
Kingston Metals & Materials Inc. (KM&M-Aluminum) started up a new aluminum facility in Kingston, ON, Canada (Figure 1). The company focuses on supporting the development of specialty aluminum alloys, products, and processes by providing equipment, analysis, and decades of expertise in one central operation. With the launch of this new facility, KM&M is now the newest member of a network of aluminum-focused companies in the Kingston area.
“The goal of the company is to become a leader in aluminum alloy development to prototype, develop, and optimize the production of novel aluminum products for startups to large-scale aluminum producers,” said Kevin Gatenby, head of business development and strategy at KM&M-Aluminum. “Our target market is small volume production (from 0.5 to 25 tonnes of specialized alloy) for new applications and innovative products, both using our DC casting pit and our twin-roll caster.”
Company Profile
KM&M-Aluminum has a long heritage in the aluminum industry that goes back to the 1940s, when Alcan Aluminum founded a technology center in Kingston, which later became the Novelis Global Technology Center (NGTC). When the NGTC decided to relocate away from Kingston, a new company, Alcereco, decided to take advantage of the decades of aluminum talent in the region by launching a new aluminum foundry. However, Alcereco was forced to close its doors in 2020, because the building owners wanted to take the facility in a different direction.
What could have been the end of a rich history of aluminum alloy and process development in Kingston was avoided when the founders of Kingston Process Metallurgy, a custom contract chemical process development company, decided to purchase the Alcereco assets and founded KM&M-Aluminum. The company purchased a dedicated building for the equipment and assets acquired and officially started operation in 2023.
Utilizing its range of unique expertise, equipment, and analysis capabilities, KM&M-Aluminum is outfitted to take on a wide range of metallurgical challenges for companies around the world, providing small volume production of specialty alloys and process consulting. This includes soft and hard alloys for billet production (standard alloy variants or specialty alloys containing Zr, Sc etc.), high purity alloys for battery applications, high conductivity alloys for transmission and electric traction motors, recycling process and alloy development to produce high quality alloys from secondary inputs, and production of cast reference materials with accurate composition and minimal variation. The company also allows clients to receive larger batches of well-controlled alloys that can be used in alloy and product development, as well as R&D support for new and modified process routes to achieve improved product properties, such as physical simulation of casting, homogenization, hot and cold rolling, and annealing (static and continuous). In addition, it is able to provide downstream development (thermo-mechanical processing) for a wide range of end uses.
A few of the markets served include automotive (6xxx and 5xxx alloy process development for sheet products), aerospace (2xxx and 7xxx sheet and extruded products), heat exchangers (including brazing sheet and light gauge alloy products). Some of the more niche markets that the company is already engaged in include additive manufacturing, EV batteries, high voltage tension wires, sports companies, and energy storage.
KM&M-Aluminum is led and mentored by experienced experts from a large pool of aluminum talent that is still active in the area. The company is led by Kevin Gatenby, the former leader of continuous casting and light gauge at NGTC; head of casting and general operations, Stacy Bell; head of rolling operations, Brennan Stewart; and lead physical metallurgist, Jessica Hiscocks. The company is also supported by several aluminum experts including Don Doutre (molten metal processing), Rick Lees (aluminum casting), and Pierre Marois (metallurgy and metallography) — each with over 35 years experience in aluminum metallurgy.
“It is our plan that, within the next few years, we will be at the forefront of developing new specialty aluminum alloys, products, and processes to support the growth of green aluminum technologies and high-performance alloys,” noted Boyd Davis, principal at KM&M-Aluminum.
Operations
KM&M-Aluminum operates out of a 9,000 sq ft facility in Kingston, which is geared toward low volume production of high-quality aluminum with a DC casting pit and a twin-roll caster, along with hot and cold rolling mills and multiple homogenization and heat treatment ovens serving niche rolling markets and major product sectors. Most of the equipment was purchased from Alcereco and has been augmented with new equipment, such as a Spectrolab 501 OES analyzer and machine shop tooling. The DC casting pit started up at the end of 2022, while the rest of the equipment began operating in 2023.
“All our services are centralized in a single facility, which provides excellent synergy for performing all our services,” said Davis. “KM&M benefits from being located near Kingston Process Metallurgy, a sister company, which provides access to their experimental laboratories and their material characterization facility to support KM&M activities and extend the services available.”
Casting Capabilities
KM&M does not operate a traditional casting line, but is rather focused on the production of small batches. In order to meet this need, the company designed and installed a new DC casting pit, including a new casting cylinder, guide rails, table lifting mechanism, water cooling circuit, and Allen Bradley PLC control system. Meanwhile, tooling and components purchased from Alcereco — including the main platen, casting table, and molds — were refurbished for the new line.
The casting line has two tilting furnaces — a 500 kg and a 250 kg — from PSH, and the company plans to procure both a 1 tonne and 3 tonne furnace in order to increase throughput. In addition, the line has silicon carbide crucibles from Foseco and refractory products (dip tubes, floats, and board) and protective coatings from Pyrotek. For the small volumes of aluminum being produced, the only environmental controls required are straightforward ventilation.
