US10418142 — Aluminum Alloy Wire, Aluminum Alloy Stranded Wire, Covered Electric Wire, and Wire Harness — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — The present disclosure provides an aluminum alloy wire or the like which can secure a high conductivity and a moderately low yield strength, and realize both a high elongation and a moderate tensile strength. An aluminum alloy wire of the present disclosure contains 0.10 to 1.00% by mass of Mg, 0.10 to 1.20% by mass of Si, 0.10 to 1.40% by mass of Fe, 0 to 0.10% by mass of Ti, 0 to 0.030% by mass of B, 0 to 1.00% by mass of Cu, 0 to 1.00% by mass of Mn, 0 to 1.00% by mass of Cr, 0 to 0.50% by mass of Zr, and 0 to 0.50% by mass of Ni, the balance being Al and 0.30% by mass or less of impurities. Coarse crystal grains are present in a vertical cross-sectional structure of the wire taken in a lengthwise direction of the wire. It is necessary to anneal the wire at a high temperature for a long time in a solution treatment in order to obtain the uniform coarse structure, but in that case, there is a risk of decrease in the crimping property of a terminal due to the increase in the thickness of a surface oxide film and occurrence of grain boundary cracks due to an increase in the concentration of grain boundaries. Therefore, in this case, a manufacturing method of generating coarse grains in a solution treatment for a short time needs to be examined. Then, as a result of the investigation of influences on the structure after the solution treatment by the conditions of an intermediate heat treatment performed between first wire drawing and second wire drawing and the second wire drawing, the present inventors found that the intermediate heat treatment at a high temperature for a long time and the second wire drawing at a high reduction ratio can facilitate the growth of the coarse grains. The greatest grain size of the coarse crystal grains as measured in the lengthwise direction of the wire is equal to or greater than a diameter of the wire. A proportion of an area of the coarse crystal grains to the total of the areas of all the crystal grains within a range of the vertical cross-sectional structure in which the vertical cross-sectional structure is measured, is 50% or more. Elongation of the wire is 10% or more.
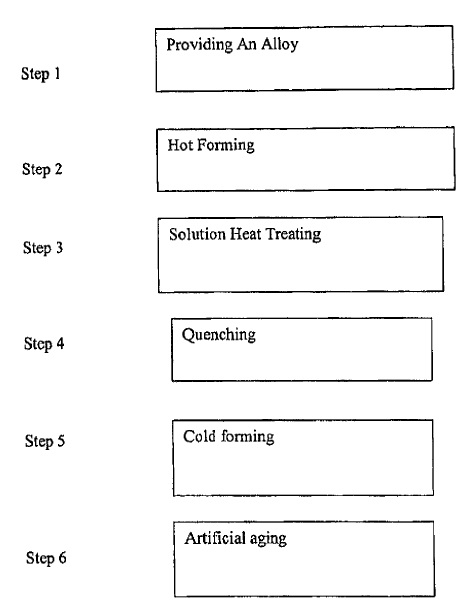
US10415129 — METHOD FOR MANUFACTURING PRODUCTS MADE OF ALUMINUM-COPPER-LITHIUM ALLOY WITH IMPROVED FATIGUE PROPERTIES, AND DISTRIBUTOR FOR THIS METHOD — Constellium Issoire (France) — The invention relates to a method for manufacturing an aluminum alloy product including the steps of: creating a bath of liquid metal in an aluminum-copper-lithium alloy, casting said alloy by vertical semi-continuous casting so as to obtain a plate with thickness T and width W such that, during solidification, the hydrogen content of said liquid metal bath is lower than 0.4 ml/100 g, the oxygen content above the liquid surface is less than 0.5% by volume. Homogenization of the plate is carried out at a temperature between 470 and 540oC for a period of between 2 and 30 hours. Said homogenized shape is then hot-worked and optionally cold-worked to obtain a wrought product. The wrought product so obtained then undergoes solution heat-treatment and quenching. The solution heat-treatment temperature is advantageously between 470 and 540oC and the time depends on the thickness of the product. Optionally said wrought product that has undergone solution heat treatment is stress-relieved by plastic deformation with a deformation of at least 1%. In the case of rolled products it is advantageous to stress-relieve by controlled stretching said wrought product that has undergone solution heat-treatment with a permanent elongation of at least 1% and preferably between 2 and 5%. Finally said solution heat-treated and optionally stress relieved product is subjected to aging. Aging is carried out in one or more stages at a temperature preferably between 130 and 160oC for a period of 5 to 60 hours. Preferably, a T8 temper, such as T851, T83, T84, or T85 is obtained after aging.
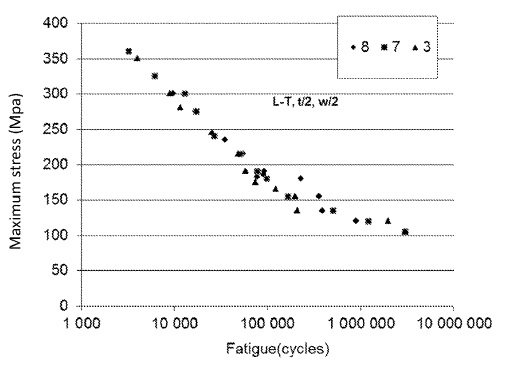
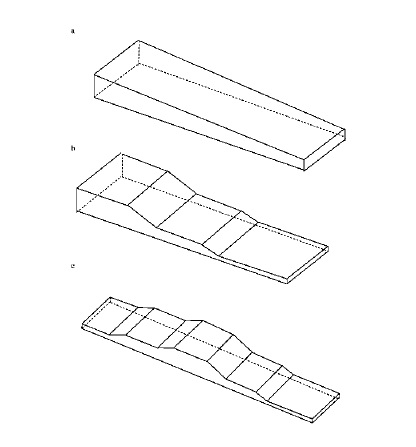
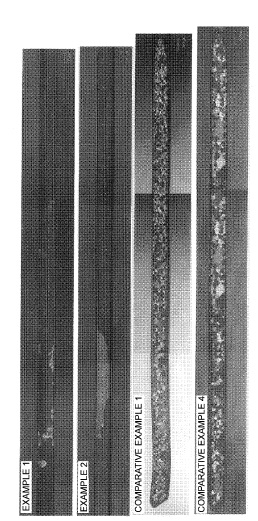
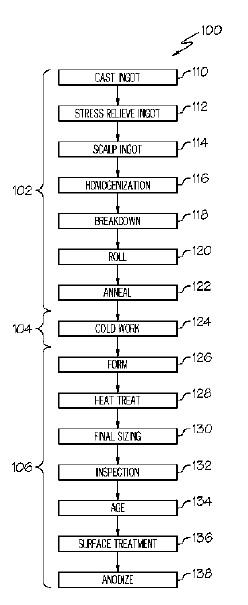
US10415128 — METHOD FOR MANUFACTURING ANODIZED ALUMINUM ALLOY PARTS WITHOUT SURFACE DISCOLORATION — The Boeing Company (USA) — A method for manufacturing an aluminum part comprising a 2xxx alloy such as 2219 including steps of (1) casting an ingot, (2) scalping the ingot to yield a scalped ingot, (3) homogenizing the scalped ingot to yield a homogenized ingot, (4) breakdown of the homogenized ingot to yield a slab, (5) rolling the slab to yield a rolled aluminum material, (6) annealing the rolled aluminum material to yield an aluminum starting material, (7) cold working the aluminum starting material to obtain an aluminum cold worked material, and (8) forming the part from the aluminum cold worked material.
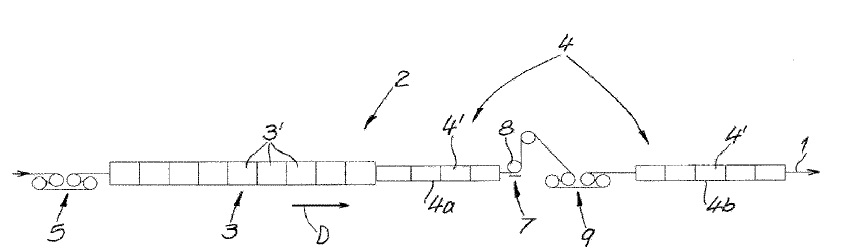
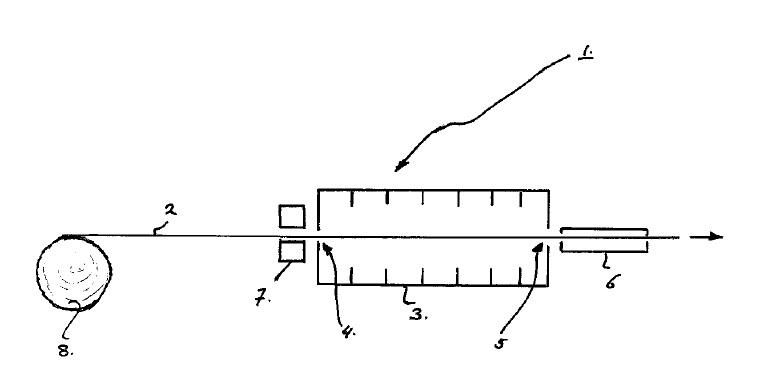
US10415113 — METHOD AND APPARATUS FOR CONTINUOUSLY TREATING METAL STRIP — BWG Bergwerk-und Walzwerk-Maschinenbau GmbH (Germany) — An apparatus for continuously treating metal strip (0.1-6 mm thick) of aluminum, an aluminum alloy, a nonferrous metal, or a nonferrous-metal alloy, has at least one heat-treatment device through which the metal strip passes in a strip-travel plane in a travel direction without contact from an upstream inlet end to a downstream outlet end and having a heating zone at the upstream end and a cooling zone formed by a row extending in the direction of at least two cooling subzones. A strip-centering device between the cooling subzones adjusts a position of the metal strip in the strip-travel plane and transverse thereto.
