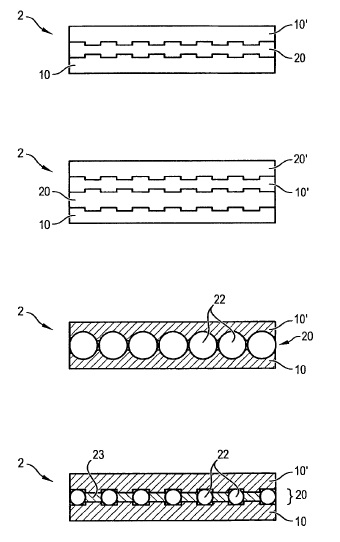
US10065271 — METHOD FOR PRODUCING A ROLL-CLAD ALUMINUM WORKPIECE, ROLL-CLAD ALUMINUM WORKPIECE, AND USE THEREFOR — Hydro Aluminium Rolled Products GmbH (Germany) — A method for producing a roll-clad aluminum workpiece and an associated roll-clad aluminum workpiece are provided, wherein a core ingot is produced from an aluminum alloy and at least one cladding piece is produced from a cladding material, wherein at least one groove is introduced into the core ingot and/or into a layer applied to the core ingot, wherein the cladding piece is inserted into the groove, and wherein the core ingot is hot-rolled after the cladding piece has been inserted, the width of the groove being equal to or less than the core ingot width. A use of such a roll-clad aluminum workpiece is also provided for producing a soldered workpiece, in particular a folding tube.
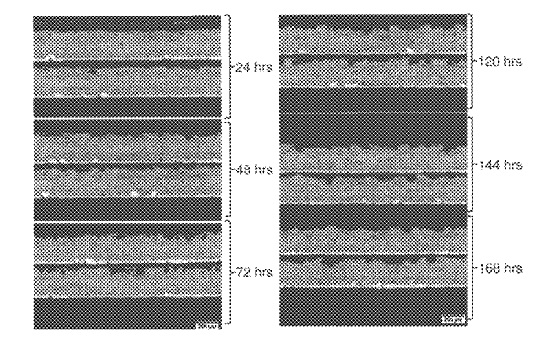
US10050257 — ALUMINUM ALLOY FOIL FOR ELECTRODE CURRENT COLLECTORS AND MANUFACTURING METHOD THEREOF — UACJ Corporation and UACJ Foil Corporation (Japan) — An aluminum alloy foil for electrode current collectors has a high post-drying strength after application of an active material while keeping a high electrical conductivity. The aluminum alloy foil includes 0.1 to 1.0 mass % of Fe, 0.01 to 0.5% of Si, and 0.01 to 0.2 mass % of Cu, and the rest includes Al and unavoidable impurities. The aluminum alloy foil after final cold rolling has a tensile strength of 220 MPa or higher, a 0.2% yield strength of 180 MPa or higher, and an electrical conductivity of 58% IACS or higher. The aluminum alloy foil has a tensile strength of 190 MPa or higher and a 0.2% yield strength of 160 MPa or higher after the aluminum alloy foil is heat treated at any of 120°C for 24 hours, 140°C for 3 hours, and 160°C for 15 minutes.
US10011093 — BONDING STRUCTURE OF ALUMINUM MEMBER AND COPPER MEMBER — Mitsubishi Materials Corporation (Japan) — In electrical and electronic parts, heat radiation parts, and the like, depending on the required performance, a copper member and aluminum member are selectively used. Recently, from the viewpoint of size and weight of the electrical and electronic parts and heat radiation parts described above, there is a need for a bonding body in which the copper member and the aluminum member are bonded together. A bonding structure of an aluminum member and a copper member includes: the aluminum member composed of aluminum or an aluminum alloy, and the copper member composed of copper or a copper alloy in which the aluminum member and the copper member are bonded together by solid phase diffusion bonding; an intermetallic compound layer that is made of copper and aluminum and is formed in a bonding interface between the aluminum member and the copper member; and an oxide dispersed in an interface between the copper member and the intermetallic compound layer in a layered form along the interface.
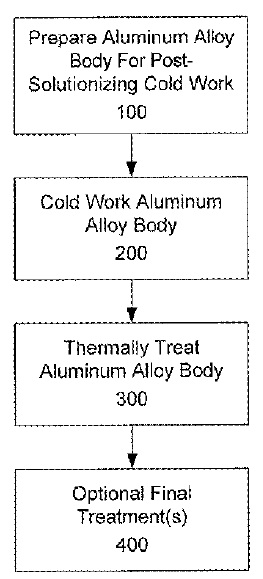
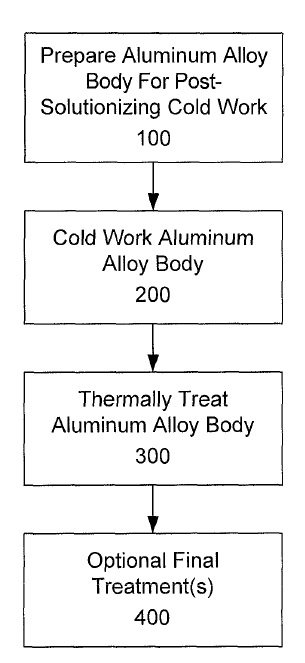
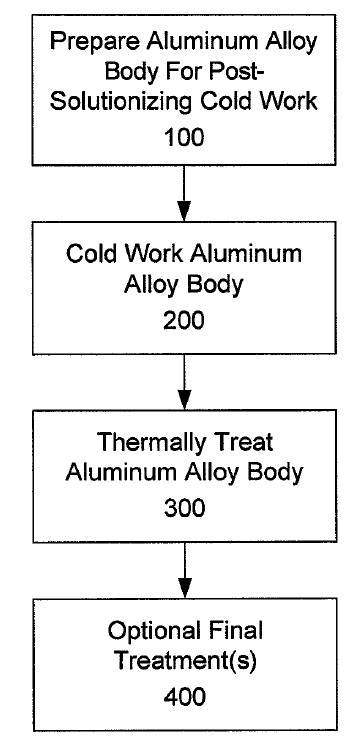
US9926620 — 2XXX ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Arconic Inc. (USA) — New 2xxx aluminum alloy bodies and methods of producing the same are disclosed. The new 2xxx aluminum alloy bodies may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. Post-solutionizing cold work and the like means cold working of an aluminum alloy body after solutionizing. The amount of post-solutionizing cold work applied to the 2xxx aluminum alloy body here is generally at least 25%. By first solutionizing, and then cold working by at least 25%, and then appropriately thermally treating the 2xxx aluminum alloy body. The new 2xxx aluminum alloy bodies may realize improved strength and other properties. For example, strength increases of 5-40%, or more, may be realized relative to conventional aluminum alloy products in the T6 and/or T87 temper, and in a fraction of the time required to process those conventional aluminum alloy products to the T6 and/or T87 temper (e.g., 10%-90% faster than T6 and/or T87 temper processed alloys). The new 2xxx aluminum alloy body may also realize good ductility, generally realizing an elongation of more than 4%, such as elongations of 6-16%, or higher. The new aluminum alloy body may realize such strength improvements with no loss in fracture toughness. In some instances, the new 2xxx aluminum alloy body realizes improved fracture toughness, such as 5-25% better fracture toughness than conventional aluminum alloy products in the T6 and/or T87 temper. Other properties may also be maintained and/or improved (e.g., fatigue crack growth resistance).
