
{kind=link}
By Alton Tabereaux, Contributing Editor.
Bauxite residue is an insoluble solid waste by-product generated after the digestion of gibbsitic bauxite ore with sodium hydroxide at elevated temperature and pressure in the Bayer process for the extraction of alumina. During the digestion process, aluminum minerals react with caustic soda process liquor to form soluble sodium aluminate (NaAlO2), leaving the underflow of insoluble “red mud” solids (Figure 1). The leaching conditions (pressure, temperature, and caustic content) of gibbsitic bauxite are milder than the conditions applied to boehmitic and diasporic bauxite.
Depending on the composition of the original bauxite, as well as the method and conditions of processing, 1 tonne of alumina produces 0.8–1.2 tonnes of bauxite residue. The global alumina production is estimated to be 150 million tonnes per year and, thus, generates an estimated 150 million tons of bauxite residue — of which less than 2% currently is being utilized for productive use.
A previous article published in Light Metal Age in February 2019 discussed the formation of bauxite and the most common methods of management at the time.1 Generally, slurry of bauxite residue is pumped and deposited into land-based lagoons, ponds, and impoundments adjacent to the refineries. Currently, the most common method of managing bauxite residue is to dewater the slurry and then filter press the residue into a dry cake (of less than 30% water content) to permanently reduce its storage volume. Since the publication of the previous article, however, aluminum companies have continued to pursue improved methods of managing and reusing red mud. Some of these methods include neutralization of the alkaline properties of bauxite residue, treating the residue to enrich it into the soil for planting, and utilizing the residue as a resource for the recovery of rare minerals.
Seawater Neutralization