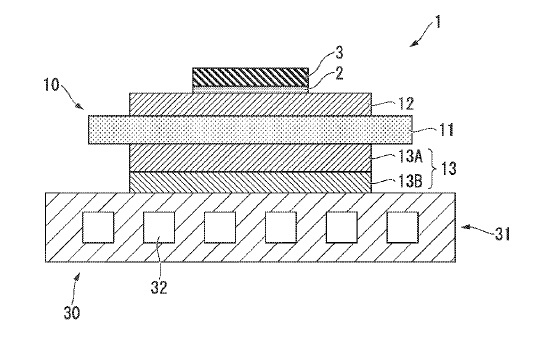
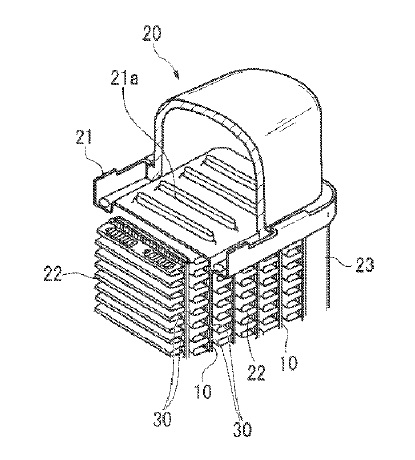
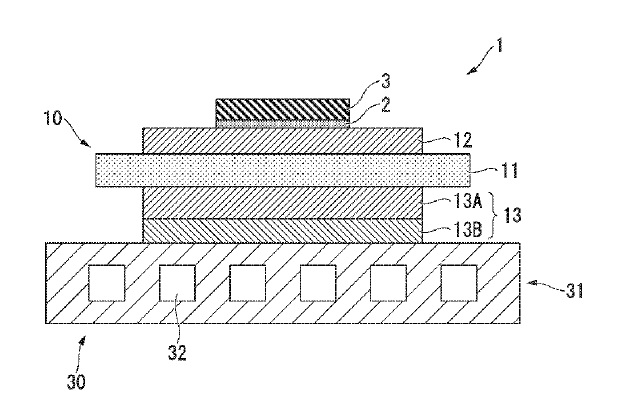
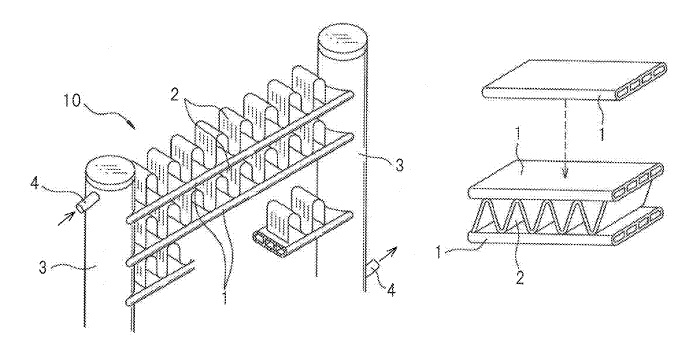
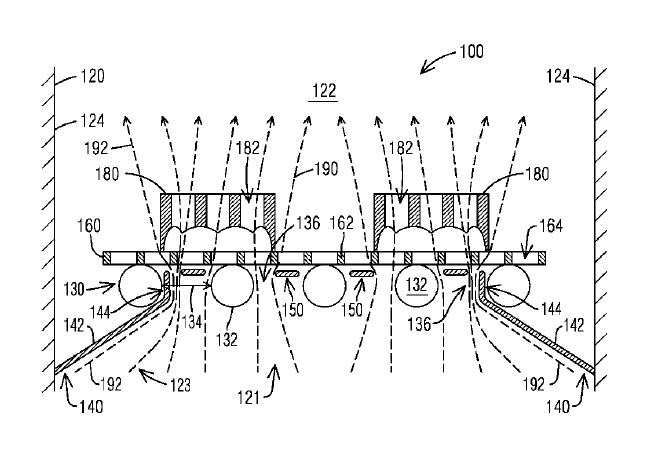
US10410951 — BONDED BODY, SUBSTRATE FOR POWER MODULE WITH HEAT SINK, HEAT SINK, METHOD FOR PRODUCING BONDED BODY, METHOD FOR PRODUCING SUBSTRATE FOR POWER MODULE WITH HEAT SINK, AND METHOD FOR PRODUCING HEAT SINK — Mitsubishi Materials Corporation (Japan) — A bonded body is provided in which an aluminum alloy member formed from an aluminum alloy, and a metal member formed from copper, nickel, or silver are bonded to each other. The bonded body is manufactured by a solid phase diffusion bonding process wherein the aluminum alloy member and the metal member are laminated and are electrically heated while being pressurized in a laminating direction to subject the aluminum alloy member and the metal member to the solid-phase diffusion bonding. The aluminum alloy member is constituted by an aluminum alloy in which a concentration of Si is in a range of 1 mass % to 25 mass %. The aluminum alloy member and the metal member are subjected to solid-phase diffusion bonding. A compound layer, which is formed through diffusion of Al of the aluminum alloy member and a metal element of the metal member, is provided at a bonding interface between the aluminum alloy member and the metal member. A Mg-concentrated layer, in which a concentration of Mg is to 3 mass % or greater, is formed at the inside of the compound layer, and the thickness of the Mg-concentrated layer is in a range of 1 μm to 30 μm.
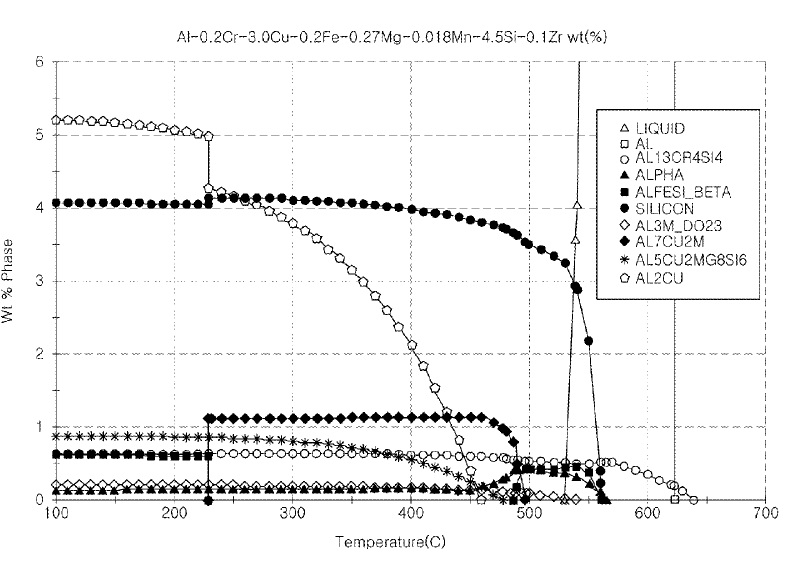
US10407756 — ALUMINUM ALLOY FOR CYLINDER HEAD — Hyundai Motor Company (Korea) — Disclosed herein is an aluminum alloy for a cylinder head. The aluminum alloy according to an embodiment comprises, by weight, Si: 4.5.about.5.0%, Cu: 3.0.about.4.0%, Fe: 0.2.about.0.5%, Mn: 0.02% or less (exclusive of 0%), Mg: 0.1.about.0.3%, Zr: 0.1% or less (exclusive of 0%), Cr: 0.1.about.0.2%, and a balance of Al and inevitable impurities to form 100%, with a reinforcing phase of Al(Fe,Cr)Si ranging from 1.0 to 2.3%. Manufacture of the cylinder head includes casting molten metal into desired components and subjecting the result to solution treatment and then to aging heat treatment. For an aging heat treatment conducted at 270°C, the cylinder heads exhibited a thermal conductivity of 185 W/mK or higher at 200°C, a yield strength of 190 MPa or higher, a tensile strength of 290 MPa or higher, and an elongation of 2.0% or higher at 25°C.
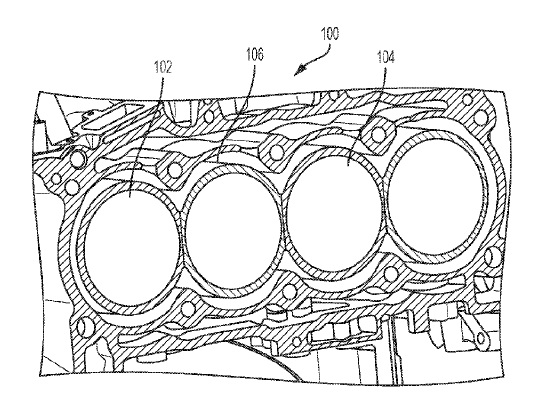
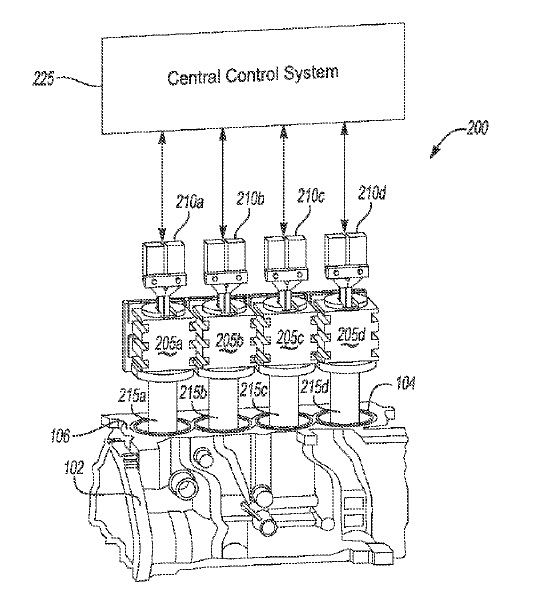
US10400707 — METHOD AND SYSTEM FOR PROCESSING AN AUTOMOTIVE ENGINE BLOCK — GM Global Technology Operations LLC (USA) — A method and system for processing an engine block that includes a cylinder liner with the engine block having a first material with different coefficient of thermal expansion than a second material forming the cylinder liner. In general, aluminum alloys have a higher coefficient of thermal expansion than iron alloys. Thus, when an aluminum alloy engine block and iron alloy cylinder liner are cooled together during a quenching in the heat treatment process, the aluminum alloy will try to contract more than the iron alloy liner. This contraction of the aluminum alloy block is resisted by the iron liner which may then result in undesirable and relatively high residual tensile stress in the aluminum alloy block. The method includes providing an insulating barrier to the cylinder liner and quenching the engine block. The insulating barrier provides a lower cooling rate to the second material forming the cylinder liner than a cooling rate for the first material forming the engine block during the quenching. Further, the material forming the insulating barrier should maintain the insulative properties while being exposed to the relatively high temperatures of the heat treatment process, especially just before and during the quenching process.
