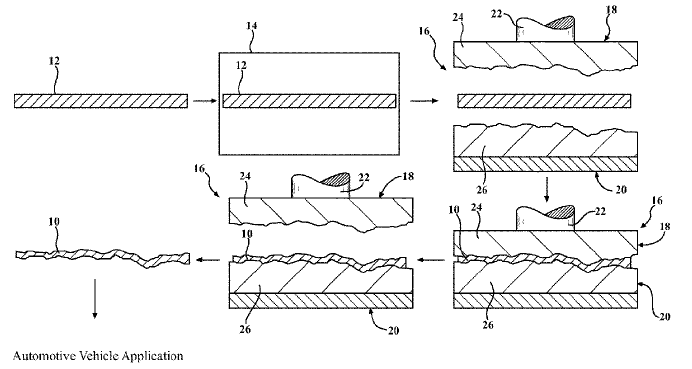
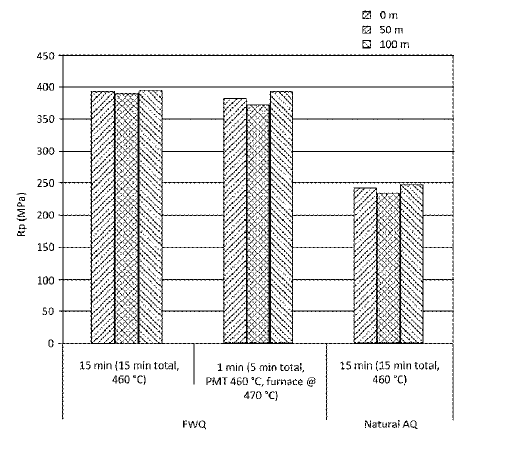
US10774408 — HIGH STRENGTH ALUMINUM STAMPING — Magna International Inc. (Canada) — The invention provides a method of manufacturing a component formed of an aluminum alloy for use in an automotive vehicle application, for example those requiring high strength, lightweight, and a complex three-dimensional shape. The aluminum alloy is selected from the group consisting of 2000, 6000, 7000, 8000, and 9000 series aluminum alloy, and the aluminum alloy of the finished component has a temper designation close to T6. The temper designation is achieved by heating a solution heat treated and tempered blank formed of the aluminum alloy to a temperature of 150°C to 350°C before forming the blank to the three-dimensional shape and has a temper designation of about T4. The method further includes heating the blank to a temperature of 150°C to 350°C, preferably 190°C to 225°C. The method next includes quickly transferring the blank to a hot or warm forming apparatus and stamping the blank to form the complex three-dimensional shape. Immediately after the forming step, the formed component has a temper designation of about T6, but preferably not greater than T6, and thus is ready for use in the automotive vehicle application without any post heat treatment or machining.
US10730266 — CLAD ALUMINUM ALLOY PRODUCTS — Novelis Inc. (USA) — Provided herein are new clad aluminum alloy-containing products and methods of making these alloy products. These alloy products possess a combination of strength and other key attributes, such as corrosion resistance, formability, and joining capabilities. Joining methods can include, but are not limited to, resistance spot welding (RSW), friction stir welding, remote laser welding, metal inert gas (MIG) welding, tungsten inert gas (TIG) welding, adhesive bonding, and self-piercing riveting. The alloy products can be used in a variety of applications, including automotive, transportation, electronics, and other applications.
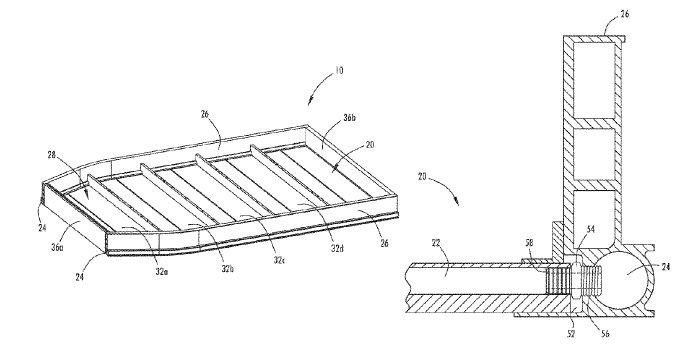
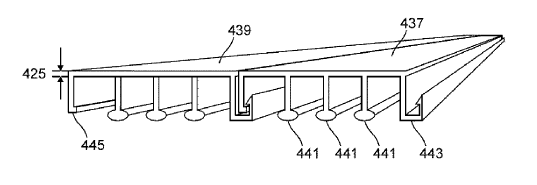
US10717472 — EXTRUDED COMPONENT FLOOR STRUCTURE — Knapheide Manufacturing Company (USA) — A floor structure is assembled from a plurality of extruded aluminum planks that extend laterally across the bed of a truck floor positioned on an undercarriage of a center beam and cross beams. The present inventors recognized a need for a truck bed made of aluminum components but less susceptible to puncture and structural deformity than conventional aluminum plate truck bed designs. Thus, the planks each have one or more ribs on their underside to strengthen the floor structure and provide a mechanical means for connecting adjacent planks together. Each plank is configured with a female end rib and a male end rib that interlock to restrain movement relative the adjacent planks in all directions except the lateral direction. Side rails are attached to the floor structure at the edges of the plank bed to prevent movement of the planks in the lateral direction. Various embodiments of the present invention relate to a structure for holding or hauling equipment and materials, and more specifically, to a truck body floor structure built from extruded components.