Red mud is a mixture of about 65-70% caustic and 30-35% solids. Up to 2 tons of liquid with a significant alkalinity of 5-20 g/l caustic (Na2CO3) accompany every ton of red mud solids.1 The high alkalinity (pH ≥13) and high caustic (NaOH) content in red mud causes environmental risks for fertile soil and groundwater contamination (making it unable to support plant life) and leads to human health risks, such as dermal skin problems and irritation to eyes.
Lowering the alkalinity of red mud to around 8.0 pH reduces the environmental risks of its storage, lessens the ongoing management of the disposal area, and facilitates the potential reuse of this material in different new applications. However, the buffering action of alkaline solids (hydroxides, carbonates, and aluminates) present in the red mud causes amorphous secondary phases that generate further alkalinity and release sodium in the long term. This makes it impractical to remove the alkalinity from red mud by washing it with water. Therefore, the pH neutralization process is complex, requiring multiple time-sensitive steps.
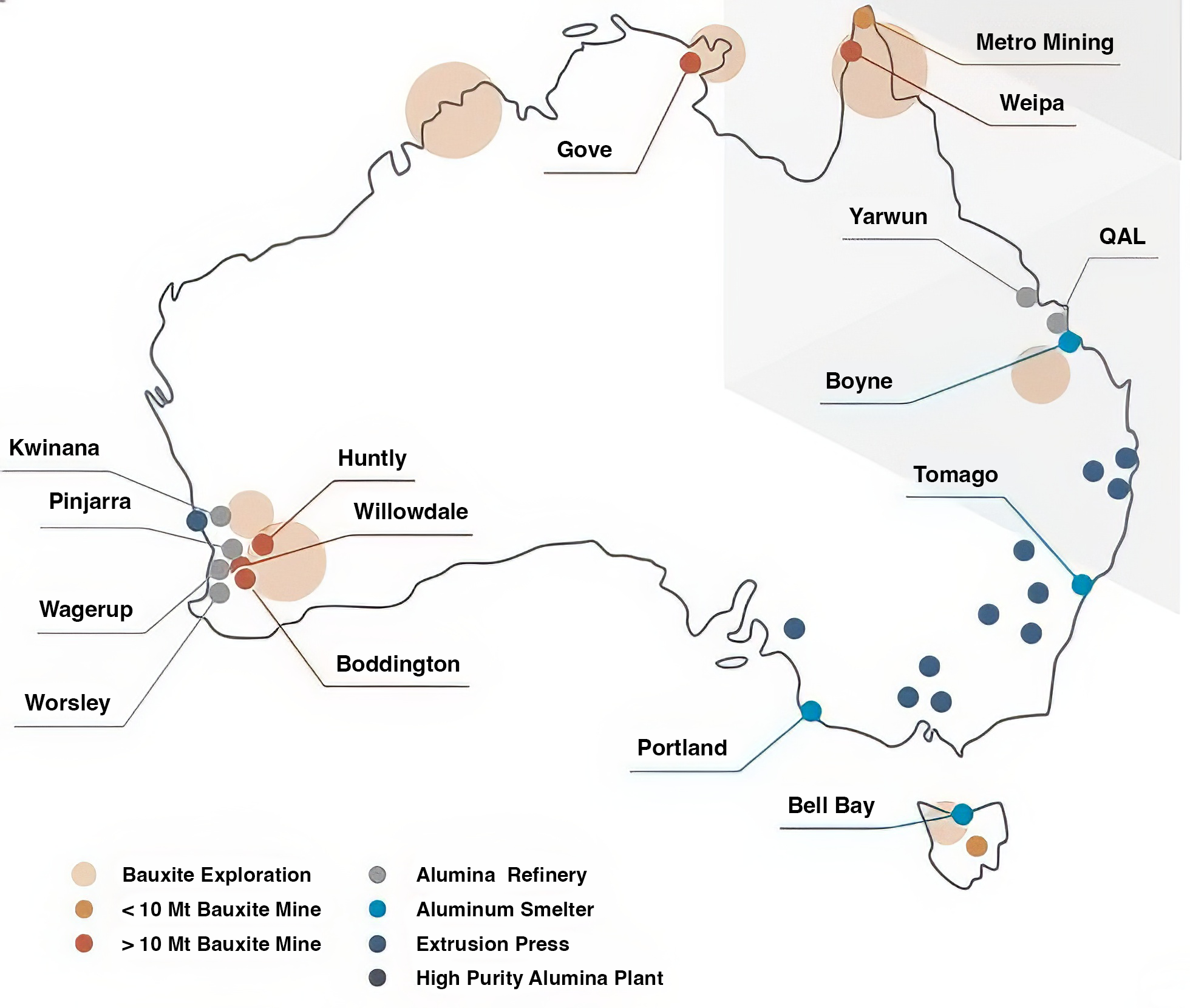
Seawater neutralization of bauxite residue is increasingly being used by refineries located close to the sea environment in Australia (Figure 2), which results in the pH being reduced from that of the caustic refinery liquor of 11–13 pH down to about 9.0 pH. For example, the Queensland Alumina Limited (QAL) refinery has used seawater to neutralize bauxite residue for more than 30 years.2 It has also been used at the Rio Tinto Yarwun refinery, since its commissioning in 2004. The benefits of effective neutralization of any residual alkalinity in the slurry through reaction of the alkalinity with the magnesium and calcium in the seawater is apparent.
Seawater neutralization can provide an alternative treatment option to filter press technology, particularly in areas where there are limitations on freshwater availability. It is suitable for long-term storage, with less potential for environmental harm than classical storage of caustic residue.