US9914160 — METHODS FOR FORMING A WORK ROLL AND A DULLED GLOSS FINISH ON A METAL SUBSTRATE — Novelis Inc. (USA) — This application discloses methods of preparing a work roll for applying a dulled gloss finish on a metal substrate surface. The resulting finish has a fairly uniform glossiness with a slightly matted appearance and with minimal directionality. The work rolls have an Ra value of from 0.2 to 0.4 µm and Rz value of less than 3.0 µm. Methods of forming a dulled gloss finish on a metal substrate are also described herein. The formability of products prepared having the dulled gloss surface finish is improved over that of material with a standard metal with a “directional” surface. The products with improved formability prepared using the work rolls described herein are less prone to issues resulting from low formability, such as product cracking; this is due, in part, to the fact that the friction in a direction 90o to the rolling direction is highest in the standard directional material. In the products described herein, the number of peaks is lowered by at least 10% over the standard directional material. For example, the number of peaks can be lowered by at least 20%, at least 30%, at least 40%, at least 50%, at least 60%, at least 70%, at least 80%, at least 90%, or can be absent. Thus, the friction is balanced in all directions and the extreme loads from friction at the 90° component are lowered. Moreover, when a circular product, such as a can end, is formed from standard directional material, the resulting shape is not a perfect circle, but is “off-drawn” into a subtle elliptical shape with the largest diameter being in the 90° direction. This is a direct result of the higher friction (and hence higher forming load) in the 90° orientation. The operating window for forming can be widened with the surfaces described herein to manage the “off-drawn” phenomena.
US9908202 — CLAD SHEET ALLOYS FOR BRAZING APPLICATIONS — Novelis Inc. (USA) — This application discloses a multilayer aluminum material comprising an aluminum alloy core and aluminum alloy cladding, wherein the aluminum alloy cladding contains 0.1-1.0 wt % Cu, 0.1-0.5 wt % Fe, 0.1-1.0 wt % Mn, 3-15 wt % Si, 0.005-0.15 wt % Ti and >3-<7 wt % Zn, remainder Al. The aluminum alloy cladding can also optionally contain one or more of 0.001-0.3 wt % Mg, 0.001-0.01 wt % Ni or 0.001-0.05 wt % of at least one of Sr, Ca or Na. A process for producing the material is also described. The material can be produced in sheet form and is suitable for brazing applications that have increased corrosion resistance and/or strength of the brazing joints produced by brazing parts or objects fabricated from clad sheet aluminum alloys. The metal forms fabricated from the multilayer aluminum material by a process comprising brazing steps are also described.
US9885098 — ALUMINUM ALLOY PLATE FOR BATTERY CASES, WHICH HAS EXCELLENT MOLDABILITY AND WELDABILITY — Nippon Light Metal Company, Ltd. (Japan) — Provided is a 1000-series aluminum alloy plate which has high strength applicable to large-size lithium ion battery cases and also has excellent moldability and excellent laser weldability. An aluminum alloy plate produced from a DC cast slab. The aluminum alloy plate has such a chemical composition comprising 0.01 to 0.4 mass % of Si, 0.01 to 0.5 mass % of Fe, 0.002 to 0.3 mass % of Co and a remainder made up by Al and impurities, wherein the content of Cu, which is contained as an impurity, is limited to less than 0.2 mass %. The aluminum alloy plate has a metallic structure in which the number of second phase particles each having an equivalent circle diameter of 3 µm or more is 110 particles/mm2 or more and less than 1000 particles/mm2. A cold-rolled and annealed plate produced from the aluminum alloy plate has an elongation value of 30% or more.
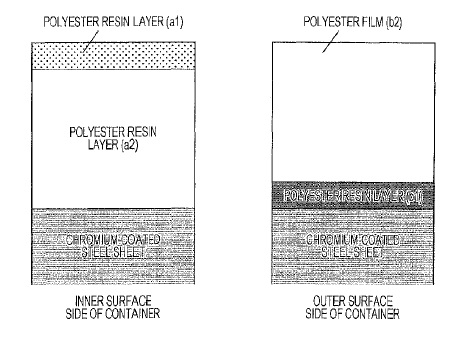
US9873539 — RESIN-COATED METAL SHEET FOR CONTAINER AND METHOD FOR MANUFACTURING THE SAME — JFE Steel Corporation (Japan) — Provided is a resin-coated metal sheet for a container having a resin layer (A) having a multi-layer structure containing polyester as a main component on an inner-surface side of the container when the metal sheet is formed into the container. The resin layer (A) contains terephthalic acid in an amount of 85 mol % or more, the resin layer (A) has at least two layers including an uppermost resin layer (a1) which comes into contact with contents and contains wax compounds in an amount of 0.10 mass % or more and 2.0 mass % or less with respect to the uppermost resin layer (a1), with respect to a Raman band of 1615 cm.sup.-1 determined by performing Raman spectroscopy on the uppermost resin layer (a1), the maximum value of the peak intensity ratio (IMD/IND) of peak intensity in a longitudinal direction to peak intensity in a thickness direction is 1.0 or more and 4.0 or less, a thickness of the uppermost resin layer (a1) is 0.5 µm or more and 10 µm or less, and a thickness of the resin layer (A) excluding the thickness of the uppermost resin layer (a1) is 5 µm or more and 20 µm or less.
US9856552 — ALUMINUM ALLOYS AND METHODS FOR PRODUCING THE SAME — Arconic Inc. (USA) — Heat treatable aluminum alloy strips and methods for making the same are disclosed. The heat treatable aluminum alloy strips are continuously cast at a gauge from 0.040 to 0.249 inch and quenched, with hot rolling to a final gauge occurring before and/or after quenching. After quenching, the heat treatable aluminum alloy strip is neither annealed nor solution heat treated, but is artificially aged to a T5 temper.
US9847530 — ALUMINUM ALLOY FOIL FOR ELECTRODE COLLECTOR AND PRODUCTION METHOD THEREFOR — UACJ Corporation and UACJ Foil Corporation (Japan) — The present invention relates to an aluminum alloy foil suitable for electrode materials used for secondary batteries, electric double-layer capacitors, lithium-ion capacitors, etc., and more particularly to aluminum alloy foils used for a positive electrode material of lithium-ion secondary batteries, aluminum alloy foils used for a negative electrode material of lithium-ion secondary batteries, and manufacturing methods for these alloy foils. An object of the present invention is to provide an aluminum alloy foil for an electrode current collector, the foil having a high strength and high strength after a drying process which is carried out at 100-180°C. The aluminum alloy foil can be manufactured at low cost by a continuous casting process. Disclosed is an aluminum alloy foil for electrode current collector, including 0.03 to 1.0% of Fe, 0.01 to 0.2% of Si, 0.0001 to 0.2% of Cu, and 0.005 to 0.03% of Ti, with the rest being Al and unavoidable impurities. The aluminum alloy foil has an Fe solid solution content of 200 ppm or higher, and an intermetallic compound having a maximum diameter length of 0.1 to 1.0 µm in an number density of 2.0 x104 particles/mm2 or more.
