Editor’s Note: Although the focused patent surveys in Light Metal Age have generally covered select aluminum technologies, magnesium alloy technology has generally been sidelined. Nevertheless, magnesium is a major alloying master alloy in aluminum casthouse production and critical to the reduction of light metals, such as titanium and beryllium. Therefore, this patent survey aims to spotlight recent inventions granted in the U.S. and China on magnesium alloy processing, as well as applications in automotive, medical, and 3C (computer, communication, and consumer) products. Recent Chinese patents are included, considering the fact that that China produces some 90% of global primary magnesium and has numerous R&D laboratories throughout the country, including many at universities and institutes that are assignees to the patents that follow. This includes work on new magnesium alloys and manufacturing processes for both cast and wrought magnesium alloys.
Magnesium alloys fulfill many of the requirements of automotive, medical, and 3C applications, all of which make use of the material’s low density, which is about two-thirds that of aluminum alloys with accompanying high strength-to-weight ratios and other useful properties. For the automotive market, the main alloys used are AZ, AM, AE, and AS series, which are typically high pressure die cast in order to take advantage of magnesium’s excellent die castability. These alloys are also processed by gravity and low pressure die casting.
Automotive applications using wrought products are also in development, as some of these patents indicate. Among the issues requiring new solutions for wrought magnesium alloys is formability, hindered by the hexagonal close packed atomic structure of magnesium that provides very few slip planes to allow for good plastic flow. Several patents below deal with this issue by alloy development (including ultralight Mg-Li alloys) and novel processing of wrought sheet and plate. Another major requirement in the automotive market is productive methods of processing for this mass market; several of the patents below address this issue in step to produce mass market extruded and rolled products.
As an important class of biomaterials, magnesium alloys have been used in the orthopedic medical industry for over a century. This is primarily because of magnesium’s attractive properties as bone implant materials, i.e., primarily because of their low density (1.74-2.1 g/cm3) being comparable to that of natural bone (1.8-2.1 g/cm3). In addition, magnesium alloys have a fracture toughness, elastic modulus, and compressive strength comparable to that of natural bone. Magnesium alloys are also biodegradable and nontoxic, forming essential element byproducts useful to the human body.
Endoprostheses — used to replace a missing biological structure, support a damaged biological structure, or enhance various existing biological structures — depend on all of these characteristics. Biodegradability in the human body is important in this respect, as it provides the potential for dissolving magnesium implants in cases where the implant is only required for a temporary period in order to fulfill its medical purpose. In addition, this biodegradability could remove the need for surgical intervention to remove the endoprosthesis, especially in cases where surgery may cause complications. Many of the patents below deal with optimizing magnesium alloys for this purpose and for controlling the rate of corrosion of biodegradable magnesium alloy implants and medical devices to achieve optimum results.
Magnesium alloys in 3C devices need to meet requirements of low weight, heat dissipation, structural integrity, and electromagnetic and radio interference shielding, while also enabling the devices to become thinner and smaller. If the heat generated during the operation of the electronic devices cannot be dissipated through the shell in time, the ambient temperature increases and the device may lose function. The heat dissipating die cast magnesium alloys of the inventions noted here have high thermal conductivity, as well as die castability and mechanical properties that meet the 3C structural requirements.
—Joseph C. Benedyk, Editor
USA
US10870905 — LOW-COST HIGH-HEAT-CONDUCTION DIE-CASTING MAGNESIUM ALLOY AND MANUFACTURING METHOD THEREFOR — Baoshan Iron & Steel Co., Ltd. (China) — A die-casting magnesium alloy. The die-casting magnesium alloy comprises, by mass percent, 1% to 5% of La, 0.5% to 3% of Zn, 0.1% to 2% of Ca, 0.1% to 1% of Mn and the balance Mg and other inevitable impurities. The die-casting magnesium alloy manufacturing method comprises smelting, refinement and die-casting. The die-casting magnesium alloy has good mechanical performance, die-casting performance and heat conduction performance.
US10851442 — MAGNESIUM-LITHIUM ALLOY, ROLLED STOCK MADE OF MAGNESIUM-LITHIUM ALLOY, AND PROCESSED PRODUCT INCLUDING MAGNESIUM-LITHIUM ALLOY AS MATERIAL — Subaru Corporation (Japan) — According to one implementation, a magnesium-lithium alloy contains not less than 10.50 mass % and not more than 16.00 mass % lithium, not less than 5.00 mass % and not more than 12.00 mass % aluminum, and not less than 2.00 mass % and not more than 8.00 mass % calcium. According to one implementation, a rolled stock is made of the above-mentioned magnesium-lithium alloy. According to one implementation, a processed product includes the above-mentioned magnesium-lithium alloy as a material.
US10808301 — MAGNESIUM ALLOY AND METHOD OF MANUFACTURING SAME — Honda Motor Co., Ltd. (Japan) — A magnesium alloy is provided which does not contain a rare earth and which achieves, in a high-temperature region of about 200°C., both satisfactory mechanical properties and thermal conductivity. A magnesium alloy including Mg, Ca, Al and Si, where a content of Ca is less than 9.0 mass %, a content of Al is equal to or more than 0.5 mass % but less than 5.7 mass %, a content of Si≤1.3 mass %, and Al+8Ca≥20.5%.
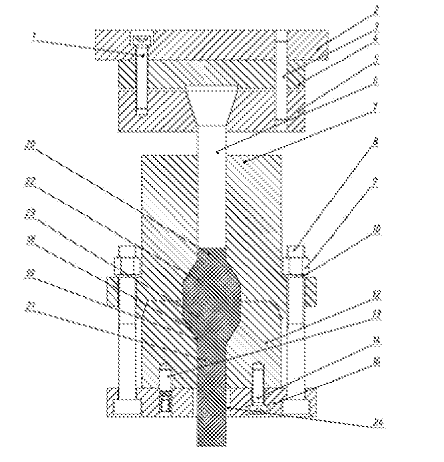
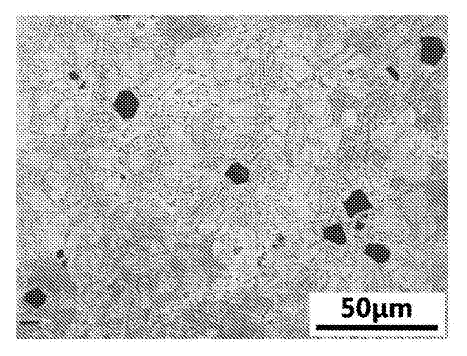
US10799947 — METHOD OF SEMI-SOLID INDIRECT SQUEEZE CASTING FOR MAGNESIUM-BASED COMPOSITE MATERIAL — North University of China (China) — The present invention relates to a method of semi-solid indirect squeeze casting for Mg-based composite material, which aims at improving the mechanical property of the cast by adding magnesium zinc yttrium quasicrystal of high hardness, high elastic modulus and excellent matrix binding property acting as the reinforcement into the magnesium alloy matrix and manufacturing the cast through smelting using a vacuum atmosphere smelting furnace, agitating with ultrasonic wave assisted vibration in the rotating impeller jet agitation furnace and indirect squeeze casting against the problem of poor wettability, easy agglomeration, inhomogeneous distribution between the reinforcement particles and the matrix materials and poor properties of the manufactured cast. The manufacturing method of the present invention has advanced technologies and detailed and accurate data. The cast has excellent microstructure compactness, no shrinkage cavities and shrinkage defects and the primary phase in the metallographic structure consists of spherical and near-spherical crystalline grains, wherein dendritic crystalline grains are almost absent and the size of the crystalline grain is obviously refined. The tensile strength of the Mg-based composite material cast reaches to 225 MPa, the elongation rate thereof reaches to 6.5% and the hardness thereof reaches to 86 HV. The manufacturing method of the present invention is an advanced semi-solid indirect squeeze casting method for the Mg-based composite material.
