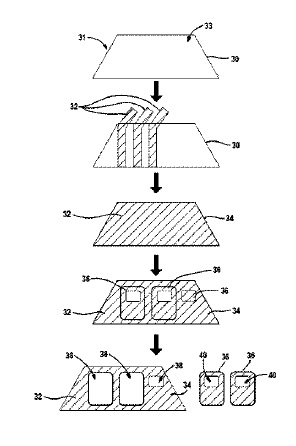
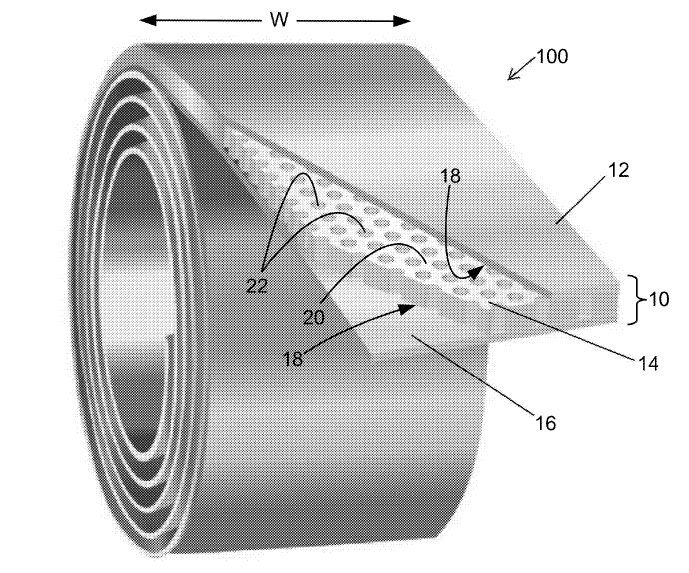
US10052710 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES USING ELECTRODE WELD FACE COVER — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy (“aluminum”) workpiece together includes several steps. One step involves providing a workpiece stack-up with a steel workpiece and an aluminum workpiece. Another step involves attaching a cover over a weld face of a welding electrode. The cover is made of a metal material with an electrical resistivity that is greater than an electrical resistivity of a material of the welding electrode. Yet another step involves performing multiple individual resistance spot welds to the workpiece stack-up. The cover abuts the aluminum workpiece while the individual resistance spot welds are performed. The increased heat attributed to the cover better balances heat developed between the steel and aluminum workpieces and, it has been found, alters the solidification behavior of a weld joint produced in the aluminum workpiece in a way that precludes the undesirable accumulation of defects at and along a faying interface of the stack-up. It can also help reduce heating in the steel workpiece which, in turn, reduces growth of the brittle Fe-Al intermetallic layers at the faying surface. And another step involves removing the cover from the welding electrode after the individual spot welds are performed.
US10047425 — ARTIFICIAL AGING PROCESS FOR HIGH STRENGTH ALUMINUM — Ford Global Technologies, LLC (USA) — A method of age hardening a 7xxx series aluminum alloy, e.g., AA7075, is provided that includes heat treating the alloy at a first temperature for a first exposure time and heat treating the alloy at a second temperature that is higher than the first temperature for a second exposure time. The age hardening process may be used to form an alloy having a yield strength of at least 490 MPa and the total age hardening time may be 8 hours or less. In one example, the first heat treatment is performed at 100˚C to 150˚C for 0.2 to 3 hours and the second heat treatment is be performed at 150˚C to 185˚C for 0.5 to 5 hours.
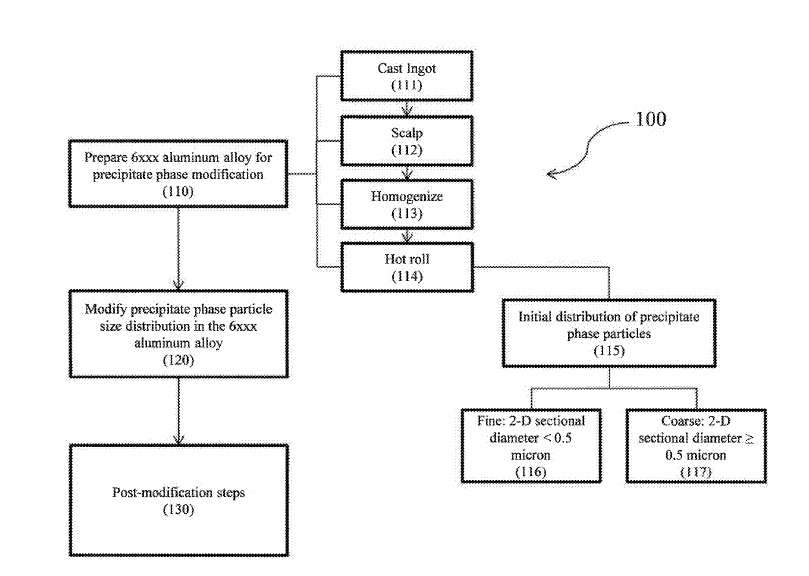
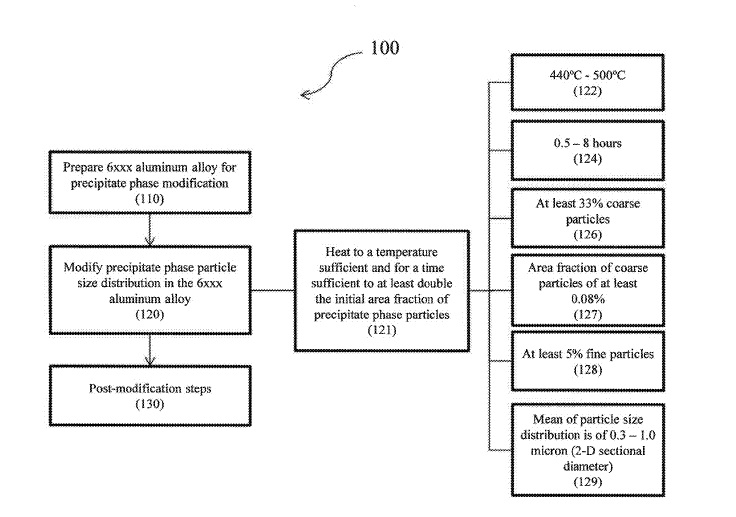
US10047423 — 6XXX ALUMINUM ALLOY SHEET PRODUCTS AND METHODS FOR MAKING THE SAME — Arconic Inc. (USA) — The present disclosure relates to 6xxx aluminum alloy sheet products having tailored particle size distributions and methods for making the same. Generally, the new 6xxx aluminum alloy sheet products realize improved hemming response and/or decreased natural aging rate, useful in automotive body panel applications. The new 6xxx aluminum alloy sheet products may realize the improved properties by employing controlled, post-hot rolling conditions, thereby realizing a modified precipitate phase particle size distribution within the alloy. The modifying may include heating the intermediate gauge strip to a temperature of from 440˚C (825˚F) to 500˚C. (932˚F) and for a time sufficient to create a modified strip product having a modified (tailored) precipitate phase particle size distribution. The modified precipitate phase particle size distribution generally realizes an increased proportion of coarse particles (2-D sectional diameter >0.5 micron), which are more resistant to dissolution during solution heat treatment. Thus, following solution heat treatment, the new 6xxx aluminum alloys have an increased proportion of coarse particles, resulting in a decreased rate of natural aging, and/or improved hemming response.
US10047422 — AlMgSi STRIP FOR APPLICATIONS HAVING HIGH FORMABILITY REQUIREMENTS — Hydro Aluminium Deutschland GmbH (Germany) — The invention relates to a method for producing a strip made of an AlMgSi alloy in which a rolling ingot is cast of an AlMgSi alloy, the rolling ingot is subjected to homogenization, the rolling ingot which has been brought to rolling temperature is hot-rolled, and then is optionally cold-rolled to the final thickness thereof. The problem of providing a method for producing an aluminum strip made of an AlMgSi alloy and an aluminum strip, which has a higher breaking elongation with constant strength and therefore enables higher degrees of deformation in producing structured metal sheets, is solved in that the hot strip has a temperature of no more than 130˚C directly at the exit of the last rolling pass, preferably a temperature of no more than 100˚C, and the hot strip is coiled at that or a lower temperature. Such AlMgSi strip is particularly of advantageous use in body and chassis parts for automotive as well as aircraft construction or rail vehicle construction where high strength combined with good formability are required.
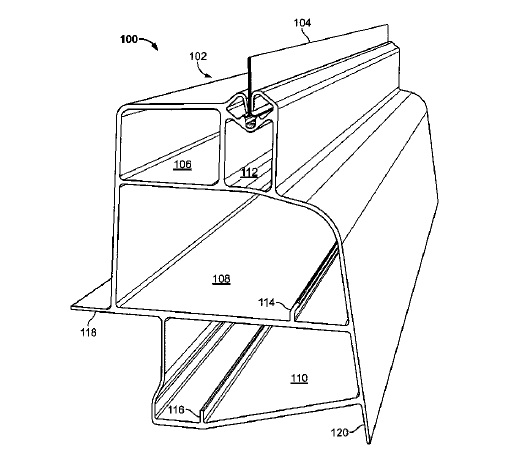
US10046422 — EXTRUSION PIECE WITH INSERT OF DISSIMILAR MATERIAL — Tesla Motors, Inc. (USA) — A profile piece includes: an extruded piece of a first material having a mouth portion along at least part of its length; and an insert of a second material different than the first material, the insert attached to the extruded piece by the mouth portion, wherein the insert is configured for welding the profile piece to a component of a third material different than the first material. For example, the extruded piece comprises aluminum, and the second and third materials comprise steel. The extruded piece is a vehicle door sill.
US10041154 — ALUMINUM ALLOY SHEET AND METHOD FOR MANUFACTURING SAME — Nippon Light Metal Company, Ltd. and Nissan Motor Co., Ltd. (Japan) — The present invention relates to an aluminum alloy sheet and a method for manufacturing the same, and more particularly to an aluminum alloy sheet excellent in chemical conversion treatability by zinc phosphate, and formability and a method for manufacturing the same. The subject aluminum alloy sheet includes an aluminum alloy substrate having a composition containing, by mass percentage, 3.0 to 4.0% of magnesium, 0.2 to 0.4% of manganese, 0.1 to 0.5% of iron, not less than 0.03% but less than 0.10% of copper, and less than 0.20% of silicon, with the remainder being aluminum and unavoidable impurities. A peak concentration of a copper concentration distribution in a thickness direction in a region at a depth of 15 nm to 200 nm from the surface of the aluminum alloy substrate is equal to or more than 0.15%, and the aluminum alloy substrate has a recrystallized structure with an average grain size of 15 µm or less. A method for manufacturing the aluminum alloy sheet according to a second aspect of the present invention includes the steps of continuously casting the molten aluminum alloy into a slab of 2 to 15 mm thick by using a thin slab continuous casting machine, directly winding up the slab in a roll without subjecting the slab to hot rolling, subjecting the slab to cold rolling with a final cold reduction of 70 to 95% after winding up the slab, and subjecting the cold rolled slab to final annealing.
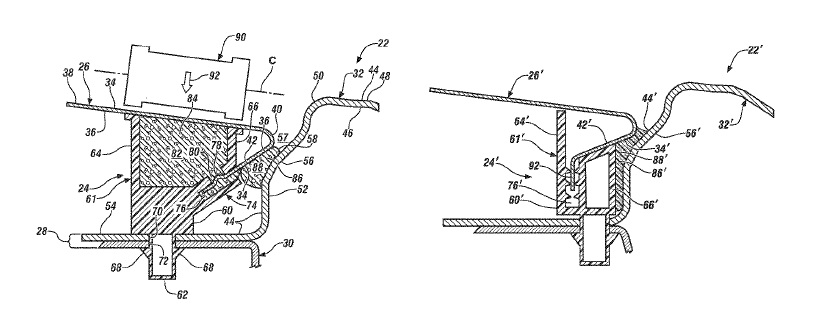
US10040484 — VEHICLE ROOF PANEL ATTACHMENT ASSEMBLY — GM Global Technology Operations LLC (USA) — A vehicle roof panel attachment assembly includes a substructure, a fastening device, a roof panel, and a side panel, all of which may be made of different materials. For example, the roof panel may be made of aluminum and the substructure of steel, while the side panel may be made of metal or plastic composite. The fastening device is engaged to the substructure and projects through an opening in the substructure. The roof panel includes a top portion spaced above the substructure, a flange, and a bend feature disposed between the top portion and the flange. The flange projects, at least in-part, downward from the bend feature and is engaged to the fastening device. The side panel includes an outer segment and an inner segment projecting, at least in-part, downward from the outer segment. A seam is carried by and between the bend feature and the inner segment.
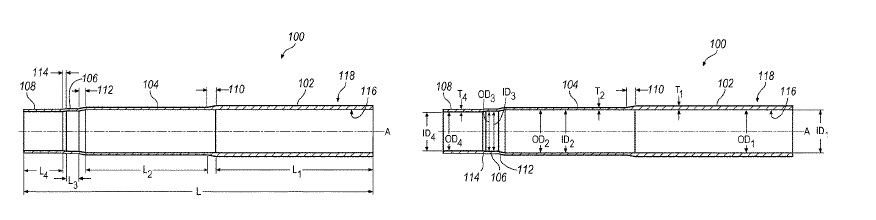
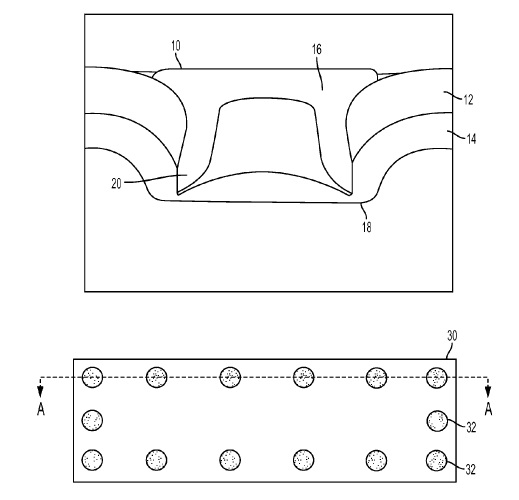
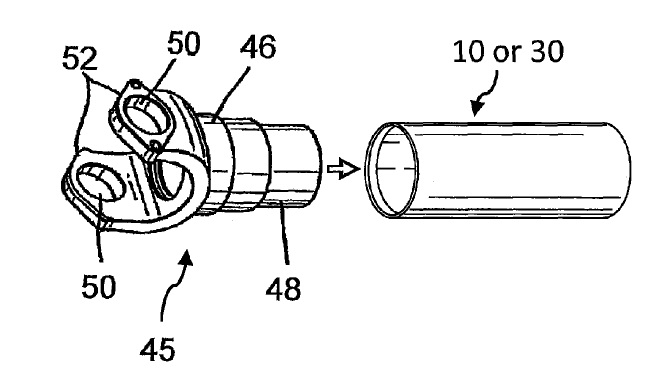
US10040108 — TUBULAR STRUCTURE SUPPORT WITH VARIABLE DIMENSIONS AND MECHANICAL PROPERTIES — L&W Engineering (USA) — A support may include a hollow metallic tube extending over an axis and may include two opposing ends. The tube may include a plurality of sections disposed along the axis. A first section may be disposed at an end of the tube and include a first inner diameter, a first outer diameter, and a first wall thickness. A second section may be separated from the first section via a first transition zone. The second section may include a second inner diameter, a second outer diameter, and a second wall thickness. A third section may be disposed remote from the first section and be separated from the second section via a second transition zone. The third section may have a third inner diameter, a third outer diameter, and a third wall thickness. The wall thickness, inner diameter and outer diameter may vary along the tube between the plurality of sections. For example, some applications may include, but not limited to, structural components for vehicles, industrial equipment, building, infrastructural and architectural components, commercial and residential components, road guard rails and light posts, to name a few.
