
By Andrea Svendsen, Managing Editor.
Headquartered in South El Monte, CA, AMRO Fabricating Corporation is a 42 year old company specialized in the fabrication, forming, and heat treating of aluminum and titanium components for the aerospace, commercial aircraft, and defense industries. Among the key programs it serves, the company supplies panels for parts of the Orion crew modules and Space Launch System (SLS) rockets. Recently, the company has expanded its capabilities with the addition of new machining equipment in order to improve its efficiency and further diversify its product base.
Company Profile
AMRO was founded in August 1977 by Michael and Thora Riley, after a previous partnership opportunity fell through. “Grandpa was tired of working for everyone else, so he decided to go out and do it on his own,” said Mike Riley (Figure 1), ceo of AMRO. “They still had kids in school, but they took a risk. They put their home up for sale, and they used that money to buy a building here in South El Monte and started up the business providing commercial fabricating services.”
The company entered the aerospace market in 1979 with the fabrication of a staircase platform for TRW Systems as part of the Viking Lander program. In 1986, AMRO was awarded a contract by McDonnell Douglas (then a subcontractor for Lockheed Martin) to perform the bump forming of isogrid panels for the Titan Program. “We had the largest press brakes available at the time for forming isogrid skins,” explained John Hammond (Figure 1), president of AMRO. “Through that program AMRO developed a very specialized set of skills, which were focused on the fabrication of isogrid panels.”

This specialization offered the company additional opportunities, and AMRO began working on forming the barrel panels for the external tank of the Space Shuttle and other launch vehicle programs. Based on this growth in projects, the company decided to expand its capabilities, with the addition of in-house machining and heat treating. “As we were gaining this experience and being more involved in other programs, we decided the best thing for us would be to machine the panels ourselves,” said Hammond. “This would give us a little more control on these critical programs, as well as the ability to offer more turnkey services, which is a common thread for AMRO even through to today.”
The Space Shuttle program closed in 2011, bringing to a halt a significant portion of AMRO’s business. Faced with this challenge, the company switched gears and began manufacturing tooling for aircraft manufacturers, such as shipping mechanical equipment (SME) that is used to facilitate the movement of large sections of the 787-8 and 787-9 Dreamliners during transport. The Dreamliner is constructed of eight separate sections that are built in five different locations worldwide. The completed sections are loaded onto SMEs and transported via Boeing 747 large cargo carriers. In order to facilitate this new business, the company constructed a new building in Moreno Valley, CA, near March Air Force Base, which provided the 14,000 ft runway required by the cargo carriers.
Since then, AMRO reentered the aerospace market when it was awarded a contract to supply components for NASA’s Orion and SLS programs. In addition, the company has diversified the types of projects they are involved in, supplying fabricated panels and parts for missiles, personnel carriers, unmanned aerial vehicles (UAVs), and unmanned submarines, as well as an expanded range of tooling (fully automated tooling, robotic work centers, and automated joining systems for commercial aircraft). The company is also exploring the potential of additive manufacturing.
The family-owned business currently operates two facilities with around 200 employees. The South El Monte site includes seven buildings encompassing over 300,000 sq ft altogether, and the Moreno Valley site includes one 100,000 sq ft building. AMRO provides capabilities such as large 5-axis high speed machining, large diameter turning, large press brake and roll forming, certified welding, design engineering, and proof-load testing. The company also works closely with local communities, participating in training programs with nearby high schools and colleges.
Orion and SLS Programs
The Orion spacecraft and the SLS rockets—contracted primarily through Lockheed Martin and Boeing, respectively — represent two of the foundational elements of NASA’s new exploration systems, which will send humans on a series of missions beyond the moon. AMRO is supplying key aluminum and titanium components for both of these programs, including three of the seven sections that make up the Orion pressure vessel (the underlying structure of the crew module) and a number of systems on core stage one and core stage two of the SLS (Figure 2), such as the engine section, large tank, inner tank, box tank, forward skirt, and launch vehicle spacecraft adapter.

One of the main reasons AMRO was contracted to work on these new programs was due to their experience and success working on the prior Space Shuttle program. “From a heritage standpoint, we have more experience working with isogrids than anybody else,” said Hammond. “We supplied super lightweight components on the Space Shuttle external tank. Because of that knowledge, AMRO was engaged in the development and forming of the core-stage components of the SLS—just from a reduced risk standpoint.”
AMRO was engaged to work on the Orion and SLS programs early in their development and have collaborated on the design of the components with engineers from NASA, Lockheed Martin, and Boeing. “As part of the development process, we sit down with engineers early on in the program and talk about what kind of features they need while making them easy for us to produce,” said Hammond. “It’s really a question of mass versus cost. They want to make the components as light as possible, while we have to consider what some of the process limitations are regarding production. It’s an iterative process, in which we go back and forth trying to balance that.”
