Editor’s Note: The extrusion industry could tell two different stories over the past two years. One of the stories would be for the Asian audience, and it is extremely positive. Consumption in China and the Asia Pacific region has been dominating the global picture, with extrusion growth outpacing the rest of the world by a comfortable margin (Figure 1).1
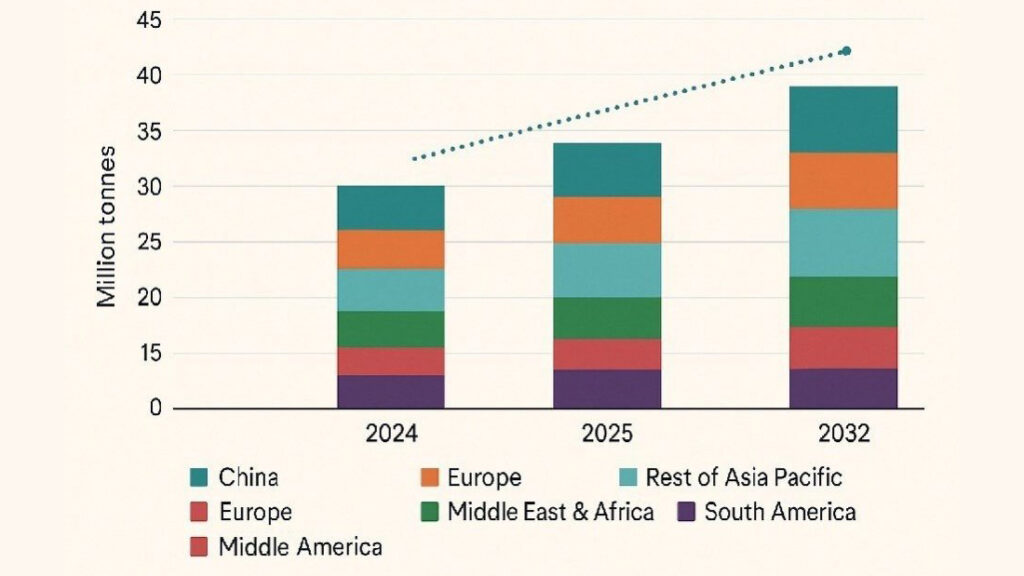
The Asian industry has accounted for more than 70% of the market, measured by revenue. Asia Pacific is projected to exceed US$107 billion in aluminum extrusion revenues by 2030.2 Their market forcast is bright and will probably stay that way for some time, even though we know how quickly and dramatically the extrusion industry can change.
However, in other regions, the story is much more challenging. The extrusion market in Europe has been flat for two years now, and this year’s outlook is only marginally better. Demand for extrusions within the building and construction segment and for industrial applications has slowed to historically low levels, and manufacturers are responding in kind. For example, Norsk Hydro, which is the largest extruder in Europe, has announced the closure of six extrusion plants on the continent, including two in the United Kingdom.3
In addition, North American demand has sagged even more. Two major markets for extrusions—automotive and commercial transport—have reduced their consumption significantly, and the higher tariffs and duties on aluminum in the U.S. have had a clear negative impact on demand in the distribution segment. On the flip side, the trend within the building and construction segment has been positive.4
Novel applications and designs that increase the implementation of aluminum extrusions is important to continue to grow the aluminum extrusion segment. This selection of patents granted during the most recent months in the U.S. and China, is focusing on new development in relation to the aluminum extrusion industry.
References
1. “Global Aluminium Extrusion Market Stabilises in 2025,” ALUMINIUM China, December 4, 2025.
2. “Asia Pacific Aluminum Extrusion Market Size & Outlook,” Grand View Horizon.
3. “Hydro to Close Lucé Extrusion Plant as Part of European Restructuring,” The Global Mail, March 4, 2026.
4. McBeth, Karen, “Extruders remain cautious for 2026,” S&P Global, January 30, 2026.
— Kevin Widlic, Editor
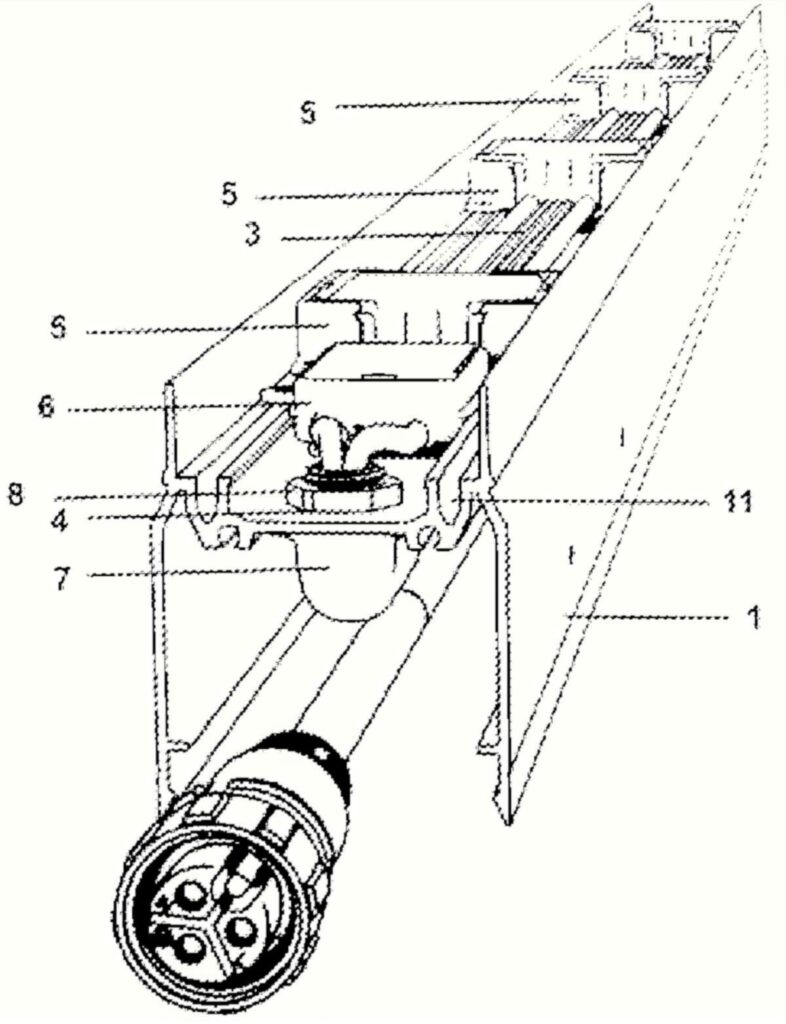
US12348015B1 — Aluminum profile system for laying power and communication lines — Vladimir Afanasiev (Russia) — The invention, relating to the field of electrical engineering, proposes a profile system for laying power and communication cables. It comprises a guide profile housing that accommodates a permanently fixed cable harness of insulated linear cables. The profile housing includes a base with openings at both ends for integrating switching cable assemblies with various connectors, and a decorative cover. It is recommended to make the base and the decorative cover from an extruded aluminum profile, ensuring lightness, rigidity and strength of the structure, and thereby allowing it to be mounted on building facades.