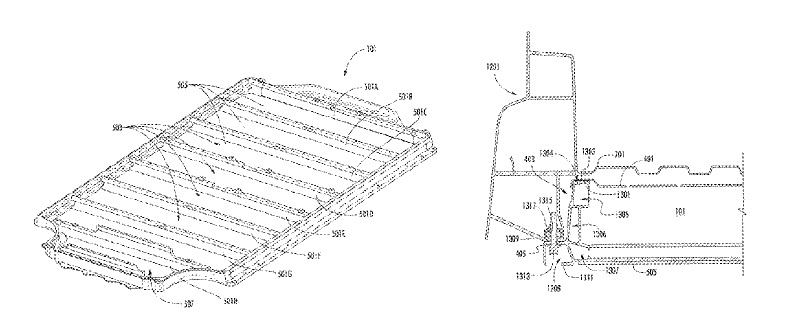
US10038173 — EXTRUDED BATTERY ENCLOSURE JOINT CONFIGURATION — GM Global Technology Operations LLC (USA) — An automotive battery pack enclosure, assembly and method of housing battery pack cells within an enclosure. The enclosure includes a tray that defines a mounting surface for the various individual battery cells, as well as an upstanding wall made of an aluminum alloy, while the assembly further includes numerous individual battery cells aligned along a stacking axis within the enclosure. The wall is made from a continuous extruded preform with periodically-spaced miters that permit bending such that the wall can assume any shape defined by the various panels. The panels cooperative with the peripheral edges of the tray to define a battery container with a footprint shape generally similar to that of the tray. By being formed from a substantially one-piece preform, all of the corners
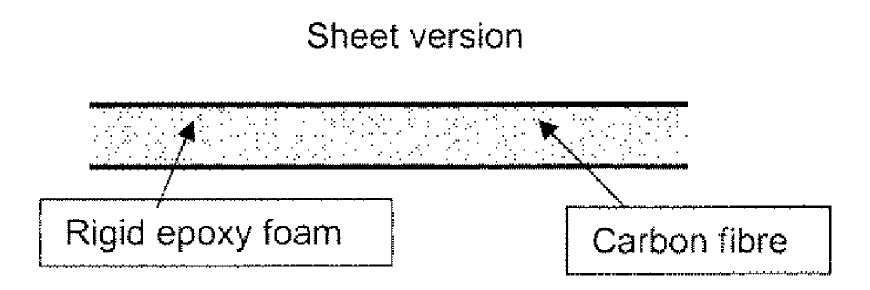
US10035326 — COMPOSITE MATERIALS — Zephyros, Inc. (USA) — Light weight composites with high flexural strength comprise epoxy foam sandwiched between two layers of facing material, which may be aluminum, have high strength and low weight and can be used to replace steel structures. Such composites are useful in the transportation industries to replace metal or fiber reinforced plastics in panels and reinforcements. The facing layer may be fibrous material especially glass or carbon fibers, the facing material is preferably embedded into the epoxy matrix. Alternatively, they may be matching box structures or concentric metal tubes. The sandwich structures may be prepared by laying up the fiber; coating and/or impregnating the layer with epoxy resin, laying a layer of heat activatable foamable epoxy material, providing a further layer of the fibrous material optionally coated and/or impregnated with epoxy resin on the foamable material and heating to foam and cure the epoxy materials. Alternatively, they may be formed by extrusion of the foamable material between the surface layers.
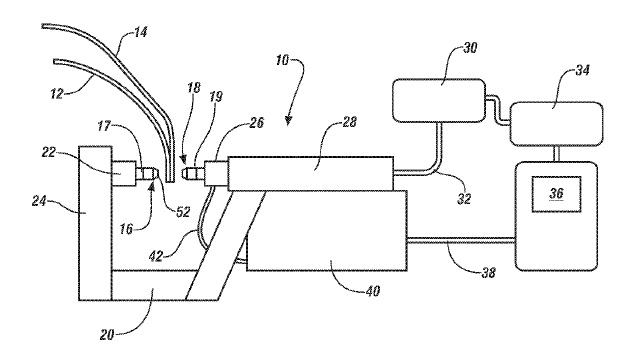
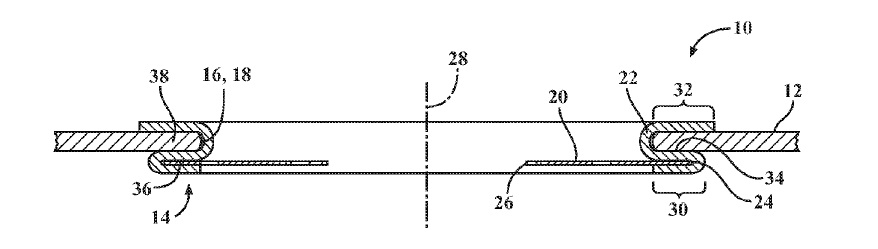
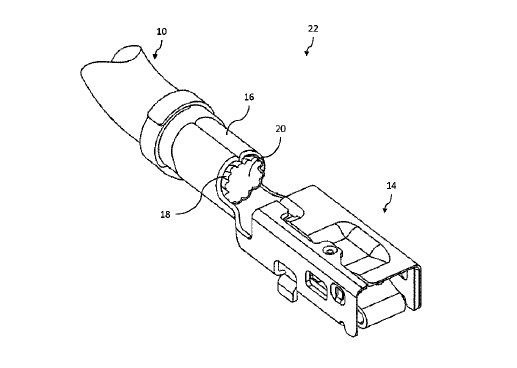
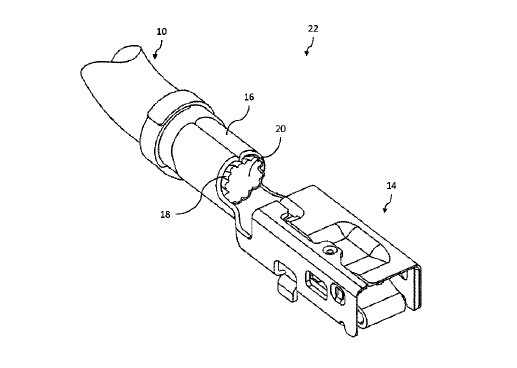
US10033146 — METHOD OF MANUFACTURING ELECTRICAL WIRE CONNECTING STRUCTURE — Furukawa Electric Co. Ltd. and — Furukawa Automotive Systems Inc. (Japan) A method of manufacturing an electrical wire connecting structure for automotive wire harnesses made with aluminum wire in which a terminal having a tube-shaped portion and a conductor portion of a covered electrical wire are crimped at the tube-shaped portion, and the tube-shaped portion has a conductor crimping portion corresponding to the conductor portion, and a cover crimping portion corresponding to a cover portion of the covered electrical wire, the method comprising the steps of a) forming the tube-shaped portion, b) inserting the covered electrical wire into a corresponding space, c) crimping a welded portion of the conductor, and d) compressing the cover crimping portion.
US10033124 — ELECTRICAL CONTACT PAIR AND CONNECTOR TERMINAL PAIR — AutoNetworks Technologies, Ltd., Sumitomo Wiring Systems, Ltd., and Sumitomo Electric Industries, Ltd. (Japan) — In recent years, following the spread of hybrid automobiles, electric automobiles, and the like, high-current connector terminals have been used for, for example, power supply lines for supplying electric power to a motor and the like. In the electrical contact pair, the first conductive base material and the second conductive base material may be made of copper or a copper alloy, or aluminum or an aluminum alloy. Typically, electrical contacts of this type of connector terminal employ Ag plating, which has low contact resistance. When the connector terminals are fitted to each other, the Ag layers of electrical contacts are brought into contact with each other, and a contact portion of a pair of electrical contacts is formed. An electrical contact pair and a connector terminal pair that can reduce the amount of sliding wear in a contact portion. The electrical contact pair includes a first electrical contact, a second electrical contact, and a contact portion. The first electrical contact includes, above a first conductive base material, an Ag-Sn alloy layer, and a first Ag layer that is laminated on a surface of the Ag-Sn alloy layer, and the first Ag layer is exposed as the outermost surface. The second electrical contact includes a second Ag layer above a second conductive base material, and the second Ag layer is exposed as the outermost surface. The contact portion is obtained as a result of a surface of the first Ag layer of the first electrical contact and a surface of the second Ag layer of the second electrical contact being in contact with each other.
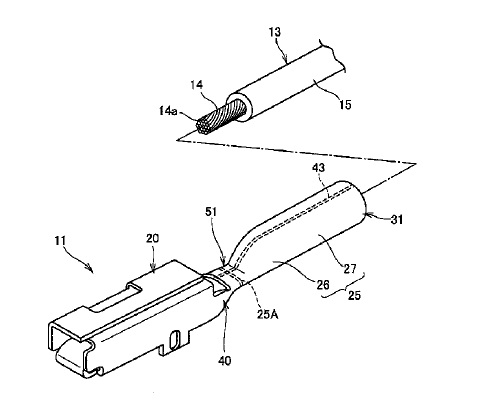
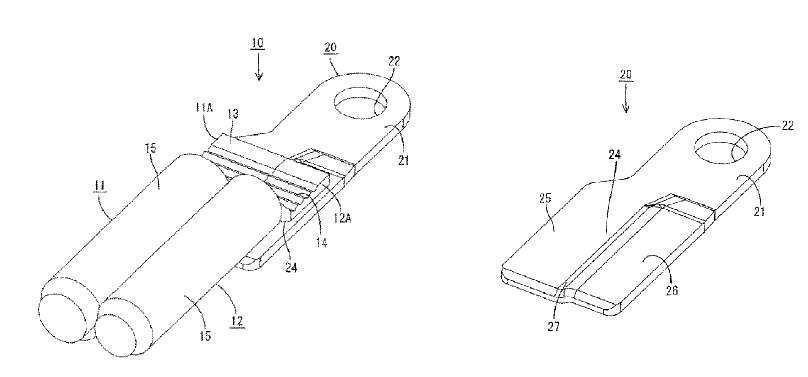
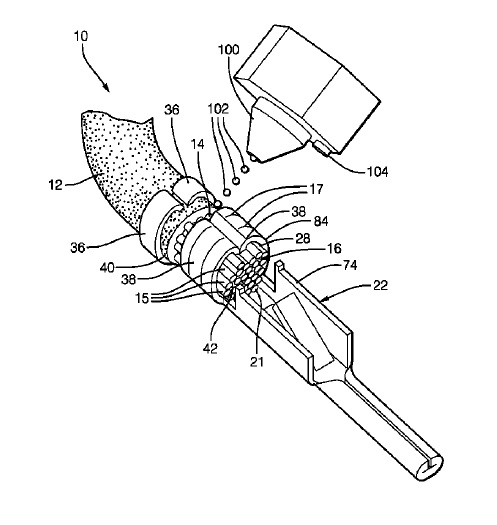
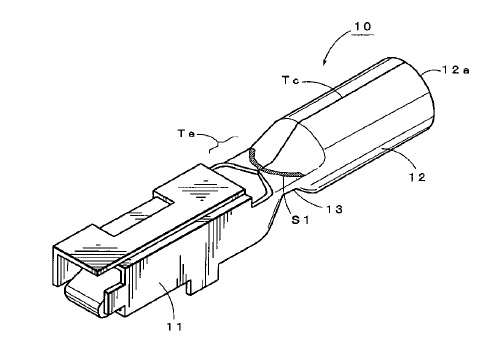
US10033116 — TERMINAL, TERMINAL-EQUIPPED ELECTRICAL WIRE, AND METHOD FOR MANUFACTURING TERMINAL-EQUIPPED ELECTRICAL WIRE — Autonetworks Technologies, Ltd., Sumitomo Wiring Systems, Ltd., and Sumitomo Electric Industries, Ltd. (Japan) — A terminal (20) includes a connecting portion (24) to which a plurality of wires (11, 12) including conductors (13, 14) having different thicknesses are to be connected side by side, and the connecting portion (24) is stepped. A terminal-wire assembly (10) includes a plurality of wires (11, 12) including conductors (13, 14) having different thicknesses and a terminal (20) including a connecting portion (24) to which the plurality of wires (11, 12) are to be connected side by side, and the connecting portion (24) is stepped. In the terminal-wire assembly (10), the wire (12) connected at a high position on the connecting portion (24) includes the thinner conductor (14) than the wire (11) connected at a low position on the connecting portion (24). The terminal is formed of a plate member made of metal such as copper, copper alloy, aluminum or aluminum alloy, and the surfaces of the metal plate member constituting the terminal 20 may be plated if necessary.
US10030295 — 6XXX ALUMINUM ALLOY SHEET PRODUCTS AND METHODS FOR MAKING THE SAME — Arconic Inc. (USA) — The present disclosure relates to methods for producing new 6xxx aluminum alloy sheet products having tailored precipitate phase particle size distributions. Generally, the new 6xxx aluminum alloy sheet products realize improved hemming response and/or decreased natural aging rate. The new 6xxx aluminum alloy sheet products may realize the improved properties by employing controlled, post-hot rolling conditions, thereby realizing a modified precipitate phase particle size distribution within the alloy. The modified precipitate phase particle size distribution generally realizes an increased proportion of coarse particles (2-D sectional diameter 0.5-2.0 microns), which are more resistant to dissolution during solution heat treatment. Correspondingly, the modified precipitate phase particle size distribution generally realizes a lower proportion of fine particles, which may dissolve during solution heat treatment. The tailored precipitate phase particle size distributions may be produced by preparing a 6xxx aluminum alloy sheet for precipitate phase modification, and then modifying an initial precipitate phase particle size distribution of the material. The modifying may include heating the intermediate gauge strip to a temperature of from 440˚C. (825˚F.) to 500˚C. (932˚F.) and for a time sufficient to create a modified strip product having a modified (tailored) precipitate phase particle size distribution. The modified strip product may realize improved properties.
