Based in Youngstown, OH, General Extrusions Inc. (GEI) is a family owned extruder of high quality aluminum profiles for the automotive, building and construction, furniture, and other industries. Recently, the company completed its first major investment project since 2000. The project includes the installation and start up of a new 25 MN, 8 inch extrusion press line that modernizes its operation with advanced automation capabilities. The new line more than doubles the company’s current capacity, ensuring its continued success in the years to come.
Company Profile
Founded in 1950 by Fred G. Schuler, GEI started operation in a 9,000 sq ft building just outside Youngstown, housing an 800 ton, 4-7/16 inch billet extrusion press, an anodizing line, and finishing operations. With the start up of the new company, Fred aimed to supply value-added extruded parts. Since starting operation, GEI has remained a family owned company, passing through the hands of Herbert F, Schuler, Sr. to Herb Schuler, Jr., who became the CEO in 2010.
GEI currently has two buildings on its property, including the main 200,000 sq ft extrusion plant (housing a 1,675 ton, 7 inch Youngstown press and the new 25 MN, 8 inch SMS press) and a smaller 32,000 sq ft fabrication plant. Continuing the production of value-added extrusions, the company is able to supply CNC and other fabrication capabilities, as well as surface finishing (anodizing, paint, and e-coat). This enables the company to serve a wide variety of markets.
“GEI does not concentrate our efforts on one or two industries,” said Herb Schuler, Jr. “We prefer to have a diverse portfolio of customers in different industries. While we supply automotive customers, we also supply manufacturers in the solar, hurricane window, clean room, and marine industries, just to name a few.”
In order to secure its future in the extrusion industry, GEI decided to invest in a new press line in order to upgrade its operations. “We needed to modernize our technology and equipment and pivot to modern, highly efficient and productive equipment,” said Schuler. “This new equipment is capable of being in the top tenth percentile of performance in terms of key metrics, such as pounds per hour, scrap rates, and cost per pound.”
New Press Line
GEI selected OMAV, part of SMS group, as manager for the expansion project. This enabled the extruder to acquire a seamlessly integrated line from a single source. OMAV, SMS, and GEI worked closely together to design and engineer the equipment for the new line, which was constructed entirely in Italy.
While the press line was being built, GEI had to prepare the site for the new equipment. The company decided to situate the new extrusion press line within its existing facility, where an old anodizing line (which had not been in operation since 2010) was located. In order to install the new line, the company had to renovate the existing building, which involved raising a large section of the roof in order to accommodate the new equipment. “Obviously the supply chain issues caused by COVID presented numerous challenges for us,” said Schuler. “The price for steel and roofing increased dramatically during the renovation of our plant during the second half of 2021 and early 2022. Additionally, not all of the electronic controls for the new press line were ready at the time of shipment and arrived piecemeal during the installation, creating additional headaches.”
Despite these challenges, the companies were able to successfully complete the installation and commissioning of the new line as of October 1, 2022. The key to their success was the personnel who worked on the project and collaborated to ensure the startup of the line. In addition to team members from OMAV and GEI, the SMS Service Center in Pittsburgh, PA, contributed additional startup support. SMS also provided a hydraulics workshop and press maintenance training to ensure that the press operators would be able to get started on the right foot. In addition, SMS will provide after sales support, as part of a maintenance package.
The new 25 MN, 8 inch press line is outfitted with a complete OMAV handling system. “We decided on the 8 inch container size, because it allows us to serve a much wider potential customer base, than if we had just stayed with our current 7 inch circle size,” explained Schuler.
