
By Alton Tabereaux, Contributing Editor.
The largest waste by-product generated in the Bayer bauxite refining process is bauxite residue, commonly called red mud. An enormous quantity of caustic red mud is generated worldwide every year, posing a very serious and alarming environmental and safety problem. The storage of red mud is a challenge for alumina refineries (Figure 1), as storage pond dams sometimes collapse and/or fail due to heavy rains that cause flooding and breaching. For example, in October 2010, one corner of a red mud reservoir dam adjacent to the Ajka Timföldgyár alumina plant in Hungary collapsed. The 50 m wide break released 700,000 m3 of caustic red mud slurry into three villages and the surrounding countryside streams and rivers, which drain into the Danube river. Because of this accident, ten people died and 150 people were injured.1-2
“The incident at Ajka had a significant effect on the alumina industry,” said Ken Evens,3 a consultant for the International Aluminium Institute (IAI). “Producers, via organizations such as the European Aluminium Association and IAI, have collaboratively provided improved solutions and proposed best practice guidelines for improving storage, monitoring safety standards, and looking at improved remediation techniques and reuse opportunities. Key messages coming out of this best practice review have been the drive to dispose of bauxite residue in a safer way with lower caustic and high solids contents.” Additionally, a strategic goal was set by the IAI to reuse 25% of bauxite residue by 2025.4
Bauxite Refining & Red Mud Generation
Currently, there are over 80 alumina refineries across the world producing metallurgical alumina from bauxite ore. The global annual production of metallurgical alumina in 2017 was approximately 130 million tonnes,5 and the estimated generation of red mud residue was 182 million tonnes (based on the assumption that 1.4 tonnes of red mud is generated per tonne of alumina produced).
As the global demand for aluminum metal increases, so does the demand for alumina and, as a result, red mud production. Red mud poses disturbing risks to the environment due to its large volume, high alkalinity, and storage complications. However, red mud is classified as less or non-hazardous residue for storage in most countries and the CAPEX and OPEX costs for red mud disposal are typically below $4-8/tonne.6 Currently, the combined stockpile of red mud residue at active and closed legacy sites is estimated at 4 billion tonnes.3-4
The Bayer Process
Though alumina can be produced from bauxite by other chemical processes, the Bayer process is the main industrial route for metallurgical alumina production, as it is the most economical process for purification of bauxite that contains a considerable amount of Fe2O3. Over 95% of the alumina produced globally is derived from bauxite using the Bayer process. The alumina produced through this process is deemed metallurgical or smelter grade alumina (SGA). Other forms of alumina are considered non-metallurgical grade alumina and are used for special products.
Bauxite ore contains 30-60% aluminum oxide (Al2O3). In the Bayer process (Figure 2), the bauxite is digested in a pressure vessel along with a sodium hydroxide solution (caustic soda) at an elevated temperature, which dissolves the aluminum oxide converting it into sodium aluminate, leaving insoluble red mud solids as a by-product. Except for the silica (present in kaolinite), the other components of the bauxite do not dissolve in the hot caustic (NaOH) solution, allowing the dissolved sodium aluminate to be separated from the undissolved red mud residue.
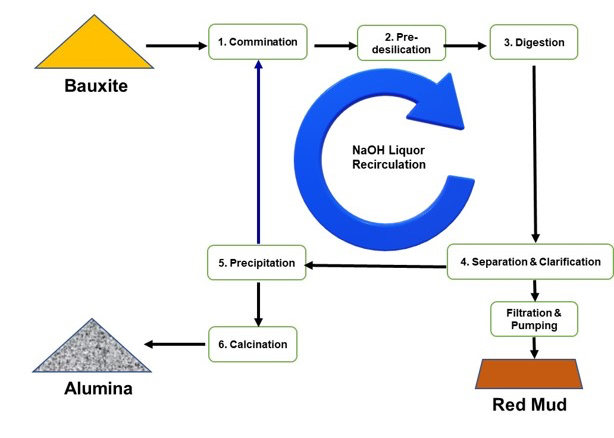
After digestion, the sodium aluminate liquor is separated from the undigested red mud through a settling process. The decant solution is further clarified by filtering off remaining solid impurities. Polymer flocculent filter aids are added to accelerate the settling and thickening and to improve the density of the underflow solids of the red mud from the thickeners. Red mud settles-out as solid slurry from the caustic suspension during clarification from the pregnant liquor. The fine particulate left trapped on the filters is washed out in order to recover alumina and caustic soda that can be reused. A typical Bayer plant generates from 1 to 2.5 times as much red mud as alumina produced, with an average of 1.75 tonnes of red mud per tonne of alumina (this ratio is dependent on the type of bauxite used in the refining process and the extraction conditions).