US10029624 — SHEET METAL MOLDING FOR MOTOR VEHICLES AND PROCESS FOR PRODUCING A SHEET METAL MOLDING FOR MOTOR VEHICLES — Benteler Automobiltechnik GmbH (Germany) — A motor vehicle sheet metal molding of the invention is produced by hot forming from a metal sheet composed of an aluminum alloy which cannot be precipitation hardened, which contains at least magnesium and optionally manganese in addition to aluminum as alloy component. The motor vehicle sheet metal molding after forming has, at least locally, degrees of deformation which are above the forming limit curve of the aluminum alloy at room temperature. To produce the motor vehicle sheet metal molding, the metal sheet is heated at least locally to a temperature in the range from 200˚C. to 400˚C. over a period of from 1 to 60 seconds. The heated metal sheet is subsequently placed in a forming tool of a forming press and formed to produce the motor vehicle sheet metal molding.
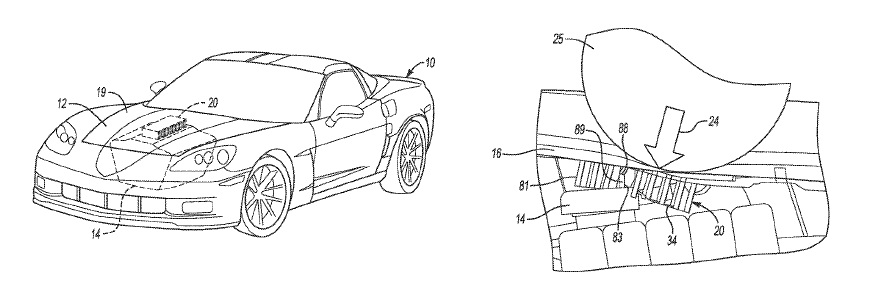
US10023239 — LOCAL ENERGY ABSORBER — GM Global Technology Operations LLC (USA) — A vehicle hood covering an underhood object includes an inner surface of the vehicle hood facing the underhood object and spaced from the underhood object, and an outer surface of the vehicle hood opposite the inner surface. A local energy absorber is operatively attached to the inner surface of the vehicle hood. The local energy absorber is a multiply-connected structure. The local energy absorber includes a wall defining an interior surface having symmetry about a central plane normal to the inner surface of the vehicle hood. A plurality of apertures is defined in the wall symmetrically about the central plane to initiate buckling and fracture in the wall during an impact applied to the outer surface defining an impact event having a duration of less than 20 milliseconds. The local energy absorber 20 may be fabricated by extruding the wall 40 as a single extrudate 45 through a die 44, then forming the plurality of apertures 50. In an example, the local energy absorber 20 may be formed from a magnesium alloy or an aluminum alloy.
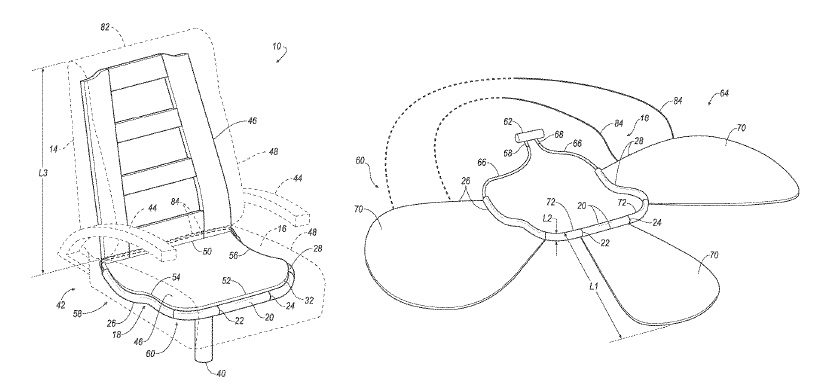
US10023146 — VEHICLE SEAT ASSEMBLY INCLUDING AIRBAG — Ford Global Technologies, LLC (USA) — A seat assembly for a vehicle includes a seatback and a seat bottom, the frame of each may be made of aluminum, extending away from the seatback. An airbag is supported by the seat bottom and includes a middle member having a first end and a second end. The middle member is spaced from the seatback. The airbag includes a first side member extending from the first end of the middle member toward the seatback, and a second side member extending from the second end of the middle member toward the seatback. When inflated in response to a sensed impact of the vehicle, the middle member, the first side member, and the second side member extend around the occupant. One leg of the occupant is disposed between the middle member and the first side member, and the other leg of the occupant is disposed between the middle member and the second side member.
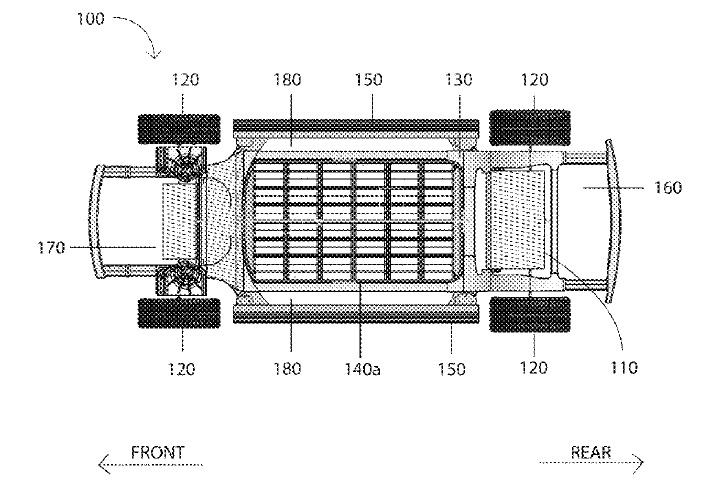
US10023038 — SYSTEM FOR ABSORBING AND DISTRIBUTING SIDE IMPACT ENERGY UTILIZING AN INTEGRATED BATTERY PACK — Tesla Motors, Inc. (USA) — An energy absorbing and distributing side impact system for a vehicle includes: first and second side sills or rocker panels, preferably formed from extruded aluminum, each of the first and second sills comprising multiple longitudinal channels, at least an upper longitudinal channel positioned above a vehicle floor panel and at least a lower longitudinal channel positioned below the vehicle floor panel; a battery enclosure mounted between front and rear suspensions of the vehicle, the battery enclosure having a first side member attached to the first side sill, and a second side member attached to the second side sill; cross-members integrated into the battery enclosure; and one or more bolts each extending though a respective opening in one of the cross-members and extending to an opposite side of the vehicle floor panel from the cross-member, which may be made of an aluminum extrusion.
US10022912 — ADDITIVE MANUFACTURING OF A UNIBODY VEHICLE — GM Global Technology Operations LLC (USA) — Methods for manufacturing structures are provided. The methods include manufacturing a shell structure by additive manufacturing methods and sectioning panels with predetermined shapes from the shell structure. Either polymers or metals may be used to create solid structures via additive manufacturing. Non-limiting examples of additive manufacturing processes include fused deposition modeling and selective laser sintering with polymers, such as thermosets and thermoplastics; stereolithography, continuous liquid interface production technology, or other technologies that rely on UV curable polymers; fused deposition modeling with composite polymers; direct metal laser sintering, electron beam direct metal melting systems, blown powder directed energy deposition, wire-fed directed energy deposition, and liquid metal 3D printing system with “MagnetJet” technology with metals, such as aluminum alloys, titanium alloys, and steel alloys. Moreover, a plurality of materials may be deposited at different locations of an object being built by a single machine The panels are subsequently coupled to a shell structure. Devices for performing various steps of the methods are also provided.
US10022822 — MULTI-LAYERED ALUMINUM BRAZING SHEET MATERIAL — Aleris Rolled Products Germany GmbH (Germany) — Multilayered brazing sheet including aluminum core alloy layer of 3xxx-series aluminum alloy having, in wt. %, up to 0.4% Si, up to 0.5% Fe, 0.4% to 0.75% Cu, 0.6% to 1.1% Mn, up to 0.07% Mg, up to 0.2% Cr, up to 0.25% Zr, up to 0.2% Ti, up to 0.15% Zn, balance aluminum and impurities, first and second brazing clad layers on opposed faces of core layer, and an inter-layer on either or both sides of core layer between the core layer and first or second brazing clad layer. The first and second brazing layers are 4xxx-series aluminum alloy. The inter-layer(s) is 3xxx-series aluminum alloy, having, in wt. %, up to 0.6% Si, 0.2% to 0.7% Fe, up to 0.2% Cu, 1.0% to 1.6% Mn, up to 0.25% Zn, up to 0.04% Mg, up to 0.2% Cr, up to 0.2% Zr, up to 0.07% Ti, balance aluminum and impurities. The invention further relates to a brazed heat exchanger comprising various components and at least one component being made from the aluminum alloy brazing sheet according to this invention.
US10017659 — ROBUST SEALED ELECTRIC TERMINAL ASSEMBLY — Delphi Technologies, Inc. (USA) — A wire terminal assembly is disclosed in which a conductive terminal is connected to a conductive cable core along a conductive connection interface. Interest in weight savings and cost savings in various applications such as automotive electrical wiring applications have made aluminum- based cables an attractive alternative to copper-based cables. However, some wiring and electrical connectors may remain copper based. Thus, there may be a transition somewhere in the electrical circuit between an aluminum-based portion of the circuit and a copper-based portion of the circuit. A crimp interface connection of metal cable core (e.g., aluminum) to a different metal terminal (e.g., copper) can produce galvanic corrosion at the interface of the metal of lower nobility if an electrolyte such as salt water is present. To protect from moisture at electrical cable terminal connections, a coating is disposed over the conductive connection interface that is the product of a free radical polymerization reaction of a coating composition applied over the conductive connection interface, the coating composition including: (1) an oligomer comprising at least two active unsaturated bonds, (2) a monomer comprising an unsaturated bond, and (3) a compound comprising a plurality of thiol groups.
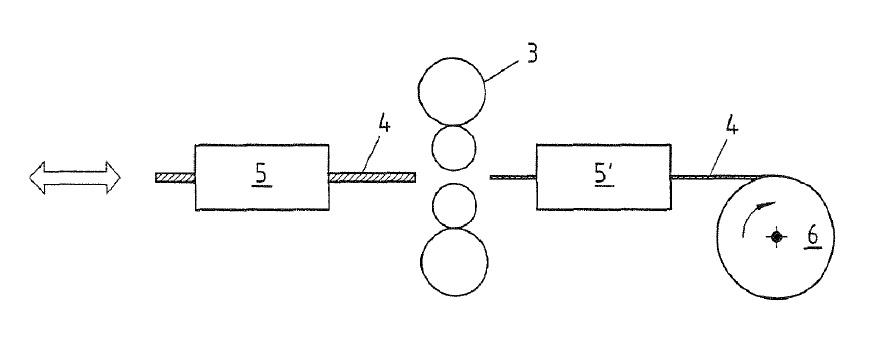
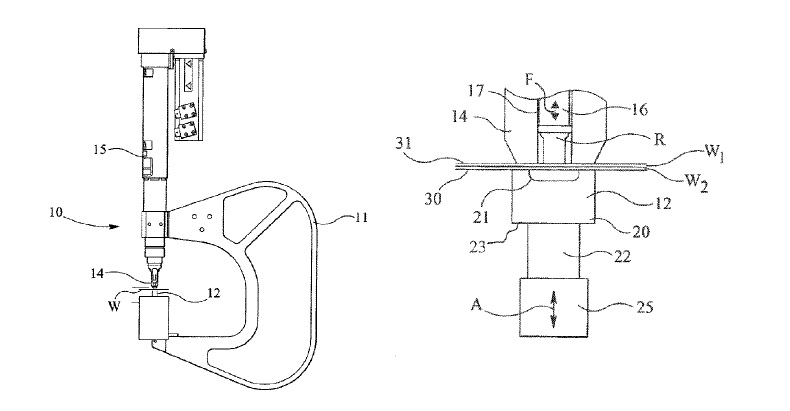
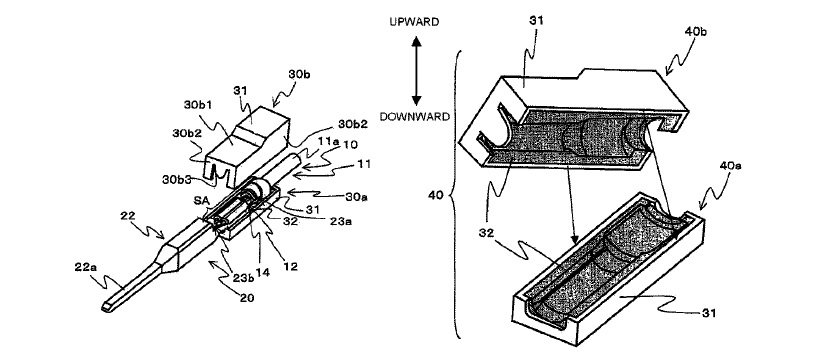
US10016958 — METHOD FOR MANUFACTURING SHEET METAL BLANKS, IN PARTICULAR HYBRID SHEET METAL BLANKS — Wisco Lasertechnik GmbH (Germany) — In industrial applications, in particular, the automotive sector, ever-increasing requirements are being imposed for the combination of the most diverse materials. Combinations of aluminum and steel sheet are not uncommon in this context, since different requirements are expected of the different component parts of a sheet metal blank, for example, in terms of its deformability and stability. The ability to connect together different sheet metal materials from different groups of materials, for example, steel and aluminum, calls for the use of elaborate methods of connection, for example, riveting, crimping, or overlapping with third materials, which involves additional processing, handling and, above all, material costs and space requirements. The object of the present invention is thus to make available a method for manufacturing sheet metal blanks, in particular, hybrid sheet metal blanks, which is capable of being executed in a simplified and cost-effect manner and avoids additional handling costs. A method of this invention for manufacturing sheet metal blanks, in particular hybrid sheet metal blanks, a first sheet metal part being manufactured from a first sheet metal part material, a second sheet metal part being manufactured from a second sheet metal part material, an elongate connecting sheet metal strip being provided, and the connecting sheet metal strip being connected along a first longitudinal edge to the first sheet metal part by a thermal joint, and the connecting sheet metal strip being connected along a second longitudinal edge to the second sheet metal part by means of a preferably thermal joint, characterized in that, in a first process step, the connecting sheet metal strip is connected to the first sheet metal part and, in a second process step, the connecting sheet metal strip is connected to the second sheet metal part. The first and the second process steps involve joining the sheet metals by laser welding and take place within a production line.
