By Melissa Zirps, Magrathea.
Elon Musk was sitting in his office, eyeing a Hot Wheels toy car on his desk, when he asked, “Why can’t we make real cars the same way we make toy cars?” This question reflects the attempt by car manufacturers to test the limits of consolidation and lightweight construction in the automotive industry.1 One equipment manufacturer rose to answer that question. Idra, based in Brescia, Italy, worked with Tesla to develop what is now called the giga-press, a massive cold chamber high pressure die casting machine large enough to cast substantial portions of a vehicle in a single step, eliminating the need for multiple joints (Figure 1). In turn, this simplifies and lightens the vehicle while streamlining the manufacturing process. John Stokes, marketing and sales manager at Idra, described the giga-press as “a sign to the whole world that Italians are leading not only Europe but also important countries,” when referencing their recent sales of giga-presses to Ford and Hyundai.2

However, the high temperature, turbulent process of high pressure die casting is not actually how toy cars are made. Instead, most toy cars are produced using plastic injection molding, a process where softened plastic is injected into a mold. But is this process transferable to metal? In fact, for decades injection molding has been used for magnesium, the lightest structural metal, in a process called thixomolding.
Magnesium Thixomolding
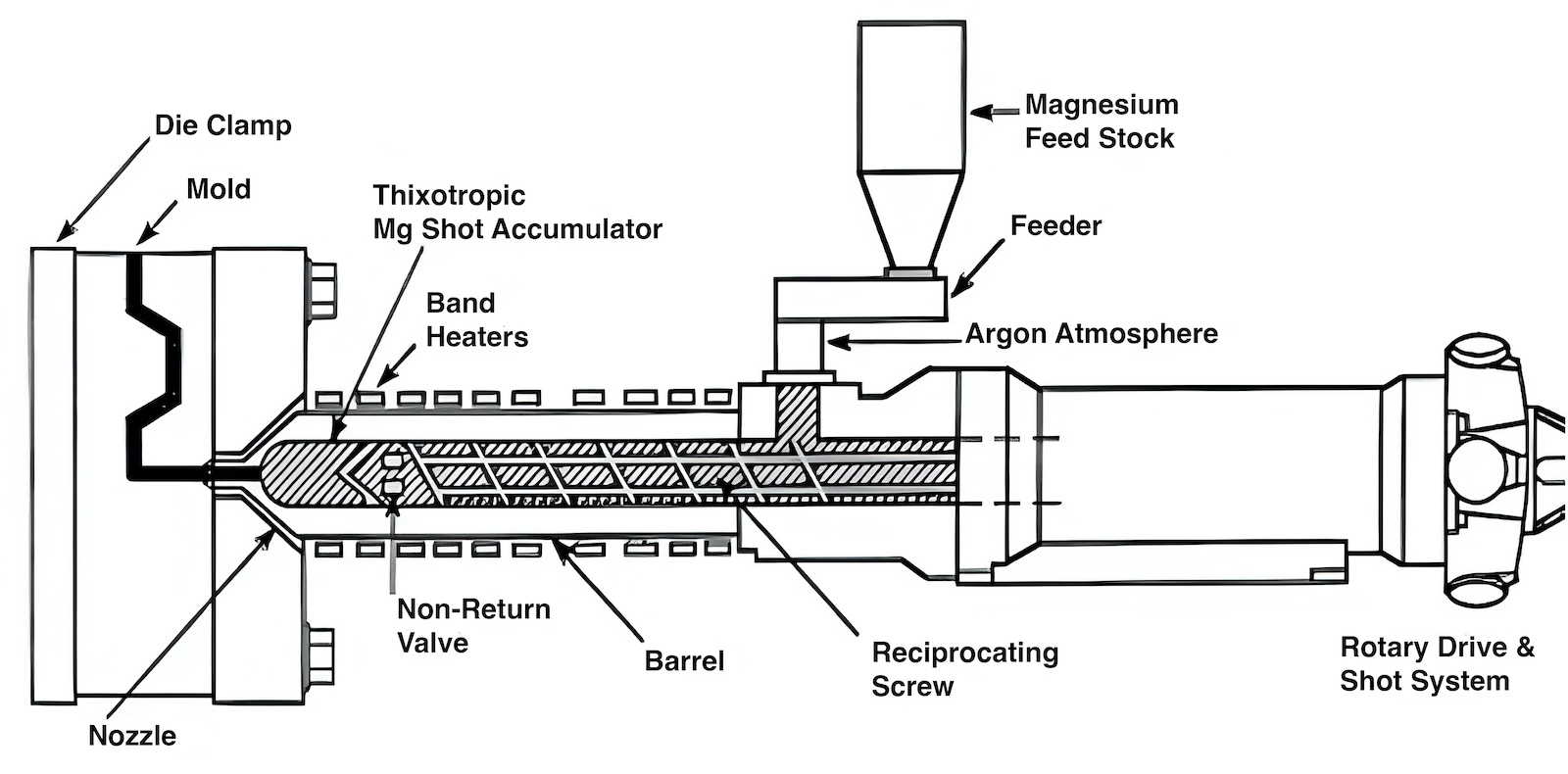
Historically, magnesium thixomolding has in fact used a modified plastic injection molding machine. Magnesium thixomolding is a semi-solid forming process (meaning the metal is only partially melted into a globular, flowable slurry) for magnesium alloy parts. The process begins with magnesium alloy granules or chips. The chips are fed into a screw that heats the metal to a semi-solid state (Figure 2). Initially, the globs that remain solid in the slurry are incredibly angular. However, the rotating screw forces the globs to collide and rub together, eroding them into uniform spherical particles that seamlessly slide past one another, which results in a slurry with better fluidity. The screw then becomes a piston and injects the slurry into a mold.3