US12545327B2 — Energy-absorbing structure for a battery — Zoox Inc. (USA) — This energy-absorbing structure is positioned proximate a vehicle body and a battery housing, to reduce the impact forces imparted to a battery during a side collision. The structure may include energy absorbers positioned on longitudinal sides of the vehicle between the vehicle body and the battery housing. The energy absorbers can represent one or more hollow aluminum tubes having a passage aligned with a vent of the battery housing to receive gas from the battery housing and to redirect the gas to an area away from a passenger compartment or an exit of the vehicle.
US12434799B1 — Folding pontoon raft frame — John Chaney (USA) — This pontoon raft frame is made of mirror-image right side and left side tubular aluminum sections that are connectable to form a rectangular pontoon raft with a front opening in the raft frame for the seated user’s legs. Each tubular section is made of a J-shaped assembly hinged to a C-shaped assembly, that when connected to form the raft frame, can be placed atop of and strapped to a pair of air bladder pontoons by a set of pontoon cradles extending from the inside and outside of the J- and C-shaped extruded aluminum assemblies. A folding seat is adjustable along a set of seat rails across the joined C-shaped assemblies. The design also allows for expansion, as the assembled raft frame can be connected with other identical pontoon raft frames in a linear fashion and coupled to longer air bladder pontoons.
US12480266B1 — Rapid deploy mobile pedestrian bridge — James Christian Heim (USA) — This apparatus includes an expandable lift device and an expandable bridge span. The lift device is configured to raise the bridge span, while the bridge span is in a compressed state and aligned with the lift device. The expandable bridge span is then configured to rotate about 90 degrees with respect to the lift device, while the bridge span is in the compressed state. Thereafter, the bridge span is configured to expand perpendicularly to the lift device. The apparatus may also include first and second staircases, which are configured to be attached to first and second ends, respectively of the extended expandable bridge span.
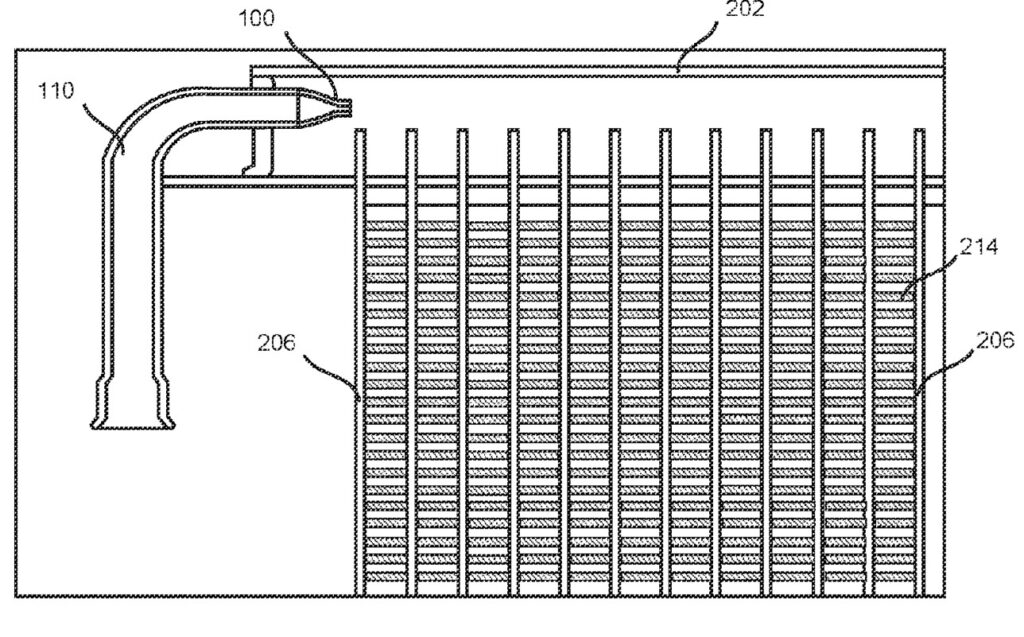
US12566035В2 — Simple distributor for inlet manifold of microchannel heat exchanger — Carrier Corporation (USA) — The distributor comprising a nozzle is adapted to be fluidically connected to a supply tube of a refrigeration line of the heat exchanger, wherein the supply tube is at least partially disposed within an inlet manifold of the heat exchanger. The nozzle comprises a first hollow portion having a round cross-section and adapted to be fluidically connected to the supply tube, and a second hollow portion having an oval or elliptical cross-section. The second portion is fluidically connected to the first, such that the nozzle transitions from the first portion to the second portion and the flow area of the nozzle reduces in a direction from the first portion to the second portion.
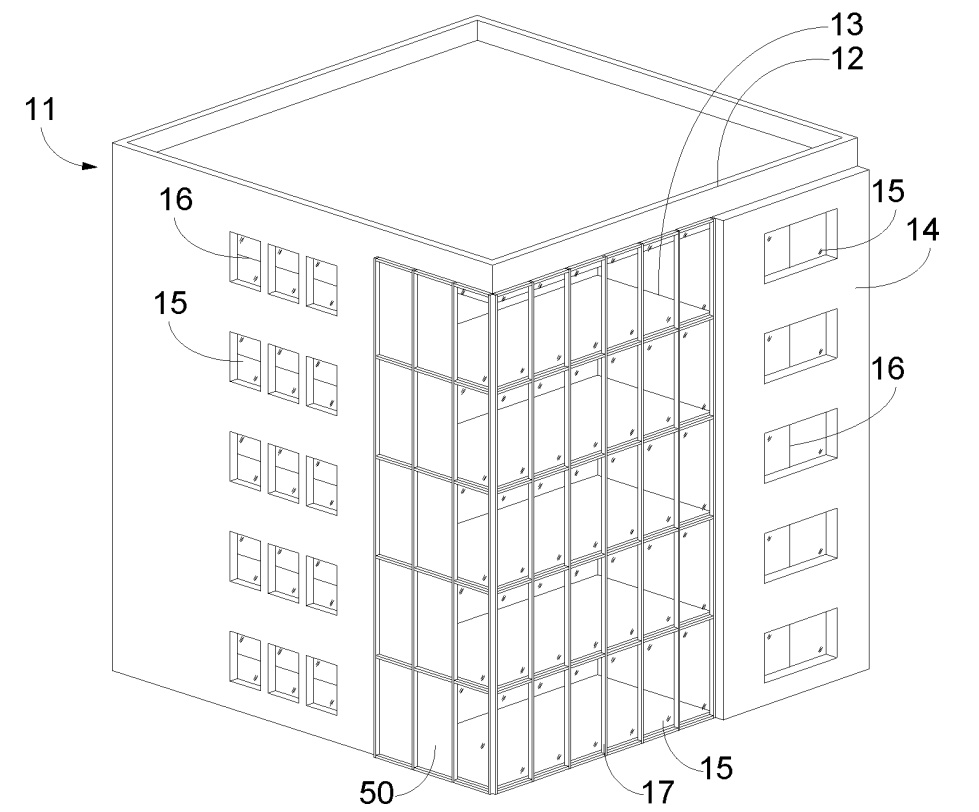
US12565773B2 — Lightweight thermal barrier panel and anchor system for building envelopes and method for installing — StudioTJOA, Inc. (USA) — This invention relates to a building envelope and window glazing attachments, specifically creating a thermal barrier or barriers opposite a new or existing building envelope consisting of opaque, transparent or translucent assemblies or a combination therein. This is to capture and contain air for use as a thermal insulator to increase the thermal resistance across the building envelope coupled with ventilation strategies to enable the ventilation of the cavity air when required. The system includes a modular panel with an infill barrier and structural anchors. The anchors are attached to the new or existing building envelope on at least one side of the building envelope to receive the thermal barrier panel to create an air cavity between the panel and the building envelope. The thermal barrier panel framing includes openings within rigid framing members to promote ventilation of the air cavity to at least one side of the thermal barrier panel.
