By Yahya Mahmoodkhani and Paul Robbins, Castool Tooling Systems.
Abstract
This paper will discuss the most important aspects of material selection for extrusion tooling in detail. Correct material selection and proper heat treatment for tooling are vital factors of profitability. A good decision theory must consider different aspects and variables, including cost, longevity, cycle time, recovery, energy, health and safety, and environmental impact. All tooling fails at some point; the questions to ask are how long it lasts and why it fails. The processes that are mostly to blame for premature failures include improper temperature, cycle time, alignment, pressure, and lubrication. Next come design-related issues, such as strength, thermal management, lubrication, and wall thickness. Making a design change at little to no cost is often the best solution for these problems. As a last resort, alternative materials may exist to offer better protection and extend useful life with better strength, conductivity, wear resistance, and other factors. Finally, it is necessary to avoid overspending on tooling materials by optimizing a combination of variables: cost, longevity, ram speed, and recovery. Simulation is a powerful tool for material selection, evaluation, and optimization of the tooling before committing to the final design.
Introduction
Extrusion tooling parts can be classified into two categories: tools in direct contact with the deforming workpiece (such as the container liner, dummy block, and die) and tools that are not in direct contact with the deforming workpiece and act as support or auxiliary parts (such as the container body, stem, and die bolster).1
The first group are tools that either directly or indirectly participate in producing the shape of the profile. Within this group, some parts are moving against each other with a tiny gap between them. Sometimes they may even touch and slide against each other during the process. The container liner, dummy block, and clean-out block are good examples of this. These tools need to have excellent wear resistance in high temperatures to maintain the critical gap between themselves over their operational life. They must also be able to resist wear and damage in case of contact.
On the other hand, there are periods when these tools are not in contact with the hot workpiece, i.e., the dead cycle and idle time, when they experience relatively large thermal fluctuations at the surface, especially once they touch the hot billet. When this happens, they need to have good toughness and thermal shock resistance. A drop in hardness always follows a gain in toughness: this is a good rule of thumb for engineering materials. The challenge is to balance the hardness and toughness to get the best life out of the tool.
Material selection for extrusion tooling is a key factor in profitability.1 Hot work tool steels with a tempering temperature of around 600°C (such as H13) are the primary materials used for extrusion tooling that directly contact the workpiece. These materials are appropriate because they provide a good combination of mechanical properties (wear resistance and strength) at elevated temperatures. Hot work tool steels are suitable up to about 50°C below the tempering point, which allows them to perform properly in the extrusion of a wide range of materials, such as aluminum, magnesium, and zinc alloys. For extruding materials with higher melting points, such as copper, the surface temperature of the tooling in direct contact with the workpiece can reach 700°C and above, which is well above softening temperature of hot work tool steel. Depending on the process and expected tooling life, alternative materials can be used, such as superalloys and hot work tool steels with higher molybdenum and tungsten.
The tooling that is not in direct contact with the workpiece, such as the container subliner, usually performs at lower temperature ranges. They do not have to be made from hot work tool steel, unless the super hot billet temperature or process parameters mandate using hot working materials. For example, using hot work tool steel for the container body is overspending, considering that some low alloy steels (such as 4340) are suitable based on strength and temper resistance. In fact, 4340 is even better than hot work tool steel in terms of toughness and conductivity, and it makes it a better choice for the container body.