US10792391 — BIODEGRADABLE MAGNESIUM ALLOY NERVE CONDUIT FOR NERVE DEFECT REPAIR AND ITS PREPARATION METHOD — Shanghai Jiao Tong University and Shangdong Zhongbaokang Medical Devices Co., Ltd. (China) — A biodegradable magnesium alloy nerve conduit for nerve defect repair has multiple lines of through holes in the tube wall thereof, the through holes in each line are axially arranged along a circular tube at equal distances, and the through holes in adjacent lines are arranged in a staggered way. A method for preparing the nerve conduit includes steps of: (step 1) processing a 45-degree conical surface at one end of a magnesium alloy tube blank, carrying out extrusion, and obtaining a magnesium alloy intermediate tube material; (step 2) obtaining a capillary tube after carrying out multi-pass rolling and drawing on the magnesium alloy intermediate tube material; (step 3) carrying out stress relief annealing on the capillary tube, laser cutting and punching, and obtaining a porous conduit; and (step 4) carrying out acid pickling on the porous conduit, and then carrying out electrochemical polishing treatment, and obtaining the nerve conduit.
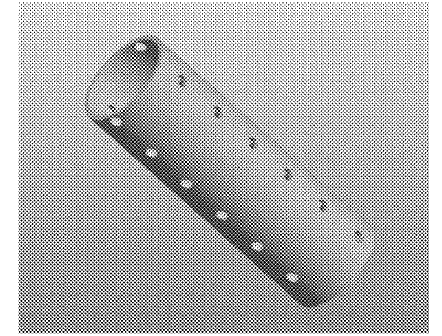
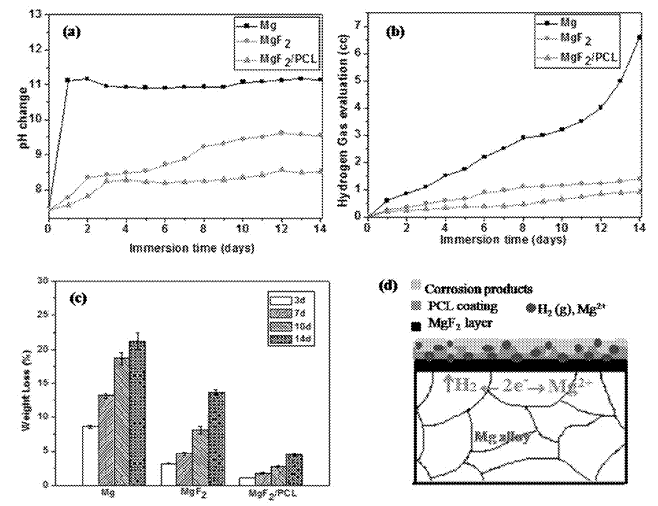
US10781521 — PREPARATION METHOD OF DUAL LAYERED COATINGS ON MAGNESIUM ALLOYS WITH FLUORINE/POLYCAPROLACTONE FOR BIOMEDICAL APPLICATIONS — Soonchunhyang University Industry Academy Cooperation Foundation (Korea) — The present invention relates to a method for preparing a dual-layer magnesium alloy with fluoride and biopolymer coatings, wherein the dual-layer MgF2/PCL coating exhibits improved corrosion resistance as compared to fluoride-coated samples or uncoated Mg samples, and has excellent cell viability, cell adhesion and cell proliferation. Accordingly, the magnesium alloy provided with the dual MgF2/PCL coating layer controls corrosion degradation of conventional orthopedic Mg alloys and exhibits excellent biocompatibility, thus being useful as an implant for fixing bones.
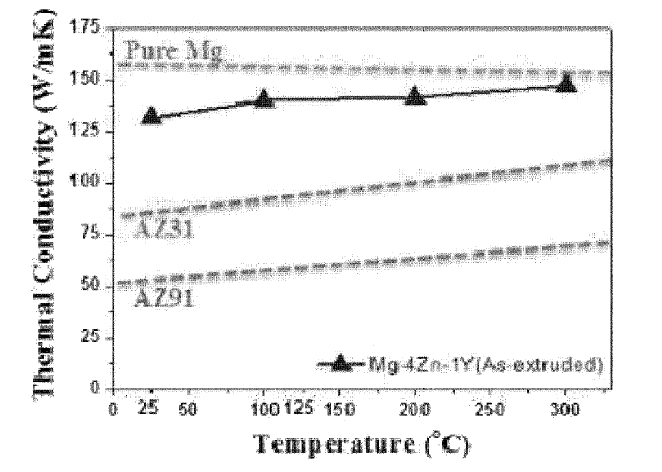
US10767248 — PLASTIC DEFORMATION MAGNESIUM ALLOY HAVING EXCELLENT THERMAL CONDUCTIVITY AND FLAME RETARDANCY, AND PREPARATION METHOD — Lee; In-Young (Korea) — Disclosed is a magnesium alloy that has high thermal conductivity and flame retardancy and facilitates plastic working, wherein magnesium is added with 0.5 to 5 wt % of zinc (Zn) and 0.3 to 2.0 wt % of at least one of yttrium (Y) and mischmetal, with, as necessary, 1.0 wt % or less of at least one selected from among calcium (Ca), silicon (Si), manganese (Mn) and tin (Sn), the total amount of alloy elements being 2.5 to 6 wt %. A method of manufacturing the same is also provided, including preparing a magnesium-zinc alloy melt in a melting furnace, adding high-melting-point elements in the form of a master alloy and melting them, and performing mechanical stirring during cooling of a cast material in a continuous casting mold containing the magnesium alloy melt, thus producing a magnesium alloy cast material having low segregation, after which a chill is removed from the cast material or diffusion annealing is performed, followed by molding through a tempering process such as rolling, extrusion or forging. This magnesium alloy is improved in ductility by the action of alloy elements for inhibiting the formation of lamella precipitates due to a low-melting-point eutectic phase in a magnesium matrix structure, can be extruded even at a pressure of 1,000 kg/cm2 or less due to the increased plasticity thereof, and can exhibit thermal conductivity of 100 W/mK or more and flame retardancy satisfying the requirements for aircraft materials and is thus suitable for use in fields requiring fire safety, thereby realizing wide application thereof as a heat sink or a structural material for portable appliances, vehicles and aircraft components and contributing to weight reduction.
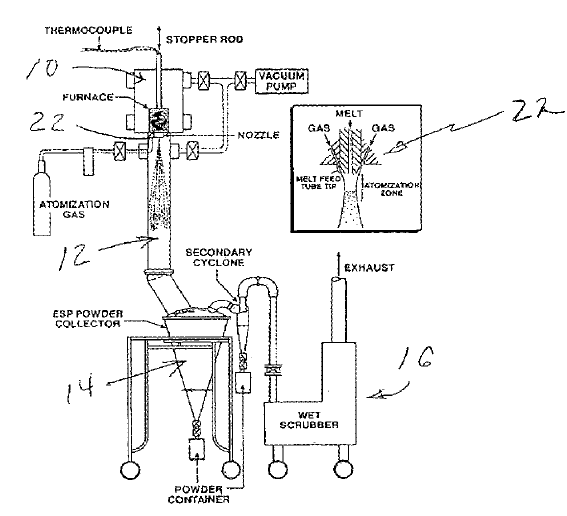
US10766831 — STABILITY OF GAS ATOMIZED REACTIVE POWDERS THROUGH MULTIPLE STEP IN-SITU PASSIVATION — Iowa State University Research Foundation, Inc. (USA) — A method for gas atomization of oxygen-reactive reactive metals and alloys wherein the atomized particles are exposed as they solidify and cool in a short time to multiple gaseous reactive agents, e.g., oxygen and fluorine, for the in-situ formation of a protective reaction film on the atomized particles. The present invention is especially useful for making highly pyrophoric reactive metal or alloy atomized powders, such as atomized magnesium and magnesium alloy powders. The gaseous reactive species (agents) are introduced into the atomization spray chamber at locations downstream of a gas atomizing nozzle as determined by the desired powder or particle temperature for the reactions and the desired thickness of the reaction film.