For some components early on in the SLS program, AMRO went through a number of different design changes with the engineers. “Generally, we come up with a good baseline for a component, which we will then manufacture and measure,” explained Hammond. “We consider how long it took us to make that panel, and then we’ll go to the engineers and explain how we can make it easier to produce in order to drive down costs. Sometimes they’ll agree, and sometimes they’ll push back asking for more weight to be removed from the panel. In the case of the SLS, it took over a year to go through all the different configurations. It’s an intense collaborative process.”
One of the aspects decided early on in the design process is what alloy type is used, which helps build an understanding of the lead-time and cost required for a component. For the Orion and the SLS programs, advanced aluminum alloys are used, primarily supplied by Constellium. “We’ve had a long-standing history with Constellium and a great working relationship,” said Hammond. “Their application engineer, Mike Niedzinkski, brings a strong technical background that is critical early on in the program in helping customers and engineers decide which alloy is best to use on a project.”
The manufacturing process for the Orion and SLS panels includes machining, forming, and heat treating. Depending on the part and its desired properties, the panel may either be machined flat and then formed, or formed and then machined. “We don’t make every panel the same way,” explained Hammond. “Depending on the complexity and the residual stresses in the plate and the way the material reacts, we’ll select a process that controls the properties of the panel through the entire machining process. This is to ensure that the part is geometrically correct.” Following fabrication of the part, the components are sent to an outside vendor for inspection to check for cracks, validate the heat treating process, and ensure the mechanical properties are correct.
Expanded Machining Capabilities
AMRO recently installed three new machining centers in Building One, including a high velocity 5-axis machining center and two large-diameter turning centers. In order to incorporate this new equipment, the company removed existing equipment to other buildings in order to provide room and optimize the floor space to improve workflow. Much of the work of preparing the building for the new equipment was performed by Kindness General Contractors. “They did an outstanding job to the extent that we want to do more work with them again and are looking for more opportunities to work together,” said Riley.
In addition to reconfiguring the layout, AMRO improved the control of the ambient temperature of the building in order to improve the precision of the machining process. The company moved an existing aging oven to a nearby building and installed air conditioning. “Ambient temperature can affect the size of the panels,” said Riley. “We’re in a location where the temperature can swing around 20°F throughout the day. For a 20 or 30 ft panel, a temperature swing like that can cause the material to grow by an inch or more, which would push it outside the required tolerance. Although our machines can compensate for this to a certain extent, it’s much better to control that temperature swing from the outset. Plus, the employees enjoy it.”