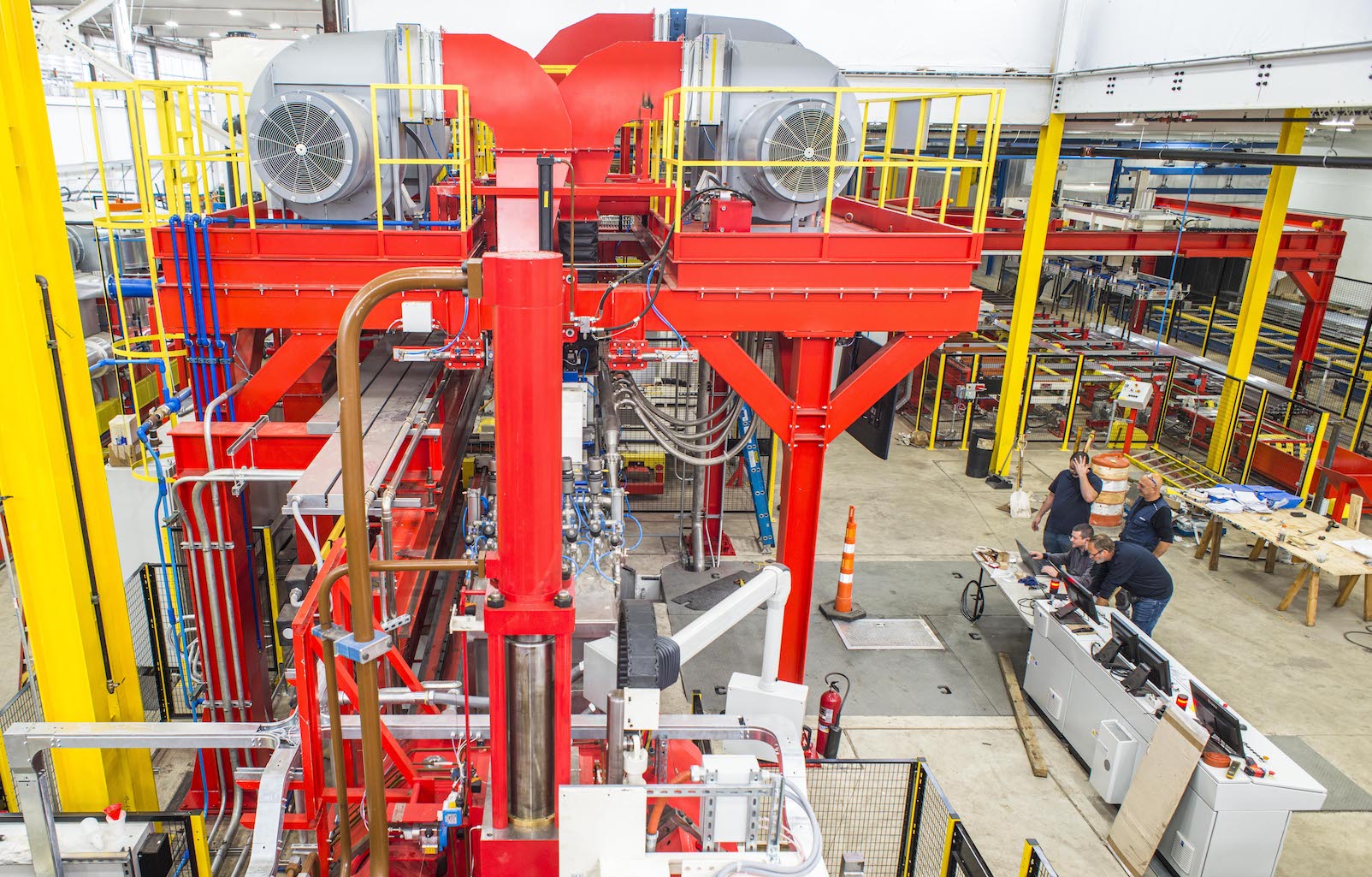
The press is designed to be able to extrude billets up to 1,200 mm (47 inches) in length at a rate of 8 lbs per foot for a maximum profile weight of 137 lbs (Figure 1). The dead cycle time is 12.7 seconds (not including the burp cycle) and 13.7 seconds (with the burp cycle). An eco-driven hydraulic system with Bosch Rexroth pumps along with the SMS energy saving system ensure that the press will consume significantly less energy and resources compared with older technologies. In addition, the press features a patented linear guide bearing system that ensures proper alignment of the press and reduces maintenance requirements.
Operation of the press is managed through a computer aided direct extrusion (CADEX) system. This enables isothermal extrusion by controlling the temperature of the profiles, thus resulting in a 7-10% productivity gain. Currently, the new press line is also being prepped for digital integration that will provide a baseline for expanding into Industry 4.0 capabilities. The digital systems are preparing to collect data from the process and operation of the line, which will eventually allow for smart learning-based systems for predictive maintenance.