US10400313 — METHOD FOR TRANSFORMING AL–CU–LI ALLOY SHEETS IMPROVING FORMABILITY AND CORROSION RESISTANCE — Constellium Issoire (France) — A method for producing a rolled product 0.5 to 10 mm thick made from an aluminum alloy comprising, in particular, copper and lithium, in which, after solution annealing and quenching, a short heat treatment is carried out in which the sheet reaches a temperature of between 145°C and 175°C for 0.1 to 45 minutes, the speed of heating being between 3 and 600°C/min. The short heat treatment is not an aging treatment with which a T8 temper would be obtained but a special heat treatment which makes it possible to obtain a non-standard temper that is particularly able to be shaped. The sheet obtained at the end of the method according to the invention has high corrosion resistance and is capable of being shaped for producing a structural element for an aircraft such as for an aircraft fuselage skin.
US100400312 — LOWER WING SKIN METAL WITH IMPROVED DAMAGE TOLERANCE PROPERTIES — Constellium Issoire (France) — The invention relates to a rolled product with state T351, having thickness of between 15 and 50 mm, made from aluminum alloy having the following composition, in % by weight, Cu: 3.85-4.15; Mg: 0.95-1.25; Mn: 0.45-0.57; Zr: 0.09-0.16; Ti: 0.005-0.1; Fe: <0.070; Si: <0.060; with Cu+Mg.ltoreq.5.15; other lesser elements 0.05 each and less than 0.15 in total, the remainder being aluminum. Advantageously, the solution heat-treatment is performed at a temperature of at least 495°C said time t expressed in hours being such that t<e/4.5 and preferably t<e/5.0 and most preferably t<e/5.5 where e is the thickness of the plate expressed in mm. The solution heat-treated plate is subsequently quenched, typically by immersion or spraying with cold water. Said quenched plate undergoes cold stretching with a deformation of between 1.5 and 3% of permanent set. Finally, natural aging at room temperature is performed to obtain a substantially stable condition for a T351 temper.
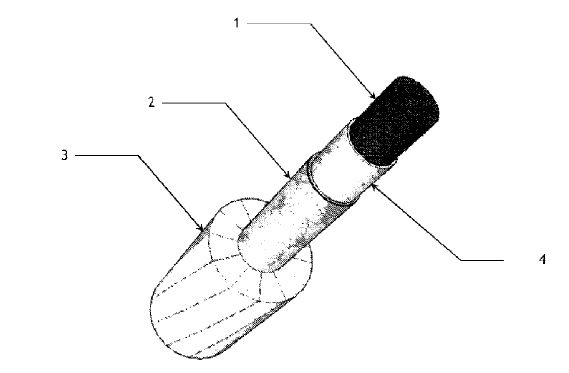
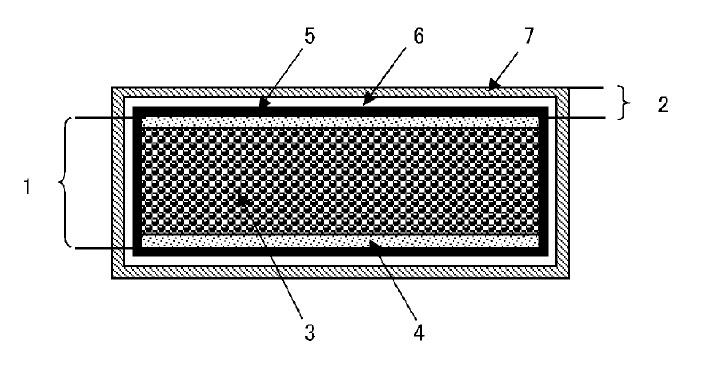
US10395794 — HIGH VOLTAGE ELECTRIC TRANSMISSION CABLE — Nexans (France) — The present invention relates to an electrical cable. It applies typically, but not exclusively, to high-voltage electrical transmission cables or overhead power transport cables, usually called OHL (overhead line) cables. Thus, an electric cable (10) includes at least one composite reinforcement element (1) including one or more reinforcement element(s) at least partially embedded in an organic matrix. A coating (2) surrounds the composite reinforcing element(s) (1). The coating (2) is sealed all around the composite reinforcing element(s) (1). At least one conducting element (3) surrounds the coating (2), where the thickness of the sealed coating (2) does not exceed 3000 μm. The sealed coating of the invention may advantageously be obtained by heat treatment of a metallic material and/or a polymeric material. As regards the electrical conducting element of the invention that surrounds the sealed coating, this may preferably be metallic, made of aluminum or made of an aluminum alloy such as for example an aluminum/zirconium alloy.
US10391535 — PROCESS FOR FORMING ALUMINUM ALLOY PARTS WITH TAILORED MECHANICAL PROPERTIES — Magna International Inc. (USA) — A process for making a shaped-part from a heat-treatable aluminum alloy blank fabricated from one of a 2xxx, 6xxx, 7xxx and 8xxx series aluminum alloy comprises providing the blank in a hardened temper state, for instance the T6 or another suitable temper state. The as-provided blank is subjected to selective heating, such that a first portion of the blank is heated to a predetermined first temperature for a predetermined first length of time and a second portion of the blank is heated to a predetermined second temperature for a predetermined second length of time. The heated blank is then formed into the desired shape of the shaped-part and is cooled to ambient temperature. The selective heating substantially increases ductility to facilitate forming of the blank into the desired shape of the shaped part and provides desired mechanical properties within first and second portions of the shaped part corresponding to the first and second portions of the blank.
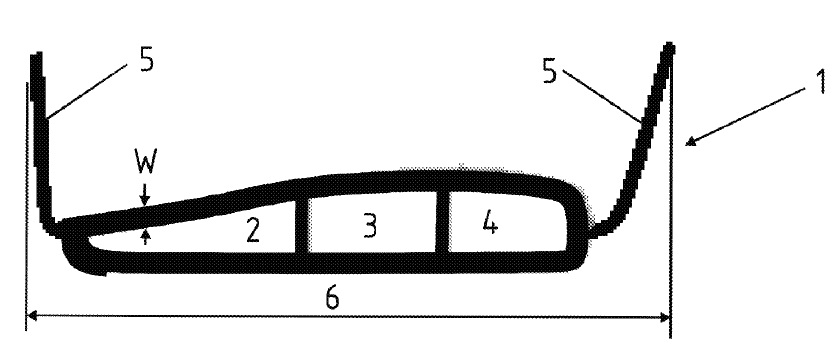
US10391533 — METHOD FOR PRODUCING A MOTOR VEHICLE COMPONENT FROM AN EXTRUDED LIGHT METAL PROFILE — Benteler Automobiltechnik GmbH (Germany) — A method for producing a motor vehicle component from a light metal alloy includes: extruding an extruded profile with, in cross section, at least two mutually different wall thicknesses and at least one closed hollow chamber and with an extrusion width, at least partially flattening and/or widening the cross section to a processing width, wherein the processing width is greater than the extrusion width, before or after the flattening and/or widening, performing separation to form blanks, processing the blanks by deformation to form the motor vehicle component. To achieve yield strengths >450 MPa at least one heat treatments such as artificial aging of the extruded profile or produced component may be provided.
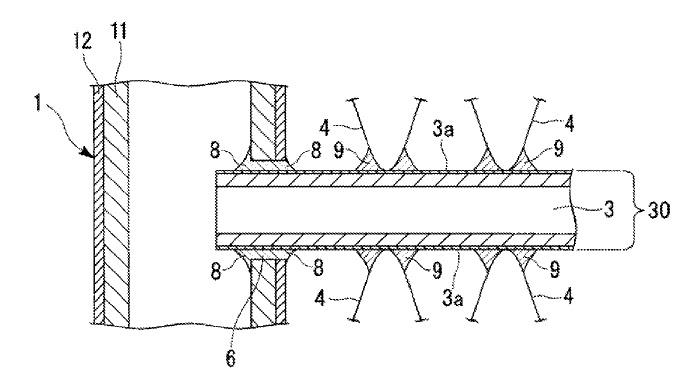
US10386134 — HEAT TRANSFER TUBE AND METHOD FOR PRODUCING SAME — Mitsubishi Aluminum Co., Ltd. (Japan) — A heat transfer tube includes: a tube body made of an extruded material of an aluminum alloy having a composition including: 0.3 mass % or more and less than 0.8 mass % of Mn; more than 0.1 mass % and less than 0.32 mass % of Si; 0.3 mass % or less of Fe; 0.06 mass % or more and 0.3 mass % or less of Ti; and Al balance including inevitable impurities, a ratio of a Mn content to a Si content, Mn %/Si %, exceeding 2.5; and a Zn-containing layer provided to an outer surface of the tube body. The aluminum alloy is subjected to a homogenization treatment in which an ingot of the aluminum alloy after casting is kept at 450-650°C for 2-24 hours, and wherein a brazing heat treatment or a Zn diffusing treatment is performed on the heat transfer tube at 610°C or lower.