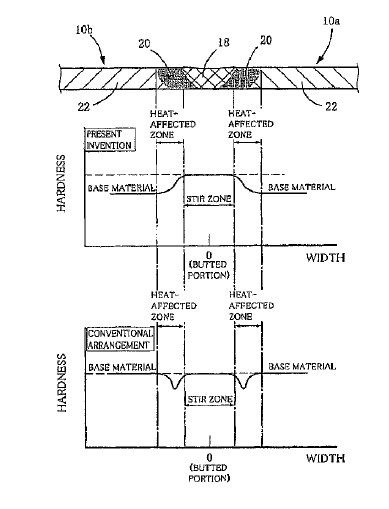
US10016837 — METHOD OF JOINING HEAT-TREATABLE ALUMINUM ALLOY MEMBERS BY FRICTION STIR WELDING — UACJ Corporation (Japan) — The present invention relates in general to a method of joining heat-treatable aluminum alloy members by friction stir wielding and a joined product for press forming obtained by the method. More particularly, the invention relates to such a method capable of advantageously providing a joined product with good ductility, accordingly with good press formability while effectively preventing occurrence of fracture at a stir zone and heat-affected zones of the joined product obtained as a result of joining the heat-treatable aluminum alloy members by friction stir welding, and such a joined product for press forming advantageously produced by the method. A method of joining heat-treatable aluminum alloy members by friction stir welding, including the steps of: a T4-treatment-performing step of performing a T4 treatment on heat-treatable aluminum alloy members so as to impart T4 temper to the heat-treatable aluminum alloy members; a joining step of joining the heat-treatable aluminum alloy members with T4 temper by friction stir welding to provide a joined product; and a reversion-treatment-performing step of performing a reversion treatment, the reversion-treatment-performing step being carried out prior to or after the joining step.
US10010966 — ELECTRODE FOR RESISTANCE SPOT WELDING OF DISSIMILAR METALS — GM Global Technology Operations LLC (USA) — A method of spot welding a workpiece stack-up that includes a steel workpiece and an aluminum alloy workpiece involves passing an electrical current through the workpieces and between welding electrodes that are constructed to affect the current density of the electrical current. The welding electrodes, more specifically, are constructed to render the density of the electrical current greater in the steel workpiece than in the aluminum alloy workpiece. This difference in current densities can be accomplished by passing, at least initially, the electrical current between a weld face of the welding electrode in contact with the steel workpiece and a perimeter region of a weld face of the welding electrode in contact with the aluminum alloy workpiece.
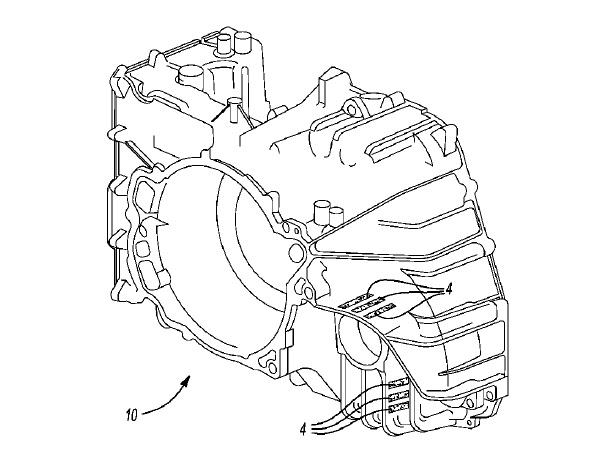
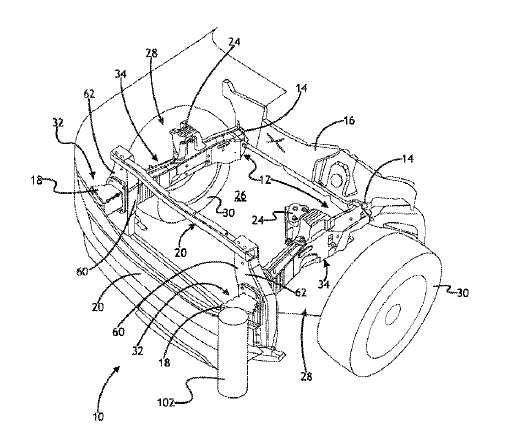
US10005495 — ASSEMBLY FOR A MOTOR VEHICLE WITH AN AUXILIARY FRAME AND AN IMPACT ABSORPTION STRUCTURE — Kirchhoff Automotive Deutschland GmbH (Germany) — The disclosure relates to an assembly for a motor vehicle with an auxiliary frame to connect to a wheel suspension, whereby the auxiliary frame may be constructed in a shell construction having an upper shell and a lower shell. The shells may enclose an internal shell space and be rigidly connected to each other. The assembly may also comprise a shock-absorbing structure. The shock-absorbing structure can be fully or partially integrated in the internal shell space of the auxiliary frame in the form of an insert and immovably positioned within it. The shock-absorbing structure may be made from an aluminum alloy suitable for such purposes, for example an alloy from the 6000 series of the Aluminum Association’s classification. In one embodiment, the shells that make up the auxiliary frame in its shell construction can also be made from an aluminum material. For instance, a high-strength aluminum material can be used, for example from the 5000 or 6000 series of the Aluminum Association’s classification. The shells can also be made from a steel material. It is also possible to use fiber-reinforced plastic materials to form the auxiliary frame and/or the shock-absorbing structure, or sections thereof.
US10005120 — METHOD FOR FORMING A JOINT USING A SELF-PIERCING RIVET — Henrob Limited (GB) — A joint is formed in a stack of at least two sheets of light metal alloy, using a self-piercing rivet that is fully hollow. The rivet is coated at least along a portion of its bore by a lubricant and pierces the upper surface thereof and such that the shank deforms outwardly to interlock with the material but without penetration to the die side of the material. The outside diameter of the shank of the rivet is 5.4 mm or less. The die has a volume that is less than 60% or 70% of the effective solid volume of the rivet. The sheets may have an ultimate tensile strength in the range 50-600 MPa and preferably in the range 180 MPa-600 MPa. For example, they may be a high strength aluminum alloy having an ultimate tensile strength in the range 330-600 MPa. Alternatively, they may be made of a wrought magnesium alloy having an ultimate tensile strength in the range 180-440 MPa. It will be appreciated that the sheets of the joint may be made from different materials, with at least one of the sheets being a light metal alloy or each sheet in the stack being a light metal alloy but not necessarily the same as the other sheets in the stack.
US10001209 — LINEAR EXPANSION REDUCTION OF METAL COMPONENT ASSEMBLIES USING COMPOSITES — GM Global Technology Operations LLC (USA) — The present disclosure relates to minimizing differential thermal expansion of lightweight metal components made of aluminum or magnesium in at least one linear direction by using strategic incorporation of polymeric composites, for example, by incorporating polymeric composites into automotive bearing assemblies having lightweight metal components. Methods of producing an assembly, e.g., a bearing assembly, for a vehicle, with reduced thermal expansion in a linear direction as well as methods for minimizing linear thermal expansion in an assembly, are provided. The assembly has at least two components with substantially different linear coefficients of thermal expansion (CLTEs). The assembly has a lightweight planar metal component (e.g., a housing) with a first CLTE, a second component (e.g., a bearing component) having a second CLTE, and a polymeric composite with a third CLTE. The first CLTE is greater than the second CLTE. The third CLTE is less than or equal to the second CLTE, so that the polymeric composite structure attached to the first planar metal component reduces thermal expansion of the first planar metal component in at least one linear direction and minimizes separation of the second surface of the first planar metal component from the second component.
US10000328 — VEHICLE FUEL TANK FOR IMPROVED CRASHWORTHINESS — Robson Forensic, Inc. (USA) — A fuel tank in a vehicle which may be made of aluminum or steel. The fuel tank includes a protective outer shell, an inner shell and a crush sleeve. The protective outer shell defines an outer tank. The inner shell defines an inner tank which holds fuel. The inner shell is housed in the outer shell and is isolated from the outer shell by a space. The crush sleeve is provided in the space between the outer shell and the inner shell. The crush sleeve supports the inner shell and maintains the inner shell in position relative to the outer shell. Wherein during an impact to the vehicle, the force of the impact causes the outer shell and the crush sleeve to deform and the inner shell to move relative to the outer shell.
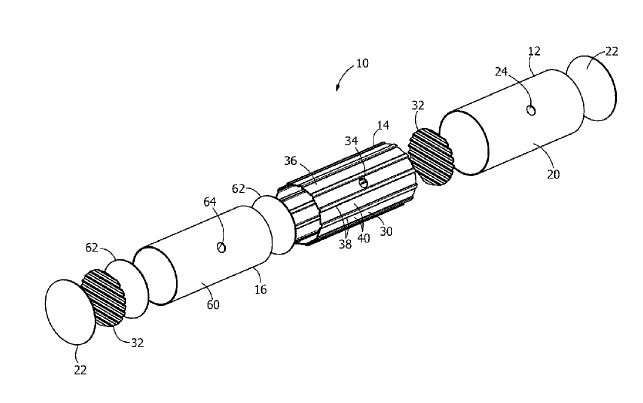
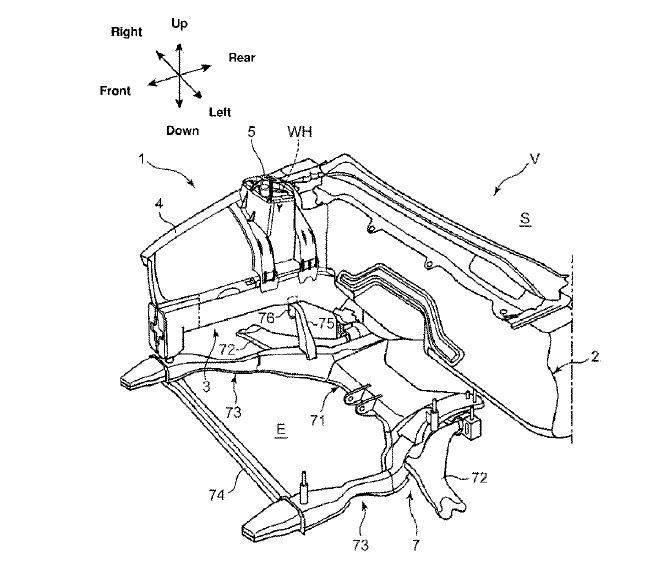
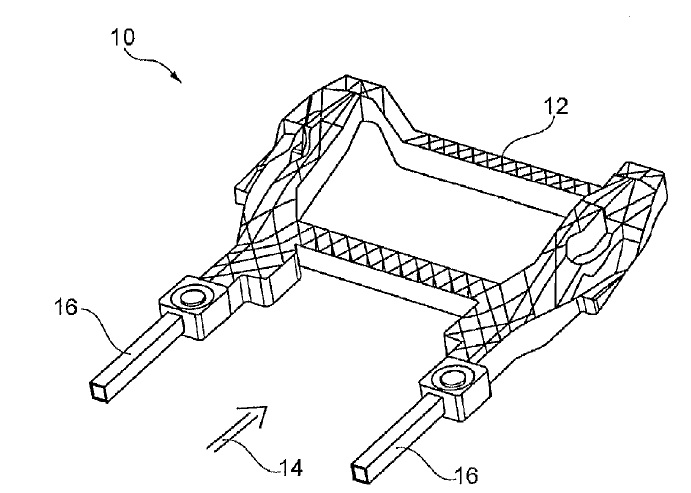
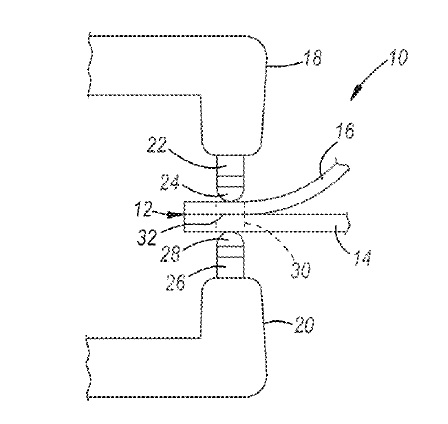
US10000238 — MODULAR SYSTEM — KSM Castings Group GmbH (Germany) — A modular system in the form of a load-bearing frame to be arranged in a tail region of a motor vehicle. The modular components which are to be linked or are linked include at least one cast structure and at least two profiles made of light metal, the cast structure comprising at least one node.
US9999939 — RESISTANCE SPOT WELDING STEEL AND ALUMINUM WORKPIECES WITH ELECTRODE INSERT — GM Global Technology Operations LLC (USA) — A method of resistance spot welding a steel workpiece and an aluminum or aluminum alloy workpiece together includes several steps. In one step a workpiece stack-up is provided. The workpiece stack-up includes a steel workpiece and an aluminum or aluminum alloy workpiece. Another step involves providing a first welding electrode that confronts the aluminum workpiece, and providing a second welding electrode that confronts the steel workpiece. The first welding electrode has an electrode body and an insert that functions to limit or eliminate heat flux into the electrode body. Other steps of the method involve bringing the first and second welding electrodes into contact with opposite sides of the workpiece stack-up and resistance spot welding the stack-up.
US9999938 — MULTI-STEP DIRECT WELDING OF AN ALUMINUM-BASED WORKPIECE TO A STEEL WORKPIECE — GM Global Technology Operations LLC (USA) — A workpiece stack-up that includes at least a steel workpiece and an aluminum-based workpiece can be resistance spot welded by employing a multi-stage spot welding method in which the passage of electrical current is controlled to perform multiple stages of weld joint development. The multiple stages include: (1) a molten weld pool growth stage in which a molten weld pool is initiated and grown within the aluminum-based workpiece; (2) a molten weld pool solidification stage in which the molten weld pool is allowed to cool and solidify into a weld nugget that forms all or part of a weld joint; (3) a weld nugget re-melting stage in which at least a portion of the weld nugget is re-melted; and (4) a re-melted weld nugget solidification stage in which the re-melted portion of the weld nugget is allowed to cool and solidify.
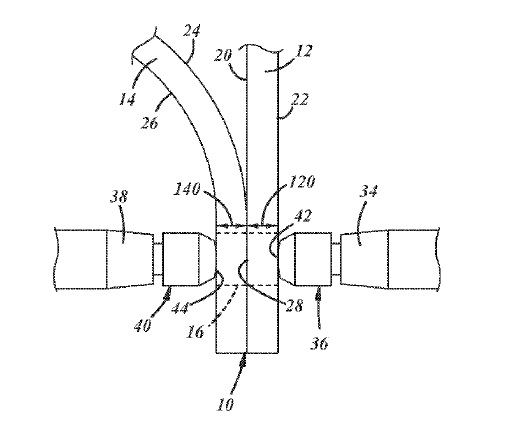
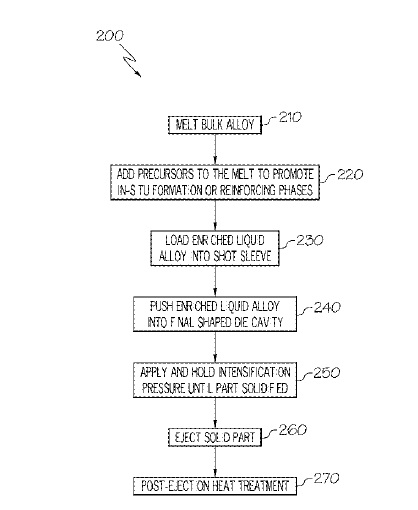
US9999921 — METHOD OF MAKING ALUMINUM OR MAGNESIUM BASED COMPOSITE ENGINE BLOCKS OR OTHER PARTS WITH IN-SITU FORMED REINFORCED PHASES THROUGH SQUEEZE CASTING OR SEMI-SOLID METAL FORMING AND POST HEAT TREATMENT — GM Global Technology Operations LLC (USA) — This invention relates generally to a method to make light-weight metal-matrix composite components through squeeze casting or semi-solid metal (SSM) forming, and more particularly to making such components from a reinforced metal matrix composite where the reinforcing phase or phases are generated in-situ during such casting or forming operations. A method of making a reinforced metal alloy component, the method including introducing a reinforcing phase precursor into a bulk alloy that is selected from the group consisting of high-entropy alloys, aluminum-based alloys, magnesium-based alloys and combinations thereof. The precursor is converted to a reinforcing phase by exposing the bulk alloy and precursor to an elevated temperature during one or more of a subsequent heat treating step, squeeze casting shaping, or semi-solid metal shaping.