Magnesium is favored for thixomolding over aluminum due to the criticality of the screw in this process. Aluminum is highly reactive with steel, so if used for thixomolding, the aluminum slurry would attack the steel screw, making this process challenging without significant redesign and alternative materials and coatings.
The lower operating temperature (because the metal only needs to be partially melted) and slurry consistency of the metal create many advantages for thixomolding compared to high pressure die casting. The lower operating temperature reduces shrinkage, which is the metal contracting as it cools. Because the metal does not have to cool as much with thixomolding, there is less contraction. Additionally, the semi-solid slurry has a significantly less turbulent flow as it fills the mold because it is thicker than liquid metal. Both the lack of shrinkage and less turbulent flow lead to near-zero porosity and significantly reduced distortion in the final casting. Porosity is small pockets of gas or vacuum that form within the metal part either by the metal contracting as it cools or by gas getting mixed into the flow while the mold is filling. Minimizing porosity results in more consistency throughout the cross section, improving the ductility and strength of the final part.
The quality of thixomolded parts is often compared to the quality of wrought parts formed in the solid state (such as extrusions or stamped sheet), preserving the internal structure of the metal and thus maximizing its material properties. Though these forming methods have different capabilities in terms of wall thickness and geometry, the low porosity and homogeneity of the parts are similar. However, thixomolding is a significantly faster and economical process as opposed to wrought forming. The cycle time of thixomolding is comparable to the cycle time of a high pressure die casting. This means that thixomolding can produce high quality parts, similar to the quality of wrought parts, at the speed of a high-volume industrial process like die casting.
Additionally, the slower flow of the slurry results in less abrasion to the die, thus allowing for a longer die life. The lower operating temperature also minimizes the need for cover gas and drastically lowers the risk of oxidation, creating a safer process.4 Both of these factors cut down the expense of thixomolding.
