By Martin Lawrence, Reed Hendershot, and Avishek Guha, Air Products and Chemicals, Inc., and Mike Dines, Tandom Metallurgical
Abstract
Significant improvements can be made to aluminum remelting by optimizing furnace performance using Industry 4.0 methodology and by applying the digital twin concept to the melting process. In metal remelting applications, the current practice relies heavily on operator experience to determine when the material inside the furnace has reached tapping temperature. Recycling companies are therefore at the mercy of the skill and inclination of their operators. This, combined with the significant variability that is inherent in the remelting process, can often lead to suboptimal performance and inconsistent results, contributing to longer cycle times, reduced energy efficiency, and increased aluminum losses.
Using a digital twin methodology, key performance and operational parameters are logged over time and used to create a digital model of the melting process, where historical and real-time data are utilized to create a mass-energy balance, calculating when the metal has reached the target temperature. Real-time feedback provides operators with information on when the aluminum is ready for tapping. As new data continues to feed into the model, the model predictions improve over time.
A digital twin model was developed and implemented on a tilt rotary furnace (TRF) used to remelt aluminum dross materials. Data was analyzed to determine aluminum oxidation losses over a large number of cycles and regression analysis showed an exponential relationship between yield loss and metal tapping temperature. Baseline data was compared with data from cycles that were completed using the digital twin, which found that an accurate model of end-of-melt prediction, combined with timely burner shutdown control, can provide significant benefits in production and yield, as well as energy savings.
Introduction
A number of furnace types are widely used for remelting aluminum, including reverberatory (reverb), twin chamber, side well, tower, and TRF, where modern technology advancements have improved efficiency and productivity. Furnace charging machines and mobile plant equipment, combined with improved waste management systems, provide productivity improvements in the non-melting aspects of operation. Developments in burner technology and mechanical stirring, along with flue gas filtration equipment enhance melting efficiency. Reverb, twin chamber, and side well furnaces generally use standard air-fuel combustion systems, where regenerative or recuperative burners can be used for better performance. Recent technology developments show that oxygen-enhanced combustion provides superior melting performance in both reverbs and TRFs.1-2 TRFs typically use 100% oxygen enrichment (oxy-fuel) burner technology due to its high efficiency and low carbon and NOx emissions. Despite this progress in equipment, the industry still relies heavily on operators to make decisions due to the limited ability for automation.
Industry 4.0 is connecting equipment throughout the plant, providing unprecedented amounts of data, which is leading to a deeper understanding of equipment operation and productivity trends. A digital twin model is an accurate virtual representation of a physical system and has been applied to equipment to improve efficiency and reduce maintenance time.2 The digital twin can also be applied to the melting process, which is a complex physical system consisting of various pieces of equipment, with mass and energy inputs, outputs, and chemical reactions. The digital twin approach provides a deeper scientific understanding of the melting process, feeding back real-time actionable information to operators and allowing them to adjust equipment settings accordingly.
The patented Air Products Process Intelligence (APPI) Process Advisor system provides a unique way of improving process performance. The system calculates when the aluminum inside the furnace has reached tapping temperature, providing a way of predicting when the melting part of the cycle is complete. A case study was conducted using a TRF for the processing of aluminum dross in order to determine how the Process Advisor system affects aluminum oxidation losses. The results discussed herein show that this system, combined with timely burner shutdown, prevents the aluminum from being overheated, resulting in less aluminum burning, leading to improved yield. Furthermore, the system shows a reduction in overall cycle time and energy consumption, which increases productivity, while reducing carbon emissions.