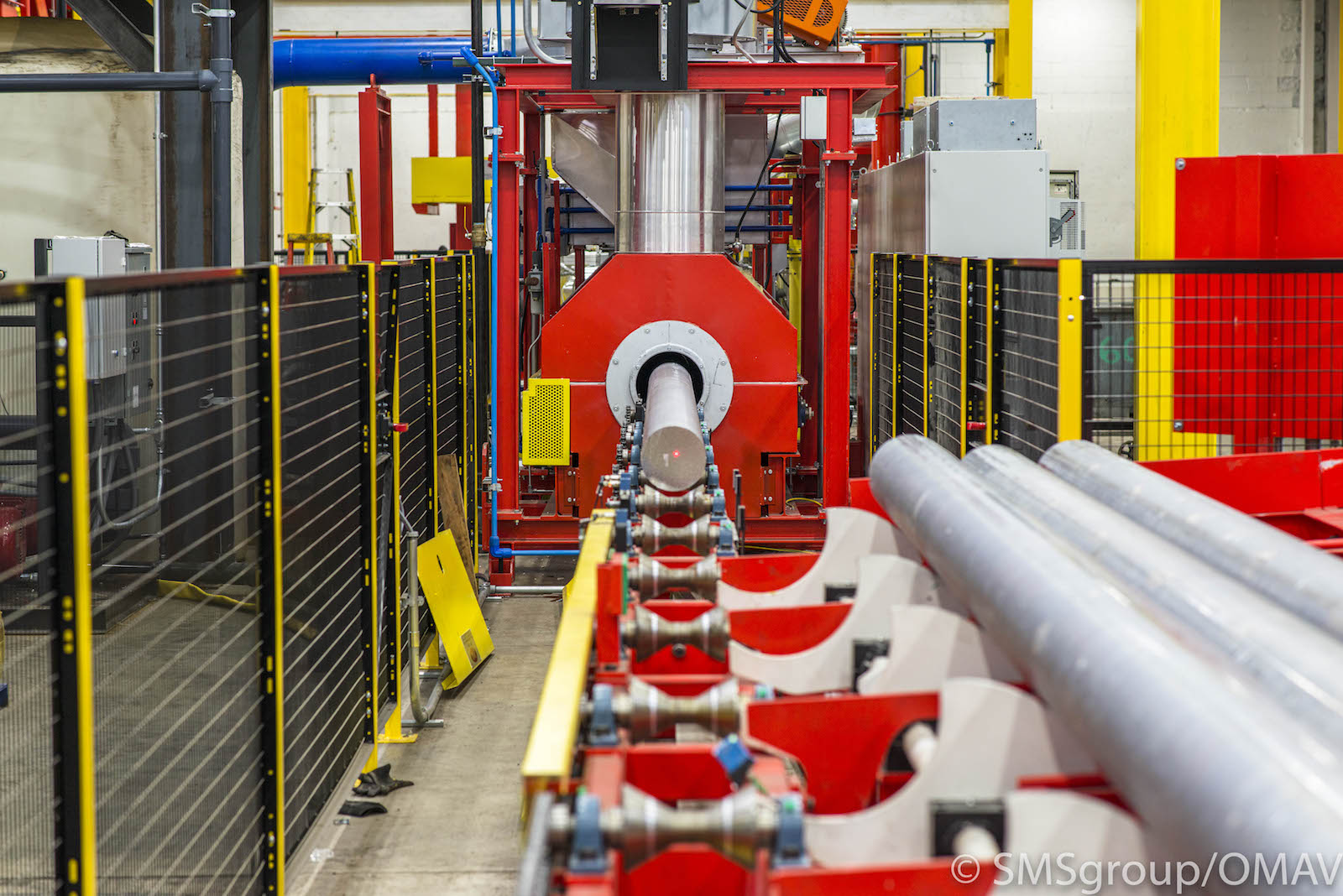
Prior to extrusion, logs are heated in an energy efficient furnace with a log shear (Figure 2), capable of heating up to 10,000 lbs of billet per hour. Once properly heated, the billet is automatically delivered to the press via a servo-driven billet loader.