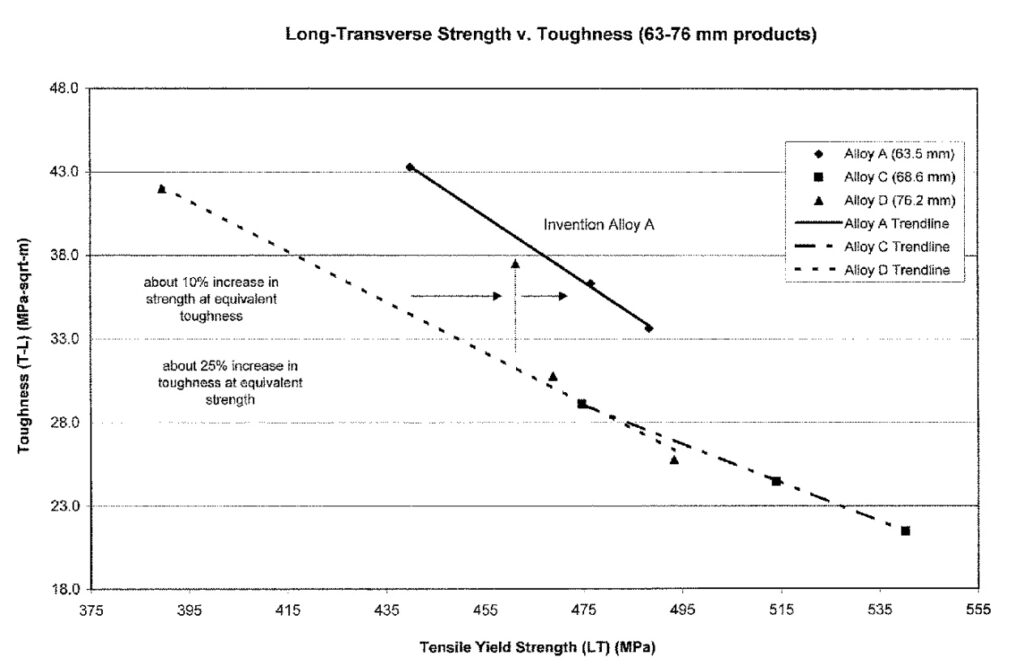
US12565695B2 — 2xxx series aluminum lithium alloys — Arconic Technologies, LLC (USA) — Thick wrought 2xxx aluminum lithium alloy products are disclosed in this patent. In producing aluminum alloys, improving one property of an alloy without degrading another often proves elusive. For example, it is difficult to increase the strength of an alloy without decreasing the alloy’s toughness. Other properties include corrosion resistance and fatigue crack growth rate resistance, to name two. Broadly, this patent relates to thick wrought 2xxx aluminum lithium alloy products having improved properties. Generally, the thick wrought 2xxx aluminum lithium alloy products have 3.0 to 3.8 wt. % Cu, 0.05 to 0.35 wt. % Mg, 0.975 to 1.385 wt. % Li, where -0.3*Mg-0.15Cu+1.65≤Lis-0.3*Mg-0.15Cu+1.85, 0.05 to 0.50 wt. % of a grain structure control element selected from the group consisting of Zr, Sc, Cr, V, Hf, other rare earth elements, and combinations thereof, up to 1.0 wt. % Zn, up to 1.0 wt. % Mn, up to 0.15 wt. % Ti, up to 0.12 wt. % Si, up to 0.15 wt. % Fe, up to 0.10 wt. % of any other element, with the total of these other elements not exceeding 0.35 wt. %, the balance being aluminum. Thick wrought products incorporating such alloy compositions achieve an improved combination of strength and toughness.
US12560022B2 — Customizable window and door system for severe weather protection — Hawkes Design and Consulting, LLC (USA) — A customizable storm protection system for protection and aesthetics comprises a first jamb, second jamb, a header, and a sill, each with a glazing recess, and each with a receptacle for inserting a screw boss that runs a length of each of the first and second jambs, the header and the sill, wherein joined define a frame for the opening in a building. A customizable storm protection system may also comprise glazing received by the glazing recess of both jambs, as well as the header and the sill. Further, a customizable storm protection system may comprise a storm track configured to the frame, where the storm track identifies fastener locations for the screw boss within the frame, and where the storm track comprises a cap, a stanchion, and an attachment layer for attachment to the frame. The system enables different openings in a building to be customized for different types of storm protection while maintaining a uniform exterior appearance.