Decision Theory
There are several aspects to consider when deciding on a suitable material for extrusion tooling, including cost, longevity, cycle time, recovery, energy, health and safety, and environmental impact. Extruders want tooling with maximum longevity and minimum cost. Therefore, it is essential to have the reasonable estimation of a reliable life span of the tooling to avoid unscheduled downtime. Besides, cost and life are not the only important parameters. Good tooling is supposed to improve productivity by helping the extruder make high quality profiles at high extrusion speeds.2
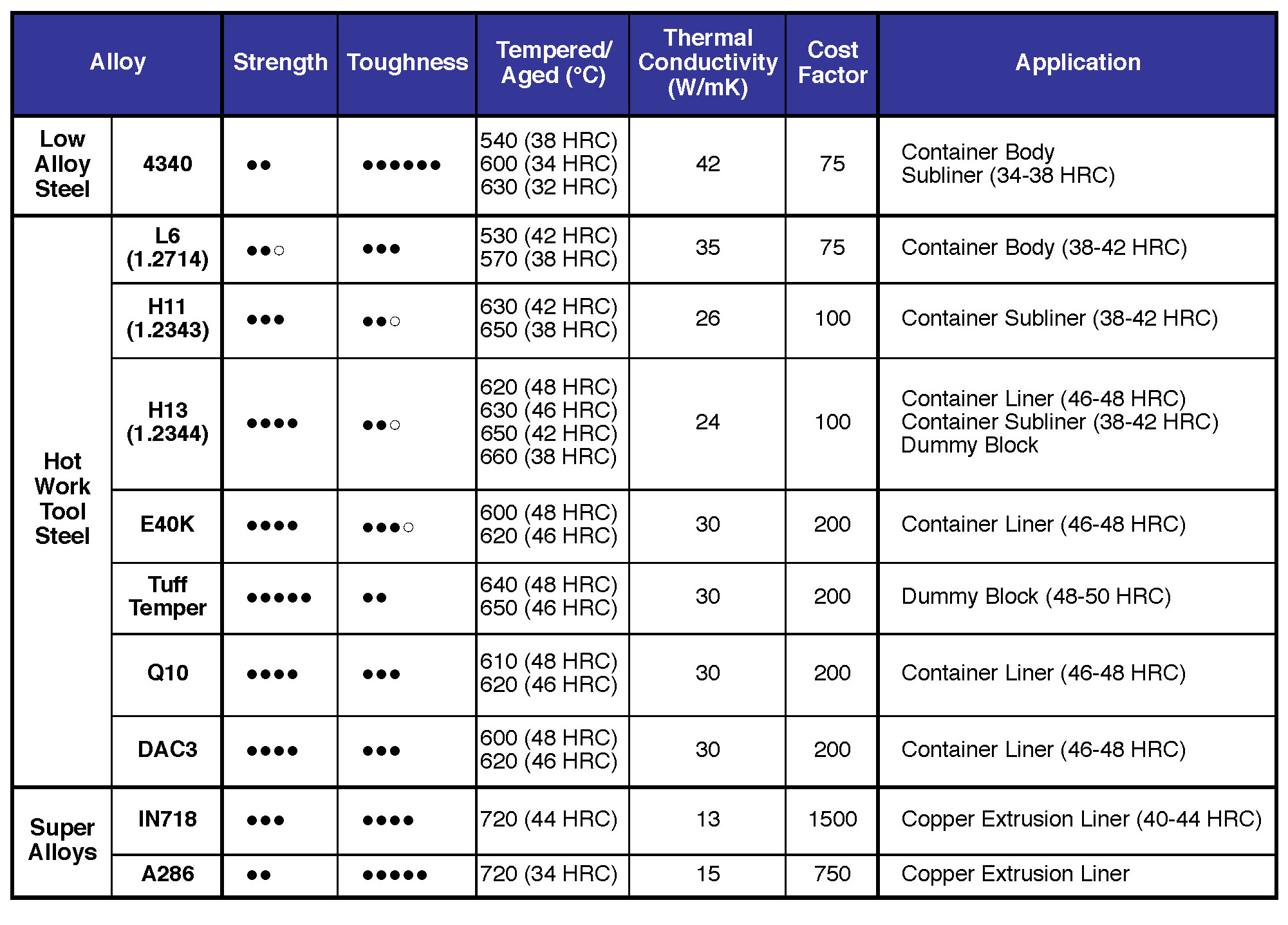
The most important properties for extrusion tooling materials are listed in Table I. A number of factors come into play when deciding on a material, including longevity, cycle time, recovery, and energy usage. By defining and weighing these factors, one can easily select the best material that fits the specific application. Longevity is a function of several parameters, including strength, toughness, and temper resistance.
Extrusion cycle time consists of contact time and dead time. Contact time is in direct relation with the ram speed. Therefore, a more conductive material can dissipate more deformation heat to extrude faster and shorten the cycle time.
Dead cycle time is usually as short as possible, depending on press capabilities. However, in copper extrusion with super hot billets, dead cycle time is deliberately prolonged so that the tooling has enough time to dissipate the heat absorbed during the contact time. In this case, a material with higher thermal conductivity can help to reduce the dead cycle time.
The effect of tooling material on recovery is not as obvious. However, any scrap due to tooling material limits and tooling failure will decrease the recovery. And finally, energy can be saved by shortening the contact time between the materials.