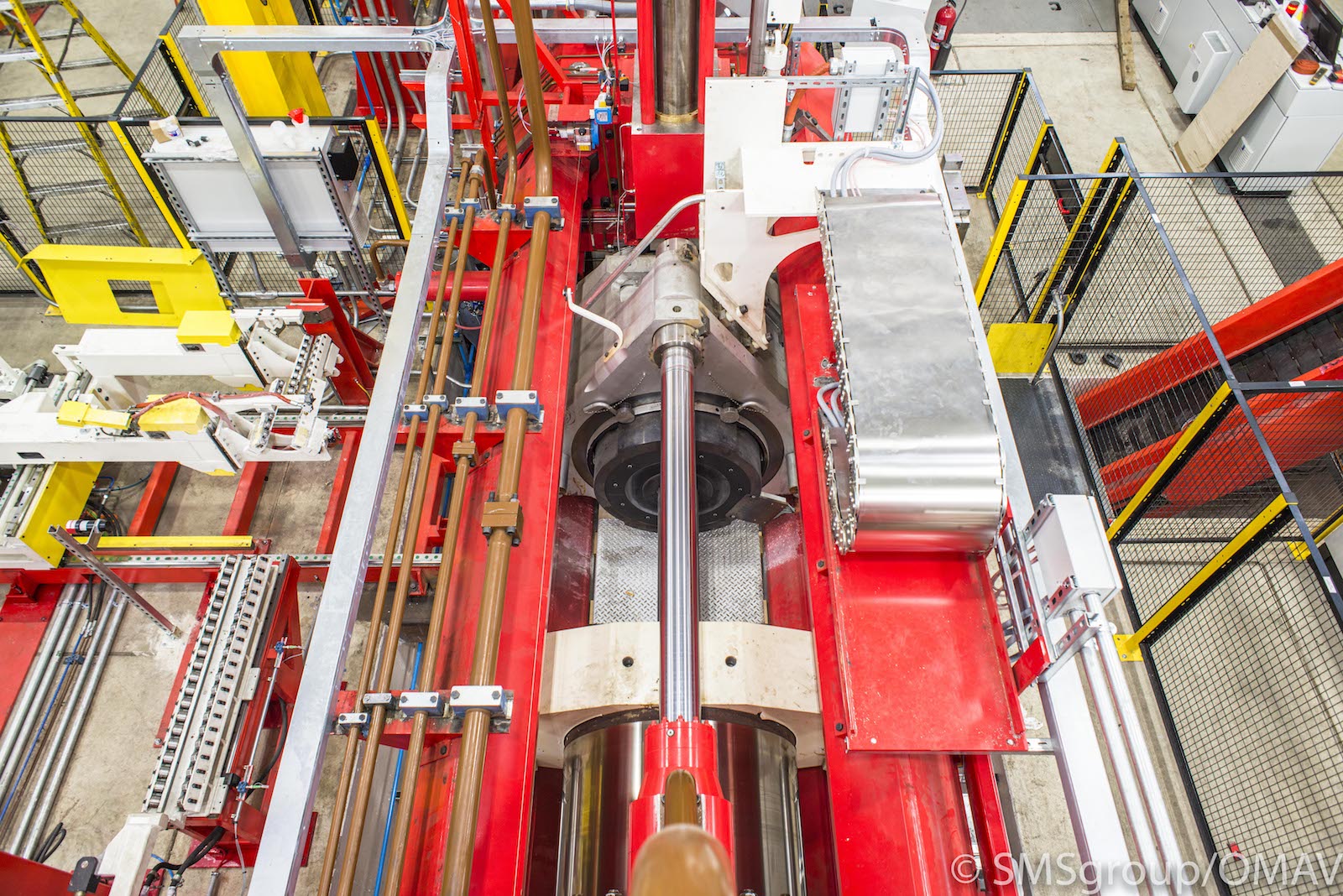
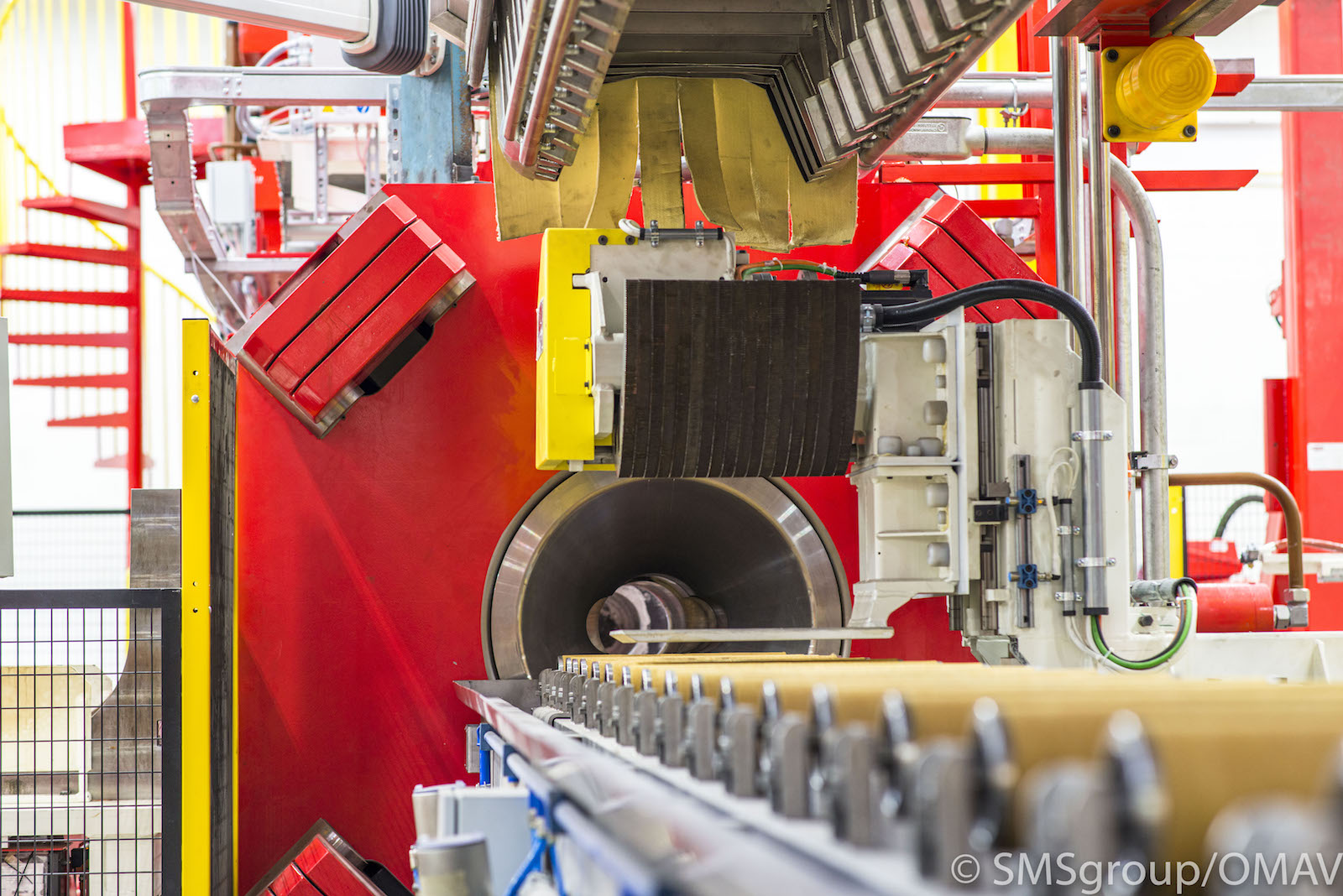
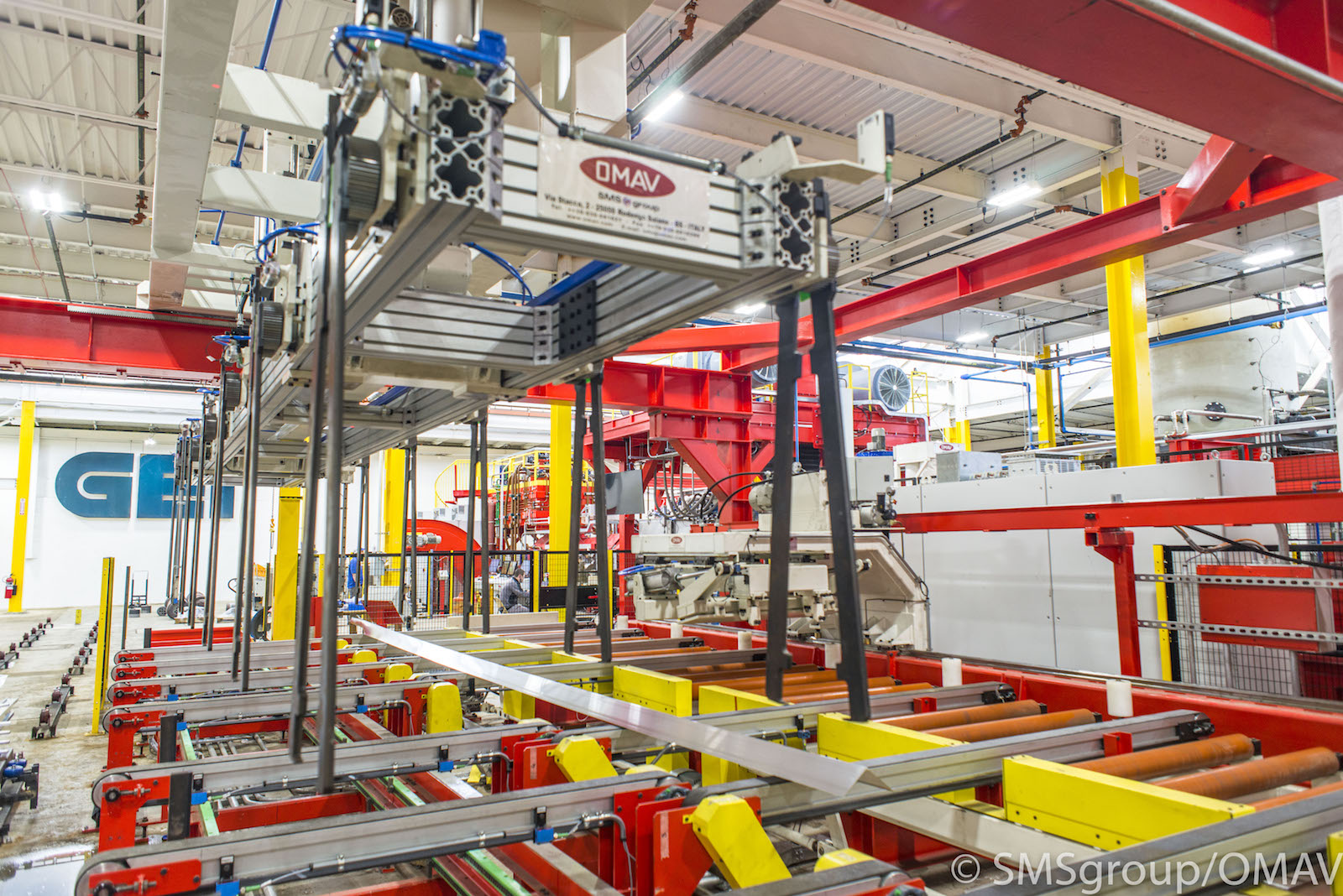
Extruded profiles are cooled using an intensive air/water quenching system and then removed from the press using an ePuller (Figure 3), which utilizes an electric rather than hydraulic system for improved reliability. As the profiles are pulled from the press, an independently acting flying cut saw cuts them to the appropriate length. The profiles are then carried along the Kevlar transfer table to the 70 tonne stretcher (Figure 4), after which they are cut to length at the precision finish saw (up 30 ft maximum cut).

After sawing, the profiles are precisely loaded into baskets via the automated stacking system before being delivered to the aging oven (Figure 5). Supplied by Belco Industries, the new dual end flow age oven is over 350 ft in length and 13 ft 6 inches wide. It