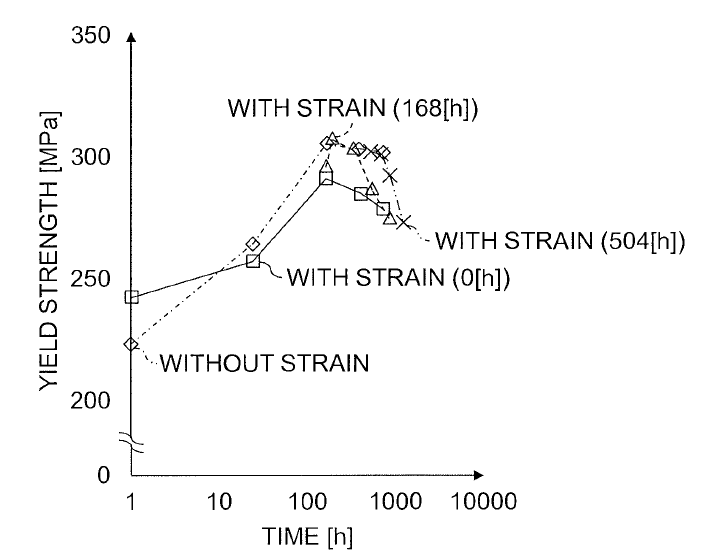
US10752981 — MAGNESIUM-LITHIUM ALLOY, METHOD OF MANUFACTURING MAGNESIUM-LITHIUM ALLOY, AIRCRAFT PART, AND METHOD OF MANUFACTURING AIRCRAFT PART — Subaru Corporation (Japan) — According to one implementation, a magnesium-lithium alloy in which at least lithium is added to magnesium is manufactured by giving a strain to a magnesium-lithium alloy workpiece, after a solution treatment, and progressing an aging of the magnesium-lithium alloy workpiece without a heat treatment. The strain is given by a cold working. The aging is progressed after giving the strain. Further, according to one implementation, an aircraft part includes the above-mentioned magnesium-lithium alloy as a material. Further, according to one implementation, a method of manufacturing an aircraft part includes processing the above-mentioned magnesium-lithium alloy.
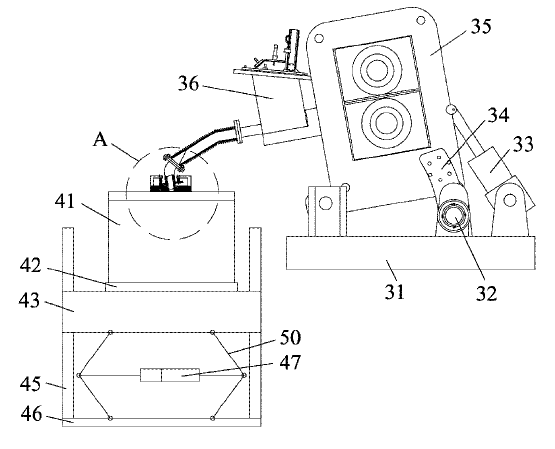
US10744558 — MAGNESIUM ALLOY CAST-ROLLING UNIT — Taiyuan University of Science and Technology (China) — A magnesium alloy cast-rolling unit, including: a main body; a fluid supplier; an electric pushrod; a linkage mechanism; a horizontal platform; a screw; dovetail guide rails; and a bottom plate. The main body includes a base, a spring cylinder, a hydraulic adjustment cylinder, a connection portion, and a cast-rolling unit body. The connection portion includes an arc-shaped rail. The spring cylinder includes an actuation element. The actuation element includes a piston rod and a pressure strip. The piston rod includes an external thread at one end; and the pressure strip includes an internal thread corresponding to the external thread. The fluid supplier includes a head box, a corrugated pipe, a compression spring assembly including a gland cover, a connection pipe including a convex pipe joint and a concave pipe joint, a flat plate including a groove, a smelting furnace, and a horizontal operation platform.
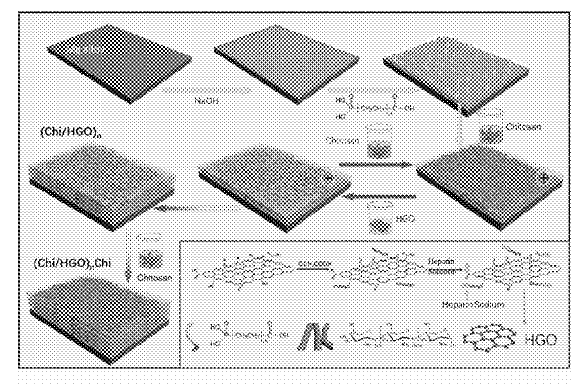
US10729821 — METHOD FOR PREPARING CHITOSAN/HEPARINIZED GRAPHENE OXIDE COMPOSITE MULTILAYER FILM ON SURFACE OF MEDICAL MAGNESIUM ALLOY — Huaiyin Institute of Technology (China) — A method for preparing a chitosan/heparinized graphene oxide composite multilayer film on the surface of a medical magnesium alloy comprises the following steps: firstly preparing negatively charged heparinized graphene oxide; then performing surface chemical treatment and self-assembly of 16-phosphonohexadecanoic acid molecules on the medical magnesium alloy; further covalently immobilizing chitosan on the surface of the magnesium alloy, thereby constructing a positively charged material surface; finally, alternately immersing the surface-modified magnesium alloy material in heparinized graphene oxide and a chitosan solution, and then fully adsorbing, and obtaining the chitosan/heparinized graphene oxide composite multilayer film after drying. The surface modification of the medical magnesium alloy by adopting the method of the present invention can significantly improve the corrosion resistance and biocompatibility of the magnesium alloy to lay a foundation for the application of the magnesium alloy in the field of implantable medical devices such as vascular stents.
US10711330 — CORROSION-RESISTANT MAGNESIUM-ALUMINUM ALLOYS INCLUDING GERMANIUM — GM Global Technology Operations LLC (USA) — Magnesium-aluminum corrosion-resistant alloys are provided and include magnesium, aluminum, germanium, small amounts of cathodic reaction active site impurities such as iron, copper, nickel, and cobalt, manganese, and optionally tin. The alloy can include up to about 0.75% germanium, at least about 2.5% aluminum, up to about 2.25% tin, at most 0.0055% iron impurities, and at most 0.125% silicon impurities. The ratio of germanium to iron can be less than 150. The ratio of manganese to iron can be at least 75. The alloy can comprise one or more intermetallic complexes, including magnesium-germanium, magnesium-aluminum, and aluminum-manganese intermetallic complexes.
US10709816 — IMPLANT — Medizinische Hochschule Hannover (MHH) and Fraunhofer-Gesekkschaft zur Foerderung der angewandten Forschung e.V. (Germany) — The invention relates to implants that are implanted into living beings as temporary implants and that disintegrate in the body through biological adsorption over a period of time, in addition to a process for producing aforesaid implants. The implant according to the invention consists of magnesium or a magnesium master alloy. It is formed from fibers of magnesium or a magnesium master alloy that are connected to one another through sintering bridges that are locally spaced vis-a-vis each other and form an open-pored body. The fibers may be produced with the help of the melt extraction process and may subsequently be sintered with one another.
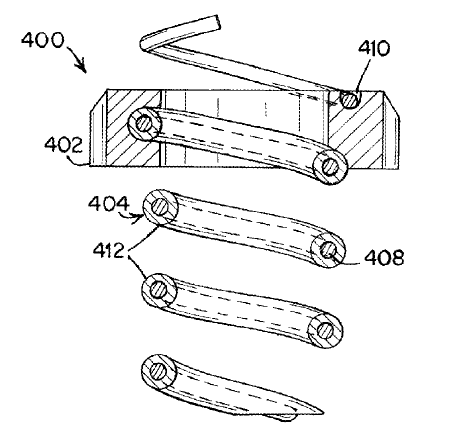
US10675030 — ABSORBABLE SURGICAL COIL FASTENER — C.R. Bard, Inc. (USA) — A surgical fastener deployment system may include a plurality of coil fasteners having a head and coil body. In some embodiments, the head is comprised of a bioabsorbable polymer. In one embodiment, the coil body may be comprised of a shell and a core and the shell and the core may be comprised of one of a magnesium alloy or a bioabsorbable polymer, and the other of the shell and core is formed of the other of the magnesium alloy and the bioabsorbable polymer. The coil body may also include an internal channel which may have a support coil disposed within.