Clearly there are considerable benefits to magnesium thixomolding over high pressure die casting, so why do we not see more of it in industry? The answer to this lies in the history of thixomolding. Thixomolding was first invented by the Dow Chemical Company in the 1980s by converting a plastic extruder into a thixomolding machine. They patented this technology in 1987, and in 1990, the patent was transferred to Thixomat Inc. A few companies obtained licenses to the patent, such as Japan Steel Works Ltd. and Husky Injection Molding Systems Ltd.5 However, the early patent limited access to the technology, subsequently stunting innovation. Additionally, because thixomolding was derived from plastic injection molding, it became pigeonholed as an alternative to plastic parts instead of large metal castings.6
Therefore, thixomolding is mostly used in niche applications. The most notable thixomolded automotive part is in the Jeep Wrangler spare tire carrier (Figure 3).7 Stellantis even engaged in a research project with Oak Ridge National Laboratory to create an alloy specifically for thixomolding to improve the spare tire carrier even further.8 However, this part pushed the size capacity of thixomolding machines at the time. Therefore, most other applications have been significantly smaller.

Despite the fact that major automakers have already used magnesium thixomolding in mass market production, its application has been limited due to patents, small machine size, and lack of new innovation. Nevertheless, this past October at the Idra Forum, Idra launched a new line of revolutionary thixomolding machines, reinvigorating magnesium thixomolding for the new era of electrification and decarbonization.9
Developing Thixotropic Piston Injection
Thixomolding has so much potential — but it also has a need for innovation. With that in mind, Idra introduced a new thixomolding technology called thixotropic piston injection (TPI). To learn more about this technology, the author sat down with John Stokes, who has been in the die casting industry for almost 40 years and at Idra since 1995. At Idra, he has held many positions, going from technical roles to project management and eventually to sales. Throughout his time at Idra, Stokes worked closely with Meridian Lightweight Technologies, the leading supplier of magnesium die castings to the automotive industry, and learned everything there is to know about magnesium. He strongly believes in a lightweight future that relies on magnesium, going so far to say at the Idra Forum that the company has magnesium “in their veins.”
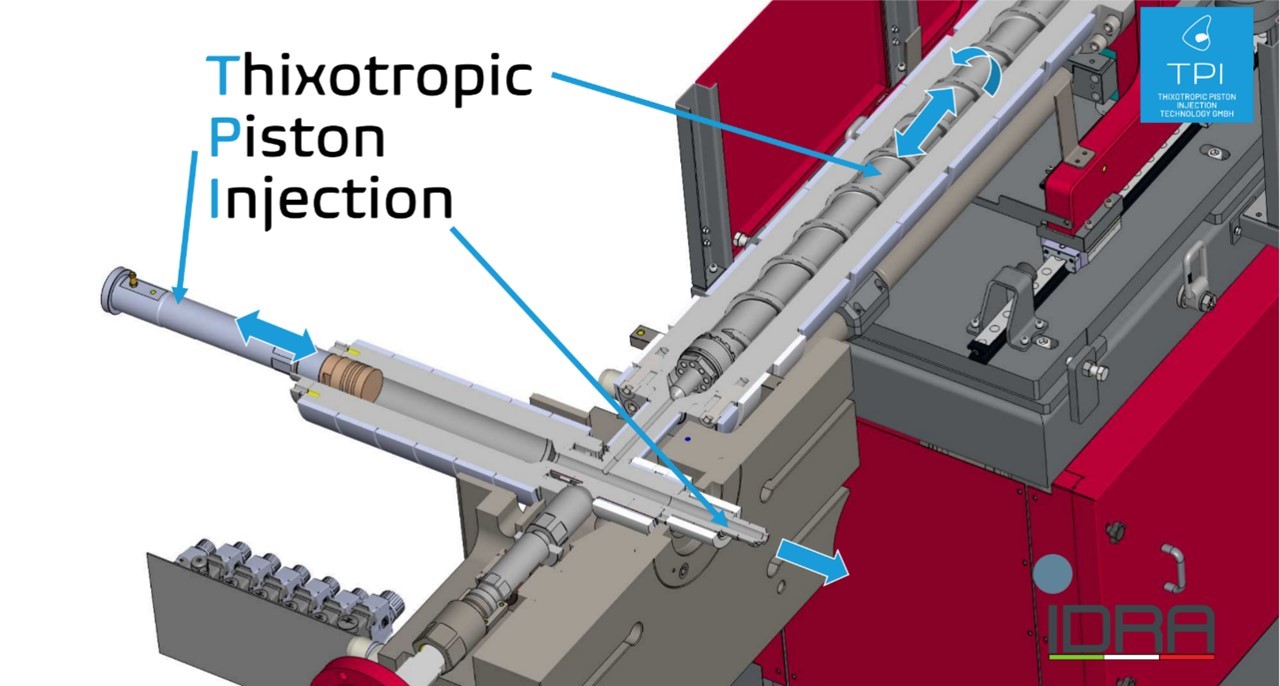