features a control system with a PLC and trending data to manage the furnace. The aging oven includes a powered roller conveyor, which allows the operators to automatically load the racks into and out of the oven without the use of forklifts. It also gives General Extrusions the ability to pre-stage the material while the oven is in operation.
In addition, the line includes 12 infrared die ovens supplied by Novatec. Selected for their unique design and performance, the ovens are able to deliver over 60 hot dies per working shift, while consuming 30% less energy. The ovens are equipped with Novatec’s proprietary direct die temperature control (DDTC) system, which precisely controls the temperature of the die inside the oven. This virtually eliminates any heating errors and limits the die oxidation effect, thus reducing carbon deposits on the die bearings. The 12 inch human machine interface enables the operator to remotely control all the ovens from one location.
Conclusion
The installation of the new extrusion line well prepares GEI for the future. With the addition of advanced automation systems—and the potential to implement Industry 4.0 data collection and digital maintenance technology—the company will be able to ensure the efficient operation of its new press for years to come. Equally important is the fact that the new press will enable the company to continue to supply its customers with high quality value-added profiles. “We will extrude 6063, 6061, 6005, and 6082 alloys primarily on this press line,” noted Schuler. “With its high level of automation, the line only requires a four-man press crew and can even operate with a three-man crew during longer runs.”
Editor’s Note: This article first appeared in the October 2021 issue of Light Metal Age. To receive the current issue, please subscribe.