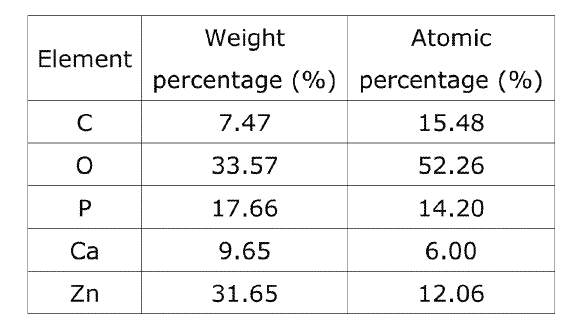
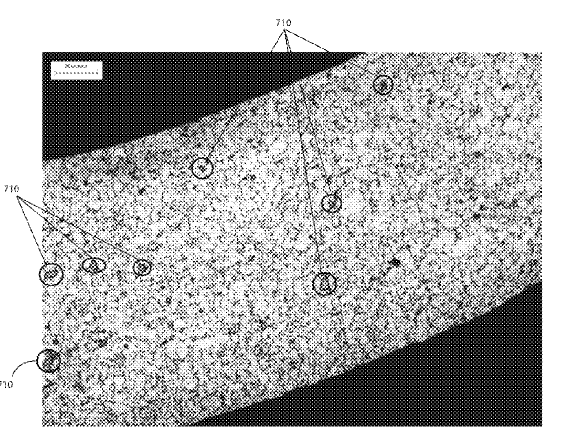
US10619264 — METHOD OF PREPARING COATING OF BIOMEDICAL MAGNESIUM ALLOYS AND MAGNESIUM OR MAGNESIUM ALLOY COMPRISING THE COATING — Zhengzhou University (China) — A method including: employing pure magnesium or a magnesium alloy as a substrate material, and sanding and cleaning the substrate material; preparing an electrolyte including 0.8-8 mmol/L of Zn2+, 30-50 mmol/L of Ca+, 15-35 mmol/L of H2PO4–, 0-0.5 mol/L of NaNO3, and 0-0.05 mmol/L of a magnesium ion complexing agent; employing the substrate material as a cathode, a graphite flake as an anode, heating the electrolyte to a temperature of between 60 and 90°C., and synchronously immersing the cathode and the anode into the electrolyte; and implementing an electrochemical deposition method in the electrolyte for between 20 and 60 min.
US10604827 — BIODEGRADABLE METAL ALLOYS — University of Pittsburgh–Of the Commonwealth System of Higher Education (USA) — The invention relates to biodegradable, metal alloy-containing compositions, methods for their preparation and applications for their use. The compositions include magnesium and other components, such as yttrium, calcium, silver, cerium, and zirconium; or zinc, silver, cerium, and zirconium; or aluminum, zinc, calcium, manganese, silver, yttrium; or strontium, calcium, zinc. The compositions are prepared by vacuum induction/crucible melting together the components and casting the melted mixture in a preheated mild steel/copper mold. In certain embodiments, the compositions of the invention are particularly useful for forming medical devices for implantation into a body of a patient.
US10589005 — BIOERODIBLE MAGNESIUM ALLOY MICROSTRUCTURES FOR ENDOPROSTHESES — Boston Scientific Scimed, Inc. (USA) — A bioerodible endoprosthesis includes a bioerodible body including an alloy comprising at least 85 weight percent magnesium and at least one high-melting-temperature element having a melting temperature of greater than 700°C. The alloy has a microstructure including equiaxed magnesium-rich phase grains and optionally high-melting-temperature intermetallic phases. The equiaxed magnesium-rich phase grains have an average grain diameter of less than or equal to 10 microns. High-melting-temperature intermetallic phases, if present, can have an average longest dimension of 3 microns or less.
US10550453 — HEAT-RESISTANT MAGNESIUM ALLOY — Kurimoto, Ltd. (Japan) — An improved Al–Mn-based magnesium alloy is provided which shows excellent heat resistance, creep resistance, and mechanical strength in a balanced manner. The magnesium alloy contains 4.0% by mass or more and 8.50% by mass or less of Al; 0.1% by mass or more and 0.6% by mass or less of Mn; 1.5% by mass or more and 6.0% by mass or less of Ca; and 0.1% by mass or more and 0.5% by mass or less of Sn; the balance being Mg and unavoidable impurities.
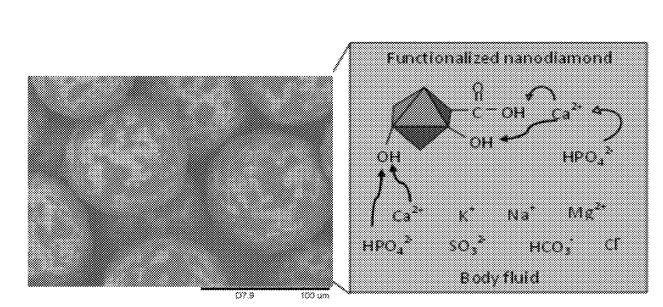
US10532134 — THIXOTROPIC PROCESSING OF MAGNESIUM COMPOSITES WITH A NANOPARTICLES-HALOED GRAIN STRUCTURE FOR BIOMEDICAL IMPLANT APPLICATIONS — Drexel University (USA) — In described embodiments, the present invention includes a magnesium-based composite material formed from a plurality of alpha-phase magnesium grains; and a beta-alloy phase comprising magnesium and nano-diamond and/or and phosphate containing nanoparticles, the beta-alloy phase surrounding each of the plurality of magnesium grains. A method of manufacturing a composite material is also disclosed.
US10519530 — MAGNESIUM ALLOY AND METHOD OF PREPARING THE SAME — BYD Company Limited (China) — The present disclosure provides a magnesium alloy and a preparation method and an application thereof, e.g., electronic products of complex shape die cast to precision dimensions requiring a magnesium alloy that has high mechanical performance, corrosion resistance, and high thermal conductivity. Based on the total weight of the magnesium alloy, the magnesium alloy includes 0.8-1.4 wt % of rare earth element, 0.01-0.2 wt % of R, 0.8-1.5 wt % of Mn, 0-0.01 wt % of Fe, 0-0.01 wt % of Cu, 0-0.01 wt % of Ni, 0-0.01 wt % of Co, 0-0.01 wt % of Sn, 0-0.01 wt % of Ca, and 96.84-98.39 wt % of Mg, wherein R is at least one selected from Al and Zn.
US10518001 — BIOERODIBLE MAGNESIUM ALLOY MICROSTRUCTURES FOR ENDOPROSTHESES — Boston Scientific Scimed, Inc. (USA) — A bioerodible endoprosthesis includes a bioerodible magnesium alloy including between 50 weight percent and 92 weight percent magnesium, at least 5.5 weight percent in sum of one or more elements selected from the group consisting of Ho, Er, Lu, Tb and Tm, and at least 2.0 weight percent in sum of one or more elements selected from the group consisting of Y, Nd and Gd. The bioerodible magnesium alloy has a microstructure including equiaxed Mg-rich solid solution-phase grains having an average grain diameter of less than or equal to 15 microns and second-phase precipitates and/or ceramic nanoparticles in grain boundaries between the equiaxed Mg-rich solid solution-phase grains. The secondary-phase precipitates or ceramic nanoparticles have an average longest dimension of 2.0 micron or less. The microstructure can be produced by one or more equal-channel high-strain processes.
China
CN111621658 — PREPARATION METHOD FOR RARE-EARTH CONTAINED AZ SERIES MAGNESIUM ALLOY MELT — No. 59 Institute China Ordnance Industry (China) — The invention provides a preparation method of a rare-earth-contained AZ series magnesium alloy melt. The preparation method comprises the steps that firstly, pure magnesium, pure aluminum, and pure zinc are melted and then placed in an inert atmosphere at 700-750°C for refining. After refining is completed, the crucible is closed and stands for 40-60 min; secondly, after the standing process ends, an intermediate layer of the magnesium alloy melt is conveyed to a heat preservation resistor furnace, and the temperature of the heat preservation resistor furnace is controlled to 700-750°C; after the second step is ended, filtered rare earth alloy liquid is added to the heat preservation resistor furnace, vacuumizing is conducted in the heat preservation resistor furnace, when the vacuum degree reaches -0.06MPa, vacuumizing is stopped, and then inert gas is fed into the heat preservation resistor furnace; and fourthly, the melt in the heat preservation resistor furnace is stirred in the inert atmosphere, and after the stirring process is ended, the melt is conveyed to a casting system. Based on the existing production process, this preparation method of the rare-earth-contained AZ series magnesium alloy melt improves the yield of rare earth elements and offers a simple process/solution.