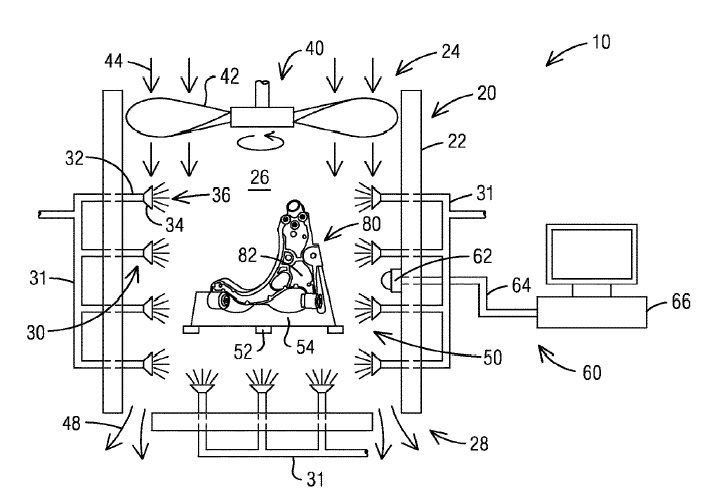
US10385413 — SYSTEM AND METHOD FOR QUENCHING CASTINGS — Consolidated Engineering Company, Inc. (USA) — A quench system includes an enclosure defining a quench chamber sized to receive hot castings, and bulk air fans in fluid communication with the quench chamber and configured to establish a bulk flow of cooling air that surrounds and extracts heat from the hot castings at a first cooling rate. The quench system also includes a pressurized cooling system in fluid communication with a plurality of nozzles within the quench chamber and configured to spray a plurality of a directed flows of cooling fluid onto the hot castings to extract heat at a second cooling rate. The quench system further includes a programmable controller configured to sequentially activate the bulk air fans to cool the casting at the first cooling rate for a first predetermined period of time, and then activate the pressurized cooling system to cool the casting at the second cooling rate for a second predetermined period of time. The total time to perform the multi-stage quenching process on a hot aluminum alloy casting, from the initial temperature to the final quench temperature, can range from about 15 seconds to about 50 seconds.
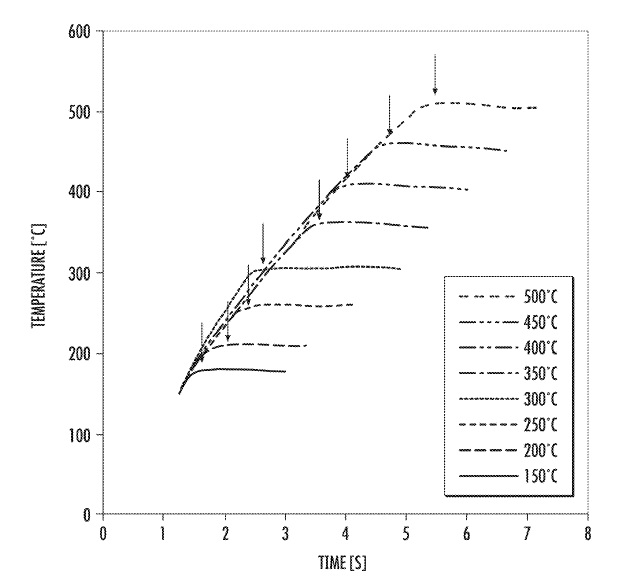
US10384312 — BRAZING SHEET HAVING IMPROVED CORROSION RESISTANCE AFTER BRAZING — Mitsubishi Aluminum Co., Ltd. (Japan) — The present invention relates to an aluminum alloy brazing sheet with a thickness of 0.30 nm or less, including: a core material; a sacrificial material cladding one surface of the core material; and a brazing material cladding the other surface of the core material, in which the core material is made of A1–Mn–Si-based aluminum alloy containing by mass %, Cu: 0.5 to 1.3%, the sacrificial material is made of aluminum alloy containing, by mass %, Zn: 4.0 to 7.0%, the brazing material is made of aluminum alloy containing, by mass %, Si: 6.0 to 11.0% and Zn: 0.1 to 3.0%, in a pitting potential after brazing beat treatment, a thickness of a region in which a potential difference from the noblest potential in the core material is 100 mV or more is 10% to 50% of the thickness of the brazing sheet. The brazing heat treatment consists of heating at a rate in which the arrival time from room temperature to 400°C is 7-9 minutes, from 400°C to 550°C is 1-2 minutes, from 550°C to a target temperature of 600°C is 3-6 minutes, holding at 600°C for 3 minutes, cooling to 300°C at 60°C/min, and then air cooling to room temperature.
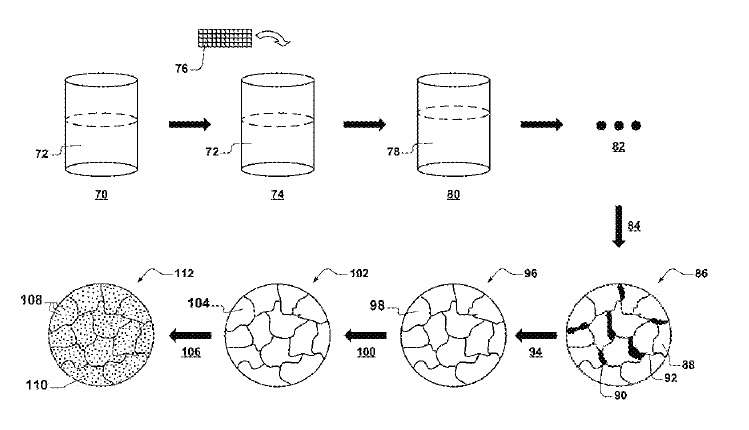
US10358695 — METHODS TO INCREASE SOLID SOLUTION ZIRCONIUM IN ALUMINUM ALLOYS — GM Global Technology Operations LLC (USA) — A method of making an aluminum alloy containing zirconium includes heating a first composition comprising aluminum to a first temperature of greater than or equal to about 580°C to less than or equal to about 800°C. The method further includes adding a second composition including a copper-zirconium compound to the first composition to form a third composition. The copper-zirconium compound of the second composition has a molar composition of greater than or equal to about 41% zirconium to less than or equal to about 67% zirconium and a balance of copper. The method also includes solidifying the third composition at a cooling rate of greater than or equal to about 0.1°C/second to less than or equal to about 100°C/second to a second temperature less than or equal to a solidus temperature and decomposing the copper-zirconium compound at a third temperature of less than or equal to about 715°C.
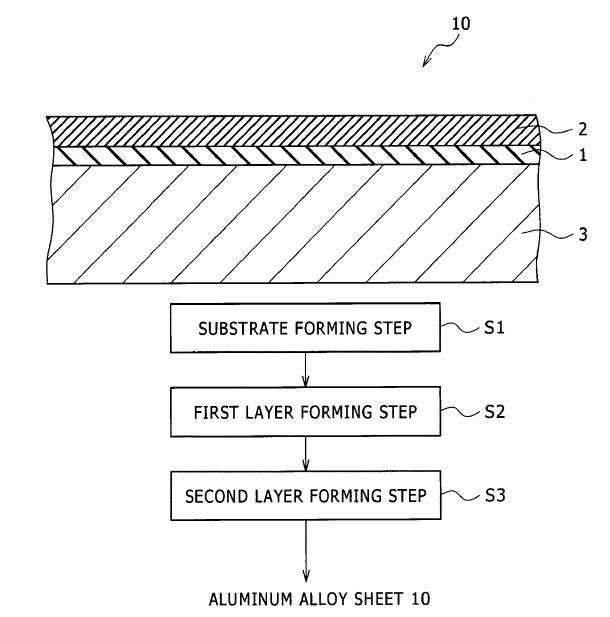
US10357944 — ALUMINUM ALLOY SHEET, BONDED OBJECT, AND MEMBER FOR MOTOR VEHICLE — Kobe Steel, Ltd. (Japan) — The present invention has a primary object to provide an aluminum alloy sheet, a bonded article, and an automotive component, each of which resists bond strength reduction and has excellent bond durability even upon exposure to hot and humid environments. An aluminum alloy substrate bears a first layer on at least one side thereof, and a second layer on at least part of the first layer. The first layer includes an oxide film containing Mg in a content of from 0.1 atomic percent to less than 30 atomic percent. The oxide film is formed as to have a Mg content and an amount of M-O-Si bonds by heat treating at 400°C to 580°C, and the heat treatment also adjusts the strength of the aluminum alloy sheet, whether it is composed of a heat treatable aluminum alloy or a non-heat treatable aluminum alloy. The second layer contains siloxane bonds. The second layer is disposed in a mass of coating of from 0.1 mg/m2 to less than 30 mg/m2.
US10344364 — PROCESS FOR WARM FORMING A HARDENED ALUMINUM ALLOY — Novelis Inc. (USA) — Described are processes for shaping a hardened heat treatable, age-hardenable aluminum alloys, such as hardened 2XXX, 6XXX and 7XXX aluminum alloys, or articles made from such alloys, including aluminum alloy sheets. The processes involve heating the article, which may be in a form of a sheet or a blank, before and/or concurrently with a forming step. In some examples, the alloy is heated to a specified temperature in the range of 125-425°C at a specified heating rate within the range of about 3-200°C/s, for example, 3-90°C/s or 90-150°C/s. The disclosed processes can allow for heat treatment under the disclosed heating parameters to enhance formability of the aluminum alloy, while maintaining the alloys’ appropriate strength characteristics. The processes described herein can also limit the thinning of the aluminum alloy parts during stamping. Such a combination of the temperature and the heating rate can result in an advantageous combination of article properties.