Aluminum Oxidation
Aluminum readily oxidizes in air and a thin layer of aluminum oxide (alumina) quickly forms around a freshly exposed solid aluminum surface. Hence, aluminum will always contain at least a small amount of alumina. Once a thin layer of alumina has formed, the aluminum is protected from further oxidative attack. However, as aluminum is heated, it becomes more receptive to oxidative attack, as the alumina “skin” begins to react with the atmosphere and breaks down, forming cracks in the protective alumina shell. At higher temperatures and during the melting phase, the oxidation rate increases as oxygen can penetrate further into the metal due to the changing crystalline structure of the alumina with increasing temperature.3
In a TRF processing aluminum dross and scrap, the oxide layer will not remain intact during high temperature and melting phases. The constant movement of the furnace provides mechanical stimulation to break the oxide layer. Furthermore, salt is often added to the process, providing a chemical means to break down the oxide layer. The purpose is to extract as much liquid aluminum as possible by allowing the aluminum to escape from the oxide layers. Once the aluminum has become liquid, the oxides and salt float to the surface, providing a physical barrier to protect the molten aluminum from oxidative attack. However, continuous movement and mixing will constantly break the protective layer of oxide and salt, resulting in further oxidation.
Studies from laboratory testing were reviewed in order to understand the relationship between the rate of oxidation and metal temperature. The oxidation reaction rate is significantly faster at temperatures above the melting point of aluminum (660°C/1,220°F). Therefore, studies focusing on the oxidation rate of molten aluminum were chosen for review.4-5 Both studies showed an exponential increase in oxidation rate with an increase in temperature, suggesting that reducing aluminum tapping temperature improves aluminum yield. Therefore, by reducing tapping temperature, aluminum yield can be increased because the metal is prevented from overheating and not kept at high temperatures for prolonged periods of time.
Case Study Parameters
Equipment
The APPI Process Advisor system was demonstrated on an oxygen-natural gas fired, double-pass, 12 tonne TRF processing aluminum drosses with varying composition. Both the furnace and burner system were controlled by Allen Bradley programmable logic controllers (PLCs), charge materials were loaded using a manual system, and liquid aluminum was tapped into sow molds in batches.
A user interface and communications panel were installed locally. The communications system was comprised of a central data collection device, wired and wireless communications, and an internet connection. Data was collected multiple times per minute from the different components of the system using a variety of methods based on how the data was accessible. Modbus TCP was used to transfer the data that was available digitally from the PLCs to the central data collection device. Additional sensors were installed and connected directly to the communications panel using standard wired protocols or wirelessly using Zigbee. Once centralized, the data was encrypted and securely transferred over the internet to a Cloud system for remote processing, storage, and access. After the data was processed, the real time results were sent back to the user interface for operator access and assistance in decision making.
In addition to the results being immediately available to the operators on a human-machine interface, management also had access to the real time and historical data via a web browser-based dashboard that was accessible on desktop and mobile devices. Additional analytics were sent daily to plant management summarizing the activities of the previous day in terms of material processed, tap temperatures, cycle times, etc. These results were also compiled and archived on a monthly basis for historian purposes.
Mass-Energy Balance
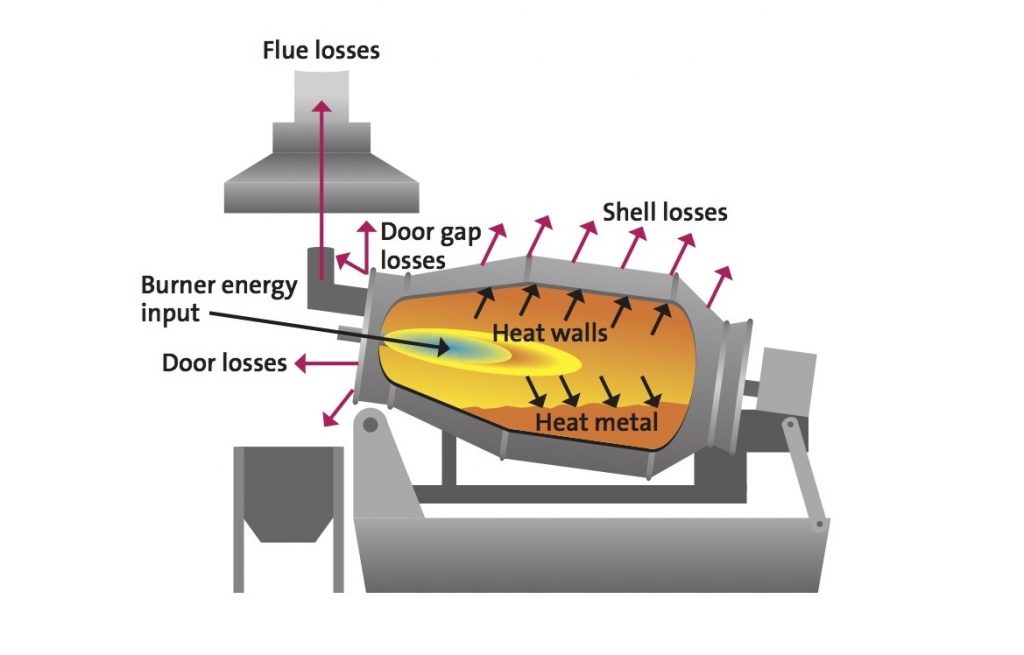