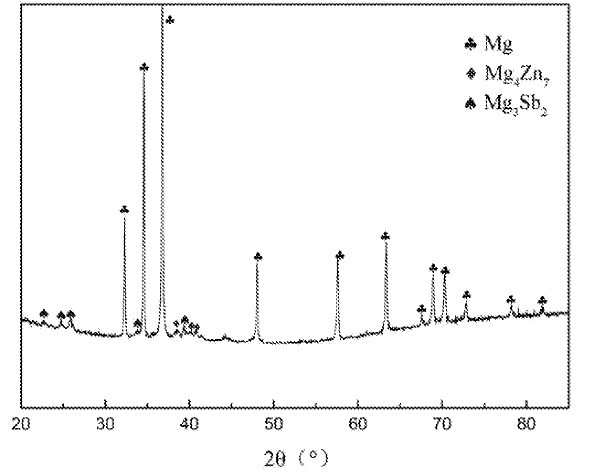
CN111455246 — HIGH THERMAL CONDUCTIVITY MAGNESIUM ALLOY AND PREPARATION THEROF — South China University of Technology (China) — The invention belongs to the technical field of magnesium alloys and discloses a high thermal conductivity magnesium alloy and a preparation method thereof. The high thermal conductivity magnesium alloy contains the following components by weight percentages of Zn 4% to 6%, Sb 0.5% to 1.2%, Al 0.1% to 0.3%, Mn 0.1% to 0.3%, Ce 0.2% to 0.5%, and the balance is Mg. The invention also discloses a preparation method of the high thermal conductivity magnesium alloy. The invention gives full play to the synergistic effect of Sb element alloying and Al/Mn/Ce element microalloying, so that the magnesium alloy has excellent thermal conductivity, high mechanical properties, good corrosion resistance, and shows an excellent comprehensive performance. The preparation process of the high thermal conductivity magnesium alloy disclosed by the invention is a simple and convenient technology, with low raw material cost, easy control of alloying, low industrial production cost, and wide applicability.
CN111455207 — METHOD FOR PREPARING MAGNESIUM-SCANDIUM ALLOY THROUGH A PRECURSOR PROCESS AND MAGNESIUM-SCANDIUM ALLOY PREPARED BY THE METHOD — China ENFI Engineering Corp. (China) — The invention provides a method for preparing a magnesium-scandium alloy through a precursor process and the magnesium-scandium alloy prepared by the method. The method comprises the following steps: S1, mixing magnesium powder with a powdered scandium-containing fused salt to obtain a powder mixture; S2, performing hot-pressing on the powder mixture to form a blocky precursor; and S3, adding the blocky precursor into a magnesium melt to perform a thermal reduction reaction, thereby obtaining the magnesium-scandium alloy. The magnesium powder and the scandium-containing fused salt in the blocky precursor are mutually dispersed and are in contact; after the precursor is added into the magnesium melt, the scandium-containing fused salt also can have a thermal reduction reaction with magnesium carried in the precursor in an initial heat-up melting process even if the scandium-containing fused salt is not molten and dispersed, and the metal scandium prepared by reduction can be quickly diffused into the magnesium melt. The method effectively avoids burning loss of the scandium in the thermal reduction process, increases a scandium raw material utilization rate, and significantly reduces production cost.
CN111438213 — LARGE DEFORMATION COMPOSITE EXTRUSION PREPARATION METHOD FOR MAGNESIUM PROFILE FOR A VERTICAL HYDRAULIC MACHINE — North China University (China) — The invention discloses a large deformation composite extrusion preparation method for a magnesium alloy profile for a vertical hydraulic machine. The method comprises: (1) billet blanking, (2) homogenization, (3) a blank and a die are heated, (4) a lubricant is smeared on the blank which is placed into a forward extrusion cavity, (5) the blank is forwards extruded into a cavity through a calibrating straight portion, (6) the blank continuously bears pressure to flow until making contact with the bottom of the cavity and flows radially until the space in the storage cavity is gradually and fully filled with the blank which is subjected to upsetting deformation; (7) under the downward pressing effect of the male die the metal blank starts to flow towards a radial extrusion opening communicating with the two sides of the cavity to be subjected to lateral extrusion deformation so that when the stroke of the male die is completed the lateral extrusion process is also completed, and (8) die release is conducted. Accordingly, one-time high plastic deformation forward extrusion forming, upsetting, and lateral extrusion is achieved, thus increasing the amount of strain so that the structure is improved, production processes are effectively reduced, and the large deformation composite extrusion preparation method adapts to market economic prospects in China.
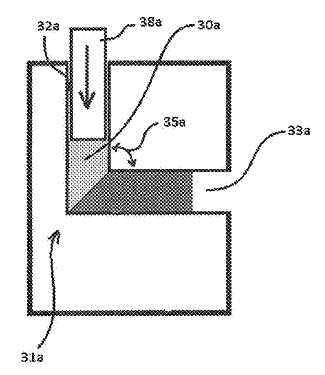
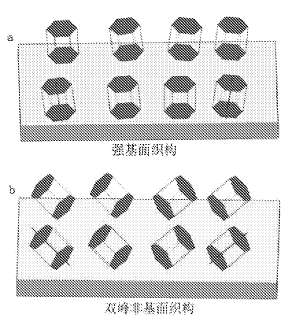
CN110860559 — DEVICE FOR CHANGING THE TEXTURE OF A MAGNESIUM ALLOY PANEL — Chongqing University of Technology and No. 59 Institute China Ordnance Industry (China) — The invention discloses a device for changing the texture of a magnesium alloy panel. The device comprises an asynchronous roller, a guide and a bending mold. The asynchronous roller comprises an upper roller and a lower roller which form an asynchronous hot rolling channel. The guide mold comprises an upper guide mold and a lower guide mold, the lower end surface of the upper guide mold and the upper end surface of the lower guide mold form a curved guide channel, and the inlet of the guide channel and the outlet of the asynchronous hot rolling channel are in smooth transition; the bending mold comprises an upper bending mold and a lower bending mold, the lower end surface of the upper bending mold and the upper end surface of the lower bending mold form a bending channel, and the inlet of the bending channel and the outlet of the guide channel are in smooth transition; and the corner angle of the bending channel is 100-130 degrees and the corner radius is 6-10 mm, and the magnesium alloy panel passes through the guide channel and the bending channel successively by means of a friction force between the asynchronous roller and the magnesium alloy panel. The magnesium alloy panel can be converted from a typical basal texture into a non-basal texture, so that the production efficiency is improved, the cost is lowered, and the device is suitable for preparing and processing various magnesium alloy panels of different types.
CN110819921 — METHOD FOR CHANGING TEXTURE OF MAGNESIUM ALLOY PLATE — Chongqing University of Technology and No. 59 Institute China Ordnance Industry (China) — The invention discloses a method for changing a texture of a magnesium alloy plate. The method comprises the following steps that S1, high-temperature asynchronous rolling is carried out, multi-pass asynchronous rolling are carried out on the magnesium alloy plate at 500-550°C, wherein the single pass reduction is 20-50%, the magnesium alloy plate is rolled to 2 millimeters and below, and the total strain amount of asynchronous rolling is not lower than 60%; S2, single-pass bending deformation is carried out, the magnesium alloy plate obtained by the step S1 is reheated to 500-550oC, heat preservation is carried out for 1-3 minutes, asynchronous final rolling is carried out, and the reduction is 3-10%, the friction force between a roller and the magnesium alloy plate is utilized to enable the magnesium alloy plate to pass through a bending channel in a bending die to generate single-pass bending deformation, the corner angle of the bending channel is 100-130 degrees, and the corner radius is 6-10 millimeters; and S3, annealing is carried out, the annealing temperature is 250-400°C, and the annealing time is 30-90 minutes. According to the method, the magnesium alloy plate can be converted into a non-basal texture from a typical basal plane texture, the production efficiency is improved, and the method is suitable for preparing various types of magnesium alloy plates.