The main constituents of red mud are a mixture of solid unreacted metallic oxides (Table I), with the red color arising from iron oxides (typically 45% of the mass). In addition to iron, the other dominant components include silica, unleached residual alumina, titanium oxide, and caustic. The final red mud contains a residual level of caustic liquid (or alkalinity), with a pH of approximately 13.5.

Alternative Bauxite Refining Processes
China is the largest producer of aluminum in the world with a production of 32.6 million tonnes (54.3% of total world production) in 2017.7 Likewise, China is the largest consumer of alumina in the world, having had a domestic production of 72 million tonnes of alumina (55.4% of the world total) along with an estimated 100.8 million tonnes of red mud generation.
Historically, the alumina manufacturing processes in China and Russia have been very different from the rest of the world due to the nature of the naturally occurring bauxite minerals there. A lime sintering process for production of alumina from boehmite and diaspore bauxites was developed for producing alumina from low grade bauxite in China and Russia. The process involves a pyro-metallurgical sinter approach, which produces aluminum while ”locking up” the silica as clinker, thus preventing it from contaminating the alumina. The clinker residue left behind in the sintering processes is known as white mud or bellite (dicalcium silicate, Ca2SiO4) and it can be used for manufacturing cement (as opposed to red mud, which requires landfilling). These methods enabled recovery of the residue components to produce cement, soda, potash, alumina, and hydroxide. At some refineries in Russia, nepheline (instead of bauxite) is sintered with limestone to produce alumina.
The lime sintering process was once a mainstay of the Chinese alumina industry. However, the capital and operational costs are significantly higher with lime sintering than the Bayer process. China has also become more dependent on imported bauxite ore, which has significantly altered the characteristics and composition of the residues produced. Thus, the sinter process has gradually been replaced by the Bayer process.
In Russia, UC Rusal Engineering and Technology Centre has studied and performed mini-plant tests for using the sinter process to produce superfine alumina precipitated trihydrate (ATH).8 The process deficiencies in limestone sintering for metallurgical alumina production (high thermal energy and electrical power consumption) allows for production of chemical grade ATH with a high quality and low production cost. This could offset the added costs of the limestone sintering process.
In addition, Rusal is currently developing an alternative technology for alumina production from local non-bauxite ores. The company’s development of a hydrochloric acid technology for smelter grade alumina production from kaolin is proving to be the most promising form of alumina production.9 The company was able to confirm an extraction of alumina from the kaolin solution on the level of 94.5% and the extraction of aluminum chloride from the solution of 92%.
Management of Red Mud Residue
The safe disposal, treatment, and storage of a high-volume industrial waste stream, such as red mud, poses unique waste management challenges. Some of the problems associated with the storage and disposal of red mud waste include: its high pH (10.5-13), the potential for alkali seepage into underground water, the instability of storage, and the impact of alkaline airborne dust on plant life. The methods used for the storage/disposal of red mud at alumina refineries include lagooning, dry stacking, and dry disposal, as well as seawater disposal (discussed in a later section). In recent years, the consistent trend has been away from seawater to land-based disposal and from wet to dry disposal methods.
Lagooning Red Mud

Prior to 1980, most of the inventory of red mud by-product waste was stored in lagoon-type impoundment ponds (Figure 1), where naturally impervious layers or sealants would curtail seepage. In this method, a low dyke or levee would be built for containment and a thinned red mud slurry with a solid content of 20-30% is pumped into the storage area (Figure 3) with subsequent dewatering by gravity-driven consolidation. The slurry settles over time and the surface water is collected and returned to the refining process. As the impoundment is filled, the height of the dyke walls are gradually increased as necessary or a new area constructed when more additional volume was required. Sometimes, the ponds are capped for closure.