US10625651 — END DUMP TRAILER AND MODULAR EXTRUSIONS THEREFOR — Hicks Manufacturing LLC (USA) — A dump body for a dump trailer or a dump truck comprises modular components of tempered aluminum alloy joined together with mechanical fasteners to form modular subassemblies. Due to the rough use encountered while loading, hauling, and dumping bulk materials from an end dump trailer, damage to the body may occur. If the body is made from tempered aluminum alloy, repairing a damaged section with welding will result in loss of temper and the associated loss of strength in the aluminum alloy material. A need therefore exists, for aluminum bodies made of high temper aluminum alloy that can be repaired without welding. As disclosed, welding or other high-temperature joining processes are not required for fabrication of the dump body, and thus the full strength of the tempered aluminum alloy is retained. Methods for assembly of the modular components to form the modular subassemblies and for assembly of the modular subassemblies to form the dump body using mechanical fasteners are provided in addition to designs for modular components and modular subassemblies.
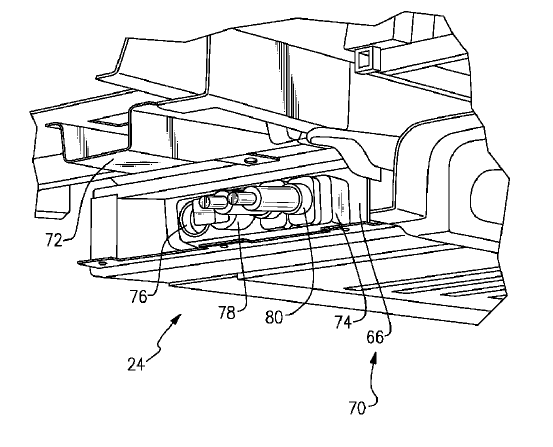
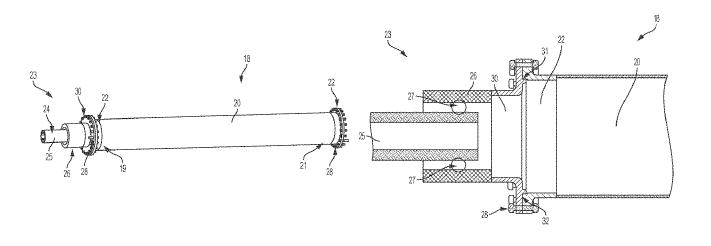
US10563699 — ALUMINUM PROP SHAFT WITH CONSTANT VELOCITY JOINT — GM Global Technology Operations LLC (USA) — Propeller shafts, drive shafts, or prop shafts which transmit power from an engine system to the wheel of an automotive vehicle are frequently constructed from one or more metal tubes connected with joints. However, joining dissimilar metals, such as aluminum and steel, is difficult and often requires an intervening member to join the dissimilar metal components. A prop shaft assembly for an automotive vehicle includes a main body having a first end and a second end, the first end coupled to a first flange and a constant velocity (CV) joint assembly including a first member and a second member, the second member coupled to a second flange. The first flange and the main body are made from aluminum, the second member and the second flange are made from steel, and the first flange and the second flange are coupled together by a plurality of mechanical fasteners.
US10461441 — ALUMINUM ALLOY ELEMENT WIRE, ALUMINUM ALLOY STRANDED WIRE AND METHOD FOR PRODUCING ALUMINUM ALLOY STRANDED WIRE, AUTOMOTIVE ELECTRIC WIRE, AND WIRE HARNESS — Autonetworks Technologies, Ltd., Sumitomo Wiring Systems, Ltd., and Sumitomo Electric Industries, Ltd. (Japan) — An aluminum alloy element wire has a chemical composition including in mass percent: Mg: 0.3% or more and 0.9% or less, Si: 0.1% or more and 0.7% or less, Fe: 0.1% or more and 0.4% or less, at least one element selected from the group consisting of Cu, Cr, Ni, and Zr: 0.01% or more and 0.5% or less in total, and the balance being Al and unavoidable impurities. The aluminum alloy element wire has a surface roughness Ra in the range of 0.15 μm or more and 2 μm or less as measured with a non-contact surface roughness measuring machine. An aluminum alloy stranded wire includes a plurality of the aluminum alloy element wires twisted together. An automotive electric wire includes the aluminum alloy stranded wire. A wire harness includes the automotive electric wire, and a terminal crimped to the aluminum alloy stranded wire of the automotive electric wire.
US10456850 — JOINING OF DISSIMILAR MATERIALS — Magna International Inc. (Canada) — A method for joining a first part formed of an aluminum material to a second part formed of a steel material by metal inert gas welding and cold metal transfer is provided. An aluminum filler material forms a fillet joint between the parts and provides a structure for automotive body applications, such an aluminum bumper extrusion joined to a steel crush box connection. The first part includes a notch for hiding the start and end of the joint. A transition plate formed of a mixture of aluminum material and steel material can be disposed between the first part and the second part to provide the notch. The second part can include a mechanical fastener further joining the parts together. In another embodiment, the second part includes a plurality of dimples and is welded to the first part along the dimples.