CN110819920 — LOW-COST HIGH-STRENGTH-TOUGHNESS MAGNESIUM ALLOY AGING STRENGTHENING AND TOUGHENING METHOD — No. 59 Institute China Ordnance Industry (China) — The invention provides a low-cost high-strength-toughness magnesium alloy aging strengthening and toughening method. The low-cost high-strength-toughness magnesium alloy aging strengthening and toughening method comprises the steps of conducting primary aging treatment, die pressing treatment, secondary aging treatment and cooling treatment on a magnesium alloy component in sequence, wherein the magnesium alloy component comprises, by mass, 5.5-6.5% of Zn, 0.7-1.4% of Y, 0.2-1.0% of Nd, 0.2-1.0% of La, 0.5-0.8% of Zr or Mn, and the balance Mg and inevitable impurities, and the sum total of the mass percentage of rare earth elements Y, Nd and La among components is not more than 2.5% of the total mass fraction; and controlling the mold temperature to be indoor temperature in the die pressing treatment process. Through the low-cost high-strength-toughness magnesium alloy aging strengthening and toughening method, while the high strength of the magnesium alloy component is ensured, the magnesium alloy component can have the enough toughness, and the problem that although the strength is improved and the toughness is substantially reduced through the traditional heat treatment process is solved. The low-cost high-strength-toughness magnesium alloy aging, strengthening, and toughening method is simple in operation, easy to implement and suitable for large-scale industrialized production.
CN110747416 — PLASTIFICATION PROCESS OF MAGNESIUM ALLOY MEMBER — No. 59 Institute China Ordnance Industry (China) — The invention provides a plastification process of a magnesium alloy member. The process comprises the steps that in the heat treatment process, twin crystal defects are introduced into the organization of the magnesium alloy member, and the magnesium alloy member is subjected to aging treatment. The twin crystal defects are introduced into the magnesium alloy member through cold pressing, the temperature in the cold pressing process is controlled to be 10-30°C, and the total deformation amount after cold pressing is controlled to be 3-9%. According to the plastification process, by introducing the twin crystal defects in the organization of the magnesium alloy member and conducting aging treatment on the magnesium alloy member, the strength and plasticity of the magnesium alloy memberare synchronously improved, and the problem that the strength of the traditional heat treatment process is improved but the plasticity is lowered is solved. The tensile strength of the treated magnesium alloy member can reach 411-512 MPa, the elongation percentage after fracture can reach 14-17%, the surface roughness can reach the level IT8-IT10, and more possibilities are provided for extended application of the magnesium alloy member. Besides, the process is easy to operate and implement, and suitable for industrial large-scale production.
CN110743996 — FORMING METHOD OF HIGH-STRENGTH CORROSION-RESISTANT MAGNESIUM ALLOY — No. 59 Institute China Ordnance Industry (China) — The invention discloses a forming method of a high-strength corrosion-resistant magnesium alloy. The forming method comprises the following steps that (1) blanking is conducted on an extrusion rod according to the principle of equal volume; (2) a blank is pre-formed in a mold after being heated to 400+/-10°C; (3) the pre-formed part is finally formed in the mold after being heated to 400+/-10°C; and (4) the final-formed part is subjected to cold-forming. According to the forming method, the problem of low isothermal forming performance of the magnesium alloy is solved, the formed partis excellent in surface quality, high in strength, good in toughness and high in corrosion resistance, and the comprehensive performance is greatly improved; the mold is not heated, the energy is saved, the forming speed is high, the production efficiency is improved, and the production cost is greatly lowered.
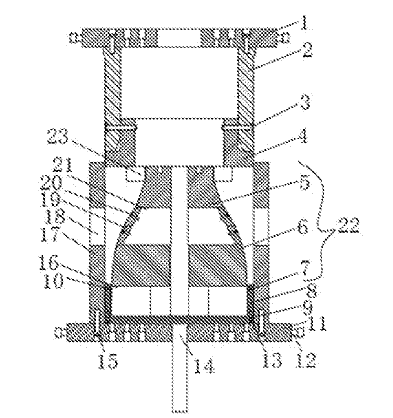
CN110743929 — EXTRUSION FORMING METHOD OF A MAGNESIUM ALLOY RING — North China University (China) — The invention provides an extrusion forming method of a magnesium alloy ring. The extrusion forming method comprises the following steps of blanking to prepare a magnesium alloy blank; sleeving the magnesium alloy blank on the outer wall surface of an inner concave die and positioning the magnesium alloy blank in a cavity; enabling an upper die assembly to press down the magnesium alloy blank on the outer wall surface of the inner concave die through a press so that the magnesium alloy blank slides downwards along the outer wall surface of the inner concave die; extruding and forming the magnesium alloy blank by a curved generatrix of the outer wall surface of the inner concave die; and ejecting the formed workpiece through an ejecting mechanism at the bottom of the cavity to finish demoulding. According to the forming method, near isothermal forming can be realized, material cracking is avoided, the forming yield of the large-size magnesium alloy ring piece is greatly improved, the manufacturing process of the large-size magnesium alloy ring piece is shortened, the production cost is reduced, the die is simple, the operation is convenient, the extrusion forming process can be greatly shortened, and the formability of the magnesium alloy is effectively improved.
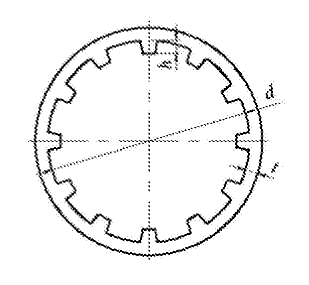
CN109985954 — HIGH POWER HOT SPINNING FORMING METHOD FOR PREPARING MAGNESIUM ALLOY TUBULAR PART WITH INNER RIBS — South China Technological University (China) — The invention discloses a hot strong spinning forming method for preparing a magnesium alloy tubular part with inner ribs. The hot strong spinning forming method comprises the steps of tube blank size selection, single-pass large-thinning-ratio stepped spinning forming, surface finishing and end part trimming. The hot strong spinning forming method can effectively obtain a high-forming-quality tubular part with the inner ribs which meets the size requirement by single-pass large-thinning-ratio one-time spinning forming and surface finishing and avoid the negative factors in the multi-pass spinning forming process of the tubular part with the inner ribs, the process is simple, the cost is low, and the production efficiency is high.
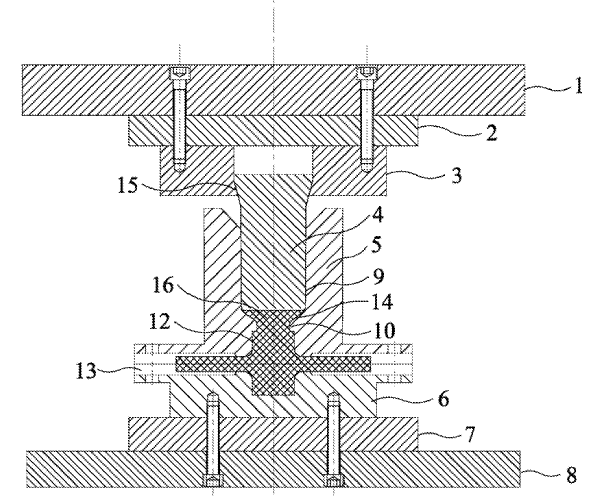
CN109909411 — DIFFERENTIAL VELOCITY CYCLIC EXTRUSION FORMING METHOD FOR HIGH-PERFORMANCE RARE EARTH MAGNESIUM ALLOY BILLET — North China University (China) — The invention discloses a differential velocity cyclic extrusion forming method for a high performance rare earth magnesium alloy billet, and relates to a billet making die for differential velocity cyclic extrusion of a high performance rare earth magnesium alloy. The billet making die comprises an upper die assembly, a “T”-shaped punch, a split concave die and a lower die assembly. The split concave die comprises an upper concave die and a lower concave die. The upper concave die is provided with an upper rectangular die cavity and an upper half polygons expansion die cavity. The lower concave die is provided with a lower cuboid die cavity and a lower half polygons expansion die cavity, the upper concave die and the lower concave die combine to form a polygons expansion die cavity, and differential velocity angles are arranged on both sides of the lower half polygons expansion die cavity, and the height of the differential velocity angle on both sides is different. A billet is extruded through multiple passes after upsetting, a metal flow state is changed by changing the structure of a concave die cavity, the shear deformation is introduced to achieve the strain growth, the strain effect is improved, the production efficiency is improved, the grain structure is refined, the second phase structure is optimized, and finally the magnesium alloy billet with exceptional mechanical properties is obtained.