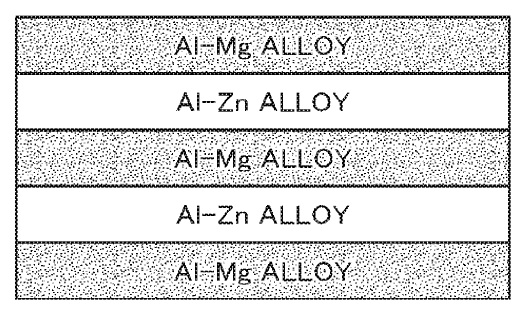
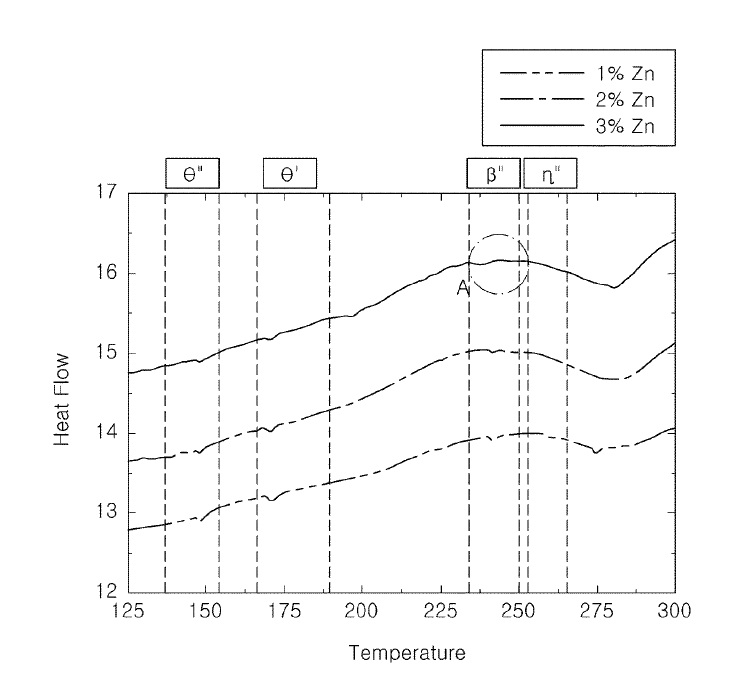
US10344359 — ALUMINUM ALLOY CLAD SHEET AND ALUMINUM ALLOY CLAD STRUCTURAL MEMBER — Kobe Steel, Ltd. (Japan) — Provided is an aluminum alloy clad sheet that resolves the contradiction between a high strength level and ductility in a single sheet of the existing 7000-series aluminum alloy or the like, and has high strength, good formability (high ductility), and a good BH property through short-time artificial age hardening. An aluminum alloy clad sheet subjected to diffusion heat treatment includes a plurality of aluminum alloy layers being laminated. In the clad sheet, aluminum alloy layers having specific compositions are adjacently laminated such that the contents of Mg or Zn are different from each other, and a microstructure after the diffusion heat treatment has fine grain size and an interdiffusion region of Mg and Zn. In addition, the clad sheet has a specific DSC characteristic. Consequently, high strength and good formability (high ductility) are exhibited, and a BH property through short-time artificial age hardening is improved.
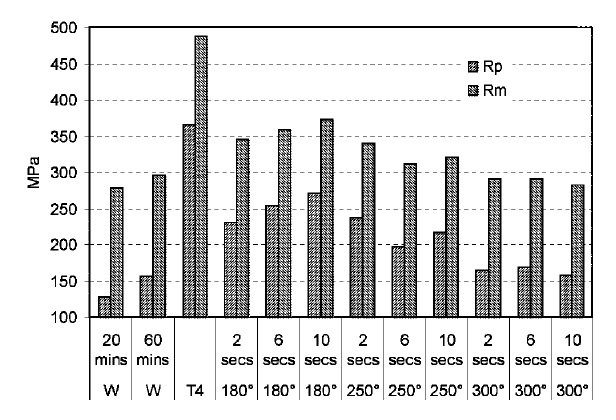
US10343726 — PRODUCTION OF FORMED AUTOMOTIVE STRUCTURAL PARTS FROM AA7XXX-SERIES ALUMINUM ALLOYS — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing a formed aluminum alloy automotive structural part or a body-in-white (BIW) part of a motor vehicle, including the steps of: providing a rolled aluminum alloy bare or composite sheet product having a gauge of about 0.5 mm to 4 mm, wherein the sheet product includes at least one layer an AA7xxx-series aluminum alloy, the sheet product having been subjected to solution heat treatment and quenching followed by at least 1 day of natural ageing; subjecting the naturally aged sheet product to reversion annealing treatment, namely a heat treatment at a temperature between 100°C and 350°C during 0.1 to 60 seconds; optionally subjecting the heated sheet product to forced cooling operation; within 2 hours, preferably within 30 minutes, from the reversion annealing treatment, forming the sheet product to obtain a three-dimensionally formed automotive structural part or body-in-white (BIW) part.
US10319664 — BONDED BODY, SUBSTRATE FOR POWER MODULE WITH HEAT SINK, HEAT SINK, METHOD FOR PRODUCING BONDED BODY, METHOD FOR PRODUCING SUBSTRATE FOR POWER MODULE WITH HEAT SINK, AND METHOD FOR PRODUCING HEAT SINK — Mitsubishi Materials Corporation (Japan) — A bonded body is provided for a power module in which an aluminum alloy member formed from an aluminum alloy, and a metal member formed from copper, nickel, or silver are bonded to each other. The aluminum alloy member is constituted by an aluminum alloy in which a concentration of Si is in a range of 1 mass % to 25 mass %. The aluminum alloy member and the metal member are subjected to a solid-phase diffusion bonding, with the heat treatment preferably performed under conditions of a temperature of 450°C to 480°C, and retention time of 60 minutes to 120 minutes. A compound layer, which is formed through diffusion of Al of the aluminum alloy member and a metal element of the metal member, is provided at a bonding interface between the aluminum alloy member and the metal member. A Mg-concentrated layer, in which a concentration of Mg is to 3 mass % or greater, is formed at the inside of the compound layer, and the thickness of the Mg-concentrated layer is in a range of 1 μm to 30 μm.
US10309004 — METAL SHEET AND METHOD FOR ITS TREATMENT — GM Global Technology Operations LLC (USA) — A method for treating sheet metal is disclosed in which a material containing at least one alloying element is applied onto a first area of at least one surface of the metal sheet. A second area of the surface is kept free of the material. The metal sheet is subsequently heat treated in order to diffuse the alloying element into the first area of the metal sheet. The temperature of the first area is lower than the melting temperature of the metal sheet during the diffusion.
US10309001 — ALUMINUM ALLOY FOR MICROPOROUS HOLLOW MATERIAL WHICH HAS EXCELLENT EXTRUDABILITY AND GRAIN BOUNDARY CORROSION RESISTANCE, AND METHOD FOR PRODUCING SAME — Nippon Light Metal Company, Ltd. and OKB Co., Ltd. (Japan) — An aluminum alloy for microporous hollow shape material use such as a multiport hollow shape constituted by an aluminum alloy which has excellent corrosion resistance and extrudability which keeps down the content of Cu which poses a problem in intergranular corrosion resistance, which maintains the natural potential noble, which adds transition metals which do not obstruct the extrudability is provided, that is, an aluminum alloy which has a chemical composition which contains, by mass %, Fe: 0.05 to 0.20%, Si: 0.10% or less, Cu: 0.15 to 0.32%, Mn: 0.08 to 0.15%, Zr: 0.05% or less, Ti: 0.06 to 0.15%, Cr: 0.03% or less, and balance: Al and unavoidable impurities and has an amount of gas in the alloy billet of 0.25 cc/100 g or less, and a method of production of an aluminum alloy which, produces a DC cast billet, comprising thermal homogenization by heating a DC cast billet of an aluminum alloy which has a chemical composition as set forth at a speed of 80°C /hour or less to 550 to 590°C, holding it there for 0.5 to 6 hours, then either holding it at 450 to 350°C. in range for 0.5 to 1 hour or cooling at a cooling rate of 50°C/hour down to 200°C or less. The homogenized billet surface is machined, the billet is reheated to 450 to 550°C, and then extruded to a predetermined shape at an extrusion ratio of 30 to 1000.
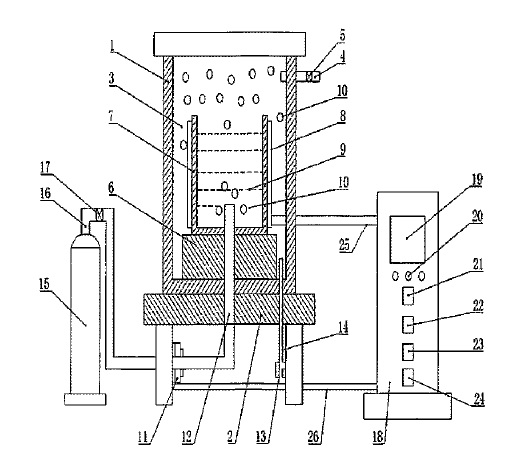
US10309000 — METHOD FOR PREPARING ALUMINUM-COPPER-IRON QUASICRYSTAL AND SILICON CARBIDE MIXED REINFORCED ALUMINUM MATRIX COMPOSITE — North University of China (China) — The present invention relates to a method for preparing an aluminum-copper-iron quasicrystal and silicon carbide mixed reinforced aluminum matrix composite, where the aluminum-copper-iron quasicrystal and silicon carbide mixed reinforced aluminum matrix composite is prepared with an aluminum alloy serving as a matrix and with aluminum-copper-iron quasicrystal and silicon carbide serving as reinforcement agents via smelting in an induction melting vacuum furnace, bottom blowing argon, casting, heat-treating casting, including placing the casting in a vacuum heat treatment furnace, and heat-treating at the temperature of 535°C under vacuum for 8 h to complete the solid solution, quenching in warm water, further heat treating by aging at 180°C for 6 h, and washing the surface of the casting with acetone. The prepared aluminum-copper-iron quasicrystal and silicon carbide mixed reinforced aluminum matrix composite has a hardness of 80.3 HB which is improved by 50.64% and tensile strength of 285 MPa which is improved by 60.42%, and corrosion resistance thereof is improved by 40%.
