
The automotive industry relies on the stamping process for rapid production of deep drawn sheet components for its mass-market vehicles. However, as automakers develop increasingly advanced components, aluminum sheet is challenged compared to steel due to its lower formability. The superplastic forming process is a potential solution as it provides the ability to produce deep drawn, thin-walled aluminum sheet components. Recently, Hydro launched three new aluminum alloys for the superplastic forming of aluminum sheet, mainly for the automotive market. While at ALUMINIUM 2018, Light Metal Age spoke with Dr. Michael Rösner-Kuhn (Figure 1), head of Products Technology & Technical Customer Service, Rolled Products, Hydro, who described the superplastic forming process and how Hydro’s new alloy developments are making the process more competitive for the automotive industry.
Superplastic Forming
When aluminum sheet (typically 5083 alloy) is heavily cold rolled and then heated to 450-520°C, it is able to achieve superplasticity. This is accomplished by manipulating the microstructure of the material. During the cold rolling of the sheet, distortions and dislocations are introduced into the microstructure, which strengthen the material and make it more difficult to form. However, if the material is heavily cold rolled to the point when it starts to become brittle followed by the application of heat, then the aluminum microstructure shifts to very fine grains in the range of 10 microns or less. “The more cold forming you do,” explained Rösner-Kuhn, “the more intensive the material recrystalizes when heated, creating a new microstructure and making the material soft. The grains are able to move like wet sand, and the material forms really nicely.”
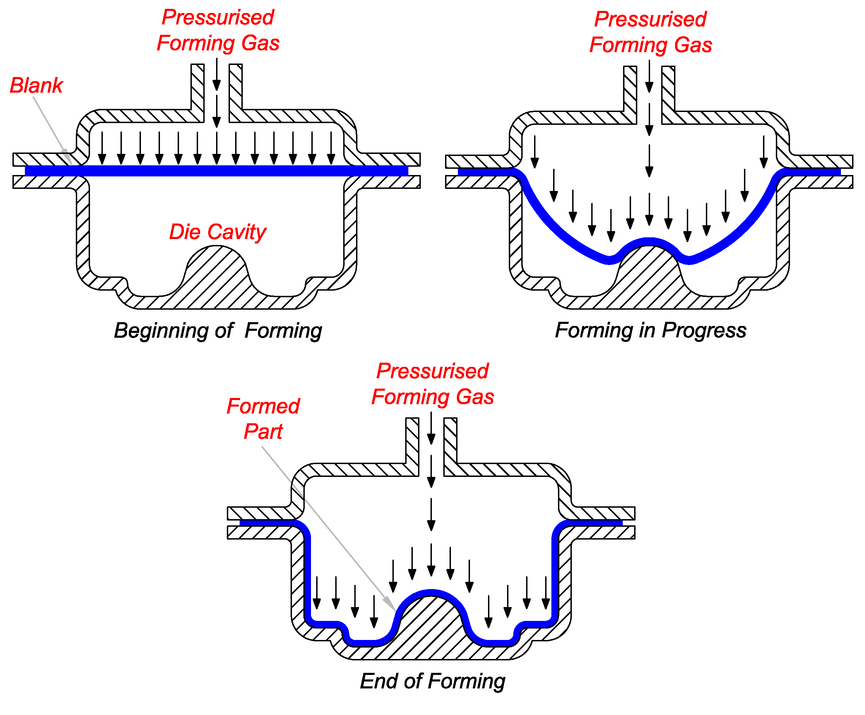
When the material is in this heated state, the aluminum sheet is placed in a die and pressurized gas is blown onto the sheet, molding it into the formed part (Figure 2) with no springback or residual stress. “This process combined with the behavior of the fine grains makes it possible to create very difficult geometries, which is not possible when you do a classical stamping process,” said Rösner-Kuhn. The process is also able to achieve a high quality surface finish.
Superplastic forming of aluminum has been used in the aerospace segment for specialty products for more than 25 years, as well as for the manufacture of components for buses and railways. It has also been used for niche automotive products, such as in the Morgan and Aston Martin, which are small-series cars that still incorporate a lot of handwork in their manufacture.
The reason that superplastic forming has remained a niche process over the last two decades is because it has traditionally shown slow cycle times in the range of half an hour per part produced. Since the automotive industry is accustomed to the stamping process, which is able to produce components in seconds, this has been a hindrance to the expanded use of the technology. However, the industry has remained interested in the process.
“Automotive OEMs are interested in superplastic forming because the process enables aluminum manufacturers to produce thin-walled aluminum sheet components,” said Rösner-Kuhn. “It’s a process that can stretch the sheet at least 200% beyond its original size. Large parts can be formed out of one sheet and thereby replace more complex constructions consisting of a high number of small parts.”