The chemistry of seawater neutralization is complex, as the reaction of bauxite residue with seawater results in neutralization of alkalinity through precipitation of Mg-, Ca-, and Al-hydroxide and carbonate minerals. Laboratory studies have shown that the initial pH neutralization reaction is rapid (<5 min), with further reaction continuing to reduce pH for several weeks. Reaction with seawater produced a residue pH of 8 to 9, which is highly saline.3
Revegetation of Bauxite Residue Soils
As previously noted, untreated bauxite residue does not support plant life. Major limitations of bauxite residue to plant growth include its high pH, salinity, and sodicity, as well as deficiencies of macro- and micronutrients and potentially elevated levels of trace elements.4 Sodicity in soil is the presence of a high proportion of sodium ions relative to other cations. As sodium salts are leached through the soil, some sodium remains bound to clay particles — displacing other cations. Soils are often considered sodic when the amount of sodium impacts soil structure
Following seawater neutralization, the residual sand remains too saline to support plant growth and would require fresh water leaching before revegetation. Although seawater neutralization initially lowers the pH of bauxite residue, it requires the addition of amendments (gypsum, biosolids, etc.) to increase the ease with which it could be revegetated. Rehabilitation of bauxite residue disposal areas by vegetation is a pH dependent process with benefits extending 20−30 cm beyond the initial treatment depth. The development of resilient vegetation on bauxite residue, along with associated rhizosphere (the vicinity of plant roots in which the chemistry and microbiology is influenced by their growth) respiration, nutrient exchange, and microorganisms, may drive long-term stability and chemical safety of treated bauxite residue. The concurrent addition of residue mud and organic wastes can improve chemical, microbial, and particularly physical properties of residue sand. Organic matter applied to the surface layers is likely to be degraded and recycled into plants and microorganisms.
Emirates Global Aluminium (EGA) began production at its Al Taweelah alumina refinery in 2019 — a new industrial activity for the United Arab Emirates (UAE) and a new environmental residue in the form of red mud. Saltwater neutralization was not considered for managing the red mud at the refinery, because it makes the subsequent use of materials more difficult, since they are extremely sodic and saline. Instead, the company began working on ways of processing the bauxite residue into a soil.
Every year, the UAE imports large quantities of soil products for greening and agricultural purposes. In response, the company launched a collaboration with the American University of Sharjah (AUS) College of Engineering in 2022 to research the economic and environmental benefits of reusing food waste to enrich manufactured soils made from bauxite residue as well as further applications in waste-to-energy.5
The new research agreement followed three years of work between the two organizations to technically establish how food waste as biochar (a type of charcoal based on indigenous agricultural knowledge from the Amazon basin) could be combined with treated bauxite residue to create a manufactured soil for greening and other purposes including energy projects. Initial research suggests that an estimated 20–40% of the 2 million tonnes of food waste produced in the UAE per year could be converted to biochar and a similar percentage to bio-energy products. The recovery of food waste as a designer biochar and as bio-energy products could contribute directly to the UAE’s aim of reducing waste-to-landfill by 75% by 2030. This would lower greenhouse gas emissions and optimize local resources.
In November 2023, EGA began construction of a pilot plant at its Al Taweelah facility to convert bauxite residue into manufactured soil, which the company believes is the first of its kind in the world.6-7 The 900 sq m pilot plant will use EGA’s proprietary technology to neutralize caustic bauxite residue into an environmentally benign raw material in hours, significantly speeding up a process that usually involves decades-long, natural processes. This process will produce 6 tonnes of optimized bauxite residue per day, which will be the main ingredient for the production of manufactured soil, which the company calls Turba (the Arabic word for soil). According to EGA, laboratory-scale trials have shown that this manufactured soil significantly enhances plant growth while using less water and fertilizer than local sandy alternatives. The company said that the pilot plant will prove the potential to industrialize EGA’s process and will allow the company to conduct large-scale trials to test plant growth using Turba. The specialized filtration system (built in Finland) for the pilot plant arrived in the UAE in June 2023. EGA expects the pilot plant to be completed by the end of 2024.
“We started by forming a team of experts and establishing a clear road map. We knew what we wanted to do and where we wanted to focus our efforts,” said Abdalla Alzarooni (Figure 3), vice president of Technology Development & Transfer at EGA.8 “We have reached a very great discovery, but I do not want to jump up and down and say this is a done deal… We must now demonstrate this at industrial scale, and that’s where we are at today… The proudest moment will be when we stop sending bauxite residue to permanent storage entirely.”