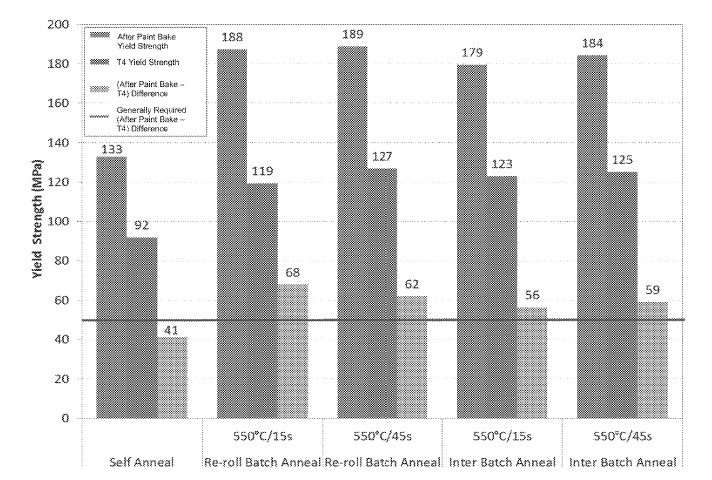
US9828652 — HIGHLY FORMABLE AUTOMOTIVE ALUMINUM SHEET WITH REDUCED OR NO SURFACE ROPING AND A METHOD OF PREPARATION — Novelis Inc. (USA) — Disclosed are novel processes to increase productivity on a continuous anneal and solution heat treatment (CASH) line for heat-treatable automotive aluminum sheet products made of 6xxx alloys with high T4 and after-paint bake strengths and reduced roping. As a non-limiting example, the processes described herein can be used in the automotive industry. The disclosed heat treatable alloys and processes also may be applicable to the marine, aerospace, and transportation industries. As a non-limiting example, the processes described herein can be used in the automotive industry. The disclosed heat treatable alloys and processes also may be applicable to the marine, aerospace, and transportation industries.
US9825300 — ALUMINUM ALLOY FOIL FOR ELECTRODE CURRENT COLLECTOR, METHOD FOR MANUFACTURING SAME, AND ELECTRODE MATERIAL — UACJ Corporation and UACJ Foil Corporation (Japan) — The present invention provides an aluminum alloy foil, capable of going under thin rolling during its manufacture. The aluminum alloy foil shall also avoid cuts during the active material paste coating process and wrinkles during the press working process, and have suitable strength for the series of manufacturing processes from the manufacture of the aluminum alloy foil to the manufacture of the electrode material. Further, the present invention provides an aluminum alloy foil for electrode current collector, including 0.50 to 1.50 mass % (hereinafter mass % is referred to as %) of Mn, 0.05 to 0.50% of Cu, 0.20 to 1.00% of Fe, 0.01 to 0.60% of Si, with the rest consisting of Al and unavoidable impurities, a manufacturing method thereof, and an electrode material. Here, regarding the aluminum alloy foil, a solid solution amount of Mn is 1500 ppm or more, a solid solution amount of Cu is 40 ppm or more, and a tensile strength after a final cold rolling is 260 MPa or higher and 350 MPa or lower.
US9719156 — ALUMINUM FIN ALLOY AND METHOD OF MAKING THE SAME — Novelis Inc. (USA) — The present invention relates to an aluminum alloy product for use as a finstock material within brazed heat exchangers and, more particularly, to a finstock material having high strength and conductivity after brazing. The invention is an aluminum alloy finstock comprising the following composition in weight %: Fe 0.8-1.25; Si 0.8-1.25; Mn 0.70-1.50; Cu 0.05-0.50; Zn up to 2.5; other elements less than or equal to 0.05 each and less than or equal to 0.15 in total; and balance aluminum. The invention also relates to a method of making the finstock material by a twin roll continuous casting process.
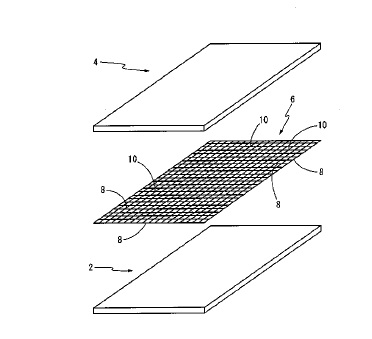
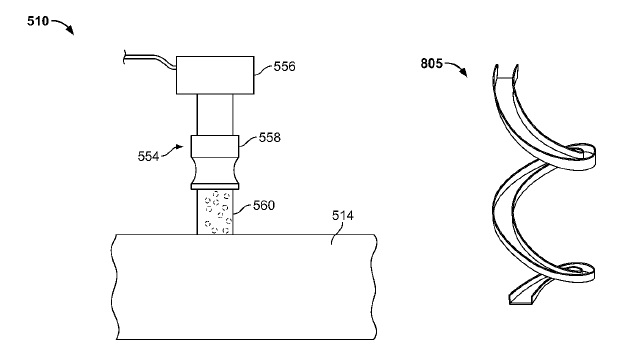
US9718145 — METHOD OF PRODUCING ALUMINUM CLAD MEMBER — UACJ Corporation (Japan) — An aluminum clad member is produced by: disposing a joining assistance member at a joint interface between an Al core member and an Al skin member, which joining assistance member being formed by crossing Al wires with each other in longitudinal and lateral directions to form a grid, and having a structure in which spot-like thick portions having a thickness of 0.2-3.2 mm are formed at intersections of the Al wires and arranged in the longitudinal and lateral directions so as to be spaced apart from each other by a distance of 0.2-13 mm; and performing a hot rolling operation with respect to the thus obtained stack of the Al core member, the Al skin member and the joining assistance member, by partially fixing together those members at their peripheral portions or without fixing together those members, such that the joint interfaces is communicated with an ambient air.
US9698426 — ALUMINUM ALLOY FOIL FOR ELECTRODE CURRENT COLLECTOR, METHOD FOR MANUFACTURING SAME, AND LITHIUM ION SECONDARY BATTERY — UACJ Corporation and UACJ Foil Corporation (Japan) — The present invention provides an aluminum alloy foil for electrode current collector, high in strength and superior in heat resistance after the active material coating/drying process of the manufacture of the battery, a manufacturing method thereof, and a lithium ion secondary battery. According to the present invention, an aluminum alloy foil for electrode current collector, including 0.1 to 0.5 mass % (hereinafter mass % is referred to as %) of Fe, 0.01 to 0.5% of Si, 0.01 to 0.2% of Cu, 0.01 to 0.5% of Mn, with the rest being Al and unavoidable impurities, wherein tensile strength of an aluminum alloy foil and a heat treatment selected from 24 hours at 100°C., 3 hours at 150°C., and 15 minutes at 200°C., is 210 MPa or higher, a manufacturing method thereof, and a lithium ion secondary battery are provided.