Large on-site impoundment areas allow water to evaporate from red mud slurry after several years. It has been estimated that approximately 1 km2 of lagoon area is required for a plant processing 3.3 tonnes of bauxite per year.10 As the land for lagoon storage becomes scarce for many plants, the ever-growing demand for red mud residue disposal space ultimately threatens the viability of this method. For instance, the Alcoa Kwinana Alumina refinery in Western Australia lagooned red mud at about 37% solids concentration for the first 22 years of its operation.11 However, in 1985, with the development of super-thickeners (comprised of relatively narrow and tall tanks), the Alcoa residue operations in Australia transitioned from lagooning to dry stacking of thickened tailings with an average red mud solids concentration of around 50%.
Dry Stacking
The current best practice and most commonly used method for red mud disposal at large alumina refineries is the dry stacking technique. The method is able to reduce the potential for the caustic liquor leakage into the surrounding environment, reduce the land area required, and maximize the recoveries of soda and alumina.
Dry stacking requires a paste-like, thixotropic red mud with a high solids content (46-55%). The bauxite residue is thickened to a high-density slurry using an advanced thickener, flocculation, and dewatering filtration technologies. The thickened red mud slurry is pumped via pipeline to the storage area and spread in layers, allowing it to de-water through a combination of drainage and evaporative drying. The red mud consolidates and dries before successive layers are deposited. This forms a slope on the deposit, allowing rainwater to run off—thus, minimizing liquid stored in the disposal area, lowering the risk of leakage, and improving structural integrity of the disposal site. The water reclaimed from the surface of the site is pumped back to the plant to recover and recycle the soluble sodium salts. Dry stacked red mud is often “under-drained” to improve the consolidation of the residue and recover further water for reuse in the refinery. The combination of dry stacking and a well-drained deposit leads to a very stable deposit of residue.
Routine “mud farming” or ploughing of the residue with amphiroles, or screw-propelled vehicles (Figure 4), achieves a density that maximizes the storage efficiency of the stack. Considerable water reduction can be obtained in the surface layers of red mud through the compacting, consolidating, and squeezing of water out of the surface layers of residue tailings. Additionally, ploughing red mud increases contact between the air and residue, which promotes carbonation and thereby reduces the pH of the mud.

at an alumina refinery.
Dry Disposal
In the dry disposal method, the red mud is filtered into a dry cake (>65% solids). Through the water or steam filtering process, the alkalinity of the residue is minimized and soda is recovered. Without further treatment, the dry residue is carried by truck or conveyor to the disposal site, where it is deposited in layers at an angle of about 5°. Through further de-watering and drying a final solids content of ca. 70% is reached. Effluent water from the residue storage area is collected and sent to a treatment plant where it is neutralized before being released into local rivers. This method reduces the size of the storage area but requires installation and operation of a filtration plant. Studies at Alunorte indicate that compared to dry stacking technology, the benefits of dry disposal would be an increase of the red mud solids content from 64 wt.% to 80 wt.%, a reduction of the overall amount of red mud by 20 wt.%, and a reduction of the liquid disposed with the red mud by 44 wt.%.12
One facility to use dry disposal is Stade Alumina Refinery in Germany. Within five years of starting operations, the company disposed of their red mud at about 55% solids concentration. Using vacuum drum filters and hyperbaric steam filtration technology, the plant achieves a solids content of greater than 75%.
Neutralization of the High Alkalinity of Red Mud
Red mud is a mixture of about 65-70% caustic and 30-35% solids. Up to 2 tons of liquid with a significant alkalinity of 5-20 g/l caustic (Na2CO3) accompany every ton of red mud solids. The high alkalinity (pH ≥13) and high caustic (NaOH) content in red mud causes environmental risks for fertile soil and groundwater contamination (making it unable to support plant life), and leads to human health risks such as dermal skin problems and irritation to eyes.