“Because our batch volumes are smaller than commercial operations, charging and metal treatment are manual operations, with attention being paid to every detail in order to tightly meet clients’ specifications,” said Bell. “Experienced operators from the Alcan Research era are working closely with our younger engineers and technologists to transfer their knowledge and expertise, fostering a new generation of aluminum experts in Kingston.”
The DC casting line is currently able to produce up to 720 tpy (Figure 2), including billet up to 16 inches in diameter and rolling ingot (slab) up to 32 inches wide with a maximum cast length of 10 ft. In addition, KM&M can design custom molds in-house up to 50 inches wide and have them manufactured by external suppliers.

The company also has strip casting capabilities using a twin roll caster, which has a 600 mm roll face and 350 mm diameter rolls. The twin roll caster was originally an experimental scale unit from the old Alcan laboratory, where it was built to cast light gauge alloys, such as AA8006 and AA8079, as well as being used to experiment with composite alloy casting. It was later converted to cast magnesium strip and installed at the NRCan CanmetMATERIALS laboratory in Hamilton, Ontario.
At KM&M, the twin roll caster is being used to produce small volumes of alloys (up to 300 tpy) solidified under high cooling rate conditions. It is currently fed via the 250 kg tilting furnace, but can also be fed by the 500 kg (or a higher capacity) furnace. A flying shear is installed at the end of the caster to cut the strip to lengths suitable for further rolling.
Rolling and Heat Treatment
In the rolling area, the company has a hot and cold rolling mill along with heat treatment capabilities. The 2-Hi CIF hot mill features 508 mm wide by 305 mm diameter rolls (Figure 3), which are connected to a 100 hp motor (through a new gear box). The mill is able to provide both hot and cold rolling of aluminum alloys, as well as hot roll-bonding to make multi-layered products. It does not have unwind/rewind capability, but this could be installed, if a client’s request warrants the investment. The mill can accommodate ingots up to 108 mm thick and can process material with a normal width of between 222 mm and 241 mm, but material as wide as 457 mm has also been achieved. Typically, hot rolling is performed down to 2.5 mm to 10 mm in thickness, while the cold rolling process can get down to 0.4 mm, depending on the alloy and temper.
“The mill is normally operated by two people,” explained Stewart. “Throughput depends on the starting and end gauge. But a normal ingot can be hot rolled in less than 5 minutes. The mill is used to simulate production practices for commercial scale operations.”
The FENN small cold mill is primarily utilized in 2-Hi configuration, but can be modified to run in 4-Hi mode, when needed. The cold mill features 250 mm wide by 150 mm diameter rolls. When it is in 4-Hi configuration, a set of smaller diameter 50 mm rolls are fitted between the two larger driven rolls. The mill is outfitted with independent (20 hp) motor and drives for each roll, enabling asymmetric rolling (where one of the two rolls runs at a different speed than its counterpart), if required. The cold mill has a normal starting gauge of between 2 mm and 1 mm and about 200 mm wide, with the 4-Hi mode reaching a gauge as thin as ≤0.1 mm. As the thickness is reduced, some alloys may require a narrower sample to achieve a very thin gauge.
Adjacent to the rolling mills, KM&M has installed a variety of heat treating furnaces. Three of the furnaces, commonly used for annealing or homogenization, can reach up to 750°C and can be operated under inert atmosphere. Two other furnaces are primarily for aging or annealing, with a max temperature capability of 350°C. All of these furnaces are equipped with a Eurotherm programmable controller. The company also uses a Techne fluidized sand bed capable of reaching 600°C, a molten salt bath that ranges between 210°C and 590°C, and a third bath that can be filled with various types of oil or silicone oil. The oil bath is normally used to heat treat or quench small samples to between 80°C and 150°C.
Metallurgical Services
The company provides consulting services to molten metal operations, downstream producers, and end users to help develop production practices and troubleshoot problems in the field (Figure 4). Recent examples of this work include new alloy development for battery applications, alloy formations based on recycled scrap, processing routes for exotic alloys containing scandium and zirconium, edge cracking studies, molten metal tooling interactions, surface defects on sheet, and layered sheet structures for additive manufacturing.