Alcoa is another company pursuing this method of managing red mud. The company announced in November 2021 that it was partnering with the International Aluminium Institute and the University of Western Australia to conduct field trials using a technology to more rapidly convert bauxite residue into a soil-like material.9 The ongoing project aims to investigate the interactions between chemical, physical, and biological drivers of remediation during the initial stages of soil development to understand how this process can be expedited.
Reuse of Slurry Water
Vedanta Aluminium announced the development of a patented process designed to significantly reduce the generation of red mud.10 The research project was led by Vedanta’s research and development department in collaboration with the Department of Metallurgical and Materials Engineering at the Indian Institute of Technology Kharagpur (IIT KGP), along with special support from the company’s alumina refinery in Odisha.
According to the company, the new process extracts the entire volume of water from the bauxite residue slurry and recycles it back into operational use, achieving Zero Liquid Discharge (ZLD) and improving water conservation. The remaining bauxite residue is densely packed in dried form and stored in a specially constructed and scientifically managed bauxite residue reservoir (similar to existing storage and management processes), thus preventing the residue from inadvertently leaching into the groundwater. The process is said to reduce bauxite residue by 30% by eliminating iron values, while simultaneously recovering a higher alumina yield, reducing the total organic content from bauxite during alumina refining.
Vedanta has successfully validated the process in the laboratory and patented the technology. Presently, the company is focusing on establishing a pilot plant to implement and assess the process, along with determining its potential advantages. Additionally, the company is actively collaborating with research institutes to develop innovative technologies for the utilization of bauxite residue. These technologies include the beneficiation of bauxite residue to enrich rare earth elements (REEs), the recovery of alumina and iron values, and processes for extracting and separating titanium and other rare elements, like scandium.
Extracting Valuable Raw Materials
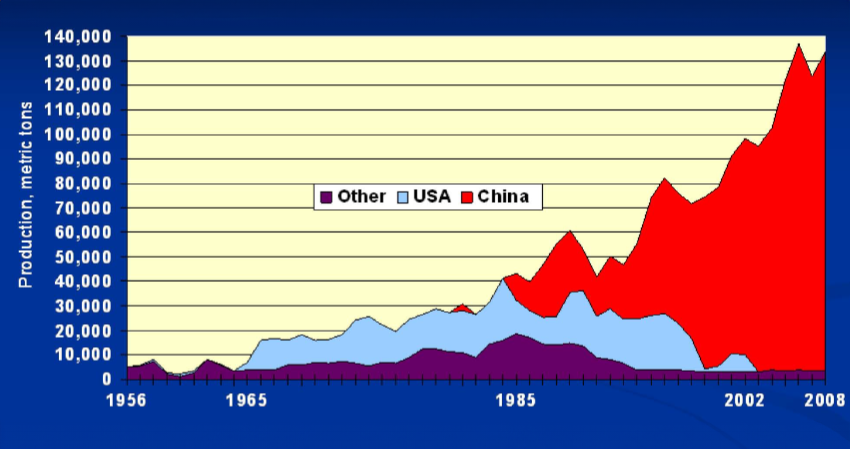
Bauxite residue contains a significant amount of valuable materials, including iron, alumina, titanium dioxide, and REEs (a group of 17 metallic elements, such as neodymium, yttrium, cerium, lanthanum, and scandium). Certain REEs are key for providing structural, mechanical, and other performance attributes in a variety of aluminum and other metal alloys for a range of technologies, including electric car batteries, smart phones, telecommunications, aircraft engines, medical equipment, and other applications.11 Over the decades, the mining of REEs has shifted from the U.S. and other regions to being mostly produced in China (Figure 4). Therefore, there is significant value in finding methods for mining and producing these elements outside of China. In response, aluminum companies and technology developers are looking at bauxite residue as a potential source of REEs, which would simultaneously address the environmental challenge of red mud.