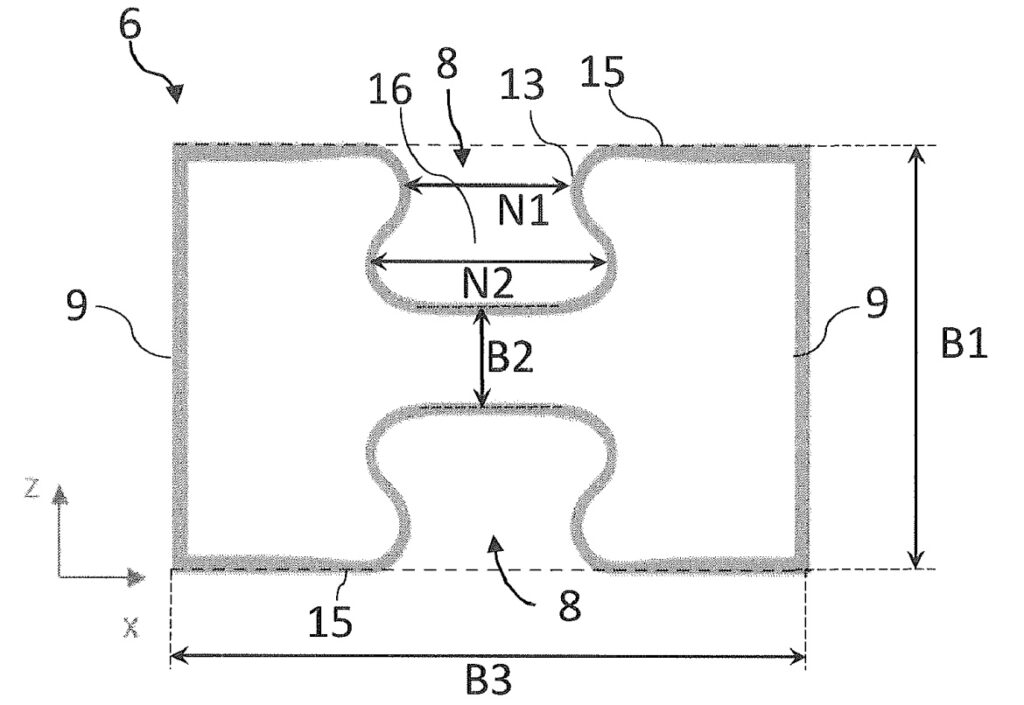
US12552421B2 — Rail vehicle with dilation profile, method of manufacturing a rail vehicle and dilation profile — Stadler Rail AG (Switzerland) — The invention relates to a rail vehicle having a car body comprising an upper level and a lower level separated by an intermediate floor. The intermediate floor comprises at least two intermediate floor elements, the intermediate floor elements being arranged one behind the other in the longitudinal direction of the rail vehicle. A dilation profile is disposed between a first and second intermediate floor element. The intermediate floor is preferably made of thin, double-walled aluminum extrusions with vertical ribbing.
US12551946B2 — Devices and methods for performing shear-assisted extrusion and extrusion processes — Battelle Memorial Institute (USA) — A method for preparing shear-assisted extruded material is provided in this patent, the method comprising applying both axial and rotational pressure to stock material to form an extruded material at a rate between 2 and 13 m/min. The processes can include applying a rotational shearing force and an axial extrusion to the same location on the feedstock material using a die tool defined by a die face extending from a rim of the die face inwardly at an angle greater than zero in relation to a sidewall of the tool in at least one cross section.
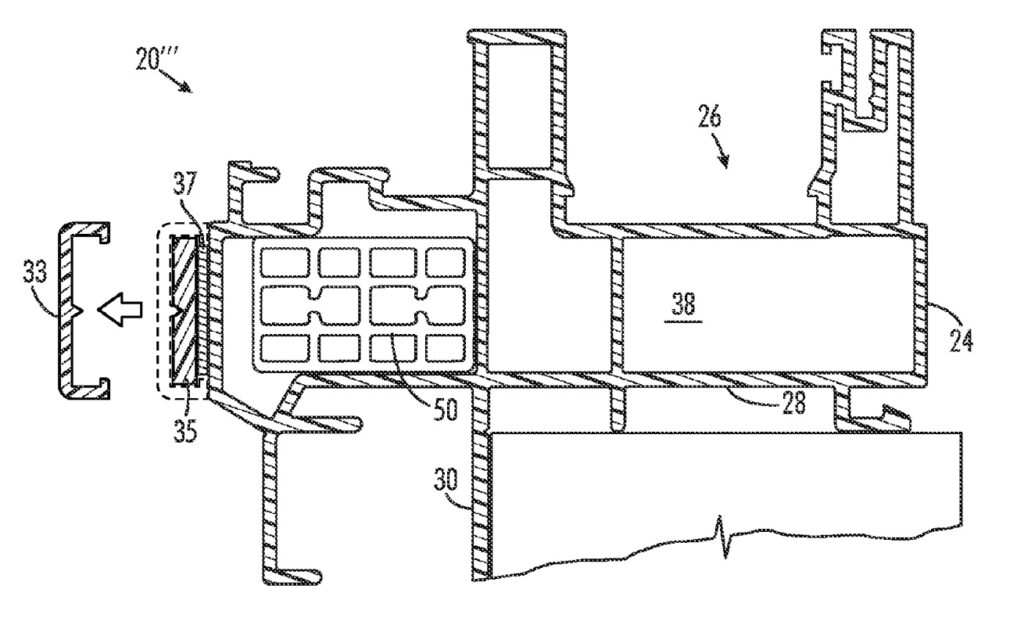
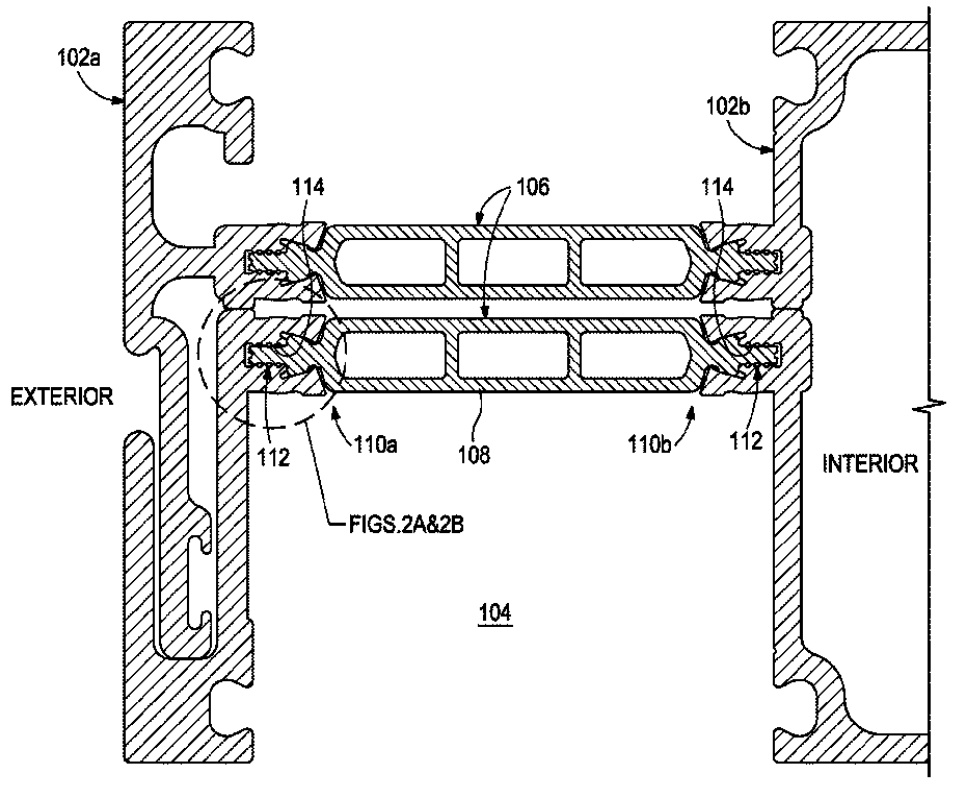
US12540502B2 — Fenestration thermal break design — Arconic Technologies, LLC (USA) — A profile for a fenestration system includes first and second members, and a thermal break extending between the two members. The thermal break is coupled to the first member at a thermal break interconnection that includes a tab extending laterally from a body. The tab includes a head extending from the body and a stem extending from the head. A channel is defined between upper and lower flanges of the first member and provides a first chamber that is sized to receive the head, and a second chamber extending from the first chamber and sized to receive the stem. The head is larger than the stem, and the first chamber is larger than the second chamber. The thermal break is temporarily secured to the channel by advancing the tab into the channel, and is permanently secured to the channel by crimping the flanges against the tab.