Lowering the alkalinity of red mud to around 8.0 pH reduces the environmental risks of its storage, lessens the ongoing management of the disposal area, and facilitates the potential reuse of this material in different new applications. However, the buffering action of alkaline solids (hydroxides, carbonates, and aluminates) present in the red mud causes amorphous secondary phases that generate further alkalinity and releases sodium in the long term. This makes it impractical to remove the alkalinity from red mud by washing with water. Therefore, the pH neutralization process is complex, requiring multiple time-sensitive steps.
Seawater Neutralization
There are two methods of red mud disposal using seawater—dumping red mud directly into the sea or treating red mud at alumina plant bauxite residue sites near the sea. With seawater neutralization, the calcium and magnesium ions in the water remove alkaline anions from the solution as precipitates. Neutralization using seawater can be very effective at refineries near the coast (e.g., Queensland Alumina and Rio Tinto Aluminium Yarwun, both in Australia). However, large amounts of water are required (12-18 times the volume of red mud) along with large ponds to allow solids in the seawater to settle before it can be returned to the sea. The fiscal competitiveness of seawater neutralization is largely dependent on location, in other words how close the facility is to the coastline. In the past, some producers have favored disposal of red mud directly into the deep-sea as the best option on economic and environmental grounds. But many of the plants that still use marine dumping are now pursuing other alternatives.
Acid Neutralization
In an acid neutralization system, red mud is mixed with either sulfuric or hydrochloric acid to neutralize the alkaline components of the residue. The use of sulfuric acid is more common than hydrochloric acid. The process has some disadvantages. Since the degree of neutralization is determined by the volume of acid added, large volumes of reagent are required to fully neutralize the residue at a relatively high cost. Thus far, acid neutralization of red mud introduces impurities (sulfates, chlorides, etc.) into the process water stream.
CSIRO Minerals Down Under Flagship in Australia developed a process to recover soda from the desilication product (DSP) in bauxite residue. The residue DSP is leached with sulfuric acid to neutralize it and recover the retained sodium in a solution. This is then subjected to electro-dialysis processing, which produces sulfuric acid and sodium hydroxide. The recovered caustic soda is recycled at the alumina refinery and sulfuric acid is recycled in the soda recovery leaching process.13
One of the acid neutralization options is to use highly acidic wastewater. For example, pickling waste liquor is a mixture of strong acids used for descaling or cleaning surfaces in the steel making industry. Laboratory tests conducted at Jawahartal Nehru Aluminium RD & Design Centre in Nagpur, India demonstrate that about 25-30% of the total soda from the red mud can be neutralized and the alkalinity reduced by 80-85%.14
Carbonation Neutralization
Alcoa developed a process in 2007 that uses a concentrated carbon dioxide (CO2) by-product gas from a nearby industrial ammonia plant to neutralize highly alkaline red mud residue. The process provides direct carbonation saturation with CO2, both preventing CO2 gas from being released into the atmosphere and reducing the alkalinity of the slurry to a less hazardous level.15 This carbonation process has been fully implemented at Alcoa’s Kwinana Refinery in Western Australia.
The Kwinana carbonation plant has been operating at full capacity since 2007. It captures up to 70,000 tonnes CO2 a year, which results in the direct carbonation neutralization of the refinery’s entire red mud residue by-product (typically between 2 and 2.5 million dry tpy). The carbonation plant found that the neutralization of bauxite residue was dependent on the concentration of CO2, total flow rate of gas, and agitation speeds. The amount of CO2 sequestered by red mud liquor was 1.4 g/kg red mud. Alcoa’s process at present requires only 30-35 kg CO2 per tonne of red mud (dry weight). The lack of a financially viable source of carbon dioxide at the Alcoa Wagerup and Pinjarra alumina refineries in Australia has delayed implementation of the carbonation process at these two sites.