The digital twin model consisted of a real-time mass-energy balance, based on historical and live data. To ensure model accuracy, the data in the historian had to be built over a long enough period of time to capture the variability of the process. Mass input and output were logged for each cycle, including charge material size, composition, and weight and output of liquid aluminum and salt slag. The useful energy into the process was calculated based on energy input through the burner, furnace losses, and energy absorbed into the refractory (Figure 1). Combustion efficiency was calculated using burner gas flow rates, which were measured directly from mass flow meters. Furnace energy losses, including shell losses, door losses, and flue losses were all measured with temperature sensors. Liquid aluminum temperature was measured during tapping, where the tapping temperature was fed back into the model to verify the mass-energy balance calculation. Over time, as more and more data was collected, the model accuracy improved. For this study, the digital twin model was designed to reduce variability and improve yield. The technology can also be applied to focus on increasing throughput and productivity.
Estimating Aluminum Oxidation in a TRF
It is assumed that during secondary aluminum remelting, a portion of the aluminum in the charge inevitably oxidizes and produces heat, which adds to the supplied energy from the burner and contributes to the energy required for melting. The energy from aluminum oxidation, and hence aluminum losses, can be significant depending on a number of factors, including material composition, salt usage, burner firing rate, and furnace conditions. Aluminum oxidation losses can be referred to as yield loss, which is expressed in percentage terms, where the weight of aluminum oxidized is divided by the total weight of aluminum present in the charge. The yield loss was estimated for each cycle by analyzing the energy balance to understand the extent of aluminum oxidation during the cycle. Using this yield loss estimate, a thorough analysis of the important parameters influencing yield loss was performed using regression methodology.
Statistical Model for Yield Loss
A number of statistical methods were used to understand the effects of different factors influencing aluminum oxidation (yield loss). Initially, a large number of reasonable predictors, such as charge weight, melting time, salt ratio, etc. (x-variables) were used as inputs into a statistical model to determine their significance on yield loss (y-variable). The coefficients for each x-variable in the statistical model directly related to their impact on yield loss and any terms with low statistical relevance were eliminated. The resulting statistical model showed that there were a number of parameters that significantly affected yield loss, including the ratio of salt used, aluminum and oxide content in the charge material, melt rate, metal tapping temperature, and furnace condition (in which the furnace condition is a calculated parameter comparing the furnace condition to previous cycles). The result was a model with an R2 value (statistical measure of how close the data is to the fitted regression line) of 0.83, using data from a total of 674 cycles from nine different groups of major materials. The sign and magnitude of the coefficient of each parameter was studied to better understand its effect on aluminum oxidation and two factors in particular were found to be highly influential, namely aluminum content of the charge material and tapping temperature.
Aluminum Content of the Charge Material
Figure 2 shows how the yield loss (y-axis) was affected by the amount of aluminum present in the charge material (x-axis). The yield loss is the amount of aluminum oxidized for a given cycle, expressed as a percentage of the aluminum present in the charge material. All other predictors remaining constant, as the percent of aluminum in the charge material increases, the chances of aluminum oxidation decreases and vice versa. Hence, yield loss can increase by 7.5% when processing a material with 20% aluminum content, when compared to a material with 90% aluminum content.