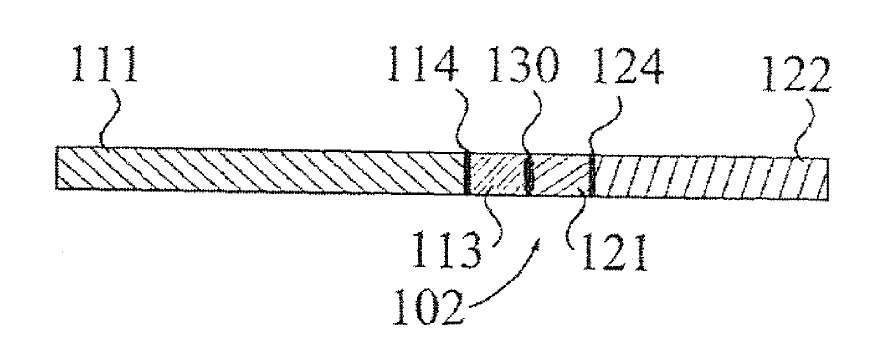
US9997878 — LIGHTWEIGHT BUSBAR FOR HIGH VOLTAGE BATTERY APPLICATIONS — GM Global Technology Operations LLC (USA) — The disclosure relates to the field of high-voltage busbars and, more specifically, to systems and methods employing lightweight busbars. Aluminum busbars provide an alternative to copper busbars. However, bolted joints connecting aluminum to copper will cause the aluminum to yield when subjected to thermal cycling. Additionally, the interface between aluminum and copper at the bolted joint creates additional drawbacks when subjected to corrosive elements and vibration such as are present in moving objects. Accordingly, aluminum busbars are not used in industries such as automotive and aerospace industries. According to aspects of the present disclosure, a lightweight busbar includes an aluminum body, a copper connector, and a cladded interface. The aluminum body defines a first end and a second end opposite the first end. The copper connector is disposed proximate the first end of the aluminum body. The copper connector is configured to be fastened to an external component. The cladded interface bonds the copper connector to the first end of the aluminum body. The cladded interface inhibits yield between aluminum and copper during thermal cycling.
US9997276 — ALUMINUM ALLOY WIRE ROD, ALUMINUM ALLOY STRANDED WIRE, COVERED WIRE, AND WIRE HARNESS, AND METHOD OF MANUFACTURING ALUMINUM ALLOY WIRE ROD — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — An aluminum alloy wire rod having a composition comprising Mg: 0.1-1.0 mass %, Si: 0.1-1.2 mass %, Fe: 0.10-1.40 mass %, Ti: 0-0.100 mass %, B: 0-0.030 mass %, Cu: 0-1.00 mass %, Ag: 0-0.50 mass %, Au: 0-0.50 mass %, Mn: 0-1.00 mass %, Cr: 0-1.00 mass %, Zr: 0-0.50 mass %, Hf: 0-0.50 mass %, V: 0-0.50 mass %, Sc: 0-0.50 mass %, Co: 0-0.50 mass %, Ni: 0-0.50 mass %, and the balance: Al and inevitable impurities, wherein a number of compound particles present on a surface and having a diameter of greater than or equal to 1 µm in terms of equivalent circle diameter is less than or equal to one per 100 µm2, and a tensile strength is greater than or equal to 200 MPa.
US9995536 — HEAT PIPE FOR VEHICLE ENERGY-STORAGE SYSTEMS — Faraday & Future Inc. (USA) — The present disclosure may be directed to a cooling subsystem for a vehicle energy-storage system comprising: a heat pipe disposed between two battery modules, the heat pipe being thermally coupled to each of a plurality of cells of the two battery modules at an end of each cell, the heat pipe comprising an envelope and a working fluid, the heat pipe transferring heat from the plurality of cells. Provided are cooling subsystems for a vehicle energy-storage system comprising a heat pipe disposed between two battery modules, the heat pipe being thermally coupled to each of a plurality of cells of the two battery modules at an end of each cell. The heat pipe comprises an envelope, which may be aluminum, and a working fluid, the heat pipe transferring heat from the plurality of cells. Optionally, the cooling subsystem further includes a heat exchanger, which may be aluminum, thermally coupled to the heat pipe, the heat exchanger receiving heat from the heat pipe.
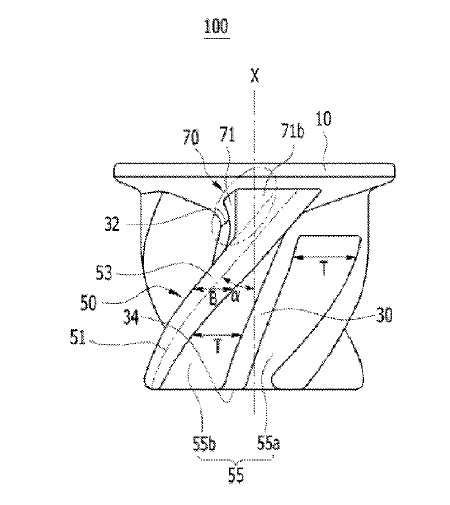
US9995329 — SELF-PIERCING RIVET — Sungwoo Hitech Co., Ltd. (Korea) — A self-piercing rivet is disclosed having advantages of easy separation of the rivet by improving a shape of a shank portion. A self-piercing rivet according to an exemplary embodiment of the present invention may be applied for the joining of aluminum sheet and plate and may include: a head portion; a shank portion integrally connected with the head portion; a plurality of ribs formed to an external circumferential surface of the shank portion along a length direction of the shank portion in a spiral form and integrally connected to the head portion; and a straight portion integrally formed in a connecting portion in which the head portion and 50 are connected.
US9994945 — ALUMINUM ALLOY WIRE ROD, ALUMINUM ALLOY STRANDED WIRE, COVERED WIRE, WIRE HARNESS, AND METHOD OF MANUFACTURING ALUMINUM ALLOY WIRE ROD — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — The present disclosure relates to an aluminum alloy wire rod used as a conductor of an electric wiring structure, an aluminum alloy stranded wire, a covered wire, a wire harness used for transportation vehicles or for robotics, and a method of manufacturing an aluminum alloy wire rod. An aluminum alloy wire rod includes Mg: 0.1-1.0 mass %, Si: 0.1-1.2 mass %, Fe: 0.10-1.40 mass %, Ti: 0-0.100 mass %, B: 0-0.030 mass %, Cu: 0-1.00 mass %, Ag: 0-0.50 mass %, Au: 0-0.50 mass %, Mn: 0-1.00 mass %, Cr: 0-1.00 mass %, Zr: 0-0.50 mass %, Hf: 0-0.50 mass %, V: 0-0.50 mass %, Sc: 0-0.50 mass %, Co: 0-0.50 mass %, Ni: 0-0.50 mass %, and the balance: Al and inevitable impurities. In a cross section parallel to a wire rod lengthwise direction and including a center line of the wire rod, no void having an area greater than 20 µm2 is present, or even in a case where at least one void having an area greater than 20 µm2 is present, a presence ratio of the at least one void per 1000 µm2 is on average in a range of less than or equal to one void per 1000 µm2.

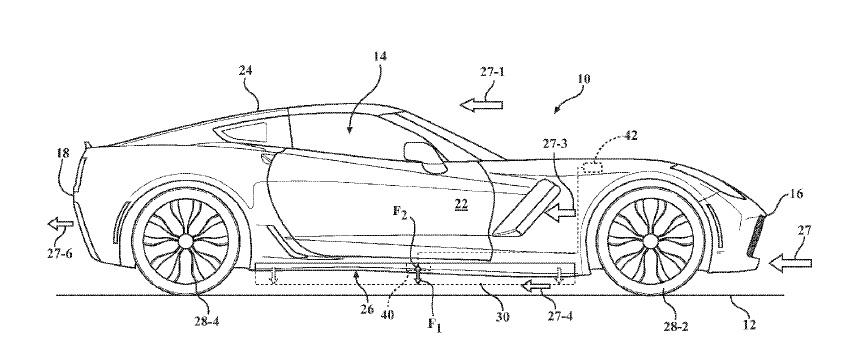
US9994267 — ACTIVE SIDE-SKIRTS FOR A MOTOR VEHICLE — GM Global Technology Operations LLC (USA) — A side-skirt system for a vehicle to increase aerodynamic performance includes first and second side-skirts. The vehicle includes a vehicle body having a first body end facing oncoming ambient airflow when the vehicle is in motion, an opposing second body end, and first and second lateral body sides spanning a distance between the two body ends. The vehicle also includes at least one first road wheel proximate the first body end and at least one second road wheel proximate the second body end. The first and second side-skirts are mounted to the respective first and second lateral body sides between the respective first and second road wheels and configured to adjust respective magnitudes of aerodynamic disturbance at the lateral body sides when the vehicle is in motion. The system also includes a mechanism configured to shift the first and second side-skirts relative to the vehicle body and adjust the respective magnitudes of aerodynamic disturbance.
US9993897 — MULTI-LAYERED ALUMINIUM BRAZING SHEET MATERIAL — Aleris Rolled Products Germany GmbH (Germany) — It is an object of the invention to provide a brazing sheet material capable of being supplied in a fully annealed temper and is sufficiently formable to produce complex shaped aluminum substrates, and that can be exposed to both vacuum brazing and controlled atmosphere brazing events, and achieves high levels of post-braze corrosion resistance. Multilayered brazing sheet material including an aluminum core alloy layer having a first brazing clad layer material on one face of the core layer and a second brazing clad layer material on the other face of the core material, and an inter-layer between the core layer and the first brazing clad layer material, wherein the core layer is 3xxx-series aluminum alloy having, in wt. %, up to 0.4% Si, up to 0.5% Fe, 0.4% to 0.75% Cu, 0.6% to 1.1% Mn, up to 0.04% Mg, up to 0.2% Cr, up to 0.25% Zr, up to 0.2% Ti, up to 0.15% Zn, balance aluminum and impurities, wherein the first brazing layer and the second brazing layer are 4xxx-series aluminum alloy having 7% to 14% Si and up to 2% Mg, balance aluminum and impurities, and wherein the inter-layer is aluminum alloy of the 1xxx-series alloys.
US9991024 — ALUMINUM ALLOY WIRE ROD, ALUMINUM ALLOY STRANDED WIRE, COATED WIRE, WIRE HARNESS AND MANUFACTURING METHOD OF ALUMINUM ALLOY WIRE ROD — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — An aluminum alloy wire rod comprising 0.1-1.0 mass % Mg; 0.1-1.0 mass % Si; 0.01-1.40 mass % Fe; 0.01-0.50 mass % Zr; 0.000-0.100 mass % Ti; 0.000-0.030 mass % B; 0.00-1.00 mass % Cu; 0.00-0.50 mass % Ag; 0.00-0.50 mass % Au; 0.00-1.00 mass % Mn; 0.00-1.00 mass % Cr; 0.00-0.50 mass % Hf; 0.00-0.50 mass % V; 0.00-0.50 mass % Sc; 0.00-0.50 mass % Co; and 0.00-0.50 mass % Ni, a Mg/Si ratio being greater than 1, wherein a dispersion density of an Mg2Si compound having a particle size of 0.5 µm to 5.0 µm is less than or equal to 3.0 x 10-3 particles per µm2, and in the sectional structure, a concentration of each of Mg and Si other than a compound is less than or equal to 2.00 mass %.
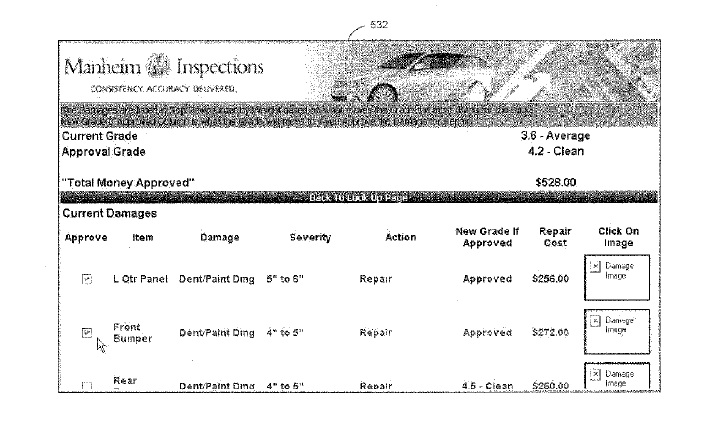
US9990662 — COMPUTER-BASED TECHNOLOGY FOR AIDING THE REPAIR OF MOTOR VEHICLES — Manheim Investments, Inc. (USA) — A computer-assisted inspection system provides computer architectures and software controlled algorithms to automatically provide vehicle inspections and repair recommendations including estimated repair time and cost of depression type damage such as dents. Features provided by a handheld wireless touchscreen based inspection device include flat car part picking, auto grading including seller grading, and automatic calculation of body and bumper dent repair parameters and directions.