Geosequestration
A potential use for red mud is geosequestration (or geologic sequestration) of CO2, which is one of the methods under investigation to reduce greenhouse gases and their effects on climate change. The concept of geosequestration involves liquifying carbon dioxide and depositing it into mineral zones deep underground, where the chemical reactions stabilize the CO2 in solid form. Alternatively, it could involve the capture of CO2 from large point sources (such as fossil fuel-fired power plants) followed by its long-term storage in underground, brine-bearing geologic formations. Alcoa Kwinana demonstrated a potential greenhouse benefit for capture and long-term sequestration of CO2 in red mud, providing the potential for using red mud as a “permanent CO2 sink” at sites adjacent to global alumina refineries.
Another concept being evaluated is the use of mixtures of caustic red mud slurry (pH 13) and saline produced oil-field brine (pH 2.7) to sequester CO2 from flue gases generated at industrial point sources. Around 20-30 billion barrels of saline produced water are generated annually in the U.S. as a by-product of oil and gas production, about 65% of which is reinjected into reservoirs for pressure maintenance with the remaining water treated and discharged to surface water bodies. Tests demonstrated that CO2 sequestration is augmented by adding red mud as a caustic agent to these acidic brine solutions, with the product mixture solution being neutralized following carbonation. Trapping of the CO2 is accomplished through both mineralization and solubilization.16
Flue Gas Neutralization
A promising method of reducing alkalinity in red mud is to use the residue for flue-gas desulfurization, a pollution control process required for the removal of sulfur oxides in coal-fired power plants to reduce air pollution. In this process, flue gases are passed through a red mud residue stream to remove SO2, creating sulfuric acid. This blend is then mixed with varying amounts of seawater to achieve a stable pH. The remaining residue is then pumped to a disposal area. The direct use of industrial process exhaust gases to react and reduce the alkalinity of red mud is able to sequester 16-102 kg of CO2 per ton of alumina. Developed by Sumitomo Chemical Company,17 the flue gas process has been utilized to reduce the pH of bauxite residue with beneficial results at Eurallumina in Portoscuso, Sardinia, Italy since 2000.
Pilot plant experiments verified a reduction of around 13 to 8-9 pH when carbonating the bauxite with flue gases containing around 8% SO2. However, the pH of the red mud was found to rebound to an average of 10.5 after 150 days and remained constant thereafter. The increase in pH in red mud was attributed to the slow buffering reaction of the alkalinity contained in the solid phase compounds (hydroxides, carbonates, aluminates, etc.) in the red mud, which partially reversed the carbonation reaction. The addition of CaO and/or MgO prior to carbonation stabilized the buffering effect of the amorphous compounds and limited the rebound in pH to about 9.5 pH.18-19
Calcification-Carbonation Neutralization
Zang, et. al., indicated that the calcification carbonization process can effectively recover more than 90% of the alkali and more than 50% of the alumina from red mud. The process also transforms red mud to a new structured residue containing calcium silicate and calcium carbonate as the main components, which may directly be used for producing cement or soil, so that all the valuable components in bauxite residue can be completely recovered or utilized.20
Utilization of Red Mud
As noted, the main constituents of red mud are a mixture of solid unreacted metallic oxides (Table I). In addition to iron, the red mud caustic liquor includes trace levels of other metal oxides (such as nickel, potassium, thorium, uranium, vanadium, zinc, and rare earth elements) as well as non-metallic elements (such as phosphorus and sulfur). “The waste from alumina production will become a resource,” said Viktor Mann, technology director for Rusal.6 “Currently, only alumina and gallium are extracted from bauxite ores, whereas bauxite contains almost all the elements within the periodic table.”