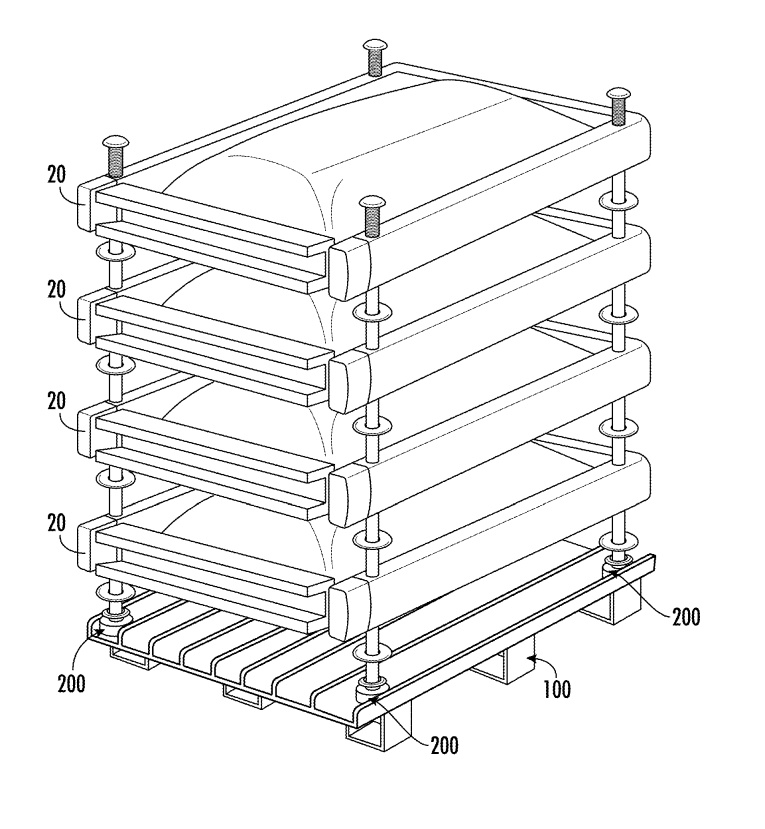
US12515846B2 — Bulk shipper pallet and isolator for bulk freezing applications — Sartorius Stedim North America, Inc. (USA) — An isolator includes a first section, second section, and a third section. The first section is configured to secure the isolator in a mount that is defined through a mounting section. The second section is disposed over the first and is configured to be supported by a first surface of the mounting section. The third section is disposed atop the second section such that the second section is sandwiched between the first and the third sections. The second section dampens forces exerted on the third section or the first section from being transmitted there between. A method for manufacturing a pallet that is configured to be frozen is also disclosed. This includes friction stir welding along a first joining edge and second joining edge that are abutted together to joined together to form a first segment.
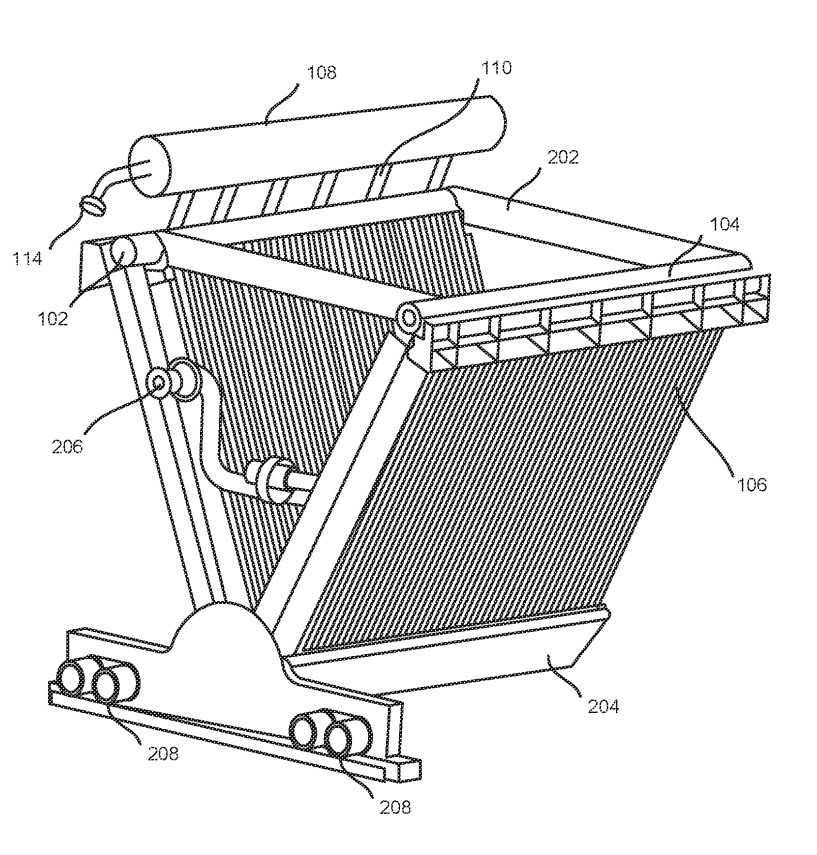
US12523434B2 — Refrigerant distribution and charge balancing system for heat exchangers — Carrier Corporation (USA) — The distribution of refrigerant among multiple microchannel tubes of a heat exchanger, and the charge balance between heating and cooling modes in the heat exchanger play significant roles in the overall performance, functioning, and longevity of the heat exchanger. Consequently, there is a need to provide a simple, improved, and cost-effective system that can be easily integrated with heat exchangers to enable efficient refrigerant distribution as well as a charge balancing in the heat exchangers. This system comprises an auxiliary header adapted to be fluidically coupled to a first header of the heat exchanger using one or more tube stubs. The auxiliary header is configured at a predefined distance from the first header, and it is adapted to be fluidically coupled to a supply tube associated with a refrigerant line of the heat exchanger.