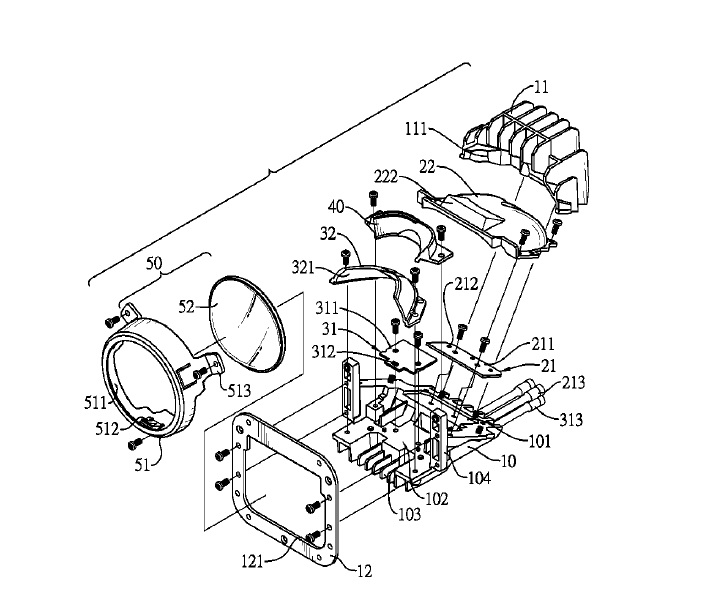
US9989210 — MODULARIZED HEADLIGHT — Yujing Technology Co., Ltd. (Taiwan) — A modularized headlight has a heat sink base, a lens assembly on a front end of the heat sink base, which can be made of aluminum, a first illuminating module and a first reflector on a first stage of the heat sink base, a second illuminating module and a second reflector on a second stage of the heat sink base, and a shading component on the first stage. When the first illuminating module is emitting light, the light beams are reflected by the first reflector toward the lens assembly through the shading component to provide a low beam mode. When the second illuminating module is emitting light, the light beams are reflected by the second reflector toward the lens assembly to provide a high beam mode. The modularized headlight is switched between the two modes without mechanical mechanism so that components of the modularized headlight may not be worn out and durability is improved.
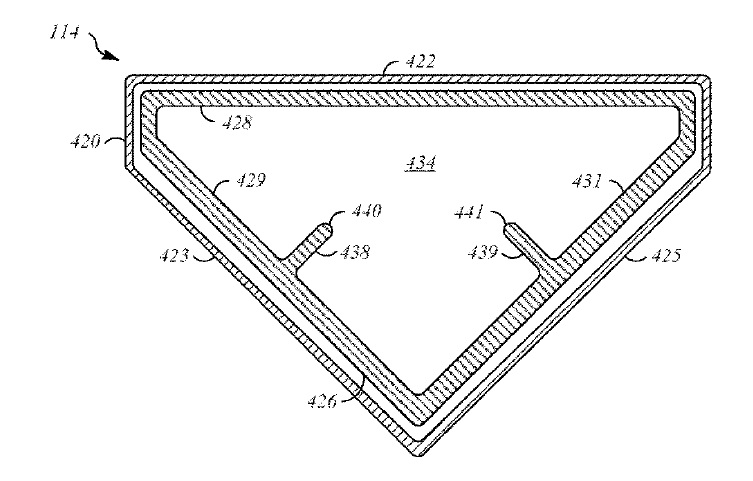
US9988094 — INTERNALLY STIFFENED BODY STRUCTURE — Apple Inc. (USA) — A vehicle body structure, includes a structural pillar that is located adjacent to a passenger compartment. The structural pillar has an elongate aluminum extrusion that has a peripheral wall that defines a closed cross-sectional shape. The peripheral wall has at least a first portion that is oriented toward the passenger compartment, and a stiffening structure that is connected to the first portion of the elongate aluminum extrusion.
US9987705 — RESISTANCE SPOT WELDING OF STEEL TO PRE-COATED ALUMINUM — GM Global Technology Operations LLC (USA) — Resistance spot welding of a steel workpiece to an aluminum or an aluminum alloy workpiece can be facilitated by replacing the refractory aluminum oxide-based layer(s) on at least the faying surface of the aluminum or aluminum alloy workpiece with a protective coating that is more conducive to the spot welding process. The protective coating may be a metallic coating or a metal oxide conversion coating. In a preferred embodiment, the protective coating is a coating of zinc, tin, or an oxide of titanium, zirconium, chromium, or silicon.
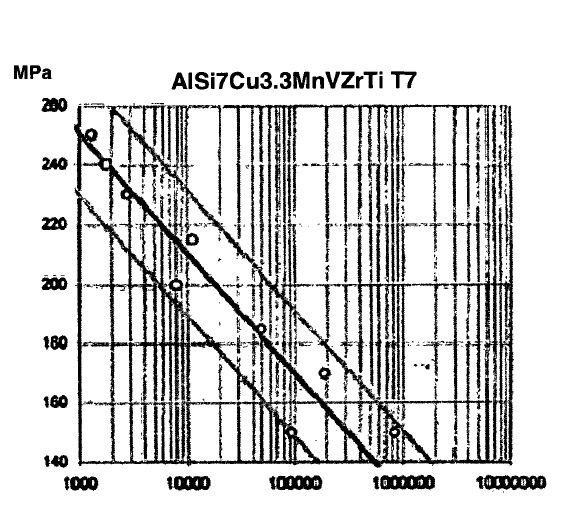
US9982328 — CASTING MADE FROM ALUMINIUM ALLOY, HAVING HIGH HOT CREEP AND FATIGUE RESISTANCE — Rio Tinto Alcan International Limited (Canada) — The subject of the invention is a cast part with high static mechanical strength, and for fatigue and hot creep, made of aluminum alloy of composition: Si: 3-11%, preferably 5.0-9.0% Fe<0.50%, preferably <0.30%, preferably still <0.19% or even 0.12% Cu: 2.0-5.0%, preferably 2.5-4.2%, preferably still 3.0-4.0% Mn: 0.05-0.50%, preferably 0.08-0.20% Mg: 0.10-0.25%, preferably 0.10-0.20% Zn: <0.30%, preferably <0.10% Ni: <0.30%, preferably <0.10% V: 0.05-0.19%, preferably 0.08-0.19%, preferably still 0.10-0.19% Zr: 0.05-0.25%, preferably 0.08-0.20% Ti: 0.01-0.25%, preferably 0.05-0.20% other elements <0.05% each and 0.15% in total, the rest aluminum. It more particularly relates to cylinder heads for supercharged diesel or petrol internal combustion engines.
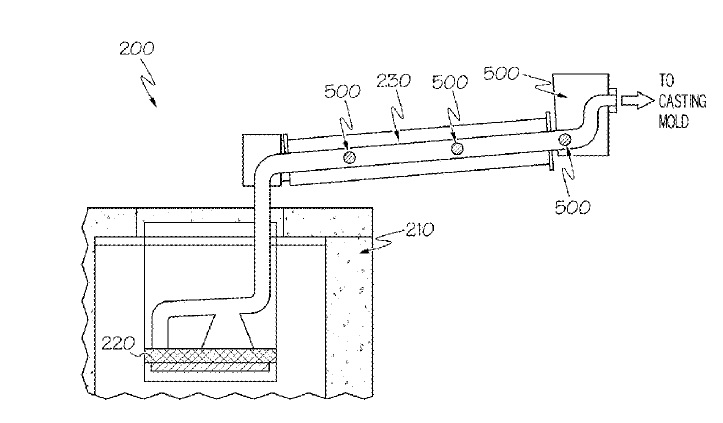
US9981310 — DEGASSING AND MICROSTRUCTURE REFINEMENT OF SHAPE CASTING ALUMINUM ALLOYS — GM Global Technology Operations LLC (USA) — A degassing and grain refinement system for a cast aluminum-based component and a method of achieving both hydrogen gas presence reduction and grain size reduction in a cast aluminum-based component. Ultrasonic vibrations are imparted to both the liquid metal travel path from its source to the mold to achieve the reduction in hydrogen gas in the molten metal, as well as to one or more locations within the mold to achieve relatively small and equiaxed grains in the component upon solidification.
US9979099 — TERMINAL, CRIMP TERMINAL, WIRE HARNESS, AND METHOD FOR MANUFACTURING CRIMP TERMINAL — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — The present disclosure is related to providing a terminal, a crimp terminal, a wire harness, and a method for manufacturing the crimp terminal such that ingress of moisture to the conductor portion of a coated conductive wire is adequately suppressed while preventing local decrease in strength and deformation. The wire harness of the present embodiment is used by exposing a core wire portion from an insulating resin in a coated wire in which an aluminum core wire constituted by a bundle of aluminum wires is covered with the insulating resin, and then crimping and connecting a crimp terminal. Thr crimp terminal has a crimp portion that is formed by bending a plate material into a hollow shape and that has at one end thereof an opening capable of accommodating and crimping a conductor portion of a coated wire. The crimp terminal, which can be made of aluminum to insure good electrical conductivity, includes a first weld portion obtained by bringing two edge portions of the crimp portion in close proximity to each other and joining by laser welding, and a second weld portion obtained by forming a lapped portion by overlapping of a transition portion formed at an opposite end of the crimp portion to the opening, and closing the lapped portion by laser welding. A welding trajectory in the second weld portion is constituted by a curve, a plurality of straight lines, or a discontinuously formed line.
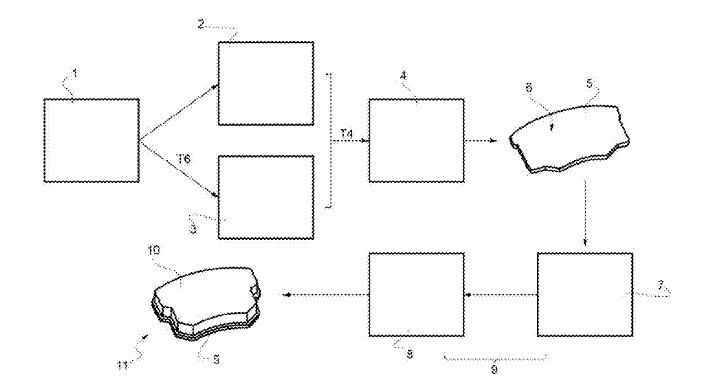
US9970494 — METHOD FOR THE PRODUCTION OF BRAKE PADS AND ASSOCIATED BRAKE PAD — ITT Italia S.r.l. (Italy) — Method for the production of braking elements for vehicles, in particular brake pads, including a die forming step by means of fine and/or traditional shearing of a metal support and a molding step upon the metal support of a block of friction material; the friction material is selected from the group of asbestos free materials, while the metal plate is made of an aluminum alloy selected from the group consisting of aluminum alloys subjected to precipitation hardening (age-hardening alloys) and is made from the fine and/or traditional shearing of a metal sheet when the alloy is in a solubilized state; the alloy, being aged during a friction material baking step, gains its mechanical properties needed for its operation.
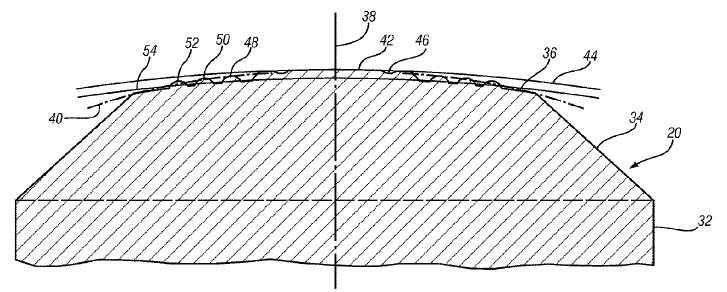
US9969431 — DOUBLE ANGLED RAIL SYSTEM FOR A VEHICLE — FCA US LLC (USA) — In at least one implementation, a structural rail for a vehicle includes a main body and a front portion. The main body has an upper wall, a lower wall, an inner sidewall and an outer sidewall spaced from the inner sidewall. The front portion has a rear end adjacent to the second end of the main body and a front end spaced from the rear end. The main body has a first bend between the first end and second end so that a portion of the main body is angled outwardly and an included angle of less than 180 degrees is provided in the outer sidewall. The rail also includes a second bend between the first bend and the front end, and the second bend further angles at least part of the front portion outwardly relative to the outwardly angled portion of the main body.
US9969026 — WELD SCHEDULE FOR RESISTANCE SPOT WELDING OF ALUMINUM ALLOY WORKPIECES — GM Global Technology Operations LLC (USA) — Aluminum-base alloy workpieces have surfaces with films of aluminum oxide which inhibit good contact with weld faces of resistance spot weld electrodes and the faying surfaces of, for example, sheet workpieces stacked for welding. Sometimes, the surfaces of the sheets also are coated with an adhesive or a sealer which further complicates welding. But in accordance with this invention, weld faces of opposing, round, copper welding electrodes are pressed against opposite outside surfaces of the sheets at a spot weld site and weld current is applied to the electrodes in accordance with a three-stage weld schedule to better form each weld. The weld schedule comprises a Conditioning stage (stage 1), a weld nugget Shaping stage (stage 2), and a weld nugget Sizing stage (stage 3).
US9964175 — HEAT AND VIBRATION MOUNTING ISOLATOR FOR A HEAT SHIELD, HEAT SHIELD ASSEMBLY AND METHOD OF CONSTRUCTION THEREOF — Federal-Mogul LLC (USA) — An isolator for damping heat and vibrations between a heat shield and heat source is provided. The isolator includes a housing, preferably made of aluminum, and a washer. The housing surrounds a center opening and extends axially from a first end portion to a second end portion and includes an intermediate portion therebetween. The housing has a serpentine shape. The first end portion and the intermediate portion of the housing clamp a washer therebetween, and the second end portion and the intermediate portion of the housing clamp the heat shield therebetween. The washer includes a plurality of through openings between an outer periphery and the center opening for enhancing vibration dampening and minimizing heat transfer from the heat source to the heat shield. The isolator optionally includes a collar member disposed along the center opening of the washer to facilitate mounting of the isolator to the heat source.
US9962811 — METHOD AND BLASTING MEANS FOR PRODUCING A SATINIZED FINISH ON AN ALUMINUM SUBSTRATE — Vulkan Inox GmbH (Germany) — Anodized aluminum components are nowadays used in many fields in which, on the one hand, the decorative “aluminum look” is to be preserved and, on the other hand, corrosion protection of the sensitive aluminum surfaces is required. Fields which may be mentioned are the window and structural facings sector, or also the automotive field and domestic appliances. A method and a blasting material for producing a satinized surface on an aluminum substrate is provided. There is proposed a method for producing a satinized surface on an aluminum substrate, including the steps: providing an aluminum substrate; treating by blasting with a blasting material the surface regions of the aluminum substrate provided that are to be satinized; wherein there is used as the blasting material a mixture of angular and spherical particles having a grain diameter D90 of <0.3 mm.
US9960502 — WIRE HARNESS ASSEMBLY — Delphi Technologies, Inc. (USA) — A wiring harness assembly is presented. The wiring harness assembly is formed by a method that includes the steps of crimping an electrical wire cable within a crimping feature of an electrical terminal having wire strands protruding from the crimping feature and fusing the wire strands of protruding portion, or “wire brush” so that the wire strands are in intimate contact, thereby eliminating voids between individual wire strands of the wire brush. The wires may be fused by laser welding, soldering, or brazing. The method may be especially beneficial for wire strands having an insulative oxide layer, such as aluminum. The bonding reduces the resistance between the wire strands due to insulating oxide layers on the surface of the wire strands and inhibiting of corrosion by eliminating inter-strand gaps where electrolytes in solution may enter and cause galvanic corrosion.