CN109881060 — SI-CONTAINING CORROSION-RESISTING MAGNESIUM ALLOY AND PREPARATION METHOD THEREOF — South China Technological University (China) — The invention belongs to the technical field of magnesium alloys and discloses a Si-containing corrosion-resisting magnesium alloy and a preparation method thereof. The Si-containing corrosion-resisting magnesium alloy comprises, by weight percent, 6%-10% of Sn, 0.7%-1% of Si, 0.3%-1% of RE and the balance Mg. RE comprises Nd and/or Y. The preparation method of the corrosion-resisting magnesium alloy is further disclosed. In the corrosion-resisting magnesium alloy, an Nd and Y element metamorphic eutectic Mg2Si phase is adopted, the shape of the eutectic Mg2Si phase is improved, thick Mg2Si in Chinese character shapes is changed into a dot shape or a rod shape, structure distribution is uniform, and the corrosion resistance of the Si-containing magnesium alloy is obviously improved. The cost of the adopted intermediate alloy is low, the processing technology is simple, and industrial batched production can be achieved easily.
CN109570826 — PREPARATION METHOD OF MAGNESIUM ALLOY WELDING WIRE — China Weapon Science Academy Ningbo Branch (China) — The invention discloses a preparation method of a magnesium alloy welding wire. The preparation method of the magnesium alloy welding wire comprises the steps of ingot extruding, wire billet clearing, preheating, continuous extruding, pulling, skiving and surface treatment, specifically, in the continuous extruding, materials are continuously fed into an extruding machine, and the continuous extruding temperature is maintained at 380-450°C by controlling the extruding speed and adjusting a temperature-control system. According to the preparation method of the magnesium alloy welding wire, the technology is simple, operation is easy, processing is efficient, the economic cost is low, continuous extruding is adopted, the processing performance of a magnesium alloy is greatly improved, the difficult problem of joint connection of the magnesium alloy welding wire is effectively solved, a high-quality magnesium alloy joint-free welding wire can be produced, the requirements of melting welding such as automatic MIG welding, TIG welding, and laser composite welding for welding wire quality can be met, and meanwhile the preparation method is suitable for industrialized production of the high-quality magnesium alloy welding wire.
CN108787781 — METHOD FOR MANUFACTURING HIGH QUALITY MAGNESIUM ALLOY PLATES AND COILS — China Baowu Steel Group Co. Ltd and Baoshan Iron & Steel (China) — The invention discloses a method for manufacturing high quality magnesium alloy plates and coils. The method includes the following steps: (1) a step of vertical roller micro side pressure applying: namely a step of applying side pressure to the sides of a magnesium alloy incoming material in the width direction at a temperature ranging from room temperature to 500°C by a vertical roller so as to make the side of each of the two sides in the width direction generate transverse extrusion deformation of 0.5-8.0 mm; (2) a step of annealing, wherein the annealing temperature is 200-500°C and the insulation time is 0.1-60 min; (3) a step of continuous rolling by using a multi-stand continuous rolling mill; (4) and a step of cutting, namely a step of cutting to prepare the magnesium alloy plates or cutting to obtain the magnesium alloy plates and coiling the magnesium alloy plates into the magnesium alloy coils. The high-quality magnesium alloy plates and coils prepared by the method of the invention are uniform in thickness and flat in shape, are not prone to produce warpage and wave patterns, and meet the needs of production and application. Furthermore, the method is simple in processing and high in rolling efficiency, and the obtained high quality magnesium alloy plates and coils are high in plate material utilization rate.
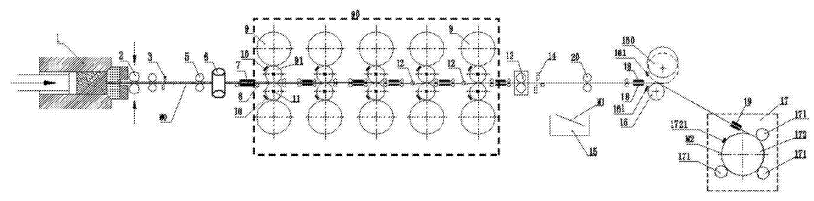
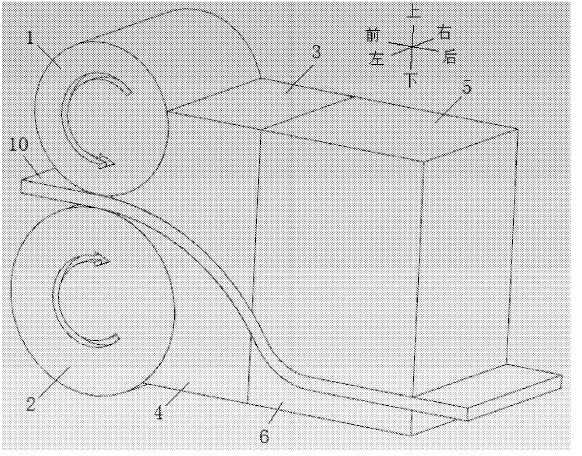
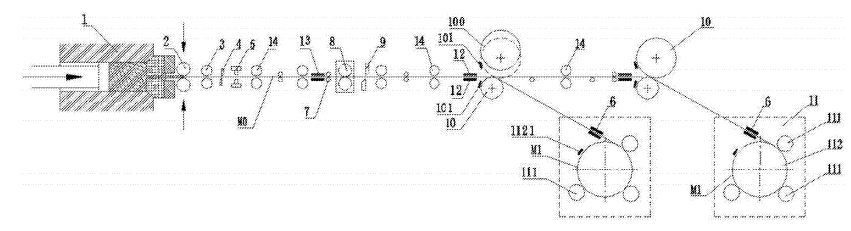
CN108787780 — PRODUCTION LINE FOR PRODUCING MAGNESIUM ALLOY PLATE AND STRIP COILS BY CONTINUOUS EXTRUSION AND COILING — China Baowu Steel Group Co. Ltd and Baoshan Iron & Steel (China) — The invention discloses a production line for producing magnesium alloy plate and strip coils by continuous extrusion and coiling. The production line includes an extruder, a centering pinch roll arranged at the outlet of the extruder, a roll surface heating device of the centering pinch roll heating the roll surface of the centering pinch roll, a tension pinch roll arranged downstream of the centering pinch roll, a roll surface heating device of the tension pinch roll heating the roll surface of the tension pinch roll, a heat transfer roll arranged in order along the conveying direction of the production line, a temperature-controlled coiler including a coiling drum, a coiling drum surface heating device heating the surface of the coiling drum, an auxiliary coiling roll and a roll surface heating device of the auxiliary coiling roll, a first plate and strip heating device arranged upstream of the temperature-controlled coiler relative to the temperature-controlled coiler and heating magnesium alloy plates and strips which are about to enter the temperature-controlled coiler, and a control unit used for controlling heating temperature of the magnesium plates and contact rolls in the whole production line so as to ensure that the magnesium plates undergo predetermined bending deformation in an optimum plastic deformation temperature range.