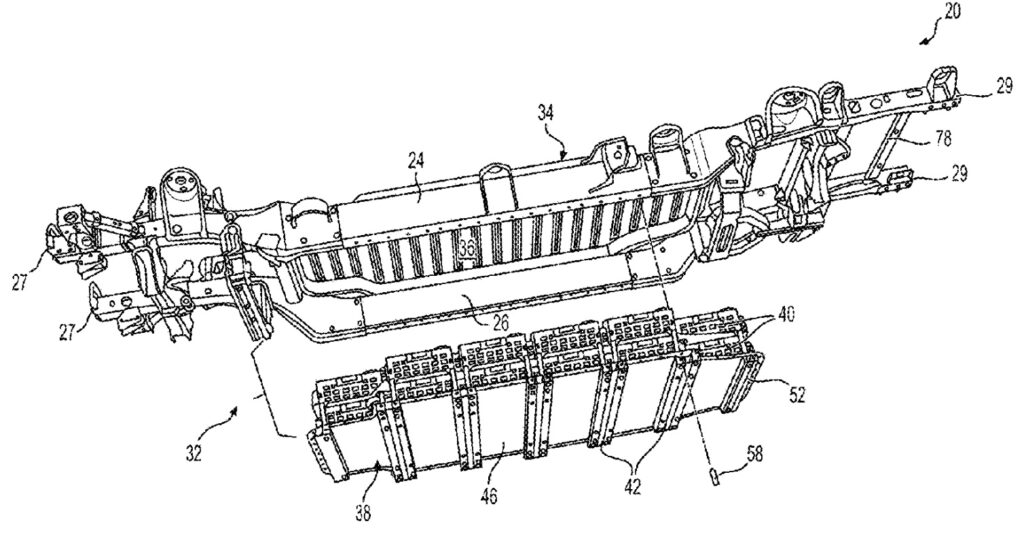
US12502944B2 — Frame assembly and integral battery structure — Magna International, Inc. (Canada) — A frame assembly for an automobile includes a pair of front frame rails set in a spaced relationship with a pair of rear frame rails. An upper cover is connected to and extends between the pair of front frame rails and the pair of rear frame rails to define a roof portion. The upper cover includes a pair of longitudinal sidewalls and a pair of cross sidewalls each extending downwardly from the roof portion to define an upper pocket bounded by the roof portion, the longitudinal sidewalls and the cross sidewalls. A base plate includes a plate portion for supporting at least one battery module. The base plate is connected with the upper cover for at least one battery module within the upper pocket. This patent covers a frame assembly that includes a battery housing that is at least partially integrated with a frame of an automobile, and the method of assembling the frame.
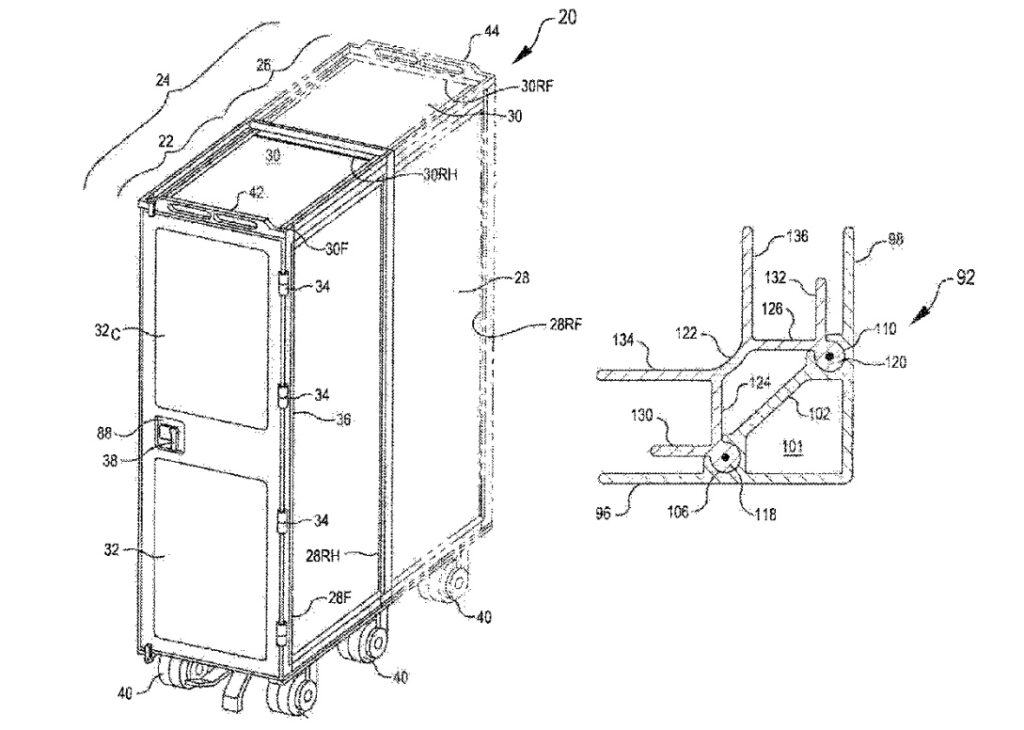
US12479485B2 — Thermal cart — Bucher Aerospace Corporation (USA) — A thermal cart for the in-flight distribution of consumables comprises an enclosure formed by thermally insulating material, including two side panels, a top and bottom panel, at least one door frame, and a door in each frame. A rear panel is provided in half-size carts where only one door and door frame are provided. Full-size carts have a rear door frame and rear door instead of a rear panel, as used in the half-size cart. Frame assembly aluminum extrusions may join adjacent panels, and an inner elastomeric extrusion is provided with each frame assembly extrusion, to provide a seal with the thermoplastic inner lining.
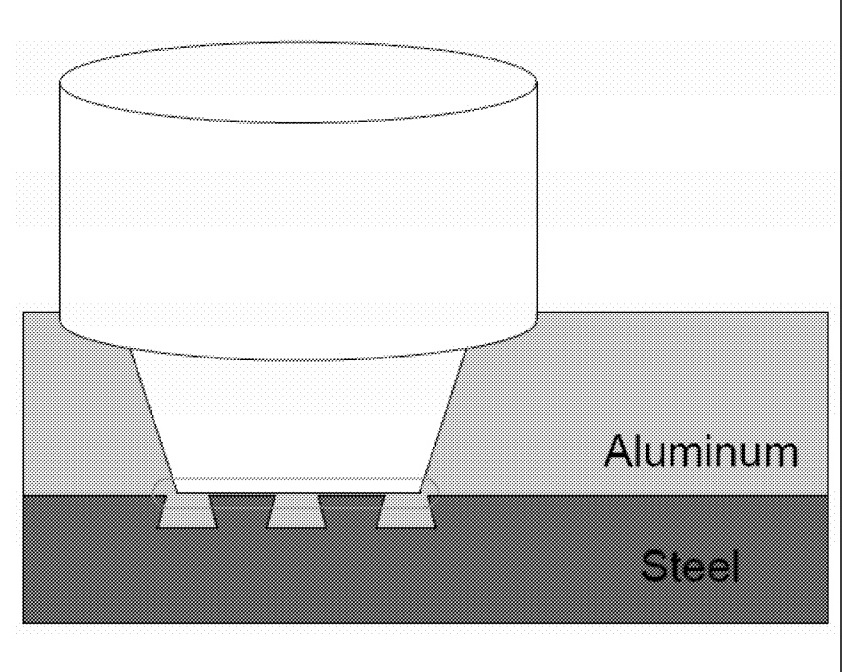
US12459052В2 — Methods for friction stir welding involving dissimilar materials — Battelle Memorial Institute (USA) — This invention centers around the joining of dissimilar materials by utilizing a combination of embedded portions of a first material within a preformed geometric shape or groove located in another material under process conditions and tooling geometries able to form an intermetallic interconnection or layer at the dissimilar interface within the preformed shape or groove. Joining metals with different melting temperatures can be accomplished by extruding a lower melting temperature material into grooves in a higher melting temperature material while simultaneously forming a metallurgical bond within the groove at the interface between the dissimilar metals. Joints with this configuration exhibit superior strength and ductility compared to other known techniques for the friction stir welding (FSW) of aluminum to steel.