US9957584 — METHOD AND SYSTEM FOR ENHANCING RIVETABILITY — Ford Motor Company (USA) — A joined sheet stack and a method and system for forming the stack are disclosed. The stack may include a steel sheet and a second sheet formed of a 5xxx, 6xxx, or 7xxx aluminum alloy. The steel sheet may include a bulk portion having a first tensile strength and one or more fastener regions having a second tensile strength that is lower than the first tensile strength and a microstructure that includes tempered martensite. A fastener may extend through each fastener region joining the steel sheet to the second sheet. The method may include heat treating one or more regions of a steel sheet to form one or more fastener regions having a tensile strength that is lower than a bulk tensile strength of the steel sheet and a microstructure that includes tempered martensite. A fastener may then be inserted into the one or more fastener regions to join the steel sheet to a second sheet.
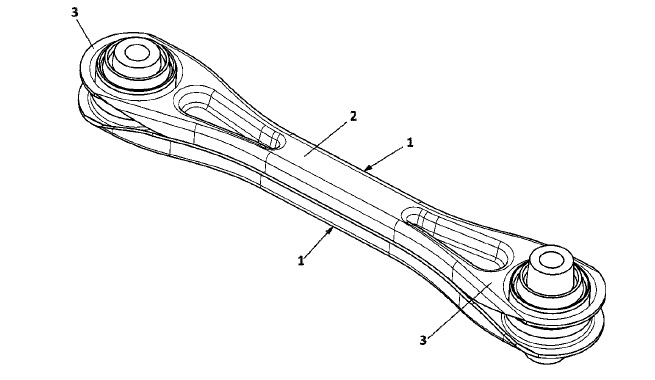
US9956838 — METHOD FOR OBTAINING A SUSPENSION ARM FOR AUTOMOTIVE VEHICLES AND SUSPENSION ARM — Engineering Developments for Automotive Industry, S.L. (Spain) — The present invention relates to a method for obtaining a suspension arm for automotive vehicles which allows reducing the costs and weight, in addition to improving the mechanical characteristics of the arm, physically attaching the connecting elements of the arm, either ball and socket or elastic joints, that are housed at the ends of said arm. This disclosure relates to methods for obtaining a suspension arm for automotive vehicles, wherein certain embodiments comprise obtaining two identical parts to form a body, where each part is obtained by means of: a) cutting a metal or composite sheet forming a base plane, such that a central segment and two ends are defined, b) drawing at least one hole in each end, c) stamping each part forming in its central segment two flanges consisting of a first flange and a second flange located on opposite sides of the central segment and oriented perpendicular to the base plane, where said flanges have an asymmetrical arrangement with respect to a midplane passing through the geometric centers of the holes of the two ends and is perpendicular to the base plane, the second flange being separated from the midplane a distance equal to the separation of the first flange from the midplane plus a distance at least equal to the value of the thickness of the sheet or plate.
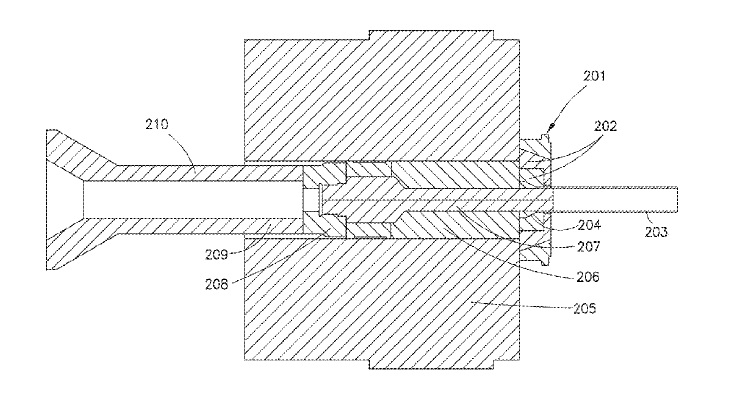
US9956645 — TUBE PROFILE MACHINING PROCESS — Dana Automotive Systems Group, LLC (USA) — In a first embodiment, at a time of magnetic pulse welding, a stepped tube profile machining process, wherein the end fitting and drive shaft tube comprise a high strength aluminum alloy, axially bores a walled tube from an end inward to a transition depth to form a section with a reduced wall thickness and then axially bores the walled tube from the transition depth to a fall off depth, thereby forming a section with a maximized welding wall section. In a second embodiment, also at a time of magnetic pulse welding, a surface angle tube profile machining process axially bores at a surface angle a walled tube from an end to a bore length to form an angular welding wall thickness inward to a maximized wall section. For both embodiments, the bored surfaces are virgin with no pits, oil, residue, or oxidation thereon, thus making the machined walled tubes available for immediate magnetic pulse welding.
US9953736 — ALUMINUM ELECTRIC WIRE FOR AN AUTOMOBILE AND A METHOD FOR PRODUCING THE SAME — Autonetworks Technologies, Ltd., Sumitomo Wiring Systems, Ltd., Sumitomo Electric Industries, Ltd., and Sumitomo Electric Toyama Co., Ltd. (Japan) — An aluminum electric wire includes an annealing conductor that is made up of elemental wires made of an aluminum alloy containing 0.90-1.20 mass % Fe, 0.10-0.25 mass % Mg, 0.01-0.05 mass % Ti, 0.0005-0.0025 mass % B, and the balance being Al and has a tensile strength of 110 MPa or more, a breaking elongation of 15% or more, and an electric conductivity of 58% IACS or more, and an insulating material covering the conductor. The wire is produced by casting an aluminum alloy prepared by rapidly solidifying a molten aluminum alloy having the above composition, producing the wires by subjecting the alloy to plasticity processing, producing the conductor by bunching the wires, subjecting the wires or the conductor to annealing at 250˚C. or higher, and then covering the conductor with the insulator.
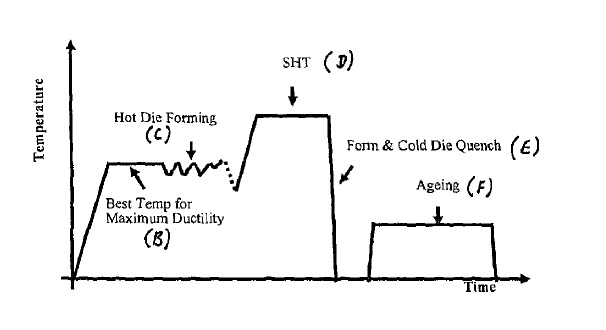
US9950355 — METHOD OF FORMING A COMPONENT OF COMPLEX SHAPE FROM SHEET MATERIAL — Imperial Innovations Limited (GB) — It is generally desirable that components used in automotive and aerospace applications be made as light as possible. Lighter components contribute to lowering the overall weight of an automobile or aircraft and so assist in improving fuel economy. The use of lightweight components may also provide other advantages such as, in automotive applications, improved handling performance, and, in aerospace applications, allowing a heavier load to be carried. For these reasons, it is desirable to make components for such applications from lightweight alloys, such as aluminum alloys (Al-alloys) or magnesium alloys (Mg-alloys). A method of forming a component of complex shape from an Al-alloy sheet or a Mg-alloy sheet includes the steps of: a) heating the sheet to a temperature below the solution heat treatment (SHT) temperature for the alloy; b) forming the heated sheet between heated dies into or towards the complex shape; c) heating the sheet to at least its SHT temperature and substantially maintaining that temperature until SHT has been completed; and d) quenching the solution heat treated sheet between cold dies and at the same time completing the forming into the complex shape or maintaining that shape.
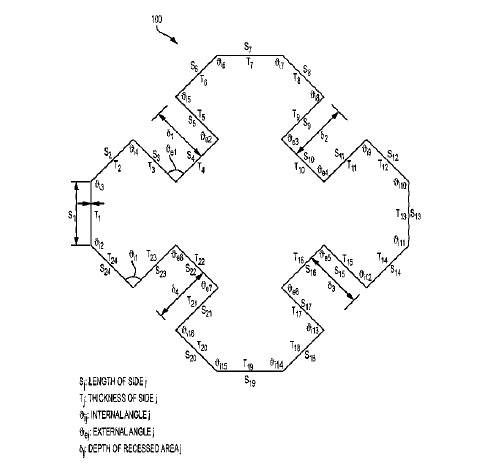
US9944323 — TWENTY-FOUR-CORNERED STRENGTHENING MEMBER FOR VEHICLES — Ford Global Technologies, LLC (USA) — It is desirable, for vehicle strengthening members, to maximize impact energy absorption and bending resistance while minimizing mass per unit length of the strengthening member. Impact energy absorption may be maximized, for example, by assuring that the strengthening member compacts substantially along a longitudinal axis of the strengthening member upon experiencing an impact along this axis. Such longitudinal compaction may be referred to as a stable axial crush of the strengthening member. A strengthening member for a motor vehicle and a vehicle including a strengthening member are provided. The strengthening member can have a cross-section that has twenty-four corners and includes sides and corners creating sixteen internal angles and eight external angles. The vehicle may include a strengthening member that has twenty-four corners and includes sides and corners creating sixteen internal angles and eight external angles.
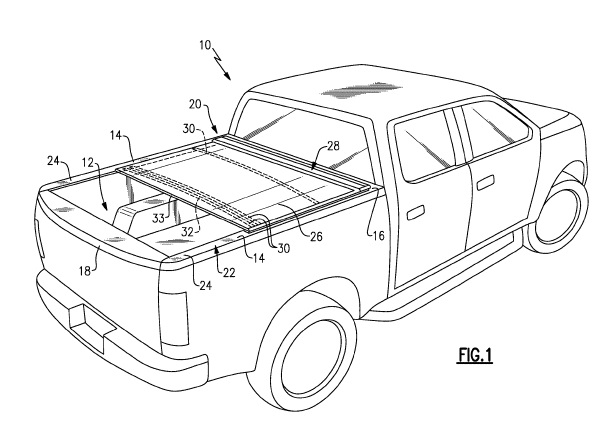
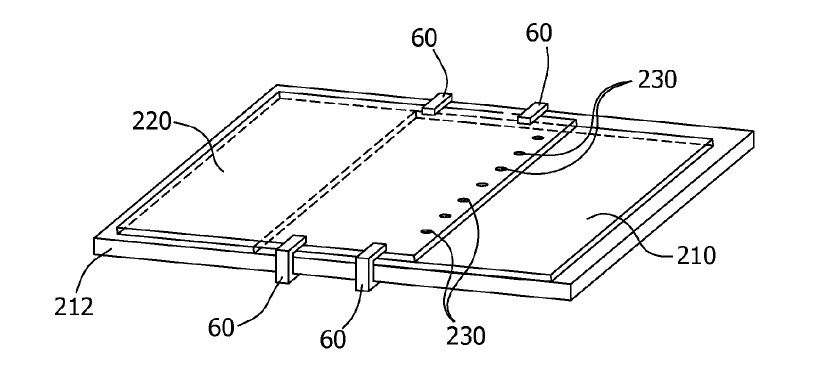
US9944216 — AUTOMATED SOFT TONNEAU COVER — BOS Automotive Products, Inc. (USA) — A retractable cover system includes a frame that provides an opening and includes laterally spaced apart guide rails and includes a drive system. A flexible cover has laterally opposing edge portions with intermittent retainers received in the guide rails. The retainers are configured to slide relative to the guide rails between first and second positions within the opening in response to actuation of the drive system. Multiple spaced apart bows extend laterally between guide rails. The bows provide a laterally and outwardly extending arc that maintains tension on the flexible cover laterally between the retainers. Each guide rail arrangement is formed by a two-piece hollow profile made from lightweight metal alloy, preferably an aluminum extruded profile, or from a suitable plastic material. The hollow profile comprises a lower structure section and an upper covering section which are detached from one another or can be connected to one another along an approximately horizontal dividing plane.
US9938612 — METHOD OF MANUFACTURING AN AL–MG–SI ALLOY ROLLED SHEET PRODUCT WITH EXCELLENT FORMABILITY — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing aluminum alloy rolled sheet with excellent formability and suitable for an automotive body, the method including: casting an ingot of aluminum alloy of, in wt. %: Si 0.5 to 1.5, Mg 0.2 to 0.7, Fe 0.03 to 0.30, Cu up to 0.30, optionally one or more elements selected from the group of: (Mn, Zr, Cr, V), Zn up to 0.3, Ti up to 0.15, impurities and aluminum; homogenizing the cast ingot at 450˚C or more; hot rolling the ingot to a hot-rolled product; cold rolling the hot-rolled product to a cold-rolled product of intermediate gauge; continuous intermediate annealing the cold-rolled product of intermediate gauge in the range of 360-580˚C; cold rolling the intermediate annealed cold-rolled product to a sheet of final gauge up to 2.5 mm; solution heat treating the sheet; and quenching the solution heat treated sheet.
US9937587 — PROCESS FOR FRICTION STIR WELDING DISSIMILAR METALS AND WORKPIECE ASSEMBLIES FORMED THEREBY — Wisconsin Alumni Research Foundation (USA) — In a process for friction stir welding together pieces of dissimilar material, a first piece of a second metal is overlaid onto a first piece of a first metal that is dissimilar from the second metal such that at least a portion of the first piece of second metal overlaps a portion of the first piece of first metal. wherein the first metal is a magnesium alloy and the second metal is an aluminum alloy and wherein each weld spot is defined by a stirred mixture of magnesium and aluminum alloys. The first piece of second metal has a plurality of holes therein and the holes are disposed in overlapping relationship with the portion of the first piece of first metal. Each of the holes is filled with a plug formed from the first metal. The first piece of first metal is friction stir welded to the first piece of second metal at each of the plug locations.
US9937548 — JOINING APPARATUS AND METHOD — Henrob Limited (GB) — A joint is produced in at least two overlapping workpieces, which may be sheet metal or otherwise, using a joining tool including a punch reciprocally disposed in a cylinder. The workpieces are disposed between the tool and a die. The tool applies a compressive force to deform the workpieces into a joint at a joining area between the tool and die. Continuous ultrasonic energy is applied to at least one of the workpieces in the joining area for at least part of the time during production of the joint to increase the ductility of at least one of the workpieces in the joining area. This induces an acoustic-plastic effect in the material being formed which temporarily reduces its strength so as to exhibit increased ductility. The joining method may be used in self-piercing riveting and clinching techniques and enables viable joints to be formed in high strength materials or thick sheets of material.
US9935392 — ELECTRIC WIRE AND TERMINAL CONNECTING CONSTRUCTION AND FABRICATION METHOD THEREOF — Yazake Corporation (Japan) — Aluminum corrodes easily in the presence of water and copper ions, and this causes a problem that a core made of aluminum corrodes easily when water infiltrates into a connecting portion where an aluminum wire core is connected with a copper terminal, as in an automotive vehicle circuit. An electric wire made of aluminum and a terminal connecting construction has an electric wire having an insulation covering portion where a conductor portion is covered with an insulation material and a conductor exposed portion where the insulation material on an end portion of the electric wire is removed, a terminal including a crimping portion crimped to the conductor exposed portion to thereby be connected to the electric wire, and a seal portion covering the conductor exposed portion exposed from the terminal, wherein the seal portion has an external resin portion forming an outer surface side of the seal portion and made from a thermoplastic resin and an internal resin portion made from a thermoplastic resin of which a fusing point is lower than that of the external resin portion and forming an inner surface side of the seal portion, and is divided so as to be attached to the conductor exposed portion.