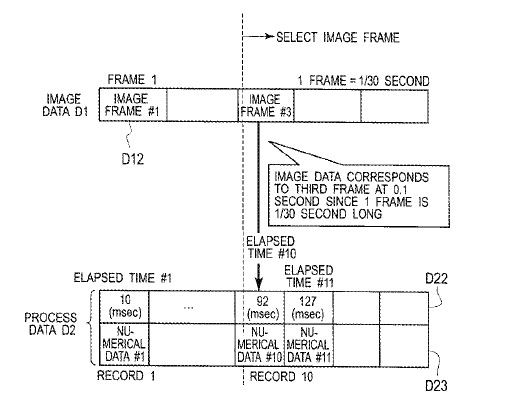
US9384784 — DATA SYNCHRONOUS REPRODUCTION APPARATUS, DATA SYNCHRONOUS REPRODUCTION METHOD, AND DATA SYNCHRONIZATION CONTROL PROGRAM — Toshiba Mitsubishi-Electric Industrial Systems Corporation (Japan) — A data synchronous reproduction apparatus capable of synchronously reproducing image frames and numerical data at high speed, including: a data storage section configured to store image data including multiple image frames of monitored objects captured by cameras, and process data including multiple numerical data acquired from the monitored objects in time series; a program storage section configured to store a data synchronous control program configured to reproduce the image data and synchronously reproduce the image data and the process data on the basis of frame numbers and a frame period of the image frames and a sampling interval or record numbers of the numerical data; and a CPU configured to execute the data synchronous control program. The online data management system is configured, for example, to manage image data obtained by capturing monitored objects and process data acquired from the monitored objects while synchronously displaying the image data and the process data on a monitor in plant systems such as: a hot rolling plant system in which a heated iron, stainless steel or aluminum slab (billet) is rolled by a rolling mill into a hot rolled coil with a thickness of several millimeters to ten and several millimeters; and a process line plant system in which a coil produced by a hot rolling plant or a cold rolling plant is subjected to acid pickling, annealing, plating, coating, cutting or the like in order to form the coil into a finished product.
US9695495 — PROCESS FOR PRODUCING AN ALUMINUM ALLOY SHEET FOR MOTOR VEHICLE — Nippon Light Metal Co., Ltd. (Japan) — An aluminum alloy sheet for motor vehicles is produced by casting a melt, containing 3.0-3.5 mass % Mg, 0.05-0.3 mass % Fe, 0.05-0.15 mass % Si, and less than 0.1 mass % Mn, a balance substantially being inevitable impurities and Al, into a slab having a thickness of 5 to 15 mm in a twin-belt caster so that cooling rate at 1/4 depth of thickness of the slab is 20 to 200°C/sec; winding the cast thin slab into a coiled thin slab subjected to cold rolling with a roll having a surface roughness of 0.2 to 0.7 .µm Ra at a cold rolling reduction of 50 to 98%; subjecting the cold rolled sheet to final annealing either continuously in a continuous annealing furnace at a holding temperature of 400 to 520°C. within 5 minutes or in a batch annealing furnace at a holding temperature of 300 to 400°C. for 1 to 8 hours; and subjecting the resulting sheet to straightening with a leveler.
US9666867 — ALUMINUM ALLOY FOIL FOR ELECTRODE COLLECTOR AND PRODUCTION METHOD THEREFOR — UACJ Corporation and UACJ Foil Corporation (Japan) — An object of the present invention is to provide an aluminum alloy foil for an electrode current collector, the foil having a high strength after the drying step while keeping a high electrical conductivity. Disclosed is a method for manufacturing an aluminum alloy foil for electrode current collector, including: maintaining an aluminum alloy ingot comprising 0.03 to 0.1% of Fe, 0.01 to 0.1% of Si, 0.0001 to 0.01% of Cu, 0.005% or less of Mn, with the rest being Al and unavoidable impurities, at 550 to 620°C. for 1 to 20 hours, and subjecting the resulting ingot under a hot rolling with a starting temperature of 500°C. or higher and an end-point temperature of 255 to 300°C.
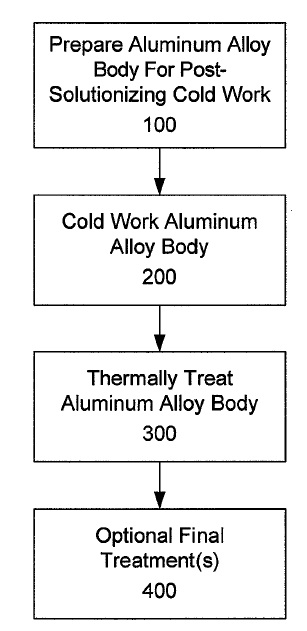
US9587298 — HEAT TREATABLE ALUMINUM ALLOYS HAVING MAGNESIUM AND ZINC AND METHODS FOR PRODUCING THE SAME — ARCONIC INC. (USA) — New magnesium-zinc aluminum alloy bodies and methods of producing the same are disclosed. The new magnesium-zinc aluminum alloy bodies generally include 3.0-6.0 wt. % magnesium and 2.5-5.0 wt. % zinc, where at least one of the magnesium and the zinc is the predominate alloying element of the aluminum alloy bodies other than aluminum, and wherein (wt. % Mg)/(wt. % Zn) is from 0.6 to 2.40, and may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. The new magnesium-zinc aluminum alloy bodies may realize improved strength and other properties. In one embodiment of a new process for producing new magnesium-zinc aluminum alloy, a magnesium-zinc aluminum alloy body is prepared for post-solutionizing cold work (100), after which it is cold worked (200), and then thermally treated (300). The new process may also include optional final treatment(s) (400), as described in further detail below. “Post-solutionizing cold work” and the like means cold working of an aluminum alloy body after solutionizing. The amount of post-solutionizing cold work applied to the magnesium-zinc aluminum alloy body is generally at least 25%, such as more than 50% cold work. By first solutionizing, and then cold working by at least 25%, and then appropriately thermally treating the magnesium-zinc aluminum alloy body, the magnesium-zinc aluminum alloy body may realize improved properties, as described in further detail below. For example, strength increases of 5-25%, or more, may be realized relative to conventional aluminum alloy products in the T6 temper, and in a fraction of the time required to process those conventional aluminum alloy products to the T6 temper (e.g., 10%-90% faster than T6 temper processed alloys). The new magnesium-zinc aluminum alloy body may also realize good ductility, generally realizing an elongation of more than 4%, such as elongations of 6-15%, or higher. Other properties may also be maintained and/or improved (e.g., fracture toughness, corrosion resistance, fatigue crack growth resistance, appearance).