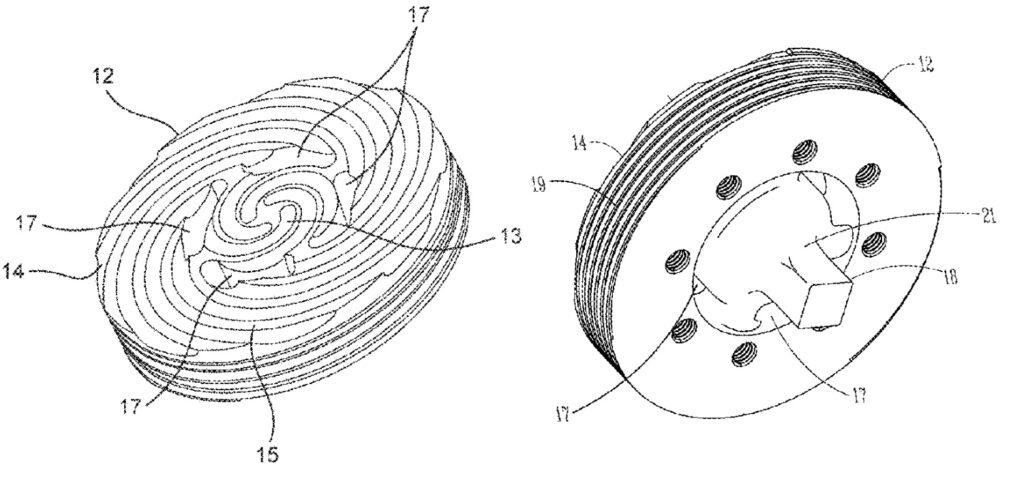
US12447518B2 — Method for forming hollow profile non-circular extrusions using shear-assisted processing and extrusion — Battelle Memorial Institute (USA) — This is a process for forming extruded products using a device having a scroll face configured to apply a rotational shearing force and an axial extrusion force to the same preselected location on material wherein a combination of the rotational shearing force and the axial extrusion force upon the same location cause a portion of the material to plasticize, flow and recombine in desired configurations. This process provides for a significant number of advantages and industrial applications, including the extrusion of tubes used for vehicle components with 50 to 100 percent greater ductility and energy absorption over conventional extrusion technologies, while dramatically reducing manufacturing costs. It also enables the ability to form materials with better strength and corrosion resistance characteristics at lower temperatures, lower forces, and with significantly lower energy intensity than required by other processes.
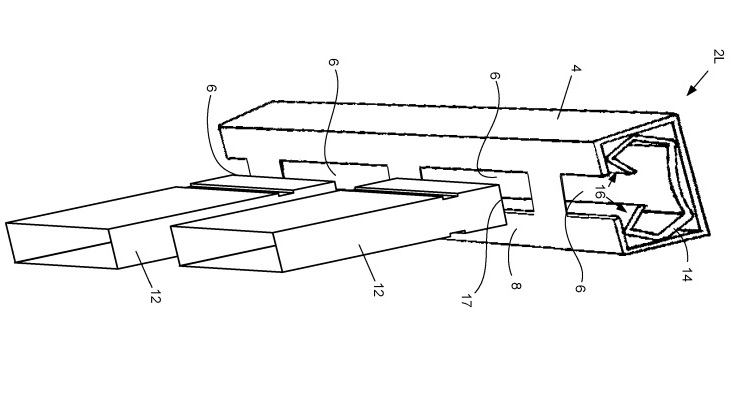
US12442184В2 — Assembly and method for attaching extruded members — SAS Systems Australia PTY LTD (Australia) — This patent relates to the assembly of extruded members, and includes an extruded housing member including one or more holes formed along at least one side thereof for entry of ends of one or more second extrusions therethrough, and at least one extruded aluminum clamping member including one or more pairs of opposed clamping portions for clamping the ends of the one or more second extrusions therebetween.
CN120747116B — Method and system for defect analysis of aluminum profiles based on texture features — Nanjing Xianwei Information Technology Co., Ltd. (China) — This provides a method and system for aluminum profile defect analysis based on texture features, relating to the field of edge detection technology. The method includes acquiring an image of the profile’s surface and determining the extrusion direction, dividing the image into multiple local blocks, calculating the gradient direction and amplitude for each block, and then determining whether it belongs to a high-confidence texture region based on the direction difference and confidence level. This initially reduces the high-confidence texture region by applying a first suppression coefficient to form a first processed image, then re-evaluates the updated image and applies a stronger second suppression coefficient to regions still possessing obvious texture features to generate a second processed image. Finally, it identifies defects in the weakened image through edge detection and removes residual texture pseudo-edges by combining direction consistency or connectivity analysis. This method is computationally efficient and highly accurate and can be applied to online detection and quality control of aluminum profile surface defects in industrial production.
CN119911516B — Automatic packaging production line for aluminum profile palletizing — Hualv Aluminum Industry Co., Ltd. (China) — The invention discloses an automatic packaging production line for stacking aluminum profiles, which relates to the technical field of aluminum profile processing. It comprises a bottom plate, wherein a conveying frame is symmetrically arranged at the top end of the bottom plate, a stacking and bundling mechanism is arranged at the top end of the conveying frame and comprises an extension frame. One end of the conveying frame is clamped with the extension frame, the top end of the extension frame is symmetrically connected with an electric push rod, and the other end of the electric push rod is connected with a push plate. The invention provides an automatic packaging production line for stacking aluminum profiles, which can effectively protect the outer surfaces of the profiles that are normally not protected during clamping and stacking.