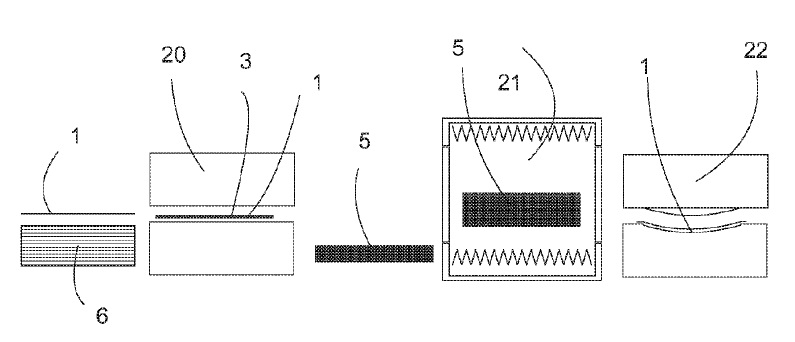
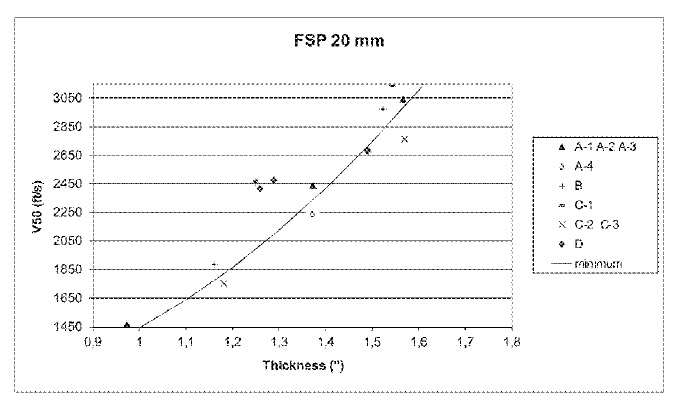
US10308998 — 7XXX ALLOY DEFENSE APPLICATIONS WITH A BALANCED ARMOR PIERCING FRAGMENTATION PERFORMANCE — Constellium Rolled Products Ravenswood, LLC (USA) and Constellium Valais SA (Switzerland) — An armor component produced from a 7xxx series aluminum alloy, wherein the aluminum alloy consists essentially of: 8.4 wt. %<Zn<10.5 wt.%; 1.3 wt.%<Mg<2 wt.%; 1.2 wt.%<Cu<2 wt.%; at least one dispersoid forming element with a total dispersoid forming element content higher than 0.05 wt. %; the remainder substantially aluminum, incidental elements and impurities. An armor component accordingly, wherein said 7xxx alloy in the form of a plate is manufactured by: a) casting said alloy into ingot form; b) homogenizing said ingot; c) hot working said ingot to obtain a plate; d) solution heat treating; e) quenching; f) optionally stretching to obtain a plastic deformation from about 1 and about 3%; g) aging corresponding to the following treatment: 4-8 hours at 110°C-130°C+12-20 hours at 140°C-160°C.
US10308993 — SYSTEM AND METHOD FOR IMPROVING QUENCH AIR FLOW — Consolidated Engineering Company, Inc. (USA) — A quench system for applying cooling air to one or more hot metallic components such as aluminum that are supported on a component support having a substantially open construction. The quench system includes a housing having sidewalls that define a cooling chamber with peripheral portions proximate the sidewalls and a center portion spaced inwardly from the sidewalls. The quench system also includes a conveyance system that is configured to carry the component support into the center portion of the cooling chamber, as well as a forced air fan that generates a bulk flow of cooling air through the cooling chamber. The quench system further includes a plurality of nozzle baffles extending inwardly from the plurality of sidewalls to define a narrowing region within the housing between the forced air fan and the conveyance system, whereby, during operation of the fan, cooling air flowing through the peripheral portions of the cooling chamber is redirected into its center portion.
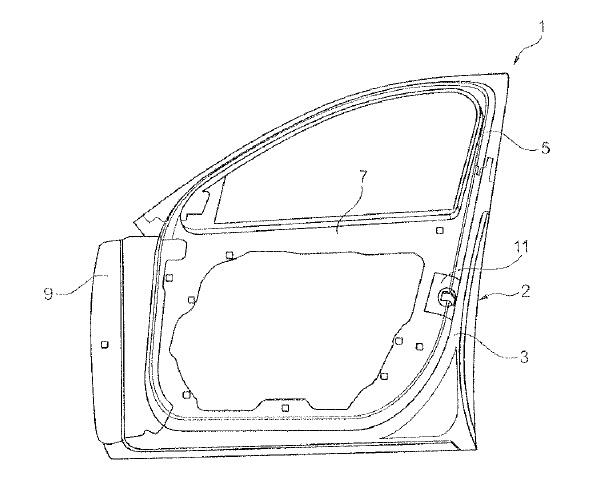
US10308100 — INTERMEDIATE SHELL FOR A MOTOR VEHICLE DOOR, METHOD FOR PRODUCING AN INTERMEDIATE SHELL, AND A DOOR FOR A MOTOR VEHICLE — Daimler AG (Germany) — An intermediate shell for a motor vehicle door, particularly a side door of a motor vehicle, is disclosed. The intermediate shell is produced at least in regions from a light metal blank preferably made of an 6xxx aluminum alloy by massive forming, preferably by forging. Preferably, in connection to the massive forming, and in connection to the forging, a heat treatment is implemented wherein the component properties can be adjusted optimally and according to need via the heat treatment process.
US10307513 — ALUMINUM ALLOY HEAT EXCHANGER AND METHOD OF PRODUCING REFRIGERANT TUBE USED FOR THE HEAT EXCHANGER — Sumitomo Light Metal Industries, Ltd. (Japan) — An aluminum alloy heat exchanger is produced by applying a coating material that is prepared by adding a binder to a mixture of an Si powder and a Zn-containing compound flux powder to a surface of an aluminum alloy refrigerant tube, assembling a bare fin that is formed of an Al–Mn–Zn alloy with the refrigerant tube, and brazing the refrigerant tube and the bare fin by heating in an atmosphere-controlled furnace, the refrigerant tube being an extruded product of an aluminum alloy that comprises 0.5 to 1.7% (mass %, hereinafter the same) of Mn, less than 0.10% of Cu, and less than 0.10% of Si, with the balance being Al and unavoidable impurities. Special homogenization cycles involving two stage heating and cooling practices are used on the ingot before hot extrusion to improve extrudability.
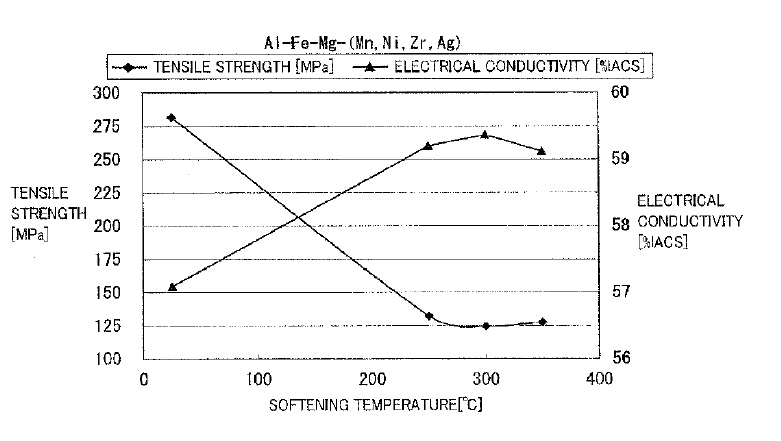
US10304581 — ALUMINUM ALLOY WIRE — Sumitomo Electric Industries, Ltd., Autonetworks Technologies, Ltd., Sumitomo Wiring Systems, Ltd., and Sumitomo Electric Toyama Co., Ltd. (Japan) — An aluminum alloy, an aluminum alloy wire, an aluminum alloy stranded wire, a covered electric wire, and a wire harness that are of high toughness and high electrical conductivity, and a method of manufacturing an aluminum alloy wire are provided. The aluminum alloy wire contains not less than 0.005% and not more than 2.2% by mass of Fe, and a remainder including Al and an impurity. It may further contain not less than 0.005% and not more than 1.0% by mass in total of at least one additive element selected from Mg, Si, Cu, Zn, Ni, Mn, Ag, Cr, and Zr. The Al alloy wire has an electrical conductivity of not less than 58% IACS and an elongation of not less than 10%. The Al alloy wire is manufactured through the successive steps of casting, rolling, wiredrawing, and softening treatment. The softening treatment can be performed to provide an excellent toughness such as elongation and impact resistance and thereby reduce fracture of the electric wire in the vicinity of a terminal portion when the wire harness is installed.
US10302375 — ALUMINUM-DIAMOND COMPOSITE, AND HEAT DISSIPATING COMPONENT USING SAME — Denka Company Limited (Japan) — An aluminum-diamond composite that exhibits both high thermal conductivity and a coefficient of thermal expansion close to that of semiconductor devices, and that can suppress the occurrence of swelling, etc., of a surface metal layer portion even in actual use under a high load. An aluminum-diamond composite includes 65-80 vol % of a diamond powder having a roundness of at least 0.94, for which a first peak in a volumetric distribution of grain size lies at 5-25 μm, and a second peak lies at 55-195 μm, and a ratio between the area of the volumetric distribution of grain sizes of 1-35 μm and the area of the volumetric distribution of grain sizes of 45-205 μm is from 1:9 to 4:6; the balance being composed of a metal containing aluminum (alloy). There is a possibility that the thermal conductivity of the diamond grains having a roundness of at least 0.94 can be reduced by thermal cycling due to reduced adhesion with the aluminum. For this reason, a heat treatment should preferably be performed, in an air atmosphere. By carrying out such a heat treatment, the grain surface should be roughened to such a degree that roundness does not become less than 0.94. The conditions of the heat treatment are more preferably 700-800°C. for 60-90 minutes.
US10301710 — ALUMINUM ALLOY THAT IS NOT SENSITIVE TO QUENCHING, AS WELL AS METHOD FOR THE PRODUCTION OF A SEMI-FINISHED PRODUCT — Otto Fuchs KG (Germany) — An aluminum alloy that is not sensitive to quenching, for the production of high-strength forged pieces that are low in inherent tension, and high-strength extruded and rolled products, consisting of: 7.0-10.5 wt. % zinc, 1.0-2.5 wt. % magnesium, 0.1-1.15 wt. % copper, 0.06-0.25 wt. % zirconium, 0.02-0.15 wt. % titanium, at most 0.5 wt. % manganese, at most 0.6 wt. % silver, at most 0.10 wt. % silicon, at most 0.10 wt. % iron, at most 0.04 wt. % chrome, and at least one element selected from the group consisting of: hafnium, scandium, strontium and/or vanadium with a summary content of at most 1.0 wt. %. The alloy can also contain contaminants at proportions of at most 0.05 wt. % per element and a total proportion of at most 0.15 wt. %, wherein the remaining component includes aluminum. The semi-finished products should be subjected to a special heat treatment to produce the semi-finished products from one of the aforementioned alloys. These products can be in the form of forged pieces, wherein with this heat treatment, the extruded profiles, or the rolled sheets are treated to have the desired strength. This treatment includes quenching from solution heat temperature, in most cases combined with subsequent cold forming at medium thickness values of more than 50 mm.
