
By Lynn Brown, Consulting Collaborative.
A few years ago, if you were involved in a collision, you may not have given much thought to the repair shop. Of course, you wanted the repairs to your vehicle done right and you may have dreaded the go-around with your insurance company, but you probably didn’t focus on the shop’s capability to repair your car—unless perhaps, you were driving a Jaguar.
Today, however, collision repair is potentially an issue for an increasing number of drivers—those driving all-aluminum or aluminum-intensive vehicles. With over one million aluminum-intensive Ford F-150s on the road, nearly 150,000 all-aluminum Tesla Model Ss and Xs, a smattering of brand new Cadillac CT6s, as well as a variety of Audis, Corvettes, Porsches, Land Rovers, and other vehicles with substantial aluminum content, the question of a shop’s capability to repair aluminum vehicles is real for many.
“They’re not more complex, they’re not more difficult. They’re different,” Doug Richman, vice president of engineering for Kaiser Aluminum and technical committee chairman at the Aluminum Transportation Group, told AutoGuide.com. “Different” is one of those loaded words that can mask all kinds of meanings—like more expensive, more complex—or it can just mean what it says, “different.” This article will explore what it really means when it comes to the repair of the increasing number of aluminum-intensive vehicles on the road.
Aluminum Vehicles Are Different
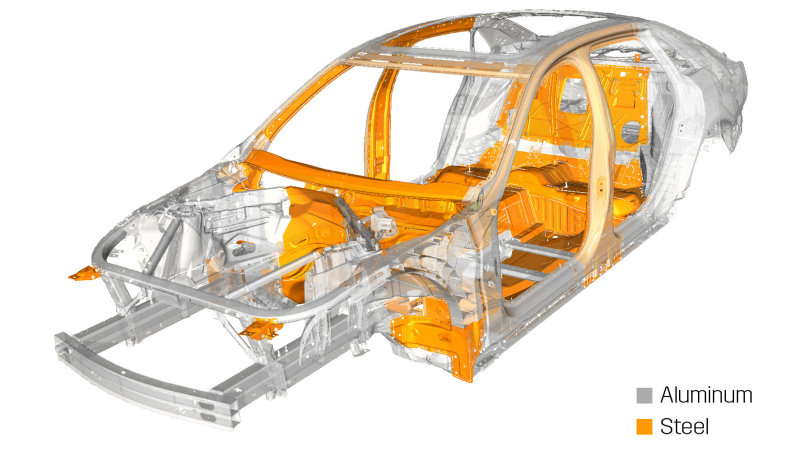
An excellent example of how aluminum cars are different is Cadillac’s new CT6 flagship, which has a body-in-white (BIW) made of over 60% aluminum. The CT6 features one of the industry’s most advanced automotive body structures (Figure 1). The aluminum-intensive architecture incorporates 11 different materials to achieve strength, performance, and efficiency goals. An all-aluminum skin, extensive use of extrusions (including complex multi-void hollows for the rocker and engine cradle assemblies), and complex high-pressure aluminum die castings (one of which replaces over 20 conventional parts in the front shock tower) are combined with a number of advanced high-strength steels for sound deadening and structural reinforcement.
But the difference is not just in the materials; it’s also in the joining technology employed. You won’t find traditional spot welding in the CT6, but rather extensive use of self-piercing rivets (SPRs), flowdrill screws, and adhesives. Roughly 750 flowdrill screws are employed, along with 340 SPRs, and structural adhesive in virtually all joints for both bonding and sound isolation.
The Ford F-150 shows similar variety in its materials and assembly processes, including:
- 14 different aluminum sheet, extrusion, and steel specifications
- Eight distinct joining technologies—with a typical F-150 BIW incorporating about 140 flowdrill screws, 70 Tox clinches, 100 resistance spot welds, 6 m of laser weld, eight friction welds (primarily for attachment of the crush tubes), and 100 m of structural adhesive (used in conjunction with the previously mentioned clinches, flowdrill screws, and a whole bunch of SPRs
- Six fastening technologies—including pierce/clinch nuts, friction welded nuts, and drawn arc studs
Implications in the Body Shop
The mix of materials and assembly processes leads to three major differences in body shop practice, depending on the level of damage to the car. First, cosmetic dings or dents are still repaired, although the process is different. You won’t see a trained body tech try to pull a dent out of an aluminum panel using a slap-hammer as they would have on steel. Instead, by necessity, heat is carefully applied to aluminum sheet. Often two techs will team up—one to apply and control the heat, the other to pull on pins applied to the sheet to straighten the panel.