Failure Analysis
All tooling fails at some point. When this happens, the questions to consider are how long the tooling performs before failing and the cause of the tooling failure. Processes that cause overheating or overloading are often to blame for premature failures. Next comes the design, which can be modified with minimal or no additional cost. Finally, there may be materials that can extend the useful life of the tooling, but they are often associated with a significant cost increase.
Wear and fatigue fracture (crack propagation) are the usual failure modes of extrusion tooling. Wear can be tolerated, as the machine will still operate despite sacrificing some recovery. However, a fatigue fracture will stop the process, causing unscheduled downtime. Unfortunately, unscheduled downtime often costs more than the tooling price, causing possible damage and safety concerns.
Each material has its own thermal/mechanical limits. A premature failure is possible if these limits are met or passed due to overloading, overheating, or improper process control. Process factors to consider include temperature, cycle time, alignment, pressure, billet length, lubrication, and alloy.
Temperature: Tooling temperature must be kept 50°C below the tempering temperature of the material to avoid softening. In extrusion, the set temperatures for the billet, container, and die preheat are well below the softening temperature of the tooling materials. However, during the process, some locations may be uncontrolled for temperature, such as die bearing. These locations are usually the hottest points where the temperature can reach and even surpass the softening temperature.
Cycle Time: If the contact time is too long, the tooling (specifically the dummy block) will be under enormous loads for a long time, which can cause permanent deformation by creep phenomenon, even though stresses are kept below the material’s yield point.
Alignment: Misalignment can cause the dummy block to inflict unwanted wear on the container liner. It can also generate huge stresses from bending forces applied on the stem.
Pressure: For extrusion of hard alloys, a face pressure of over 90 ksi is usually needed, which reduces the tooling life significantly.
Billet Length: Billet with a larger length-to-diameter ratio need higher pressures. At the same time, they generate more heat inside the container. Extruding a double-length billet can produce a quadruple amount of heat inside the container.
Lubrication: Lubrication can prolong tooling life by decreasing pressure and wear.
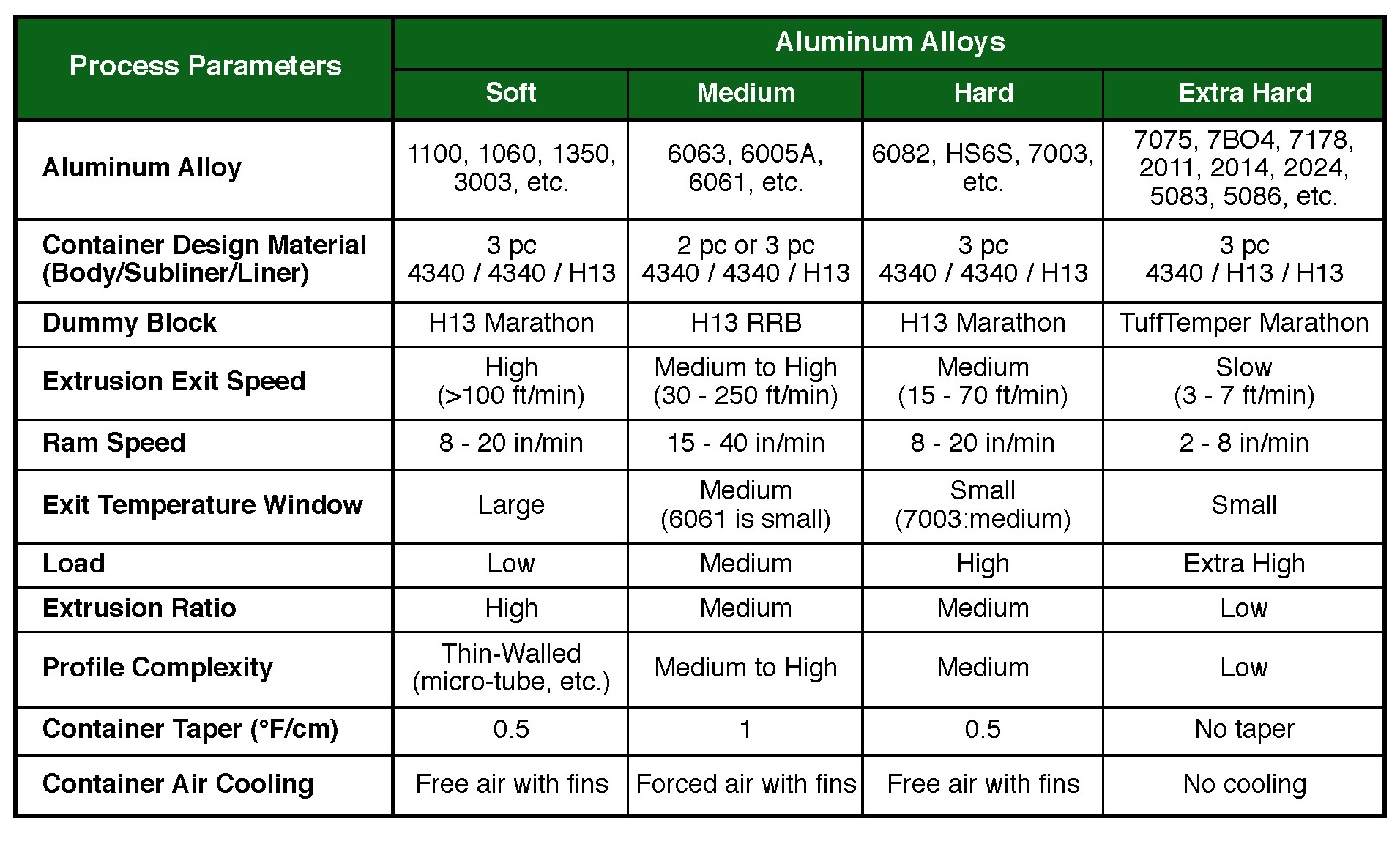
Aluminum Alloy: The billet material is the key parameter that dictates extrusion process conditions. Structural alloys with high Mg and Si can cause more wear while requiring higher pressure and longer cycle times. In Table II, aluminum alloys are divided into four categories based on their hardness and strength. The range of extrusion parameters is listed for each category, and the recommended extrusion tooling materials for the container and dummy block are noted.
