
By Sean Kelly and Diran Apelian, Center for Resource Recovery and Recycling, Metal Processing Institute, Worcester Polytechnic Institute.
The demand for aluminum and its alloys is projected to grow by 39% over the next decade in the North American light automotive sector [1]. Aluminum is an attractive material for the transportation industry as it is lightweight and possesses excellent static and dynamic mechanical properties. With the Corporate Average Fuel Economy (CAFE) standards mandating reduced fuel consumption, automotive vehicles need to be lighter in weight. However, reducing fuel consumption is only one part of the issue. The reduction of CO2 emissions and energy usage during production is also critical moving forward. By manufacturing aluminum components from secondary material streams, 95% less CO2 is emitted and the energy consumed is reduced by 92% compared to primary production [2-3]. The complete benefit of automotive light-weighting using aluminum cannot be fully achieved without an efficient and effective end-of-life collection and recovery process.
With all of these beneficial characteristics outlined, the aluminum industry and its stakeholders need to collect credible data to achieve a comprehensive understanding on the recycling of end-of-life automotive aluminum. Recycling rates of Al from autos has not been well understood and the rate has been questioned over time. This is due to the complexity of the automotive recycling value chain and the absence of quality statistical data and information. This has led to confusion and speculation about the fate of the metal—whether it is well recycled or permanently lost. It is in this context that Worcester Polytechnic Institute’s (WPI’s) Center for Resource Recovery and Recycling (CR3) joined forces with the Aluminum Association to obtain the needed data to ascertain and determine the efficiency and effectiveness of the automotive aluminum recycling value chain.
Objective
The objective of this study was to determine the recycling rate of aluminum and its alloys within the U.S. automotive sector. Furthermore, we wanted to establish a quantitative understanding of the fate of automotive aluminum at the end of its service life. In order to achieve this objective, we needed to have a holistic and a detailed understanding of the processes, technologies, and their effectiveness regarding the collection and recovery of aluminum from end-of-life automobiles and the resulting material flows. The results of this study are intended to be utilized by both the aluminum industry and its stakeholders for environmental assessment, process efficiency improvement, design for the environment (DfE), and other sustainability-related purposes.
Methodology
A grave-to-gate process material flow analysis (PMFA) approach was used to determine the recycling rate of automotive aluminum/aluminum alloy metal units. Three operations contribute to the total aluminum metallic loss to the landfill after an automobile enters a dismantling operation. These include dismantling, downstream separation, and scrap melting. Process specific surveys were distributed to two types of material collection operations; auto-dismantlers and downstream separation systems (DSSs), as well as metal recovery process operations (i.e., secondary smelters and remelters) in order to investigate the percentage of aluminum metal unit loss and process material flow quantifications through the entire recycling system. The data collection method and process was transparent. All data collected has been aggregated, analyzed, and reviewed strictly by the researchers and have only been presented as the aggregate values reported here. Grave-to-gate, within the system boundary of this study, spans the moment an automobile enters a dismantling yard to the moment the aluminum metal units are completely recycled and enter back into life as an input material for any application requiring aluminum (open loop recycling).
A flow model that is used for this study is shown in Figure 1. As mentioned, the process material flow system boundary begins at the dismantling operation. It is assumed that all end-of-life vehicles enter this initial material collection process. From here, the material flows h and l are differentiated. Flow h, from the dismantler (D), flows into the heavy recovery process directly (RH). Flow l, from the dismantler, flows through a downstream separation system (S), the second material collection process for this stream, into the light recovery process (RL). By combining the percent of aluminum that is fully recycled from both recovery process’ material flow streams, the recycling rate percent (RR%) is determined for automotive aluminum.