US9546829 — BRAZING SHEET CORE ALLOY FOR HEAT EXCHANGER — Novelis Inc. (USA) — The present invention provides new aluminum alloy compositions which display higher strength, corrosion resistance and can accept alternative metal input compared to previous alloys. This alloy is particularly useful as a core alloy in brazing sheet. By accepting braze scrap as an input metal, this alloy is more environmentally friendly and cost-effective. This alloy was made by direct chill (DC) casting. This core alloy displays high strength, and good corrosion resistance for use in heat exchangers. This aluminum alloy material is made by direct chill (DC) casting. The present invention also provides corrosion-resistant brazing sheet packages including the aluminum alloy material as a core and one or more cladding layers. In contrast to the long life (LL) core alloy disclosed in U.S. Pat. No. 6,019,939, the core alloys of the present invention contain the following elements in some embodiments, all in weight %: 0.03-0.5% Si, 0.5-1.1% Cu, 0.001-0.20% Ti, 0.15-0.55% Fe, 0-0.35% Mg, 1.3-1.80% Mn, up to 0.15% of impurities, remainder aluminum.
US9543588 — ALUMINUM ALLOY FOIL FOR ELECTRODE COLLECTORS AND PRODUCTION METHOD THEREFOR — UACJ Corporation and UACJ Foil Corporation (Japan) — An object of the present invention is to provide an aluminum alloy foil for an electrode current collector, the foil having a high strength after the drying step while keeping a high electrical conductivity. Disclosed is a method for manufacturing an aluminum alloy foil for electrode current collector, including: maintaining an aluminum alloy ingot comprising 0.1 to 0.5% of Fe, 0.01 to 0.3% of Si, 0.01 to 0.2% of Cu, 0.01% or less of Mn, with the rest being Al and unavoidable impurities, at 550 to 620°C. for 1 to 20 hours, and subjecting the resulting ingot under a hot rolling with a starting temperature of 500°C. or higher and an end-point temperature of 255 to 300°C.
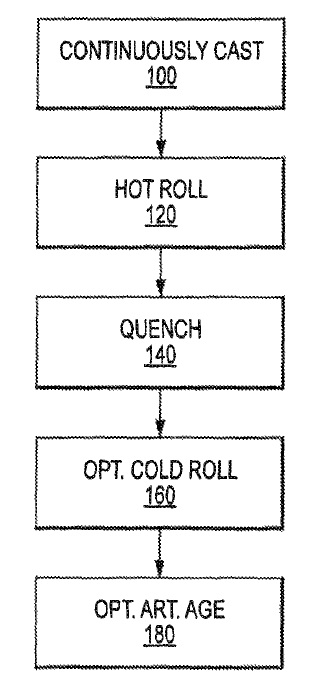
US9528174 — ALUMINUM ALLOYS AND METHODS FOR PRODUCING THE SAME — ARCONIC INC. (USA) — Heat treatable aluminum alloy strips and methods for making the same are disclosed. The heat treatable aluminum alloy strips are continuously cast and quenched, with optional rolling occurring before and/or after quenching. After quenching, the heat treatable aluminum alloy strip is neither annealed nor solution heat treated. In one embodiment, a heat treatable aluminum alloy is continuously cast as a strip (100), after which it is hot rolled (120), and then quenched (140). After the quenching step (140), the heat treatable aluminum alloy may be cold rolled (160) and/or artificially aged (180). Notably, after the quenching step (140), the heat treatable aluminum alloy is neither annealed nor solution heat treated (i.e., after the quenching step (140), the method excludes both (i) annealing of the heat treatable aluminum alloy, and (ii) solution heat treating of the heat treatable aluminum alloy); this is because it has been found that such anneal or solution heat treating steps may detrimentally impact the properties of the continuously cast heat treatable aluminum alloys, as shown below. Also, alloy products excluding both (i) an anneal step and (ii) a solution heat treatment step after the quenching step (140) may achieve comparable properties to alloy products having either (i) an anneal step or (ii) a solution heat treatment step after the quenching step (140), resulting in increased throughput of the new alloy products and with little or no degradation of properties relative to such alloy products having either (i) an annealing step, or (ii) a solution heat treatment step after the quenching step (140), and, in some instances, with improved properties.
US9493867 — METHOD OF MANUFACTURING A STRUCTURAL AUTOMOTIVE PART MADE FROM A ROLLED Al-Zn ALLOY — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing a formed aluminum alloy structural part or a body-in-white (BIW) part of a motor vehicle. The method includes: providing a rolled aluminum sheet product wherein the aluminum alloy is an AA7000-series aluminum alloy and has a gauge in a range of 0.5-4 mm and preferably of about 0.7 to 3.5 mm is subjected to a solution heat treatment and has been cooled, forming the aluminum alloy sheet to obtain a three-dimensional formed part, heating the three-dimensional formed part to at least one pre-ageing temperature between 50-250°C., and subjecting the formed and pre-aged motor vehicle component to a paint bake cycle, thus resulting in a yield strength of at least 350 MPa, and more preferably of at least 400 MPa, in said AA7000-series alloy product. The pre-bake or pre-ageing treatment after forming of the sheet product but prior to the paint bake cycle significantly reduced the delayed fracture sensitivity of the formed aluminum part made from the AA7000-series aluminum alloy sheet product.
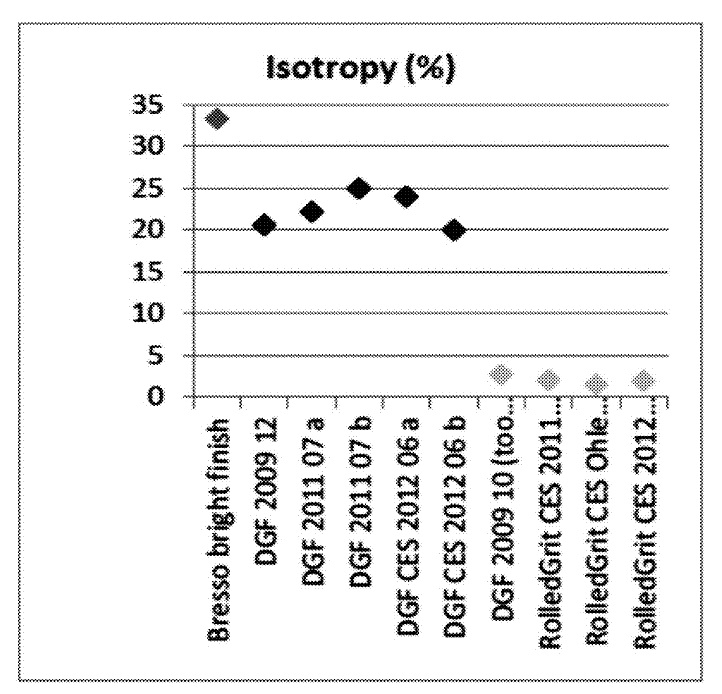
US9457392 — APPARATUS AND METHOD FOR IMPARTING SELECTED TOPOGRAPHIES TO ALUMINUM SHEET METAL AND APPLICATION THERE FOR — Alcoa Inc. (USA) — The present disclosure relates to a method for making a material handler with at least one material contacting surface, including the steps of: obtaining aluminum sheet that has been rolled by a work roll having a surface 50% to 100% covered by indentations lacking facets and having a depressed central area relative to a mean height of the surface and a raised, smooth peripheral lip having a greater height at an apex thereof than the mean height of the surface. The aluminum sheet having a static coefficient of friction with at least one material of between 0.62 and 0.79 and a material handler formed from isotropic textured aluminum sheet rolled by rolls indented with spherical media, such as steel ball bearings, producing a sheet with a low coefficient of friction relative to particulate matter like flour. The slippery sheeting may be used to make tanks, silos, conduits and guides to facilitate storage and flow of the particulate matter.