One challenge of preparing the building was addressing crane coverage due to the size of the new equipment being installed. “We had to redo and modify the cranes,” explained Riley. “Even during the installation phase, the 5-axis machine was so large that we only had a few inches to be able to clear the crane columns just to get it in position. There were times when we weren’t sure that we would even be able to get it in without having to remove the crane system. But we got around the obstacles.”
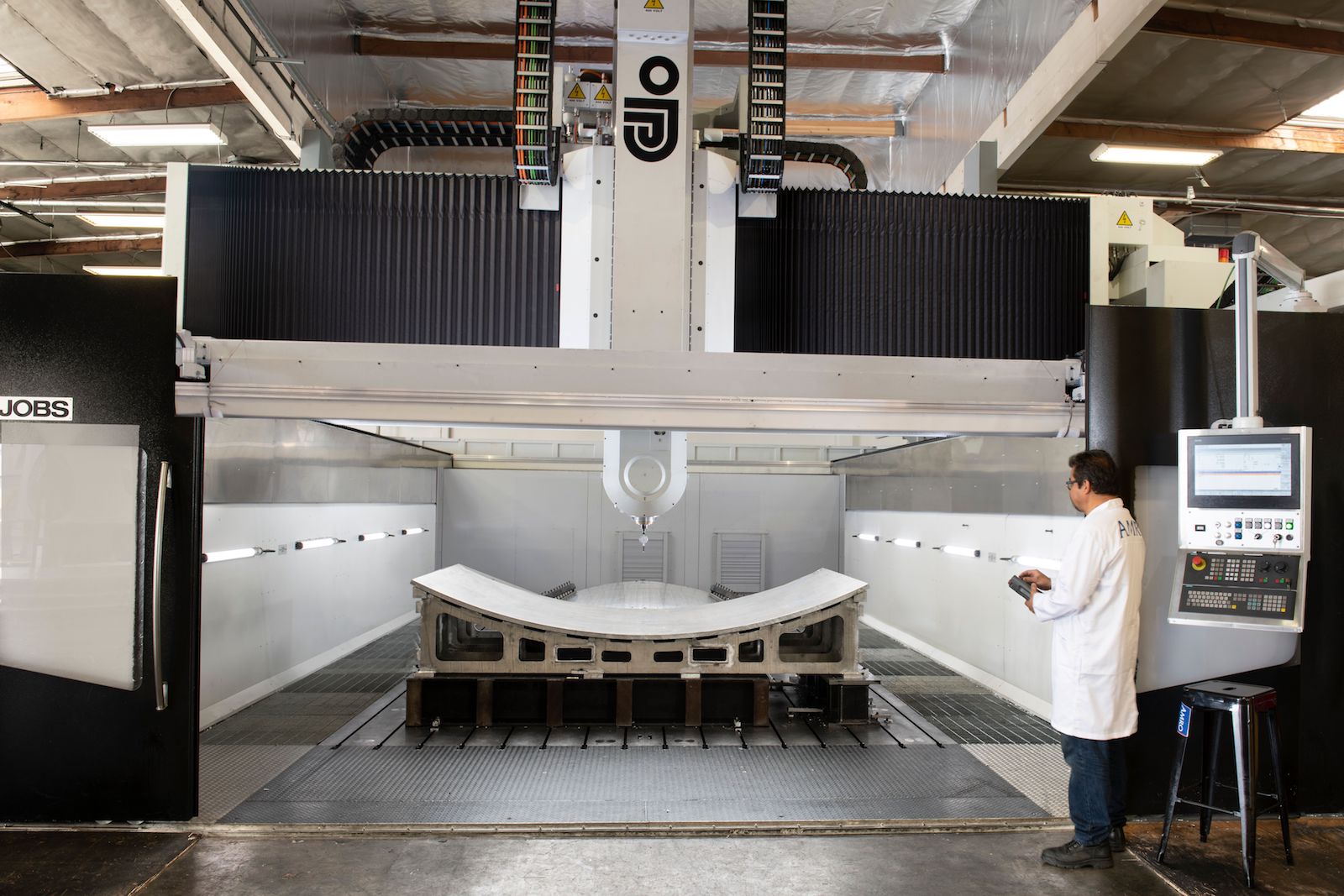
The high velocity 5-axis machining center with gantry from SNK America (Figure 3), which came online in January 2019, is 27 ft long and 12 ft wide and machines at a rate of 30,000 rpm. This specialized equipment can handle larger panels and is able to adapt to hard metal machining. “As we get into more of these complex panels for our customers, we’re looking towards capacity, capability, and efficiency,” said Riley. “This machine is at least 30% more efficient than the machines we’ve been using for other panels, which provides a competitive advantage. We can produce extremely high quality hardware and we can do it faster, which reduces costs.”
The company installed its first Toshiba TSS-30/55C large diameter, vertical turret lathe (VTL) in mid-2018 (Figure 4). The equipment is capable of machining components up to 220 inches in diameter and is outfitted with a live machine head that enables operators to also drill holes, thus incorporating multiple machine features into the same set up. “Historically, we never really turned large diameter parts,” said Hammond. “But if you think about it, launch vehicles, missiles, and spacecraft are generally round in nature, so having a large diameter turning center to produce rings enables us to better provide a high level of support to our customers. It also helped to diversify our product line.” Capacity on the first VTL was quickly filled after it started operation, so the company installed a second Toshiba VTL in September 2019.

As AMRO continues to diversify its capabilities, the company is considering how best to further expand. “These three machines are all we have planned for now,” noted Hammond. “But we’re looking into acquiring additional building space in order to be able to bring more machines in as our capacity requirements continues to increase.”
Conclusion
In its 42 years of operation, AMRO has persevered through significant shifts in the aerospace market (such as the closure of the Space Shuttle program) through the diversification of the industries it serves, such as the addition of missile, submarine, and UAV programs, as well as the manufacture of tooling for these industries. In many cases, AMRO is able to produce highly specified components for aerospace and other markets and also sell the tooling to handle those components through the shipping and assembly process. The addition of new machining capabilities at its headquarters further supports the company’s diversification goals.
“There’s been a concerted effort to diversify our customer base and now we’re supporting a larger array of platforms than we have historically,” said Hammond. “We’re trying to level AMRO’s load as much as possible. This industry is very cyclic, so we can’t put all of our eggs in one basket. To ensure our long-term success, we have to be involved in a wide range of programs and platforms.”
Editor’s Note: This article first appeared in the October 2019 issue of Light Metal Age. To receive the current issue, please subscribe.