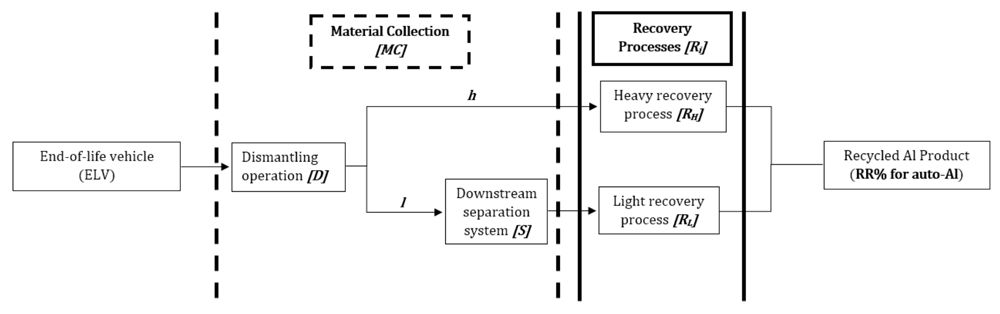
It is critical to separate aluminum scrap product that is charged in the light gauge scrap form from that which is charged in the heavy gauge scrap form. This is because these two charge geometries lead to different recovery efficiencies due to varying surface area-to-volume ratios and degree of contamination (i.e., oil, paints, lubricants, polymers, etc.) [4-6]. Equation 1 is the model equation that combines process material flow values with the material collection and recovery process efficiencies. The light recovery material flow is represented by the first bracketed term and the heavy recovery material flow is represented by the second bracketed term, as shown in Equation 1:

in which D is the process efficiency term for the dismantling material collection process; S is the process efficiency term for the downstream separation system material collection process; RL is the process efficiency for the light gauge scrap recovery process; and RH is the process efficiency for the heavy gauge scrap recovery process. Each process efficiency term defined is calculated under the same assumption; automotive aluminum metal unit flow (reported as a weight %) to landfill accounts for the only reduction in the specific process efficiency value. Each process is initially assigned an efficiency value of 100% and the reported aluminum metal units flowing from each material collection and recovery process to landfill reduces this value proportionally. Worth noting is that this study does not consider aluminum metal units that are miss-sorted into other commodity streams (i.e., ferrous, stainless steel, ICW, PCB, etc.) as a loss or reduction in process efficiency. These aluminum metal units are considered collected within the system boundaries of this study as they are not deposited into a landfill.
Further, the amount of material processed through this system reaching the gate of a new life cycle is not compared to an input value to the PMFA system. It should be noted that end-of-life vehicles and automotive aluminum scrap are exported so frequently that these values are not monitored accurately for the entire market in the U.S. In other words, this study does not utilize a mass-balance analysis. The amount of end-of-life vehicles that retire on an annual basis is only used in this study to determine the market share covered by each survey respondent and the market share of the respondents as a whole. The recycling rate is determined by combining a material collection rate with the recovery process efficiencies as applicable to the material that flows through each step in the recycling process that is appropriately weighted based upon the survey respondent’s market share.
Results
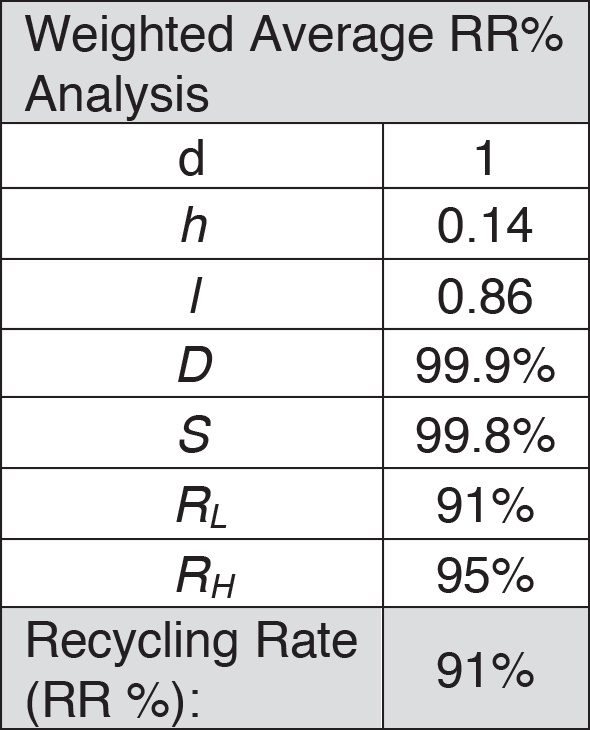
The overall recycling rate for automotive aluminum was found to be 91% for the present day recycling system. Table I shows a summary of all the data collected, aggregated and modeled from the results reported by survey respondents. These are the values that are inserted into Equation 1. The variable “d” is the collection rate, which as stated is assumed to be 100% or 1.
The distributed surveys covered 5% of the U.S. dismantling industry considering the amount of end-of-life vehicles entering the survey respondent’s lots, 32% of the downstream separation system industry based on volumetric throughput, and 60-70% of the secondary aluminum production industry based on market share responses. The weighted average material collection rate for end-of-life vehicles that flow through a dismantling operation and a downstream separation system is >99%. The major detriment on the automotive aluminum recycling rate derives from the recovery processes. Aluminum in the form of aluminum oxide is delivered to landfill from these processes. When a heavy gauge scrap class is charged, a metal yield of 95% is attained. Light gauge scrap melting is estimated to result in a metal yield of 91%. The majority of automotive aluminum is charged as a light gauge, mixed, shredded scrap. It has been estimated that 86% of obsolete auto aluminum is charged in this form.
Figure 2 shows the process material flow diagram that summarizes the grave-to-gate processing of end-of-life automotive aluminum. Each process within the scope of this analysis is within the dashed boundary enclosure. Each material collection and recovery process reports the average and range of aluminum loss to landfill.