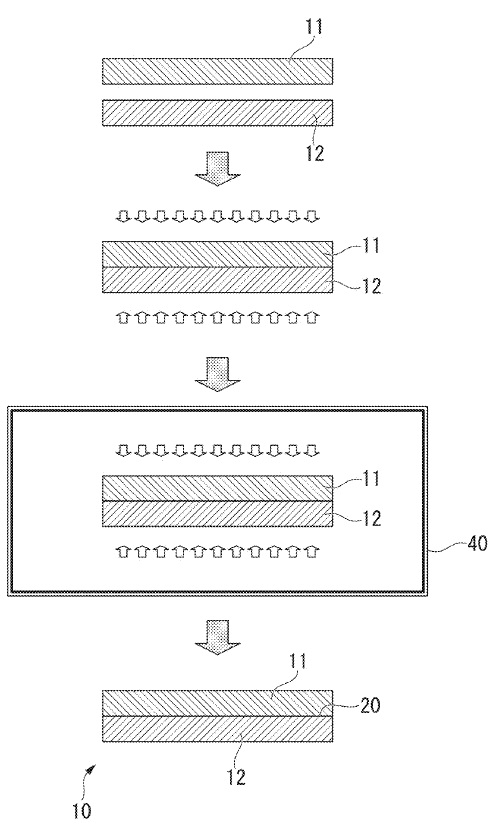
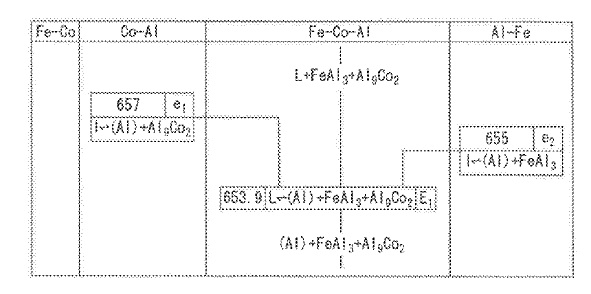
US9382610 — METHOD FOR MANUFACTURING A METAL ASSEMBLY — Centre National de la Recherche Scientifique, CNAM–Conservatoire National Des Arts Et Metiers, and Ecole Normale Superieure De Cachan (France) — The invention relates to a method for manufacturing an aluminum/metal assembly including the steps involving: thermally processing an aluminum sheet by heating said sheet to a temperature of between 80% and 100% of the melting temperature of the material of which it consists for a sufficiently long duration to create and stabilize by allotropic conversion an alpha alumina layer at the surface of said aluminum sheet, and then cooling same; providing a metal layer having a ductility less than or equal to the ductility of the aluminum sheet after cooling, said layer having surface irregularities having a depth greater than or equal to the thickness of the alpha alumina layer; and roll bonding the aluminum layer and the metal layer to produce the metal assembly. Some preferred but non-limitative aspects of the metal assembly according to the invention are as follows: the metal layer comprises metal powder and/or a metal sheet chosen from one of the elements in the following group: a grille, a lattice, a metal foam, a honeycomb structure, cables or a rough metal sheet, the metal powder and/or the metal sheet is produced in one of the materials in the following group: steel, iron, nickel, cobalt, cubic metal with centered faces or alloys thereof, where the aluminum sheet is produced from pure aluminum or an aluminum alloy, the metal layer comprises a steel lattice, an aluminum sheet, a metal foam and/or metal powder, it also comprises an additional aluminum sheet on top of the metal layer.
US9359660 — 6XXX ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Alcoa Inc. (USA) — New 6xxx aluminum alloy bodies and methods of producing the same are disclosed. The new 6xxx aluminum alloy bodies may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. In this new process, a 6xxx aluminum alloy body is prepared for post-solutionizing cold work (100), after which it is cold worked (200), and then thermally treated (300). The new process may also include optional final treatment(s) (400), as described in further detail below. “Post-solutionizing cold work” and the like means cold working of an aluminum alloy body after solutionizing. The amount of post-solutionizing cold work applied to the 6xxx aluminum alloy body is generally at least 25%, such as more than 50% cold work. By first solutionizing, and then cold working by at least 25%, and then appropriately thermally treating the 6xxx aluminum alloy body, the 6xxx aluminum alloy body may realize improved properties, as described in further detail below. For example, strength increases of 5-25%, or more, may be realized relative to conventional aluminum alloy products in the T6 temper, and in a fraction of the time required to process those conventional aluminum alloy products to the T6 temper (e.g., 10%-90% faster than T6 temper processed alloys). The new 6xxx aluminum alloy body may also realize good ductility, generally realizing an elongation of more than 4%, such as elongations of 6-15%, or higher. Other properties may also be maintained and/or improved (e.g., fracture toughness, corrosion resistance, fatigue crack growth resistance, appearance).
US9297394 — METAL SHEETS AND PLATES HAVING FRICTION-REDUCING TEXTURED SURFACES AND METHODS OF MANUFACTURING SAME — Alcoa Inc. (USA) — Metal sheets and plates having friction-reducing textured surfaces and methods of manufacturing these metal sheets and plates are disclosed herein. In an embodiment, there is provided a transportation vessel that includes at least one metal product having at least one surface that is substantially grooved, wherein the substantially grooved surface forms a riblet topography, the riblet topography including a multiplicity of adjacent permanently rolled longitudinal riblets running along at least a part of the surface, and wherein the riblet topography is coated with at least one coating sufficiently designed and applied to preserve the riblet topography. In an embodiment, the multiplicity of adjacent permanently rolled longitudinal riblets results in a friction-reducing textured surface. In an embodiment, metal product is used in fabricating at least a portion of an aircraft. In an embodiment, metal product is used in fabricating at least a portion of a rotor blade. A metal product of the present invention is also used in fabricating a transportation vessel, including, but not limited to, an aircraft or air vehicle (such as an airplane, a helicopter, a missile, a glider, a balloon, and a blimp), a land vehicle (such as a car, and a train), a sea vehicle (such as a submarine, a yacht, an unmanned surface vehicle, an autonomous underwater vehicle, etc.), and a pipeline wall.
US9254879 — FORMED AUTOMOTIVE PART MADE FROM AN ALUMINIUM ALLOY PRODUCT AND METHOD OF ITS MANUFACTURE — Aleris Aluminum Duffel BVBA (Belgium) — An aluminum alloy rolled sheet product for forming into automotive body panels, and having a yield strength of more than 160 MPa after being subjected to a paint-bake cycle, and having a gauge in a range of 0.5 to 4 mm, and preferably 0.7 to 3.5 mm, and having a composition of, in wt. %: Zn 1.5 to 4.0, Mg 0.3 to 1.5, Cu 0 to 1.0, Ti 0 to 0.15, Fe 0 to 0.35, Si 0 to 0.5, other elements and unavoidable impurities, and balance aluminum. An automotive body part formed from such an aluminum sheet. A method of manufacturing an automotive body part. Also, the use of the aluminum alloy sheet product in such a method of manufacturing. It is another object of the present invention to provide a formable aluminum alloy sheet product suitable for automotive body parts and capable of achieving a yield strength of at least 160 MPa after being subjected to a paint-bake cycle having a maximum temperature of less than 140°C.