When asked about the technology, Stokes explained that TPI offers a modular solution to thixomolding that is optimized for sustainability, giving as close to a wrought product as possible with the cycle time and efficiency of a high pressure die casting. The machine itself is a modular component that can be added to a cold chamber high pressure die casting machine. TPI takes advantage of the pressure provided by the high pressure die casting press while also benefitting from the thixotropic state of the slurry. This is done by separating the screw and the piston, which are usually one and the same in traditional thixomolding machines. Instead, TPI is a modular attachment to cold chamber high pressure die casting presses, so the piston is actually the piston used on the existing high pressure die casting press (Figure 4). The screw, which exists within the TPI addition, heats the chips and feeds the thixotropic slurry into the shot sleeve, where it is pushed into the die by the piston.
The sustainability of the product is rooted in the use of clean magnesium scrap and the lack of cover gas during production. Some may argue that primary magnesium produced using thermal processes from mined feedstock — with a global warming potential of 35 kg CO2/kg Mg — is in no way sustainable. However, many see a future of low carbon magnesium produced from seawater (like Dow, Norsk Hydro, and others used to do), which would mitigate this concern.10
Based on the discussion with Stokes, the two main innovative features of TPI are the modularity and the size. TPI is a modular attachment to cold chamber high pressure die casting presses, reducing the cost barrier to entry and providing a more flexible product. Additionally, by taking advantage of the capabilities of large cold chamber high pressure die casting presses, TPI can create parts approximately four times larger than legacy thixomolding machines. The largest press currently planned has a shot weight of 20 kg and a clamping force of 7,000 tonnes. Though this number seems small compared to the 100 kg aluminum giga-casting shots, it is a massive improvement.
Additionally, magnesium is a significantly lighter material than aluminum and less of the material gets scrapped during thixomolding compared to high pressure die casting, so it is difficult to draw a one-to-one comparison between shot weights. Many large automotive castings could be thixomolded with the 20 kg shot size, such as interior rear liftgates, which Stellantis is currently die casting with magnesium alloy for the Chrysler Pacifica with a weight of 6.8 kg.11 Despite its weight, the Pacifica rear liftgate is a sizeable part, at approximately 1.2 m x 1.4 m. There’s also potential for the use of thixomolding on interior door panels, battery enclosures, seat frames, and more.
Stokes describes TPI as a “weapon of mass production,” which efficiently articulates the technology’s potential to rapidly produce high integrity parts. But there is even more to this. TPI simplifies the casting process by eliminating the need for holding and melting furnaces. This not only alleviates foundry workers from needing to handle molten metal, but also completely erases the issues of alloying elements settling out during holding, which can create considerable variation in part quality. Cumulatively, these factors immensely shrink the possibility of user error, increasing safety and quality in a way not currently seen in high pressure die casting.
What’s Next?