ElementUS, a joint venture between DADA Holdings and Enervoxa, announced plans in 2021 to invest $800 million in a project to enable the extraction of REEs from the former Noranda Alumina refinery (owned by DADA) on the Mississippi River in Gramercy, LA.12 ElementUS plans to construct an on-site separation plant at the Gramercy site. The separation plant will use a proprietary combination of processes, developed by Enervoxa, to separate bauxite residue into its component materials, including iron-containing pigments and coagulants, aluminosilicate materials, amorphous silicon dioxide, precipitated calcium carbonate, titanium, zirconium, scandium, and other REEs. The company has hired RESPEC, an engineering firm, to analyze the quantity and composition of the bauxite residue stored in the ponds. It was determined that approximately 30 million dry tonnes of mineral-rich bauxite residue are easily accessible at the Gramercy site, and this material requires no further mining or crushing. An additional 1 million tons of bauxite residue will be generated each year by the ongoing production of alumina at the site.
Alcoa partnered with Alumtek Minerals, a technology developer based in Brisbane, Australia, in September 2021 to recover critical minerals (including gallium, vanadium, hafnium, and rare earths) from bauxite residue.13 Under the agreement, Alcoa worked with Alumtek and ChemCentre, a Western Australian government research hub, to support the advancement of Alumtek’s processing technology from proof of concept to producing commercial trial quantities of several critical minerals from bauxite tailings. With a total project cost of $2.1 million, the project received funding of more than $1 million from Australian Federal Government’s Cooperative Research Centres Projects (CRC-P) grants. The research project was successfully completed in July 2023.
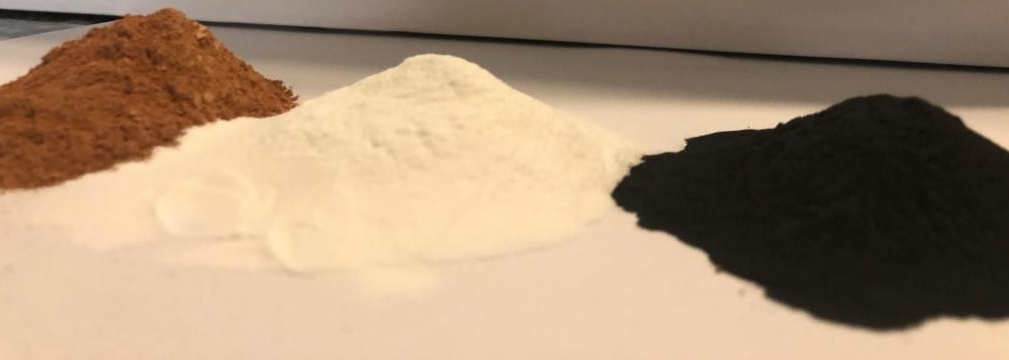
Previously, SGS Metallurgy completed a six-month testing and optimization program of Alumtek’s proprietary technical process to further optimize the extraction of critical minerals from bauxite residue (Figure 5).14 The testing program was highly successful and confirmed the ability of the technology to produce commercial quantities of hafnium, lithium, niobium, scandium, titanium, vanadium, and zirconium, along with saleable byproducts and neutralized, reuseable waste in the form of activated bauxite. With the joint research project with Alcoa completed, Alumtek is currently in the process of securing long-term cooperation agreements with potential joint venture partners with the aim of building a bench scale pilot plant to optimize the extraction process. Following this, the company will work to commercialize its technology and to build full-scale plants for processing bauxite residue.
Hydro Alunorte signed a contract with Wave Aluminium, a global technology company, to construct a plant at its alumina refinery in Pará, Brazil, to process bauxite residue, aiming to recover commercially valuable materials, such as alumina.15 Using a combination of technologies (including microwaves) developed and patented by Wave Aluminium, the planned bauxite residue processing plant will initially have the capacity to process 50,000 tonnes of bauxite residue per year. The new technology has proved successful in laboratory scale tests and will turn bauxite residue into a resource. The plant is expected to be in operation by 2024, with the expectation that it could be expanded to process 2-4 million tonnes of bauxite residue per year. Hydro aims to achieve 10% utilization of bauxite residue generation by 2030 and eliminate the need for new permanent storage of bauxite residue by 2050.