US9249484 — 7XXX ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Alcoa Inc. (USA) — New 7xxx aluminum alloy bodies and methods of producing the same are disclosed. For purposes of the present application, 7xxx aluminum alloys are aluminum alloys having at least 2.0 wt. % Zn, and up to 22 wt. % Zn, with the zinc being the predominate alloying element other than aluminum. In this new process, a 7xxx aluminum alloy body is prepared for post-solutionizing cold work (100), after which it is cold worked (200), and then thermally treated (300). The new process may also include optional final treatment(s) (400), as described in further detail below. “Post-solutionizing cold work” and the like means cold working of an aluminum alloy body after solutionizing. The amount of post-solutionizing cold work applied to the 7xxx aluminum alloy body is generally at least 25%, such as more than 50% cold work. By first solutionizing, and then cold working by at least 25%, and then appropriately thermally treating the 7xxx aluminum alloy body. Strength increases of 5-25%, or more, may be realized relative to conventional aluminum alloy products in the T6 temper, and in a fraction of the time required to process those conventional aluminum alloy products to the T6 temper (e.g., 10%-90% faster than T6 temper processed alloys). The new 7xxx aluminum alloy body may also realize good ductility, generally realizing an elongation of more than 4%, such as elongations of 6-12%, or higher. Other properties may also be maintained and/or improved (e.g., fracture toughness, corrosion resistance, fatigue crack growth resistance).
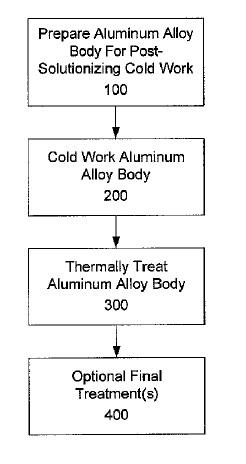
US9194028 — 2XXX ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Alcoa Inc. (USA) — New 2xxx aluminum alloy bodies and methods of producing the same are disclosed. The new 2xxx aluminum alloy bodies may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. For purposes of the present application, 2xxx aluminum alloys are aluminum alloys having at least 0.5 wt. % Cu, and up to 8.0 wt. % Cu, with the copper being the predominate alloying element other than aluminum. In this new process, a 2xxx aluminum alloy body is prepared for post-solutionizing cold work (100), after which it is cold worked (200), and then thermally treated (300). The new process may also include optional final treatment(s) (400), as described in further detail below. “Post-solutionizing cold work” and the like means cold working of an aluminum alloy body after solutionizing. The amount of post-solutionizing cold work applied to the 2xxx aluminum alloy body is generally at least 25%. By first solutionizing, and then cold working by at least 25%, and then appropriately thermally treating the 2xxx aluminum alloy body, the 2xxx aluminum alloy body may realize improved properties. Strength increases of 5-40%, or more, may be realized relative to conventional aluminum alloy products in the T6 and/or T87 temper, and in a fraction of the time required to process those conventional aluminum alloy products to the T6 and/or T87 temper (e.g., 10%-90% faster than T6 and/or T87 temper processed alloys). The new 2xxx aluminum alloy body may also realize good ductility, generally realizing an elongation of more than 4%, such as elongations of 6-16%, or higher. The new aluminum alloy body may realize such strength improvements with no loss in fracture toughness. In some instances, the new 2xxx aluminum alloy body realizes improved fracture toughness, such as 5-25% better fracture toughness than conventional aluminum alloy products in the T6 and/or T87 temper. Other properties may also be maintained and/or improved (e.g., fatigue crack growth resistance).
US9169544 — HIGH STRENGTH WELDABLE AL-MG ALLOY — Aleris Rolled Products Germany GMBH (Germany) — An aluminum alloy product of the AA5xxx series of alloys, as designated by the Aluminum Association, having high strength, excellent corrosion resistance and weldability, having the following composition in wt. %: Mg 3.5 to 6.0, Mn 0.4 to 1.2, Fe<0.5, Si<0.5, Cu<0.15, Zr<0.5, Cr<0.3, Ti 0.03 to 0.2, Sc<0.5, Zn<1.7, Li<0.5, Ag<0.4, optionally one or more of the following dispersoid forming elements selected from the group consisting of erbium, yttrium, hafnium, vanadium, each <0.5 wt. %, and impurities or incidental elements each <0.05, total <0.15, and the balance being aluminum. Another object of the present invention is to provide an aluminum-magnesium alloy product showing high thermal stability and suitable for use in the manufacturing of products therefrom formed by plastic forming processes such as creep forming, roll forming and stretch forming.
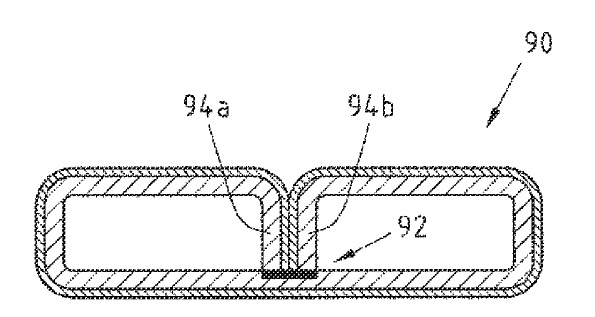
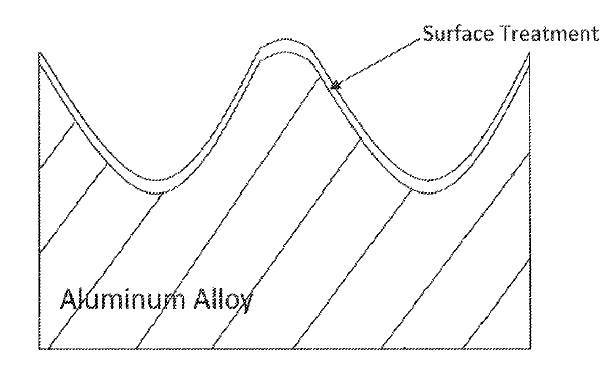
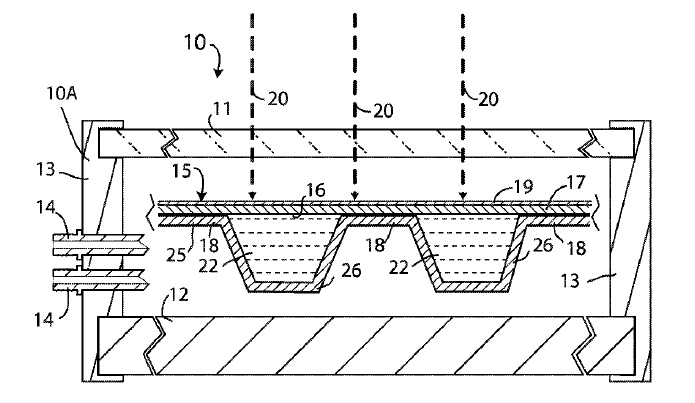
US9127860 — SOLAR ENERGY ABSORBER UNIT AND SOLAR ENERGY DEVICE CONTAINING SAME — Novelis Inc. (USA) — This invention relates to solar energy absorber devices and methods of producing the same. More particularly, the invention relates to solar energy absorber devices of a thermal rather than photovoltaic nature that employ solar energy collectors directly heated by sunlight and that, in turn, heat a fluid used to extract heat energy from the device. The unit includes a collector plate having a front surface adapted to absorb solar energy and a rear surface. A rear panel has an inner surface attached to areas of the rear surface of the collector plate via a fluid-tight bond but leaving a fluid-conveying channel between the areas of the rear surface of the plate where the panel is attached. The collector plate and preferably the rear panel are each made of a core layer of an aluminum alloy provided with a cladding layer formed on a side of the core layer that confronts the fluid-conveying channel, the cladding layer being made of aluminum or an aluminum alloy having a total content of alloying elements and impurities, if any, of no more than 0.5 wt. %.