New Alloys
In order to make the superplastic forming process more attractive to the automotive industry, the production speed needed to be increased. Therefore, Hydro introduced three new alloys—two new 5000 series alloys (next-generation 5083 and 5456) and a new 7020 alloy—which are said to achieve higher elongation properties, improved post-forming strength, and lower cycle times for the superplastic forming process. These alloys were developed by Hydro in cooperation with automotive OEMs and Tier 1 suppliers over the course of two years in order to ensure that they fit their technical needs.
During the development process, Hydro used sophisticated forming curves to investigate the thinning of the material, which in some areas of the components need to be elongated by up to 200%. “For this kind of research, we did a lot of work in our R&D center in Bonn, Germany,” said Rösner-Kuhn. “They performed basic analyses to give the OEMs an idea of how to steer their processes toward improving quality as well as to increasing the processing speed.”
Hydro delivered input parameters for the alloys, such as the best temperature range to perform the superplastic forming process. Using this data, OEMs carried out computer modeling of the vehicle components, with the models occasionally sent back to Hydro, who examined the critical areas and investigated the microstructure of the alloys, so that the parameters could be adjusted. As a result, the new alloys have been designed to support the superplastic forming of large, thin-walled aluminum sheet components.
5000 Series Alloys
As mentioned, 5083 aluminum alloy has been commonly used in the superplastic forming process. This is generally because the chemistry of the alloy, with its high magnesium content, is a naturally hardening alloy with an inherent high strength (150-180 MPa yield strength). The development of Hydro’s next-generation 5083 alloy and new 5456 alloy enables manufacturers to improve processing times down to mere minutes—a vital step in making the process competitive.
“We are coming closer and closer to the production rates that the OEMs achieve with the classic stamping process, making the process more attractive to the automotive industry,” said Rösner-Kuhn. He added that while with the 5000 series alloys, the process will never be quite as fast as stamping, this is offset by the improved design opportunities provided by the forming behavior of the aluminum sheet, which enables the integration of multiple parts.
“Consider large cars, like the Bentley or Rolls Royce, in which the whole side of the car can be formed from a single aluminum sheet,” he said. “You can produce a single big part to replace the four or five parts you needed in the past. Therefore, even with slower cycle times, you can produce different, more sophisticated shapes, which makes the process competitive.”
7020 Alloy
The new 7020 alloy presents a different concept to the 5000 series alloys. Essentially the blow forming process is the same, with the sheet material preheated to a working temperature, then blow formed into a die. However, after the forming process, the material can be heat treated to improve its strength properties (in the range of 300 MPa yield). According to Rösner-Kuhn, using this alloy requires sophisticated processing conditions combined with dedicated heat treatment parameters. The manufacturing can also be designed within a single unit with the preheat, blowforming, and annealing stages occurring in one line.
“The overall functionality of a car comes from the interior structural components hidden behind the outer panels. It’s specifically for these structural parts that the 7020 alloy is of extremely high interest,” said Rösner-Kuhn. “With these high strength properties, you can achieve very thin thicknesses (around 1.2 mm), which provides further lightweighting. With the short cycle times combined with the material’s high strength and the design freedom of the superplastic forming process, you can compete with steel, substituting it with aluminum.”
Aluminum in the Continental GT
Bentley implemented an optimized mix of materials for its new Continental Grand Tourer (GT), which uses a mix of aluminum and steel in sheet, cast, and extrusion form, as well as molded composite. All exterior panels are crafted in aluminum using the superplastic forming process (Figure 3) with the exception of the trunk lid, which is composite. The Continental GT is the first production car to ever have an entire body side made from the superplastic forming process. Bentley recently noted that the highly sculpted surface of the body of the car is impossible to achieve without utilizing superplastic forming. “Using air pressure rather than a conventional two-piece mold tool means incredibly tight radii and depth of form can be achieved within each panel, delivering the definition that the Continental GT’s design lines and surfaces demand,” the company explained. More than 50,000 engineering hours were invested in developing the GT’s structural performance. Altogether, the mix of materials throughout the body of the car delivers an 85 kg weight saving over a body crafted entirely in steel, a reduction of nearly 20%. In addition, it provides high strength with associated durability, crash, stiffness, and structural-stiffness for an overall improvement in performance.

The Continental GT is an excellent demonstration of the capabilities of the superplastic forming process. “Even though this is currently a niche product, designed for sports cars and large, high end vehicles, it’s an extraordinary innovation because of what it enables OEMs to do,” said Rösner-Kuhn. “As this process continues to be optimized, it has the potential to become attractive to more mid-sized and mid-volume cars.”
Editor’s Note: This article first appeared in the December 2018 issue of Light Metal Age. To receive the current issue, please subscribe.