CN119388040B — Welding tool for processing aluminum doors and windows — Shandong Meishidun Door and Window Co., Ltd. (China) — The invention provides a welding tool for aluminum door and window processing, including a mounting table. It also includes a conveyor belt and a mounting frame installed on the upper end of the mounting table. One end of the conveyor belt extends into the mounting frame, with two guide sliders on the mounting frame, and a lifting mechanism is on the mounting frame, which is used to drive the two guide sliders up and down. After welding, four extruded aluminum profiles are placed below the tooling plate, and the lifting mechanism drives the two guide sliders downward, thus driving the four extrusions downward. The L-shaped clamp then releases the extruded profile, and the welded profile falls above the conveyor belt. This drives the welded profile away from the tooling plate and quickly unloads the profile, thereby improving its unloading speed.
CN120088330B — Aluminum profile positioning and recognition method based on image recognition — Baoji Longhengda Aluminum Co., Ltd. (China) — The invention relates to the field of image processing technology, and more specifically, to aluminum profile positioning and identification method based on image recognition. It comprises obtaining a grayscale image of an extrusion, calculating a response function value of each pixel in the grayscale image using a Harris algorithm, and weighting the response function value according to the grayscale anomaly and geometric anomaly of the pixel to obtain a final response function value of each pixel. The invention obtains a response weight of each pixel based on the anomalies of each pixel, obtains a final response function value based on the response weight of each pixel and the response function value, and marks pixels with a high final response function value as corner points, thereby reducing the problem of false corner points generated on the boundaries of shadow and reflective areas, making subsequent corner point matching more accurate, and improving the positioning accuracy of the profile.
CN120055515B — High efficiency laser welding equipment for aluminum profiles — Yangzhou Feiling Alloy Technology Co., Ltd. (China) — The invention discloses an efficient laser welding device for aluminum profiles. The device comprises a base frame and driving clamps symmetrically arranged at the front and rear ends of the top of the base frame for driving two workpieces to rotate synchronously. It has an adjustable clamping distance, an x-direction compensation clamp that can move left and right and with an adjustable clamping distance, and a z-direction compensation clamp that can move up and down with an adjustable clamping distance. These are arranged between the two driving clamps. A lifting platform with adjustable height is arranged next to the x-direction compensation clamp and the z-direction compensation clamp, a mounting frame with adjustable position in the y direction is installed on the lifting platform, and a laser welding gun is installed on the mounting frame. This device provides high efficiency and welding quality.
CN120206091B — Filler material for 6xxx series aluminum alloys and its welding process — Suzhou University (China) — This invention relates to filler material for 6xxx-series aluminum alloys and a welding process thereof. The filler material comprises: Si 0.5%-2.00%, Mg 0.80%-2.00%, Cu 0.20%-3.00%, Cr 0.20%-0.50%, Mn 0.50%-0.80%, Ti 0-0.10%, Zn 0.15%-2.00%, Fe 0-0.15% percent by mass, the balance of Al and other unavoidable impurities, and the total impurity is 0-0.15 percent. The filler material has good weldability, promotes a precipitation strengthening mechanism, and has the same composition as the strengthening elements of the base metal of the 6xxx-series aluminum alloy. It can be applied to the welding of the 6xxx-series alloy in a plurality of welding modes, reduces the dilution of the strengthening elements of the welding line, and can effectively improve the mechanical properties of the welding line and the heat affected zone of the joint.
CN120286527B — High-elongation aluminum extrusion manufacturing device and process — Ningbo Ruixin Machinery Co., Ltd. (China) — The invention discloses an aluminum extrusion manufacturing device with high elongation and a process thereof. The device comprises an extruder and conveying component, a mobile tractor and a cooling component, wherein the cooling component is arranged at the output end of the press. The cooling assembly comprises two groups of cooling frames, with a water cooling assembly arranged between the two groups of cooling frames. A cladding assembly is arranged at the position corresponding to the wing plate structure in the cooling frames, with the cladding assembly comprising a plurality of cladding plates which are circularly arranged. Each group of cladding plates is arranged up and down. According to the invention, the cladding plate and the wing plate structure pass through the water cooling assembly together, so that the water cooling speed difference between the wing plate structure and the tubular main body can be reduced. The uneven deformation generated by the wing plate structure is further reduced, and meanwhile, the cladding plate is clamped and positioned in the whole process, so that the irregular deformation generated by the wing plate structure is avoided. This improves product quality, and material waste also is reduced.
CN120619109B — Variable cross-section extrusion die based on telescopic die core structure — Jiangxi Dongtou Aluminum Co., Ltd. (China) — The invention relates to a variable-section extrusion die that is based on a telescopic die core structure. It comprises an upper die structure, a lower die structure and a die hole formed in the lower die structure, wherein the die core structure is movably installed at the bottom of the upper die structure up and down, and a first moving unit for driving the die core structure to move up and down at a fixed height is installed on the upper die structure. The telescopic mold core structure is provided with the extrusion sections which are gradually reduced from top to bottom. When the moving unit drives the mold core structure to move up and down at equal heights, the extrusion sections with different sizes can be moved to the positions matched with the mold holes. As a result, different gaps are reserved when the extrusion sections with different sizes are matched with the mold holes, and profiles with different wall thicknesses can be extruded. Molds do not need to be replaced, manufacturing costs are reduced, and production efficiency is improved.
CN223801241U — Straightening device for aluminum profiles of hollow radiators — Zhenjiang City Changhong Heatsink Co., Ltd. (China) — This relates to a straightening device for an aluminum profile of a hollow radiator. It comprises a main body straightening device, wherein a conveyor belt is arranged at the bottom of the inner side of the main body straightening device, two groups of deflector rods are fixedly connected to the outer side of the conveyor belt, and a pre-extrusion assembly is arranged at the top of the inner side of the main body. If aluminum materials with higher bending degrees are sequentially straightened, excessive force is likely to occur, and the metal is likely to crack or even break, so the aluminum materials with higher bending degrees are straightened multiple times by adjusting the heights of the two groups of pre-extrusion assemblies.
CN223875815U — Extrusion die for automobile parts with large wall thickness difference — Zhongyifeng Minggu Suzhou Precision Technology Co., Ltd. (China) — This patent discloses an extrusion die for automobile parts with large wall thickness. It comprises an upper die, wherein a split bridge is arranged in the upper die. The split bridge comprises five bridge positions, the upper die is divided into four split holes by the five bridge positions, a die core is connected with the bottom of the split bridge, a lower die is arranged at the bottom of the upper die, a primary welding chamber is formed at the top of the lower die, and a secondary welding chamber is formed below the primary welding chamber. According to the model, the two flow blocking blocks are arranged at the thin-wall point positions of the automobile parts, so that the aluminum flow can be guided. Part of the aluminum flow can be directed to the wall thickness point positions, and the flow velocity becomes balanced. Meanwhile, the flow velocity also is distributed, so that the flatness of the head and the tail of the automobile parts in the cavity is the same when the automobile parts are formed. No chromatic aberration exists, the smoothness is good, and the performance requirements of the automobile parts can be met when put into use.