US10301709 — SHOCK HEAT TREATMENT OF ALUMINUM ALLOY ARTICLES — Novelis Inc. (USA) — Processes for improving the strength of heat-treatable, age hardenable aluminum alloys, such as 6xxx, 2xxx and 7xxx aluminum alloys, are provided. The processes for improving the strength of heat-treatable, age-hardenable aluminum alloys involve a heat treatment step, termed “shock heat treatment,” which involves heat treatment at 200 to 350°C that is conducted at a fast heating rate (for example 10 to 220°C/seconds) for a relatively short period of time (for example, for 60 seconds or less or for 5 to 30 seconds). In some examples, the shock heat treatment is accomplished by contact heating, such as heating an aluminum alloy article between complementary shaped heated dies of a press. Aluminum alloy articles, such as automotive panels, produced by the disclosed shock heat treatment are also provided.
US10295711 — PROTOTYPE ALUMINUM MOLD FOR STAMPERS AND METHOD FOR MANUFACTURING SAME, STAMPER AND METHOD FOR MANUFACTURING SAME, METHOD FOR MANUFACTURING ARTICLE, AND ANTIREFLECTION ARTICLE — Mitsubishi Chemical Corporation and Nippon Light Metal Company, Ltd. (Japan) — A prototype aluminum mold for stampers that is used to manufacture stampers having a fine irregular surface structure on the surface thereof and containing aluminum and magnesium, wherein the content of magnesium is 0.1% by mass to 3% by mass, the content of silicon is 100 ppm by mass or less, the total content of elements other than aluminum and magnesium is 500 ppm by mass or less, and the number of magnesium silicide particles having an equivalent diameter of 10 nm or more on the surface of the prototype aluminum mold for stampers is 10/1000 μm2 or less. The method for manufacturing a prototype aluminum mold for stampers described in includes a heat treatment step wherein the plastic-worked aluminum alloy is heat-treated at 600°C or lower and in the cooling step the heat-treated aluminum alloy is cooled at a cooling rate of 300°C/hour or more over a temperature range of 300°C to 400°C.
US10294553 — METHOD OF ANNEALING ALUMINUM ALLOY SHEET MATERIAL — Aleris Aluminum Duffel BVBA (Belgium) — A method for continuously annealing aluminum alloy sheet at final thickness by continuously moving heat-treatable AlMgSi aluminum alloy sheet through a continuous annealing furnace arranged to heat the moving aluminum sheet to a set soaking temperature (TSET) in the temperature range of 500°C to 590°C, the continuous annealing furnace has an entry section and an exit section, the moving aluminum sheet moves substantially horizontally through the continuous annealing furnace, wherein the moving aluminum sheet is rapidly cooled on leaving the exit section, wherein before or near the entry section of the continuous annealing furnace the moving aluminum sheet is pre-heated to a temperature of 5°C to 100°C below the TSET using an average heat-up rate as function of sheet thickness of at least Y=-31ln(X)+50, wherein Y is the heat-up rate in °C/sec and X is the sheet thickness in mm.
US10293389 — METAL SHEET AND METHOD FOR ITS MANUFACTURE — GM Global Technology Operations LLC (USA) — A metal sheet that features a substructure of a first aluminum alloy and at least one reinforcement that is pressed into at least one surface of the substructure, wherein the reinforcement has in at least a direction extending parallel to the surface a large extent in relation to the thickness of the metal sheet and consists of a second aluminum alloy that is harder than the first aluminum alloy. The first aluminum alloy preferably belongs to the alloy group 1xxx whereas the second aluminum alloy belongs to the alloy group 5xxx, 6xxx or 7xxx. The manufacturing method includes hardening the reinforcement by means heat treating the metal sheet after rolling the reinforcement into the substructure. Prior to the hardening operation, the metal sheet can be formed in a state of low strength in order to produce finished parts with the desired shape thereof, wherein the desired increase in strength of these finished parts is subsequently achieved by means of the heat treatment.
US10287662 — ALUMINUM ALLOY CAST PRODUCT AND METHOD FOR PRODUCING THE SAME — Honda Motor Co., Ltd. and S. S. Aluminum Co., Ltd. (Japan) — An Al alloy cast product includes 3.2% to 7.2% by weight of Mg and 0.28% to 0.6% by weight of Sc, and has an Fe content and an Si content, each of 0.1% by weight or less. The cast product contains, in the metal texture, 3% by volume or less of Al3Sc particle having a particle diameter of 100 nm or less. In production thereof, an Al alloy melt containing 3.2% to 7.2% by weight of Mg and 0.28% to 0.6% by weight of Sc and having an Fe content and an Si content, each of 0.1% by weight or less, is prepared. Next, a casting formed from the melt is subjected to an aging treatment without a solution heat treatment (or a quenching treatment). Then, 3% by volume or less of Al3Sc particles having a particle diameter of 100 nm or less are precipitated in the metal texture.
US10272645 — ALUMINUM-ALLOY-CLAD PLATE AND ALUMINUM-ALLOY-CLAD STRUCTURAL MEMBER — Kobe Steel, Ltd. (Japan) — An aluminum-alloy-clad plate which includes a plurality of superposed aluminum alloy layers and which has undergone a diffusion heat treatment. Aluminum alloy layers having specific compositions are superposed so that any adjoining two of these differ in the content of Mg or Zn, and are subjected to a diffusion heat treatment, consisting of holding for 4 hr at 500°C followed by cooling to room temperature at a cooling rate of 80°C./sec, and subsequently subjected to artificial age hardening of 120°C/24 hr, to give a structure which has fine crystal grain diameters and Mg/Zn mutual diffusion regions and which has specific DSC properties. Thus, both higher strength and high formability are imparted.
US10266931 — ALUMINUM ALLOY AND VEHICLE PART USING THE SAME — Hyundai Motor Company (Korea) — An aluminum alloy is provided that includes magnesium (Mg) of about 8.0 wt % to 10.5 wt %, silicon (Si) of about 1.9 wt % to 3.4 wt %, copper (Cu) of about 0.4 wt % to 2.0 wt %, and a balance of Al. In addition, a vehicle part is manufactured using the same aluminum alloy. A vehicle part manufactured by casting and performing a heat treatment using the above aluminum alloy, wherein the aluminum alloy has a structure including both primary crystal particles of Mg2Si and Al-Cu-Mg-based intermetallic compound particles. The vehicle part, wherein the heat treatment is performed at a temperature between about 200°C. and about 250°C. for a time period between about 1.5 hours and about 4.5 hours.
US10260138 — ALUMINUM ALLOY FOR DIE CASTING AND METHOD OF HEAT TREATING THE SAME — Hyundai Motor Company (Korea) — Disclosed are an aluminum alloy composition for die casting and a method of heat treating the same. The aluminum alloy composition contains precipitation of an Mg–Zn-based strengthening phase through heat treatment to thus enhance strength thereof. In particular, the aluminum alloy composition may include precipitation of an Mg–Zn-based strengthening phase formed by heat treatment and thus may have substantially improved strength thereof. The heat treatment consists of a solution treatment via die casting, primary aging at 110-130°C for 10-24 hours, and secondary aging at 160-180°C for 3-6 hours.
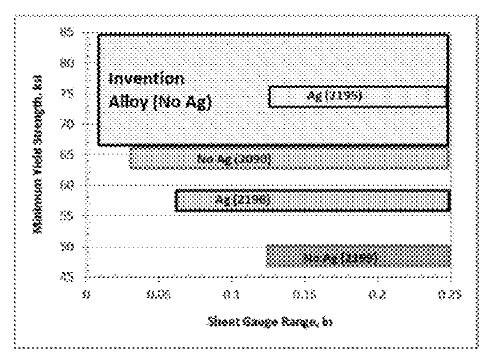
US10253404 — HIGH STRENGTH, HIGH FORMABILITY, AND LOW COST ALUMINUM-LITHIUM ALLOYS — Kaiser Aluminum Fabricated Products, LLC (USA) — A high strength, high formability and low cost 2xxx aluminum-lithium alloy is disclosed. The aluminum-lithium alloy is capable of being formed into wrought products with a thickness of from about 0.01” to about 0.249”. Aluminum-lithium alloys of the invention generally comprise from about 3.5 to 4.5 wt. % Cu, 0.8 to 1.6 wt. % Li, 0.6 to 1.5 wt. % Mg, from 0.03 to 0.6 wt. % of at least one grain structure control element selected from the group consisting of Zr, Sc, Cr, V, Hf, and other rare earth elements, and up to 1.0 wt. % Zn, up to 1.0 wt. % Mn, up to 0.12 wt. % Si, up to 0.15 wt. % Fe, up to 0.15 wt. % Ti, up to 0.05 wt. % of any other element, with the total of these other elements not exceeding 0.15 wt. %, and the balance being aluminum. Ag should not be more than 0.5 wt. % and is preferably not intentionally added. Mg is at least equal or higher than Zn in weight percent in the invented alloy. Further provided are methods for manufacturing wrought products of the aluminum-lithium alloys of the present invention. These include a rolled product comprising an aluminum-lithium alloy according to the invented composition, having a maximum thickness of about 0.125”, exhibiting in a solution heat-treated, quenched, stretched, and artificially aged condition a minimum longitudinal yield strength of 71 ksi. Temperatures and time for the special heat treatments are specified.
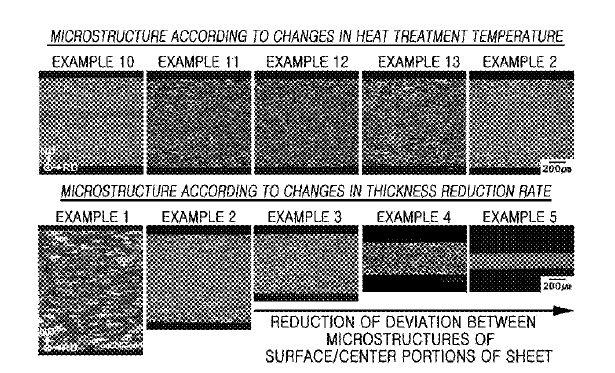
US10253403 — METHOD OF MANUFACTURING GRAIN-REFINED ALUMINUM-ZINC-MAGNESIUM-COPPER ALLOY SHEET — Korea Institute of Machinery and Materials (Korea) — Provided is a method of manufacturing a grain-refined aluminum-zinc-magnesium-copper alloy sheet, including manufacturing an aluminum alloy sheet from an aluminum-zinc-magnesium-copper alloy melt by twin-roll strip casting, primarily rolling the aluminum alloy sheet manufactured in step 1, cold rolling the aluminum alloy sheet manufactured in step 2, and performing a heat treatment on the aluminum alloy sheet manufactured in step 3, thereby reducing processing time and cost by using twin-roll casting. The heat treatment (step 4) is performed in a temperature range of 400°C. to 550°C. for 50 minutes to 70 minutes. As grain refinement and homogenization of the sheet manufactured by the twin-roll casting are maximized by sequentially performing warm rolling, cold rolling, and a heat treatment on the sheet, elongation may be improved.