Only 2-5% of the 100 million tonnes of red mud generated per year is being utilized as a salable by-product, since most of it is sent to containment or disposal areas at alumina refineries. In 2014, total utilization rate for red mud in 2014 was 2-4 million tpy—distributed among raw material cement plants (1-1.5 million tpy), raw material iron and steel plants (0.2-1.2 million tpy), building materials and bricks (0.5-1.0 million tpy), and other sectors (300,000 tpy).6 For example, red mud from the Nikolaev Alumina Refinery in Ukraine is used as a source for iron and aluminum raw material feed for cement plants. Up to 250,000 tonnes of red mud per year is shipped to ten cement plants in Ukraine, Russia, Moldova, and Belorussia.6
Red mud produced in Russia, Jamaica, and China are characterized by an extremely high content of rare earth elements (REE)—more than in any other ore (90–150 ppm Sc, 300 ppm Y, 350 ppm La, and up to 600 ppm Ce).6 Scandium (Sc) is mainly produced as a by-product during the processing of various ores, such as titanium and REE ores in China, uranium ore in Kazakhstan and Ukraine, and apatite ore in Russia. It can also be recovered from previously processed tailings or residues. Sc is mainly hosted in hematite and goethite mineralogical phases in bauxite residue (55% and 25%, respectively). Results in China, have shown that high recovery yields of Sc can be achieved, reaching up to 80% of extraction using a Brønsted acidic ionic liquid as a leaching agent for dissolving metals from red mud residue.21
In another project, supported by the National Natural Science Foundation of China, tests demonstrated that ∼60 wt.% scandium and 95 wt.% sodium (Na) can be selectively recovered from high alkali Bayer red mud through a concentrated H2SO4 addition-roasting-leaching process. The alkali-free residue obtained could then be employed as iron-making or building materials.22
Rusal’s Engineering and Technology Centre developed a proprietary carbonation-based technology, extracting scandium from red mud with no acidic effluents during the main Bayer process. A pilot unit for scandium concentrate production was commissioned in 2014 at Kamensk, Uralsky, Russia. Potential red mud utilization with this process is 2 million tonnes, which could yield 50,000 kg scandium oxide (Sc2O3) per year. In 2016, Sc2O3 was produced with a purity over 99% in an upgraded pilot unit that was producing Sc2O3 from scandium concentrate. The unit’s current annual productivity has reached 96 kg.23
A unique red mud utilization process was developed by Vedanta Aluminium in India. The company has commissioned a red mud powder processing unit at its Lanjigarh refinery in Odisha. The plant delivers advantages such as a savings in caustic soda consumption of 10-15 kg per tonne of alumina, a minimized land requirement of 50-60%, and elimination of wet red mud storage.24
References
- Tabereaux, A., “Hungarian Red Mud Disaster: Addressing Environmental Liabilities of Alumina Residue Storage and Disposal,” Light Metal Age, Vol. 68, No. 5, September 2010, pp. 22-24.
- Stanford, K., “Red mud – addressing the problem,” Aluminium Insider, Nov.15, 2016.
- Evans, K., “Successes and Challenges in the Management and Use of Bauxite Residue,” Bauxite Residue Valorisation and Best Practices Conference, Leuven, May 7-10, 2015.
- “Bauxite Residue Management,” World Aluminium and the European Aluminium Association.
- Mineral Commodity Summaries (PDF), U.S. Geological Survey, January 2018, pp. 30–31.
- Itskov, Y. and V. Mann, UC Rusal, “Red Mud: Problems and Solutions,” 21st Metal Bulletin Bauxite and Alumina Conference, Miami, FL, February 24-26, 2015.
- Tabereaux, A., “World Aluminium Production in 2017: The beginning of U.S. Tariffs on Imported Aluminum,” Light Metal Age, Vol. 76, No. 3, June 2018, pp. 54-55.
- Panov, A. and A. Senyuta, “The Properties of Superfine ATH Precipitated by Carbonation Method,” Light Metals 2018, pp. 35-39.
- Smirnov, Andrey, Dmitriy Kibartas, Alexander Senyuta, and Andrey Panov, “Mini-plant Tests of HCL Technology of Alumina Production,” Light Metals 2018, pp. 57-62.
- Othmer, Kirk, Encyclopedia of Chemical Technology, 3rd Ed., Vol. 2., Wiley-Inter Science, 1978.
- Cooling, D.J., “Red Mud Minimisation and Management for the Alumina Industry by the Carbonation Method,” Light Metals 1989, pp. 49-54.
- Castro, M.M., R. Wischnewski, L.G. Corrêa, and J.R. Alves Filho, “A New Concept of Dry Disposal of Alunorte’s Bauxite. Residue,” Proceedings of the 9th International Alumina Quality Workshop, Perth, WA, 2012, 82-87.