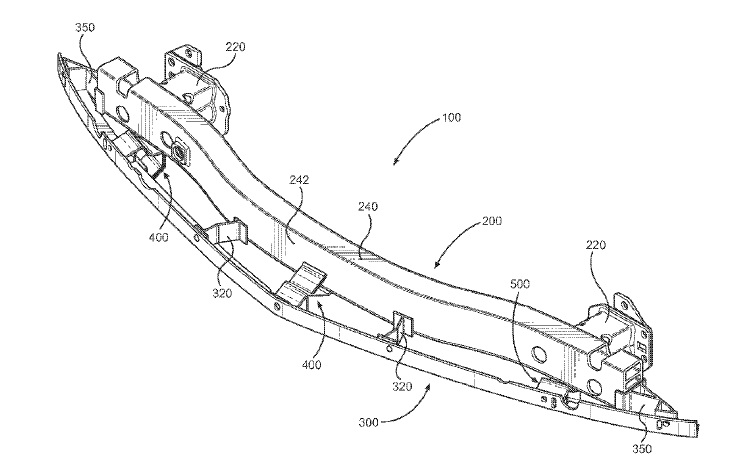
US9932004 — VEHICLE ENERGY ABSORPTION SYSTEM — Honda Motor Co., Ltd. (Japan) — A sensor bracket assembly is configured to extend between a sensor beam and a bumper beam of a vehicle. The sensor bracket assembly can include a bracket first section that is configured to be directly or indirectly connected to the bumper beam. The sensor bracket assembly can also include a bracket second section that is configured to be directly or indirectly connected to the sensor beam. The sensor bracket assembly can further include a spacer section that projects from the bracket first section and is configured to extend towards but be spaced from the bracket second section and the bumper beam. The exemplary energy absorbing structure can include a series of aluminum extrusions welded to the front bumper beam of a vehicle.
US9926619 — ALUMINUM ALLOY — Novelis Inc. (USA) — This invention concerns an aluminum alloy and sheet alloy product primarily intended for use in transportation vehicles. The aluminum alloy is based on the Al-Si-Cu system and is particularly suited for use as a sheet product useful in the manufacture of automobiles. The aluminum alloy is also suitable for use as a clad layer on a composite sheet. The invention also concerns a joined structure comprising a steel component and an aluminum component. In a first aspect, the invention provides aluminum alloy comprising the following composition, all values in weight %: Si 0.25-1.5 Cu 0.3-1.5 Fe up to 0.5 Mn up to 0.1 all other elements including Mg being incidental and present (if at all) then in an amount less than or equal to 0.05 individually, and less than or equal to 0.15 in aggregate, the balance being aluminum. In a second aspect, the invention provides a composite aluminum sheet product comprising a core layer and at least one clad layer wherein the at least one clad layer is an aluminum alloy comprising the following composition, all values in weight %: Si 0.25-1.5 Cu 0.3-1.5 Fe up to 0.5 Mn up to 0.1 all other elements including Mg being incidental and present (if at all) then in an amount less than or equal to 0.05 individually, and less than or equal to 0.15 in aggregate, the balance being aluminum. In a third aspect, the invention provides a method of making a joined structure of a steel component and an aluminum component made from the alloy and/or the sheet product of the invention.
US9925617 — ELECTRODE FOR SPOT WELDING — GM Global Technology Operations LLC (USA) — Spot welding electrodes with generally dome shaped welding faces are provided with surface features for welding both aluminum alloy sheet assemblies and steel sheet assemblies. A raised circular plateau is formed on the central axis of the dome and, in one embodiment, a suitable number of round bumps are formed in concentric spacing from adjacent the circumference of the plateau toward the circular edge of the welding face. For welding steel workpieces the plateau mainly serves as the engaging feature of the electrode. Both the plateau and concentric bumps are used in penetrating light metal surfaces for suitable current passage. In another embodiment, the domed surface is shaped with concentric terraces for engagement with the workpieces.
US9914185 — ALUMINUM ALLOY BRAZING SHEET — UACJ Corporation (Japan) — In recent years, a heat exchanger provided with electronic parts (e.g., inverter cooler) has been used along with a change in driveline (e.g., electric car and hybrid car), and a flux residue has posed problems. Therefore, some of the inverter coolers are produced using a vacuum brazing method that does not utilize a flux. However, since the vacuum brazing method utilizes a heating furnace, that increases the equipment and maintenance costs, and has problems as to productivity and brazing stability, a brazing method that is implemented in a nitrogen gas furnace without using a flux has been increasingly desired. An aluminum alloy brazing sheet of this invention makes it possible to inexpensively braze aluminum in a nitrogen gas furnace without using flux and a toxic element. The aluminum alloy brazing sheet is used for brazing aluminum in an inert gas atmosphere without using flux, and includes a core material and a filler metal, one side or each side of the core material being clad with the filler metal, the core material being formed of an aluminum alloy that includes 0.2 to 1.3 mass % of Mg, and the filler metal including 6 to 13 mass % of Si and 0.004 to 0.1 mass % of Li, with the balance being aluminum and unavoidable impurities.
US9899118 — ALUMINUM ALLOY WIRE ROD, ALUMINUM ALLOY STRANDED WIRE, COATED WIRE, WIRE HARNESS, METHOD OF MANUFACTURING ALUMINUM ALLOY WIRE ROD, AND METHOD OF MEASURING ALUMINUM ALLOY WIRE ROD — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — An aluminum alloy wire rod has a composition including Mg: 0.10-1.0 mass %, Si: 0.10-1.20 mass %, Fe: 0.01-1.40 mass %, Ti: 0.000-0.100 mass %, B: 0.000-0.030 mass %, Cu: 0.00-1.00 mass %, Ag: 0.00-0.50 mass %, Au: 0.00-0.50 mass %, Mn: 0.00-1.00 mass %, Cr: 0.00-1.00 mass %, Zr: 0.00-0.50 mass %, Hf: 0.00-0.50 mass %, V: 0.00-0.50 mass %, Sc: 0.00-0.50 mass %, Co: 0.00-0.50 mass %, Ni: 0.00-0.50 mass %, and the balance: Al and incidental impurities, Mg/Si mass ratio being 0.4 to 0.8. The aluminum alloy wire rod has a tensile strength of greater than or equal to 200 MPa, an elongation of greater than or equal to 13%, a conductivity of 47% IACS, and a ratio (YS/TS) of 0.2% yield strength (YS) to the tensile strength (TS) of less than or equal to 0.7.
US9896747 — ALUMINUM ALLOY WITH LOW DENSITY AND HIGH HEAT RESISTANCE — Hyundai Motor Company (Korea) — The present invention relates to an aluminum alloy having low density and enhanced heat resistance. An aluminum alloy having improved high temperature physical properties comprises: magnesium (Mg) in an amount of about 7 to about 11 wt. %, silicon (Si) in an amount of about 4 to about 8 wt %, copper (Cu) in an amount of about 0.5 to about 2 wt. % and manganese (Mn) in an amount of about 0.3 to about 0.7 wt. %, and a balance of aluminum based on the total weight of the aluminum alloy. Vehicle parts such as a piston, a housing and/or a bed plate of high power engine, to which the aluminum alloy may be applied, are provided as well.
US9895733 — SYSTEMS AND METHODS FOR EXTRUDING TUBES — Arconic Inc. (USA) — In some embodiments for producing aluminum tubes by extrusion, the instant invention provides for a method including: extruding, utilizing a first die and a mandrel, a hollow tube having a first tube section having a first outer tube diameter of Z, a first inner tube diameter, and a first length; extruding, utilizing a second die and the mandrel, continuing from an end of the first tube section, a hollow tube having a second tube section having a second inner tube diameter and a second length, where the second die has a first die section, and where an angle of a wall of the first die section of the second die relative to a longitudinal axis of the hollow tube ranges from 10 to 45 degrees; extruding a third tube section, a third inner tube diameter, and a third length, and producing a monolithic hollow stepped tube extrudate.
US9890448 — AL-ZN-MG ALLOY PRODUCT WITH REDUCED QUENCH SENSITIVITY — Aleris Aluminum Koblenz GmbH (Germany) — The invention relates to an aluminum alloy product, in particular an age-hardenable Al–Zn–Mg type alloy product for structural members, the alloy product combining a high strength with high toughness and reduced quench sensitivity, and having a chemical composition including, in wt. %: Zn about 3 to 11%, Mg about 1 to 3%, Cu about 0.9 to 3%, Ge about 0.03 to 0.4%, Si max. 0.5%, Fe max. 0.5%, balance aluminum and normal and/or inevitable elements and impurities. Furthermore, this relates to a method of producing such aluminum alloy products. Products made from this aluminum alloy product are very suitable for aerospace applications, but not limited to that. The alloy can be processed to various product forms, e.g. sheet, thin plate, thick plate, extruded or forged products.
US9889632 — METAL LAMINATE WITH METALLURGICAL BONDS AND REDUCED DENSITY METAL CORE LAYER AND METHOD FOR MAKING THE SAME — Materion Corporation (USA) — A stiff, lightweight metal laminate includes a first continuous metal layer, a second continuous metal layer, and a reduced density metal core layer disposed between the first and second continuous metal layers. The core metal may be aluminum, copper, titanium, stainless steel, carbon steel, or an alloy thereof. The first continuous metal sheet may comprise aluminum, copper, titanium, carbon steel, stainless steel, or an alloy thereof; and the second continuous metal sheet may comprise aluminum, copper, titanium, carbon steel, stainless steel, or an alloy thereof. The reduced density metal core layer comprises a core metal and has an average density that is less than the density of the core metal. Planar metallurgical bonds secure the first and second continuous metal layers to the reduced density metal core layer. The metal laminate may be manufactured by press rolling the reduced density metal core layer sandwiched between the two continuous metal layers, after removing or overcoating the native oxide layer on each layer surface that contacts another layer in the metal laminate.
US9887468 — SPIN-WELDED ELECTRICAL GROUND ASSEMBLIES — Ford Global Technologies, LLC (USA) — A friction-welded ground assembly that includes an alloy substrate with a clearance hole; an aluminum alloy weld nut having a bolt bore and an outer wall; and a grounding bolt. The bore is located substantially within the clearance hole and a portion of the outer wall is joined to the substrate at a friction-welded attachment. Further, the bolt is threaded within the bore. In addition, a method for making a ground includes the steps: rotating an aluminum alloy weld nut having an outer wall at a predetermined speed; lowering the outer wall of the rotating nut into contact with an aluminum alloy substrate to generate a frictional force for a friction time; arresting the rotation of the nut; and applying an axial forging force to the outer wall and the substrate for a forging time. This is a low cost joining approach for aluminum-based components, particularly vehicles employing electrical ground assemblies installed in aluminum alloy sheet metal.
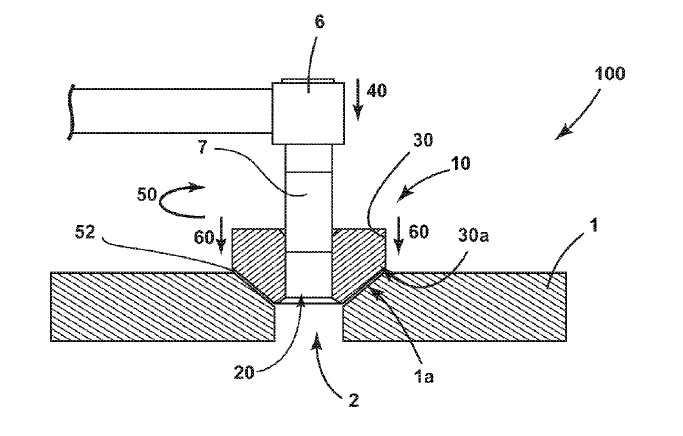
US9885381 — EXTRUSION-TYPE CONNECTING ROD, EXTRUSION APPARATUS FOR CONNECTING ROD AND MANUFACTURING METHOD FOR EXTRUSION-TYPE CONNECTING ROD — Korea Automotive Technology Institute (Korea) — The present invention relates to an extrusion-type connecting rod made of a lightweight material such as high-strength aluminum which is installed between a piston and a crank and can convert the reciprocating motion of the piston into the rotary motion of a crank shaft, an extrusion apparatus for a connecting rod, and a manufacturing method for the extrusion-type connecting rod. The extrusion-type connecting rod may comprise: a first big end having a portion of a crank shaft hole formed on one side and having a seam-line divided surface, which comprises a seam line formed at the time of extrusion, formed on the other side; a second big end, being extrusion-molded simultaneously with the first big end, having the other portion of the crank shaft hole formed on one side, and having a seam-line divided surface, which comprises a seam line formed at the time of extrusion, formed so as to contact the seam-line divided surface of the first big end; a connection part which is extrusion-molded integrally with the second big end; and a small end which is extrusion-molded integrally with the connection part.
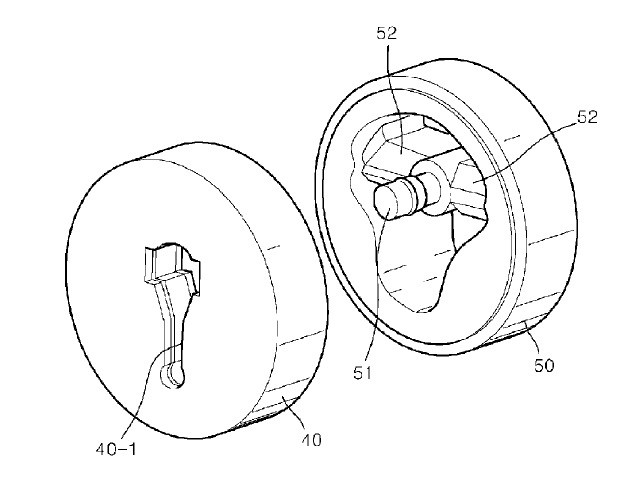
US9878743 — FRONT VEHICLE-BODY STRUCTURE OF VEHICLE — Mazda Motor Corporation (Japan) — A front vehicle body comprises a front frame, an apron reinforcement, and a suspension housing made of a die cast aluminum alloy. The suspension housing comprises first and second open cross-sections extending in a vehicle width direction and interconnecting the front frame and the apron reinforcement. The suspension housing includes first joint portions which are joined to an outer face of the front frame and second joint portions which are joined to an inner face of the front frame. The first joint portions and the second joint portions are arranged on an end portion of the suspension housing which is positioned on a front-frame side such that they are alternately aligned in a vehicle longitudinal direction.