References
- Tabereaux, Alton, “Addressing the Challenge of Bauxite Residue: In Search of a ‘Greener’ Red Mud,” Light Metal Age, February 2019, pp. 54-58.
- “Bauxite Residue Storage using Seawater Neutralisation,” Australian Aluminium Council, November 2020.
- Menzies, N.W., I.M. Fulton, and W.J. Morrell, “Seawater neutralization of alkaline bauxite residue and implications for revegetation,” Journal of Environmental Quality, Vol. 33, No. 5, September-October 2004, doi: 10.2134/jeq2004.1877.
- Bray, A.W., et al., “Sustained Bauxite Residue Rehabilitation with Gypsum and Organic Matter 16 years after Initial Treatment,” Environmental Science & Technology, Vol. 52, 2018, pp. 152–161, https://doi.org/10.1021/acs.est.7b03568.
- “AUS and EGA to research food waste re-use for soils made with bauxite residue, and waste-to-energy,” American University of Sharjah , May 26, 2022.
- “EGA begins construction first-of-its-kind pilot plant to convert bauxite residue into manufactured soil,” EGA, November 23, 2023.
- Rosenberg, S. and M. Gräfe, “EGA’s Unique Bauxite Residue Roadmap,” Red Mud Project Conference 2018, Athens, Greece.
- “Turba-charging the future,” EGA.
- “Alcoa to design an alumina refinery of the future,” Alcoa, November 9, 2021.
- “Vedanta Aluminium patents innovative breakthrough in bauxite refining process,” Vedanta Aluminium, November 6, 2023.
- “Transforming bauxite residue waste into critical materials,” Innovation News Network, November 17, 2021.
- “ElementUS Advances $800 Million Rare Earth Elements Project In Louisiana,” Louisiana Economic Development (LED), March 5, 2021.
- “Alcoa Collaborates To Extract Critical Minerals And Rare Earths From Bauxite Residue,” Alcoa, September 3, 2021.
- “Testing Program Successfully Completed,” Alumtek Minerals, May 18, 2020.
- “Hydro and Wave Aluminium to recover minerals from bauxite residue,” Hydro, February 14, 2023.
 Dr. Alton Tabereaux is a technical consultant in resolving issues and improving productivity at aluminum smelters since 2007. He worked for 33 years as a manager of research and process technology for both Reynolds and Alcoa Primary Metals. He was recipient of JOM Best Technical Paper Award in 1994 and 2000, editor of Light Metals in 2004, and received the TMS Light Metals Distinguished Service Award in 2007. He has been a lecturer at the annual International Course on Process Metallurgy of Aluminium held in Trondheim, Norway, and an instructor at the annual TMS Industrial Aluminum Electrolysis Courses. He has published over 65 technical papers and obtained 17 U.S. patents in advances in the aluminium electrolysis process. He participated as a consultant in an EPA sponsored “Asian-Pacific Partnership” program to minimize perfluorocarbon (PFC) emissions generated during anode effects in the electrolytic cells at aluminum smelters in China.
Dr. Alton Tabereaux is a technical consultant in resolving issues and improving productivity at aluminum smelters since 2007. He worked for 33 years as a manager of research and process technology for both Reynolds and Alcoa Primary Metals. He was recipient of JOM Best Technical Paper Award in 1994 and 2000, editor of Light Metals in 2004, and received the TMS Light Metals Distinguished Service Award in 2007. He has been a lecturer at the annual International Course on Process Metallurgy of Aluminium held in Trondheim, Norway, and an instructor at the annual TMS Industrial Aluminum Electrolysis Courses. He has published over 65 technical papers and obtained 17 U.S. patents in advances in the aluminium electrolysis process. He participated as a consultant in an EPA sponsored “Asian-Pacific Partnership” program to minimize perfluorocarbon (PFC) emissions generated during anode effects in the electrolytic cells at aluminum smelters in China.
Editor’s Note: This article first appeared in the February 2024 issue of Light Metal Age. To receive the current issue, please subscribe.