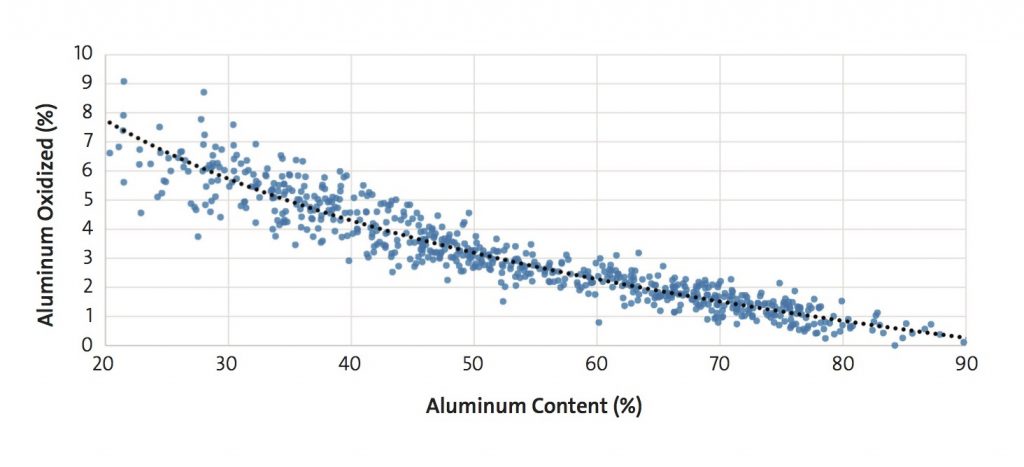
This can be attributed to a number of physical factors. As the percentage of aluminum present within the charge decreases, the presence of oxides increases and hence salt is often added to the process. The energy input into the process is then used to heat the oxides and the salt, as well as the aluminum. Aluminum dross materials entrap aluminum within the oxide layers, which require significant energy to release by breaking down the oxide layers. The result is that more energy per unit of aluminum is required to heat the charge material, resulting in overheating of the aluminum trapped within the dross. Moreover, the aluminum is released from the oxide layers as small droplets, which have a high surface-to-volume ratio, providing more opportunity for oxidation to take place, compared with a solid block of aluminum that can melt more evenly.
Tapping Temperature
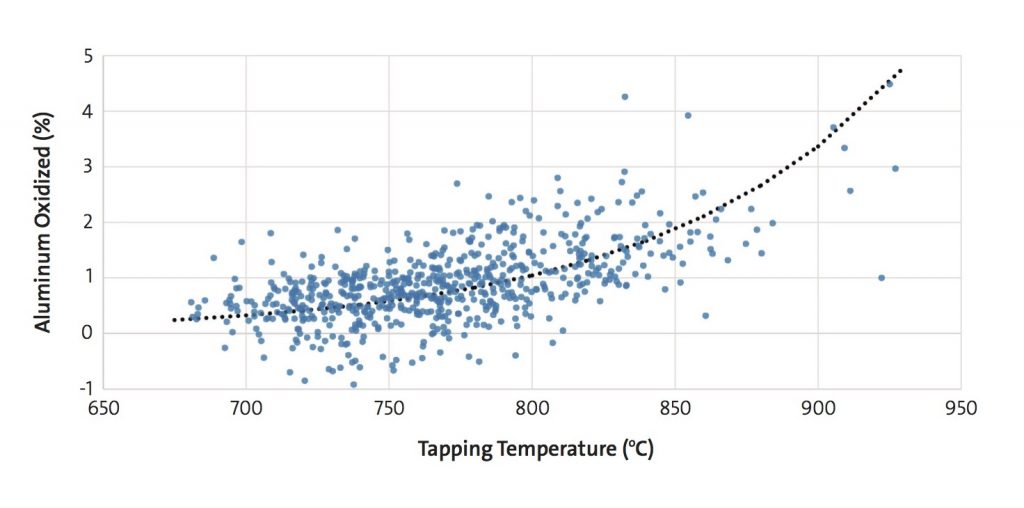
Figure 3 shows the relationship between yield loss (y-axis) and tapping temperature (x-axis). An exponential model was found to be a better fit than a simple linear model. This is in line with the reaction kinetics discussed earlier. Here, the importance of tapping temperature on aluminum loss is shown. For example, tapping liquid aluminum at 900°C (1,652°F) as opposed to 750°C (1,382°F) for a charge material with 80% aluminum content, will lead to an additional yield loss of about 3%.