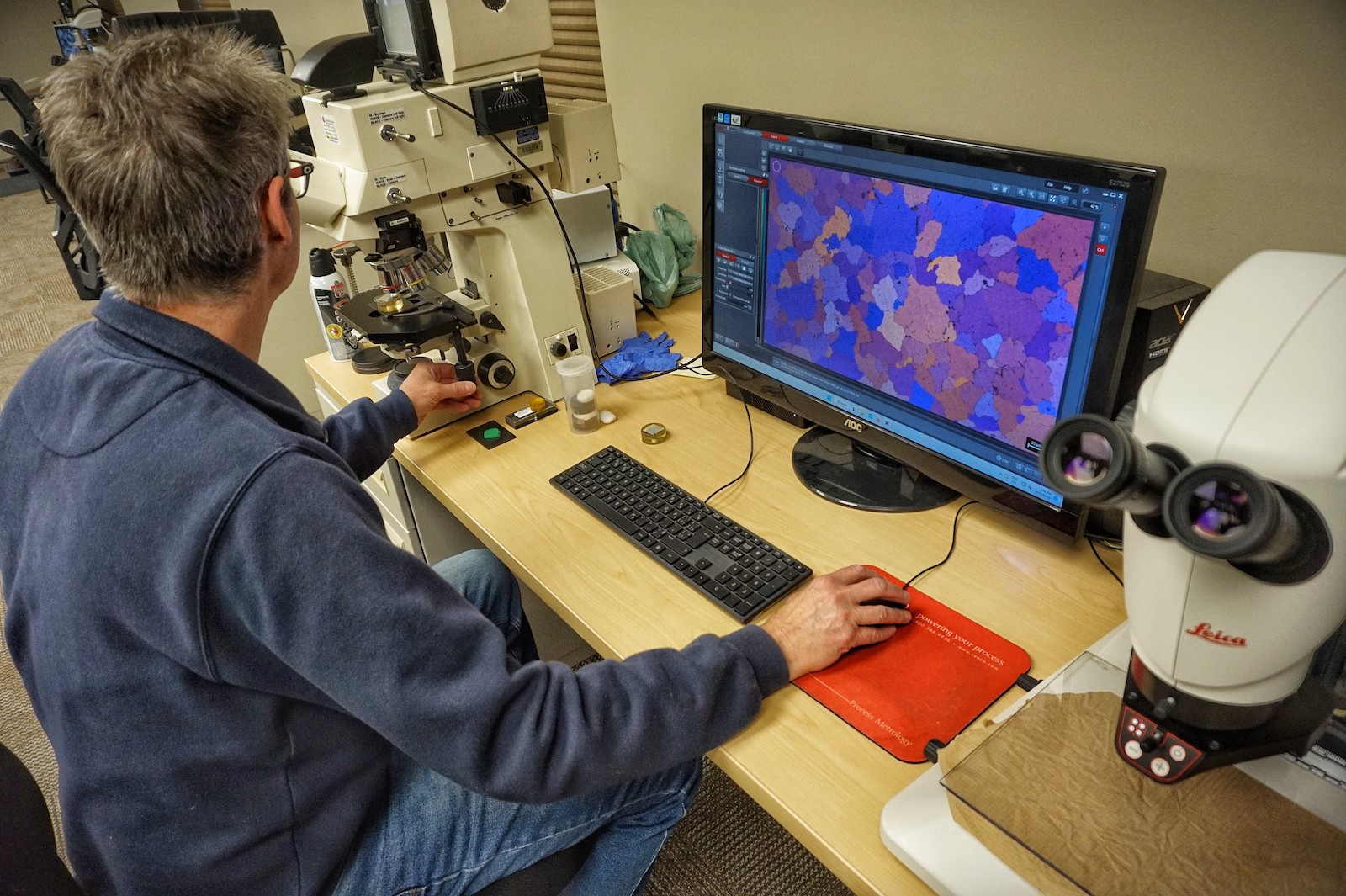
“We have an extensive package of support services,” noted Hiscocks. “Alloy chemistry determinations can be performed through OES, ICP-OES, and XRF analysis. We also have access to ICP-MS to make accurate determinations at very low concentrations. Our metallography offerings include a variety of optical microscopes with advanced imaging software, stereoscopes, and a Tescan Environmental SEM-EDS. Our highly experienced metallographers are able to provide high-quality results, reliable interpretation, and publication-worthy images.”
In addition, KM&M offers surface topography using contact and non-contact profilometry and interferometry for roughness and tribological studies. For physical measurements, the facility can offer bend testing, including Vickers, Knoop, Rockwell, and Brinell. With an in-house machine shop, the company can make all required alterations on-site to meet client product specifications.
Training
The company also offers a comprehensive and unique training program for all its core and supporting services. Training can be performed at KM&M’s facility, or the company can send personnel to customer locations for on-site training. Trainees work directly with KM&M professionals to enhance their knowledge and capabilities, so that they can perform their work proficiently and safely. After training, these professionals can also support trainees and their companies to further expand their professional development.
Conclusion
With KM&M-Aluminum entering its first year of operation, the company is concentrating on ramping up its operations and optimizing the utilization of its facility. “We are spending a lot of time and energy to explore new opportunities with current and potential customers about the rising new technologies and applications for specialty aluminum alloys,” said Alain Roy, a principal for KM&M-Aluminum. “We see ourselves as a key player in the prototyping and commercialization of new aluminum alloys, and we will expand our research, development, and production capacities as directed by the market.”
In addition, the company is working to identify and form partnerships with key partners with skills and equipment that can complement its capabilities, with the aim of providing an integrated approach to aluminum technologies development and commercialization.“We have been developing close interaction with CanmetMATERIALS laboratories in Hamilton, making our facility available to their researchers and vice versa, developing an integrated research team in aluminum alloy applications,” noted Davis. “We are developing partnerships in fields such as optimizing aluminum for heat exchange, energy storage, aluminum conductors, battery, and traction effort for EV applications, and various aspects of additive fabrication.”
Editor’s Note: This article first appeared in the June 2023 issue of Light Metal Age. To receive the current issue, please subscribe.