- Harato, T., P, Smith, and E. Oraby, “Recovery of Soda from Bauxite Residue by Acid Leaching and Electrochemical Processing,” Proceedings of the 9th International Alumina Quality Workshop, Perth, WA, 2012, 193-201.
- Rai, S., et al., “Neutralization and Utilization of Red Mud for its Better Waste Management,” Archives of Environmental Science, Vol. 6, 2012, June 2012, pp. 13-33.
- Evans, K., E. Nordheim, and K. Tsesmelis, “Bauxite Residue Management,” Light Metals 2012, pp. 63-66.
- Dilmore, R., et al., “Sequestration of CO2 in mixtures of bauxite residue and saline wastewater,” Energy Fuels, Vol. 22, No. 1, 2008, pp. 343-353.
- Leoni, F. and C. Penco, “Bauxite Residue Desulfurisation System (BRDS) at Eurallumina,” Proceedings of the 6th International Alumina Quality Workshop, 2002, pp. 162-167.
- Venancio, L.C.A., et al., “Analyzing the Bauxite Residue Amendment Through the Addition of Ca and Mg Hydroxides Followed by Carbonation,” Light Metals 2018, pp. 123-133.
- Venancio, L.C.A., et al., “Pilot Test of Bauxite Residue Carbonation With Flue Gas,” Light Metals 2013, p. 113.
- Zhang, T., et al. “Comprehensive Utilization of Red Mud: Current Research Status and a Possible Way Forward for Non-hazardous Treatment,” Light Metals 2018, pp. 135-141.
- Bonomi, C., et al. “Scandium and Titanium Recovery from Bauxite Residue by Direct Leaching with a Brønsted Acidic Ionic Liquid,” Metals 2018, 8, 834, 2018, pp. 1-17.
- Liu, Z., et al., “Selectively recovering scandium from high alkali Bayer red mud without impurities of iron, titanium and gallium,” Journal of Rare Earths, Vol. 35, Issue 9, September 2017, pp. 896-905.
- “Rusal to complete a feasibility study for an industrial-scale scandium plant in 2018,” U.S. Rusal Press Release, February 2, 2018.
- “’Red Mud’ in alumina production and how is it handled,” Aluminium – Enriching a Billion Lives.
Editor’s Note: This article first appeared in the February 2019 issue of Light Metal Age. To receive the current issue, please subscribe.
 Dr. Alton Tabereaux is a technical consultant in resolving issues and improving productivity at aluminum smelters since 2007. He worked for 33 years as a manager of research and process technology for both Reynolds and Alcoa Primary Metals. He was recipient of JOM Best Technical Paper Award in 1994 and 2000, editor of Light Metals in 2004, and received the TMS Light Metals Distinguished Service Award in 2007. He has been a lecturer at the annual International Course on Process Metallurgy of Aluminium held in Trondheim, Norway, and an instructor at the annual TMS Industrial Aluminum Electrolysis Courses. He has published over 65 technical papers and obtained 17 U.S. patents in advances in the aluminium electrolysis process. He participated as a consultant in an EPA sponsored “Asian-Pacific Partnership” program to minimize perfluorocarbon (PFC) emissions generated during anode effects in the electrolytic cells at aluminum smelters in China.
Dr. Alton Tabereaux is a technical consultant in resolving issues and improving productivity at aluminum smelters since 2007. He worked for 33 years as a manager of research and process technology for both Reynolds and Alcoa Primary Metals. He was recipient of JOM Best Technical Paper Award in 1994 and 2000, editor of Light Metals in 2004, and received the TMS Light Metals Distinguished Service Award in 2007. He has been a lecturer at the annual International Course on Process Metallurgy of Aluminium held in Trondheim, Norway, and an instructor at the annual TMS Industrial Aluminum Electrolysis Courses. He has published over 65 technical papers and obtained 17 U.S. patents in advances in the aluminium electrolysis process. He participated as a consultant in an EPA sponsored “Asian-Pacific Partnership” program to minimize perfluorocarbon (PFC) emissions generated during anode effects in the electrolytic cells at aluminum smelters in China.