Improving Tooling Life
Design: A design change is an effective and inexpensive method to improve the tooling life and extrusion productivity. For example, moving the heating elements from the container body to the subliner makes the body stronger and improves thermal management at almost no extra manufacturing or material cost.
Material Selection: The material cost usually accounts for more than half of the total price of tooling. There might be materials that can extend tooling life, but they are often more expensive, making the new material economically unreasonable. For example, E40K has better toughness than H13 but with the same strength level, which means that using it in the container liner should extend the liner life by at least 50%. However, E40K is also 100% more expensive than H13 (Table I). Considering that wear is the leading cause of failure, the cost of using E40K may not be worth the limited increase in the useful life of the tooling.
Optimization and Simulation: Optimization of the process can only be achieved with consideration of the mechanical and physical limits of the tooling material. For example, press manufacturers are constantly increasing the face pressure of extrusion presses. This allows extruders to extrude colder and longer billets faster, but on the other hand, it can also shorten the tooling life and cause unscheduled downtime. Simulation tools can be used to effectively prevent such inconsistency between the machine capabilities and material limits.
Simulation is an ideal tool to visualize the outcome before committing.3 Furthermore, material selection, design, and even recipe development can be optimized and balanced using simulation software.
Conclusions
Material selection for extrusion tooling is an important consideration and must be consistent with the process conditions and failure mode of the tooling. The key parameter to consider in the extrusion process is the alloy being extruded. The rest of the process parameters can be estimated based on the billet material. The extrusion process itself is often the primary source of the failure, followed by the tooling design, which can often be improved with minimal cost. There may be materials that provide better tooling life, but overspending must be avoided.
References
- Akeret, R., A. Ames, M. Bauser, W. Eckenbach, A. Frei, and H.H. Groos, Extrusion, Second Edition, 2012.
- Robbins, P., Y. Mahmoodkhani, C. Jowett, and R. Dickson, “Extrusion Productivity – Billet Geometry/Container/Dummy Block,” to be presented at ET ’22 – Extrusion Technology Seminar, Miami, FL, May 3-5, 2022.
- Chien, K., P. Robbins, C. Jowett, Y. Mahmoodkhani, and Y. Wang, “Extrusion Productivity, Part II – Predicting Ram Speed,” Light Metal Age, Vol. 77, No. 1, 2019.
Editor’s Note: This article first appeared in the October 2021 issue of Light Metal Age. To receive the current issue, please subscribe.