After Stokes finished his presentation launching TPI at the Idra Forum, Sandy Munro stood up and asked if this technology unlocks magnesium giga-casting. Stokes is cautiously optimistic and sees the need for innovation before this vision is fully realized. While this is likely true, it is important to remember that even though all the questions around thixomolding are not answered with TPI, interest and innovation are a positive feedback loop. This new technology introduces innovation to the industry, which in turn has sparked renewed interest in thixomolding and will inevitably lead to further innovation.
The main impact of TPI is the fact that it poses the question: what is possible with thixomolding? There is so much white space still left to explore, including alloy innovation, even larger casting, further temperature precision, and heat treatment potential. TPI is helping the automotive industry rediscover and fall in love once again with magnesium.
As the lightest structural metal, magnesium has a critical role to play in lightweighting, especially as the automotive industry loses energy density to electrification.12 In 2012, Dick Schultz of Ducker noted in Light Metal Age, “Magnesium needs to find a way to remove the lid…[The industry doesn’t] seem to have the critical mass to become a major player in automotive any time soon. That needs to change in order to take advantage of what I think, and what most technologists think, is a wonderful material.”13
Removing the lid on magnesium requires a team effort to invest and engage in innovation around extractive metallurgy, alloy development, and manufacturing technology. With TPI, Idra is doing their part to support the development and growth of magnesium by improving consolidation and lightweight construction in the automotive industry for the era of electrification and simplifying automotive manufacturing to that of a toy car.
References
- Els, Peter, “How Tesla’s Gamechanging Giga Press Shows Other Automakers The Way,” Hotcars, December 4, 2022.
- Greco, Luca, “GIGA PRESS News,” Twitter, December, 4 2023.
- LeBeau, S.E., et al., “Evaluation of Thixomolded‚ Magnesium Alloy Components for Structural Automotive Applications,” SAE World Congress, Detroit, MI, March 8-11, 2004.
- Czerwinski, Frank, “The Basics of Modern Semi-Solid Metal Processing,” JOM, Vol. 58, 2006, pp. 17-20.
- Michaeli, W. and G. Rettemeier, “Thixomoulding Injectection Moulding of Semi-Solid Magnesium Alloys,” Journal of Polymer Engineering, Vol. 24, 2004, pp. 49-64.
- Brown, Robert, “71st World Magnesium Conference,” Light Metal Age, August 2014.
- Fan, Sophia, et al., “Applications of High-Pressure Die-Casting (HPDC) Magnesium Alloys in Industry,” Magnesium Alloys – Processing, Potential, Applications, 2023.
- Muralidharan, Govindarajan, et al., “Development of a Novel Magnesium Alloy for Thixomolding® of Automotive Components,” CRADA final report, September 2023.
- Stokes, John, “NEO Mg Thixo for Enhanced Part Production,” Idra Forum, October 10-11, 2023.
- Grant, Alex, “Magnesium as the Metal of Dematerialization,” Light Metal Age, February 16, 2023.
- “3D Demonstrator Magnesium Automotive Applications,” International Magnesium Association, 2023.
- U.S. Department of Energy, “Critical Materials Assessment,” May 2023.
- “Aluminum Moving into the Fast Lane for Automotive in North America: Interview with Dick Schultz,” Light Metal Age, October 2012.
 Melissa Zirps is a metallurgical engineer at Magrathea. Before coming to Magrathea, Zirps was at Stanford University, pursuing a PhD in structural engineering. Her PhD research focused on numerical modeling of corrosion, specifically in reinforced concrete, and her dissertation was entitled “Sustainable Management and Deterioration Modeling of Reinforced Concrete.” She defended her PhD in June 2023.
Melissa Zirps is a metallurgical engineer at Magrathea. Before coming to Magrathea, Zirps was at Stanford University, pursuing a PhD in structural engineering. Her PhD research focused on numerical modeling of corrosion, specifically in reinforced concrete, and her dissertation was entitled “Sustainable Management and Deterioration Modeling of Reinforced Concrete.” She defended her PhD in June 2023.
Editor’s Note: This article first appeared in the January 2024 issue of Light Metal Age. To receive the current issue, please subscribe.