Yield and Performance Improvements
The APPI Process Advisor system was used to improve aluminum yield by reducing tapping temperature through better prediction of when the material inside the furnace is ready to be tapped. Initially, baseline data was gathered over a seven-month period before the system was implemented in order to document and assess the variability of the process. The majority of materials charged into the furnace were drosses, which were characterized into material types, based on size, composition, and origin. Over 1,000 cycles were analyzed to determine the average tapping temperature. After implementation of the Process Advisor system, 350 cycles were analyzed and the overall average tapping temperature was successfully reduced by 25°C, where some materials improved more than others. The average reduction in temperature corresponds to a yield improvement of 0.30%, according to the graph in Figure 3. Some materials improved by more than 50°C (122°F), corresponding to a 0.5–0.75% yield improvement.
By focusing the Process Advisor system on reducing tapping temperature, as well as improving yield, there was also a significant reduction in tapping temperature variability, resulting in more consistent tapping temperatures and melting times. As a knock-on effect, energy usage dropped by an average of 5% because the burner was turned off in a timelier manner, compared to baseline cycles. More consistent melting times can also lead to an increase in productivity, which could be seen in some charge materials, where melting time was reduced by up to 10.5% and even higher in other cases, where the material properties varied significantly. The reduced variability in tapping temperature allows for more precise control of the furnace operation and the ability to lower tapping temperatures even more, leaving room for further optimizations in the future.
Conclusion
A digital twin was developed and implemented on a TRF. This digital twin was shown to improve the operation of the TRF by decreasing the variability from cycle to cycle and day to day, reducing energy consumption and lowering the tapping temperature, hence increasing yield. The yield was improved by up to 0.75% on certain charge materials, with the added benefit of a 5% reduction in energy usage. Certain materials also showed a reduction in melting time of more than 10.5%, where the digital twin model dramatically reduced the variability in the results.
The digital twin continues to improve as more data are collected and demonstrates that Industry 4.0 technology can be implemented to optimize performance on aluminum remelting furnaces. Future work will look to further reduce tapping temperatures, leading to greater yield benefits, as well as continuing to reduce energy usage. Improved consistency can also lead to better cycle performance, resulting in shorter cycle times for improving productivity. The digital twin methodology can also be extended to other furnace types, such as side well furnaces, reverbs, etc. This will be the focus of future investigations.
References
- Gangoli, S., et al., “Oxy-Fuel Technologies and Strategies for Secondary Aluminum Melting Operations,” Light Metal Age, Vol. 75, No. 4, August 2017, pp. 2227.
- Sane, A., et al. , “Effective Use of Oxy-fuel Combustion in Aluminum Reverberatory Furnaces,” Light Metal Age, Vol. 76, No. 4, August 2018, p. 36.
- Lawrence, M. and R.J. Hendershot, “Harnessing Industry 4.0 and the Digital Twin to Optimize Performance in the Aluminum Industry,” Light Metal Age, Vol. 78, No. 4, June 2020, pp. 10–14.
- Coker, E.N., “The oxidation of aluminum at high temperature studied by Thermogravimetric Analysis and Differential Scanning Calorimetry,” Sandia National Laboratories, Albuquerque, NM, 2013.
- Wightman G. and D.J. Fray, “The Dynamic Oxidation of Aluminum and Its Alloys,” Metallurgical Transactions, Vol. 14, No. B, 1983, pp. 625–631.
- Bergsmark, E., C.J. Simensen, and P. Kofstad, “The Oxidation of Molten Aluminium,” Materials Science and Engineering, Vol. A120, 1989, pp. 91–95.
Editor’s Note: This article first appeared in the August 2020 issue of Light Metal Age. To receive the current issue, please subscribe.