Second, more severe panel damage is likely to lead to replacement. Unlike a badly crinkled steel panel that may be repairable via stretching and filling, aluminum will not respond to stretching, so the panel has to be replaced—and that may only work once. Successfully replacing a damaged outer aluminum panel often requires extensive adhesive bonding to the inner structure or panel. If that same panel is hit again, then the outer and the inner will both require replacement, because a reversible adhesive hasn’t yet been developed. (Adhesive manufacturers are currently developing new formulations for body shop conditions, such as a two-component epoxy adhesive from Sika.) Also, replacement is going to be the answer to damage to extrusions—particularly if multi-void hollows are involved—or to castings.
Third, forget about straightening a frame. We probably have all heard about straightening a bent steel frame, applying force and maybe heat to pull it back into alignment. In fact, body shops have chassis alignment benches to facilitate that. But not with aluminum. Although there is still a chassis alignment bench, it is only used for verifying alignment. If the laser scan and print out indicates the chassis is out of spec, the techs will start cutting out and replacing structural parts until they return the chassis to specification. Tesla’s guidelines are very clear: “no straightening of structural parts” and “no sectioning of energy absorbing/carrying elements.” In fact, if one of the four major cast aluminum nodes is damaged, Tesla’s bias is to replace the body structure. Other manufacturers, like Audi, prescribe similar approaches.
In aggregate, while there is still some repair that will be done with aluminum-intensive vehicles, more and more the answer is replace.
Cost Considerations
You might suspect that body shop practice differences lead to implications for repair costs as well. But here the answer is fuzzier, as insurance premiums appear not to have generally increased as of yet (in fact, insurers have held the same premiums for new F-150s), but the underlying cost pressure—driven by shop investment and technician efficiency—certainly seems to exist.
Estimated costs for training and equipment investment at a local certified Audi, Tesla, F-150, Porsche, or CT6 shop is approaching $300,000. They’re required to have a dedicated aluminum booth with fire-resistant curtains ($30,000), dedicated dust collection/vacuum ($10,000), at least two specialty welders at $15-20,000 each (not to mention the difficulty of training welders to master the welding of aluminum or HSS), and a variety of flowdrill and SPR toolsets (as every manufacturer uses their own variant) at $15,000 each. Add in the specialty chassis alignment bench and the remote training courses for their technicians, and you can see the numbers climbing fairly fast. Note that the rationale for the dedicated booth and dust collection is to keep aluminum dust and steel dust from mixing—both to eliminate any potential fire/explosion hazard and to mitigate potential galvanic corrosion. This also leads to separate stocks of hand tools.
Technician productivity is another factor. Traditionally, techs are compensated on a piece work basis, and have made their money by completing in 2 hours what the shop manual says takes 4—but not with these aluminum or multi-material vehicles. Close adherence to the manufacturers’ guidelines is essential—both for quality and to retain OEM certification; if it says 4 hours, it will take 4 hours. As a result, shops are seeing the higher skilled aluminum technicians earning less than their steel-oriented peers, and some are shifting towards salary as a result.
Future Outlook
Is this cost pressure a temporary situation, as we move up the learning curve with this new generation of vehicles? Probably not, at least for a while. But keep in mind, this is not just an aluminum issue. The new high-strength steels don’t behave like the old ones either—especially when it comes to welding. Thus, a new Chevy Malibu, with minimal aluminum but ten different grades of steel requires as much attention to detail in the repair shop as does the Tesla; the technician can’t just start fixing the vehicle, but has to first download the details on materials and assembly in order to be using the right technique on the right part.
What we are seeing is rapid evolution of vehicle architecture as manufacturers lighten weight and drive for mandated improvement in fuel efficiency. Just as the design engineers are struggling to understand and incorporate a widening portfolio of materials and assembly technologies, the body shops are struggling to figure out how to best fix them.
A positive upshot of the situation is that the manufacturers are clawing back influence from the insurance carriers. The manufacturer certification programs for body shops are extremely rigorous and are driving repair for these new vehicles to the most qualified and professional shops—not the ones who will fix the damage for whatever the insurer wants to offer. So, if there is a word to remember, if your new vehicle is in an accident, it is “certification”; that’s your assurance that the shop has the equipment and training to fix it right.
Editor’s Note: This article first appeared in the October 2016 issue of Light Metal Age. To read more articles from this issue, please subscribe.