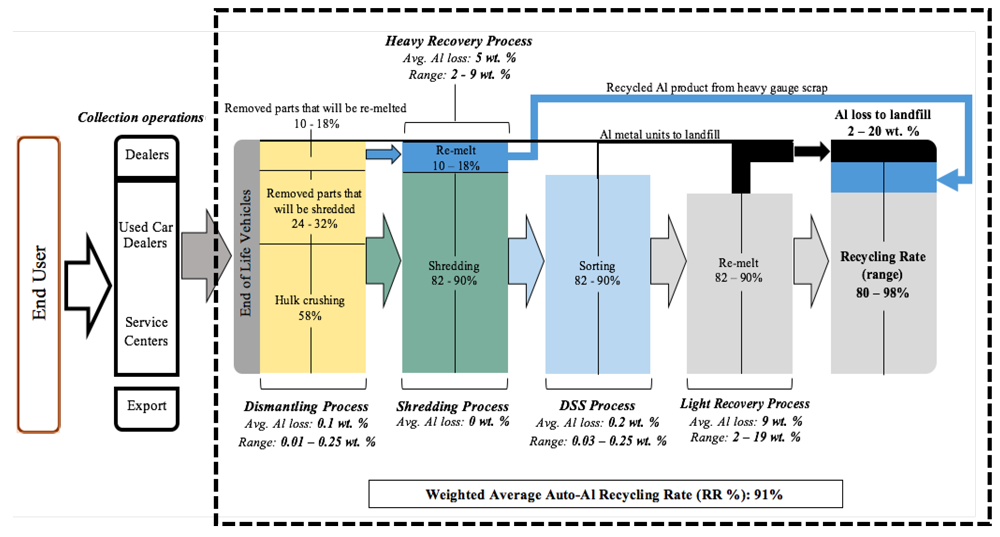
A sensitivity analysis was conducted to determine a minimum and maximum automotive aluminum RR% for the U.S., which has a range of 80-98%. The weighted average of 91% falls within this range and is estimated to be much more representative of the entire industry in comparison to these extremes. This analysis gives an understanding of the variability of the secondary aluminum production industry pertaining specifically to automotive aluminum collection and recovery.
Conclusion
The recycling rate determined by this study completes the beneficial notion of using aluminum as a lightweight alternative to aid in fuel economy increase and gaseous emission decrease. Aluminum can be recycled over and over again after each new life. Currently, the 91% recycling rate of automotive aluminum proves that this metal’s end-of-life processing is competitive with other auto-material alternatives and a maximum effort is set forth regarding recovery from end-of-life vehicles. Metal unit losses to landfill (in the form of scrap fragments and aluminum oxide residing in dross) decrease profit margins within the secondary aluminum production industry, therefore optimizing these processes is a forefront priority for recovery and recycling operations.
Acknowledgments
The research team at the Center for Resource Recovery and Recycling would like to thank the Aluminum Association for funding this work. Specifically, a great deal of appreciation goes out to John Weritz and Marshall Wang for their support, time, and effort throughout the duration of this research.
References
- “2015 North American Light Vehicle Aluminum Content Study,” Ducker Worldwide, 2014.
- “The Environmental Footprint of Semi-Finished Aluminum Products in North America- A Life Cycle Assessment Report,” Aluminum Association, 2013.
- “Global Aluminum Recycling: A Cornerstone of Sustainable Development,” IAI, 2009.
- Freti, S, J. Bornand, and K. Buxmann, “Metallurgy of Dross Formation on Al Melts,” Cast Shop for Aluminum Production, 2013, pp. 143-149.
- Rossel, H., “Fundamental Investigations about Metal Loss During Re-melting of Extrusion and Rolling Fabrication Scrap,” TMS 1990, Anaheim, CA, 1990, pp. 721-729.
- Wenz, D., “Laboratory investigation of skim formation in aluminum melting,” Metallurgical Soc. of AIME, New York, NY, 1979.
Editor’s Note: The full report, “Automotive Aluminum Recycling at End of Life: A Grave-to-Gate Analysis,” can be found on the Aluminum Association website.
This article first appeared in the February 2017 issue of Light Metal Age. To read more articles from this issue, please subscribe.
Sean Kelly is a doctoral student working with Prof. Apelian determining future material flows of obsolete automotive aluminum alloys, in addition to determining the bulk composition of these auto-Al scrap mixtures. Kelly received his B.S. from Worcester Polytechnic Institute (WPI) in Biomedical Engineering and his M.S. in Material Science Engineering from the Center for Resource Recovery and Recycling, WPI.
Diran Apelian is the Alcoa-Howmet professor of Engineering and founding director of the Metal Processing Institute at WPI. He is credited with pioneering work in metals processing. During the last decade, he has worked on sustainable development issues and, particularly, resource recovery, reuse, and recycling. Apelian is the recipient of many distinguished honors and awards and has ~700 publications to his credit.