US10253401 — METHOD FOR RELIEVING RESIDUAL STRESS IN CAST-IN-PLACE LINERS OF HPDC ENGINE BLOCKS — GM Global Technology Operations LLC (USA) — A method for relieving residual stress in cast-in-place liners of high pressure die cast (HPDC) aluminum alloy engine blocks to prevent cracking in the liners during the machining process. The method includes locally heating up the liners and the surrounding engine block material through rapid induction heating and then cooling down the liners and surrounding engine block material with still ambient air to a predetermined temperature after the residual stress has been reduced to a desired threshold.
US10221469 — ALUMINUM ALLOY PLATE FOR FORMING — Kobe Steel, Ltd. (Japan) — Provided is an Al–Mg alloy plate for molding, having excellent press formability, little stretcher strain (SS) mark generation, and not generating any new issues such as reduced bending properties as a result of age-hardening at room temperature, while using more accurate and simple structural indicators. As a result, the Al–Mg aluminum alloy plate comprising a specific composition including Cu has a plate structure having an average particle diameter of 0.5-6.0 nm in a minute particle (cluster) particle distribution measured using an X-ray scattering method, controls the volume fraction to at least 0.03%, is unlikely to have serration, and suppresses SS mark generation during press forming. The Al-Mg alloy sheet is obtained by a process comprising cooling at an average cooling rate of at least 5°C/s to room temperature after a solution treatment and before a low-temperature annealing treatment; performing a room temperature aging treatment for at least 24 hours; and performing the low-temperature annealing treatment at a temperature of higher than 100°C and 200°C or lower for 0.5 to 48 hours.
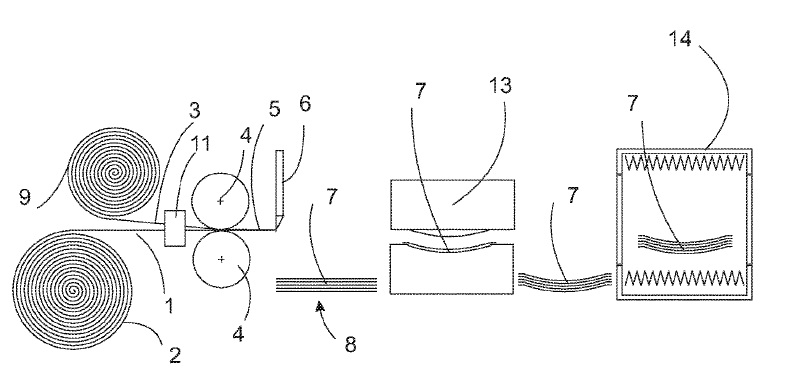
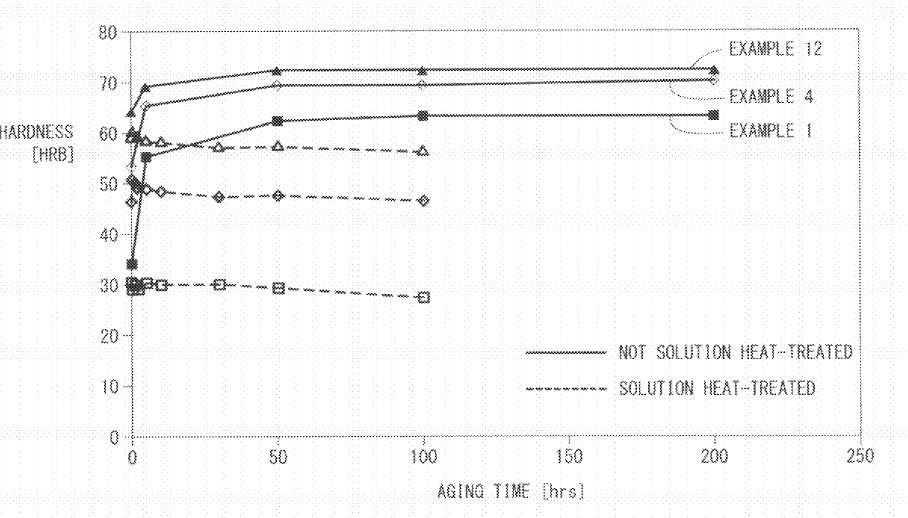
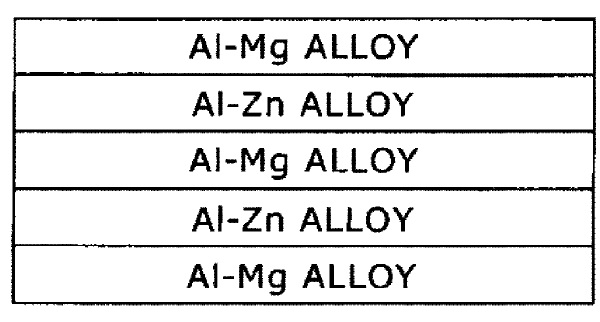
US10214802 — AGE-HARDENABLE ALUMINUM ALLOY AND METHOD FOR IMPROVING THE ABILITY OF A SEMI-FINISHED OR FINISHED PRODUCT TO AGE ARTIFICIALLY — AMAG Rolling GmbH (Austria) — An aluminum alloy and a method for improving the ability of a semi-finished or finished product to age artificially, includes an age-hardenable aluminum alloy on an Al–Mg–Si, Al–Zn, Al–Zn–Mg or Al–Si–Mg basis, wherein the aluminum alloy is transformed to a solid solution state, in particular by solution heat treatment (1), is quenched and subsequently forms precipitations by a process of natural aging (3), the method involving at least one measure for reducing a negative effect of natural aging (3) of the aluminum alloy on artificial aging (4) thereof. In order to achieve advantageous method conditions, a measure for reducing the negative effect involves an addition of at least one alloy element which can be associated with quenched-in vacancies for the solid solution of the aluminum alloy with a proportion of under 500, in particular under 200, atomic ppm in the aluminum alloy, whereby the number of vacancies that are not associated with precipitations at the beginning of artificial aging (4) increases in order to reduce the negative effect of natural aging (3) of the aluminum alloy on the further artificial aging (4) thereof by mobilizing these unassociated vacancies.
US10213877 — ALUMINUM ALLOY AND CORRESPONDING HEAT TREATMENT PROCESS APPLIED TO MANUFACTURE ALUMINUM/STEEL CLADDING PLATES RESISTANT TO HIGH TEMPERATURE BRAZING — Beijing University of Technology (China) — A kind of aluminum alloy and corresponding heat treatment process applied to manufacturing aluminum/steel cladding plates which are resistant to high temperature brazing belong to alloy materials technology field. In the aluminum/steel cladding plates, the aluminum part was alloyed with 0.76-0.78% Si and 0.055-0.10% Er in weight percent and the rest was Al and some unavoidable impurity. The steel part was 08Al steel. After cladding cold rolling with deformation of 55%+0.2%, the aluminum/steel cladding plates were annealed at 510-535°C for different times. Then simulated brazing process was performed to optimize the range of annealing time and temperature. The so produced Al/St cladding plates could not only effectively solve the low interface strength in Al/St cladding plates, but also meet the mechanical properties which were necessary for further processing of Al/St cladding plates. It was provided a kind of aluminum alloy and corresponding heat treatment process which could effectively solve the low bonding strength under the condition of high temperature brazing because of the existence of brittle Fe-Al phases.
US10208370 — HIGH-STRENGTH ALUMINUM ALLOY AND MANUFACTURING METHOD THEREOF — UACJ Corporation (Japan) — An aluminum alloy contains, in mass percent, Zn: 2.5% or more and less than 5.0%, Mg: 2.2% or more and 3.0% or less, and Ti: 0.001% or more and 0.05% or less, Cu: 0.10% or less, Zr: 0.10% or less, Cr: 0.03% or less, Fe: 0.30% or less, Si: 0.30% or less, and Mn: 0.03% or less, the remainder being composed of Al and unavoidable impurities. The manufacturing method includes performing a homogenization treatment that heats the ingot at a temperature of 540°C or higher and 580°C or lower for 1-24 hours; subsequently, forming a wrought material by performing hot working on the ingot in a state where the temperature of the ingot at the beginning of the working is 440-560°C; while the wrought material is still at 400°C or higher, starting to cool it and subsequently performing a quenching treatment such that, while the wrought material is cooling down from 400-150°C, the average cooling rate is 3°C/s or more and 300°C/s or less; cooling the temperature of the wrought material to room temperature by said quenching treatment or by an additional cooling treatment; and thereafter, performing an artificial aging treatment on the wrought material. The tensile strength is 380 MPa or more; the electrical conductivity is 38.0% IACS or more; and the metallographic structure is composed of a recrystallized structure.
US10196722 — METHOD FOR MANUFACTURING A STRUCTURAL ELEMENT HAVING A VARIABLE THICKNESS FOR AIRCRAFT PRODUCTION — Constellium Issoire (France) — The invention relates to the method for manufacturing a rolled product of variable thickness made of heat-treatable aluminum alloy in which hot rolling is performed to achieve a variation in thickness of at least 10% lengthwise between the thickest part and the thinnest part; the rolled product of variable thickness obtained undergoes solution heat-treatment and quenching with permanent set of at least 1% in the thickest part before natural or artificial ageing. The products obtained according to the invention exhibit improved mechanical strength of at least 5% in the thinnest part and improved fracture toughness of at least 15% in the thickest part. The products according to the invention are notably useful in the fabrication of aircraft upper or lower wing skins the “buy to fly” ratio and the properties are simultaneously improved.