CN108787762 — SELF-ADAPTIVE TEMPERATURE-CONTROL CONTINUOUS ROLLING METHOD AND SYSTEM FOR MAGNESIUM ALLOY — China Baowu Steel Group Co. Ltd and Baoshan Iron & Steel (China) — The invention discloses a self-adaptive temperature-control continuous rolling method for a magnesium alloy. The self-adaptive temperature-control continuous rolling method comprises the following steps of: (1) measuring an initial temperature and an initial thickness of a magnesium alloy plate strip, and obtaining and outputting a preset scheme according to the measured initial thickness and the measured initial temperature, wherein the scheme at least comprises a preheating scheme and a rolling scheme of each rolling pass, and the rolling scheme at least comprises rolling passes and pre-pressing amount of each rolling pass; (2) rolling; and (3) completing rolling. The self-adaptive temperature-control continuous rolling method for the magnesium alloy disclosed by the invention measures the initial temperature and the initial thickness of the magnesium alloy plate strip; and a plate strip thickness measuring system is combined with a temperature measuring system, so that preset and real-time self-adaptive regulation is performed on the magnesium alloy plate strip rolling process by setting the preset scheme, and therefore, online temperature-control controlled rolling of the magnesium alloy plate strip is achieved. The method is beneficial for improving smooth performing of the rolling process and stabilizing product quality and has the advantages of being less in manual intervention and realizing automatic production easily.
CN108559898 — LOW-COST HIGH-STRENGTH-TENACITY WROUGHT MAGNESIUM ALLOY AND PREPARATION METHOD THEREOF — No. 59 Institute China Ordnance Industry (China) — The invention provides low-cost high-strength-tenacity wrought magnesium alloy. The low-cost high-strength-tenacity rought magnesium alloy contains Zn, Y, Nd, La, Mn, Mg and unavoidable impurities, wherein the sum of mass percentages of Y, Nd and La is not more than 2.5% of the total mass fraction. According to the low-cost high-strength wrought magnesium alloy, three specific rare earth elements, namely Y, Nd and La are adopted, the sum of mass percentages of the rare earth elements is not more than 2.5% of the total mass fraction of the magnesium alloy, and Zn, Mn and Mg are combined so as to realize multi-element alloying, so that the mutual influences among the elements are reduced, the solid solubility of the elements in a matrix is reduced, the yield of the rare earth elements is increased, the utilization efficiency of the rare earth elements is improved, the strengthening effect of the alloy is obviously improved under a relatively low rare earth addition rate, the alloy has high strength and tenacity, the room temperature extension strength is more than or equal to 420MPa, the percentage elongation after fracture is more than or equal to 7%. A preparation method of the low-cost high-strength-tenacity wrought magnesium alloy is simple and suitable for industrial production.
CN108396319 — PREPARATION METHOD FOR CORROSION RESISTANCE OF SURFACE OF MAGNESIUM ALLOY PART — 10th Research Institute of China Electronics Technical Group Corp. (China) — The invention provides a preparation method for the corrosion resistance of the surface of a magnesium alloy part, and the purpose of the preparation method is to provide an application design method of an anticorrosive, solderable magnesium alloy. The preparation method for the corrosion resistance of the surface of the magnesium alloy part is realized by the following technical scheme, which comprises the steps that a machined magnesium alloy part is used as a supporting part, and the surface of the magnesium alloy part is to be an aluminum plating alloy inner layer and coating or coating outer layer; then, a layer of aluminum alloy is printed on all surfaces of an magnesium alloy by the mode of additional material to completely wrap the inner and outer surfaces of the magnesium alloy part; and then, the mode of reducing material is adopted, machining of the shape, a cavity and the inner surface of holes of the magnesium alloy part can be realized through machining by milling and drilling, the additional printed aluminum alloy material is reduced to remove excess allowance, and machined to the shape structure required by size, and then the machined magnesium alloy part is subjected to electroplating, chemical oxidation, electrochemical oxidation, and painting or powder painting treatment.
CN106552823 — CONSTANT-TEMPERATURE COIL-ROLLING PRODUCTION METHOD OF WROUGHT MAGNESIUM AND MAGNESIUM ALLOY PLATE STRIP — China Magnesium Industries Co. Ltd. (China) — The invention discloses a constant-temperature coil-rolling production method of a wrought magnesium and magnesium alloy plate strip. The production method comprises the following steps: S1, preparing a blank material, namely heating a magnesium or magnesium alloy coil blank of which the thickness is 5 mm to 10 mm and the maximum coil weight is 2 ton in a resistance-type heating furnace with gas protection; S2, preheating a roller of a rolling mill; S3, sending the magnesium or magnesium alloy coil blank to a hot air circulating producer with gas protection; S4, rolling and coiling; S5, carrying out reciprocating multi-pass rolling on the magnesium or magnesium alloy coil blank by adopting a plate shape gauge, the rolling mill, a thickness gauge and a rear heat circulating air heat insulating device; and S6, finishing and recoiling a finished strip product, namely after the plate strip reaches a technically-required thickness by virtue of the multi-pass rolling process and the head of a finish-rolled strip coil is cut off, allowing the plate strip to enter a front heat circulating air heat insulating device after the plate strip passes through a clamping and conveying device, a disc shear, an edge smashing machine and a deburring device, and subsequently coiling the plate strip in a recoiling machine. The production method disclosed by the invention can improve the production efficiency of a magnesium or magnesium alloy plate strip, realize continuous constant-temperature Steckel mill rolling of the magnesium or magnesium alloy plate strip, lower the production cost and improve the product quality.
CN105821355 — HIGH-TOUGHNESS CASTING MAGNESIUM ALLOY THERMAL TREATMENT METHOD — No. 59 Institute China Ordnance Industry (China) — The invention provides a high-toughness casting magnesium alloy thermal treatment method. The method comprises the steps that mixed gas of argon and hydrogen is adopted as an atmosphere, the pressure is set to be 0.14-0.155 MPa, and the solution treatment temperature is set to be 500-510oC; heat preservation and exhaust are performed, nitrogen is introduced and then quenching is performed, wherein machine oil under the temperature of 102-108oC is adopted as a quenching medium. In order to meet the active requirements of various industries for high-strength thin-wall magnesium alloy castings, on the basis of magnesium-rare earth-zirconium-zinc(silver) high-strength casting magnesium alloy organization characteristics, the requirement for the rapid and efficient thermal treatment technology and the requirement for safety production, the invention creatively provides a method for performing efficient and stable thermal treatment with the high safety coefficient on magnesium-rare earth-zirconium-zinc(silver) high-strength casting magnesium alloy.
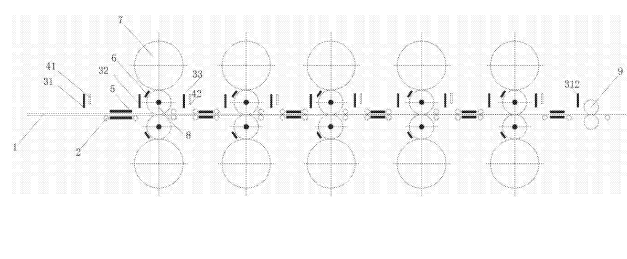
CN108787746 — PRODUCTION LINE FOR CONTINUOUS-EXTRUSION, CONTINUOUS-ROLLING AND TEMPERATURE-CONTROL PRODUCTION OF MAGNESIUM ALLOY PRODUCTS — China Baowu Steel Group Co. Ltd and Baoshan Iron & Steel (China) — The invention discloses a production line for continuous-extrusion, continuous-rolling and temperature-control production of magnesium alloy products. The production line comprises an extruder, an alignment pinch roll arranged at the outlet position of the extruder, an alignment pinch roll face heating device heating the roll face of the alignment pinch roll, a tension pinch roll arranged at the downstream position of the alignment pinch roll, a tension pinch roll face heating device heating the roll face of the tension pinch roll, a multi-rack temperature control continuous rolling mill, roller face heating devices, heat conveying rollers, plate strip heating devices and a control unit, wherein the multi-rack temperature control continuous rolling mill is provided with multiple racks, and the racks are correspondingly provided with rollers; the roller face heating devices correspond to the rollers so as to heat the rollers; the heat conveying rollers correspond to the racks and are arranged at the upstream positions of the racks; the plate strip heating devices correspond to the racks and are arranged at the upstream positions of the racks; and the control unit is connected with the alignment pinch roll face heating device, the tension pinch roll face heating device, the roller face heating devices, the heat conveying rollers and the plate strip heating devices so as to control the heating process of the alignment pinch roll face heating device, the tension pinch roll face heating device, the roller face heating devices, the heat conveying rollers and the plate strip heating devices.