US8828156 — ALUMINUM SHEET MATERIAL FOR LITHOGRAPHIC PRINTING PLATES — Fujifilm Corporation and Sumitomo Light Metal Industries, Ltd. (Japan) — Aluminum carbide mixes into aluminum during a pyrometallurgical process, a melting process, a refining process, or a casting process. When forming a photosensitive layer and a protective layer on a rolled aluminum sheet material for lithographic printing plates to produce a lithographic printing original plate, aluminum carbide present in the surface layer of the aluminum sheet material reacts with water to produce aluminum hydroxide (increase in volume), and moves the protective layer upward so that an image defect (e.g., image loss) due to exposure failure occurs. An aluminum sheet material for lithographic printing plates wherein the number of aluminum carbide particles having a circle equivalent diameter, measured by the PoDFA (porous disc filtration apparatus) method, of 3 µm or more is four or less, the number of aluminum carbide particles having a circle equivalent diameter, measured by the PoDFA method, of 3 µm or more.
US8663405 — STAMPING OF AGE-HARDENABLE ALUMINUM ALLOY SHEETS — GM Global Technology Operations LLC (USA) — A method for enhancing the formability of press-formed high strength, age-hardenable aluminum alloy sheet is disclosed. The sheet is partially formed when in an overaged condition, for example in a T7 or T8 temper condition, to form a preform. After an annealing and solutionizing process the preform is promptly further deformed in a second forming operation and subsequently aged to develop high strength. The method may be employed to form components of more complex shape from higher strength aluminum alloys such as 6000 series and 7000 series alloys. Suitable alloys for practice of the invention include the magnesium and silicon alloyed 6000 series aluminum alloys, for example, 6013, 6014, 6111, and 6022, or the zinc-magnesium-copper alloyed 7000 series aluminum alloys, for example 7050, 7075, and 7150. As stated above, an important step in the practice of the subject two-step stamping methods is that the aluminum alloy stamping blank be prepared in a suitably over-aged state prior to stamp-forming of the aged sheet metal blank into a desired preform shape.
US8465815 — RESIN-COATED METAL SHEET AND SEAMLESS CAN MADE THEREFROM — Toyo Seikan Kaisha, Ltd. (Japan) — This invention relates to a resin-coated aluminum sheet and to a seamless can made from the resin-coated metal sheet. More specifically, the invention relates to a resin-coated aluminum sheet having excellent trimming property, abrasion resistance and close adhesion to the printing ink, and to a seamless can. A resin-coated aluminum sheet including an aluminum sheet and a layer of a polyester resin which chiefly comprises an ethylene terephthalate unit formed on at least one surface of the metal sheet, wherein the polyester resin is a blend of a lowly crystalline polyester resin and a highly crystalline polyester resin.
US8425698 — ALUMINUM ALLOY SHEET AND METHOD FOR MANUFACTURING THE SAME — Nippon Light Metal Co., Ltd. (Japan), Novelis Inc. (Canada), and Honda Motor Co., Ltd. (Japan) — An aluminum alloy sheet having excellent press formability and stress corrosion cracking resistance, comprises 3.3 to 3.6 percent by weight of Mg and 0.1 to 0.2 percent by weight of Mn, furthermore, 0.05 to 0.3 percent by weight of Fe and 0.05 to 0.15 percent by weight of Si, and the remainder comprises Al and incidental impurities. The aluminum alloy slab ingot used in the present invention is prepared by belt casting a melt of the subject aluminum alloy into a slab of 5 to 15 mm in thickness with a twin belt type caster in order that the region of one quarter-thickness below the surface is cooled at a cooling rate of 20°C/sec to 200°C/sec. The resulting aluminum alloy slab ingot is directly rewound around a roll, the slab ingot is cold-rolled with a rolling roll having a surface roughness of Ra 0.2 to 0.8 µm and, thereafter, annealing is performed in order that the size of intermetallic compounds becomes 5 µm or less, the recrystallized grain size becomes 15 µm or less in the region at a depth of 10 to 30 µm below the sheet surface of the final annealed sheet, and the surface roughness becomes Ra 0.2 to 0.7 µm.
US8366846 — ALUMINUM ALLOY SHEET WITH EXCELLENT POST-FABRICATION SURFACE QUALITIES AND METHOD OF MANUFACTURING SAME — Kobe Steel, Ltd. (Japan) — Disclosed is an Al–Mg–Si aluminum alloy sheet that can prevent ridging marks during press forming and has good reproducibility even with stricter fabricating conditions. In an Al–Mg–Si aluminum alloy sheet of a specific composition, hot rolling is performed on the basis of a set relationship between the rolling start temperature Ts and the rolling finish temperature Tf, whereby the relationship of the cube orientation distribution profile in the horizontal direction of the sheet with the cube orientation alone or another crystal orientation distribution profile at various locations in the depth direction of the sheet is made more uniform, suppressing the appearance of ridging marks that develop during sheet press forming.
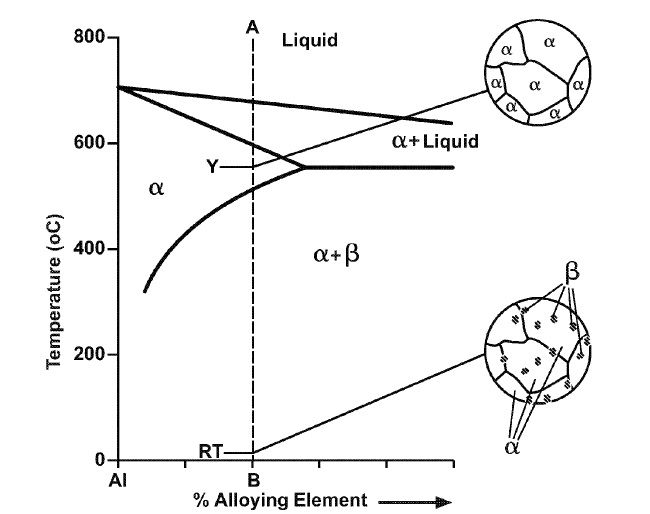
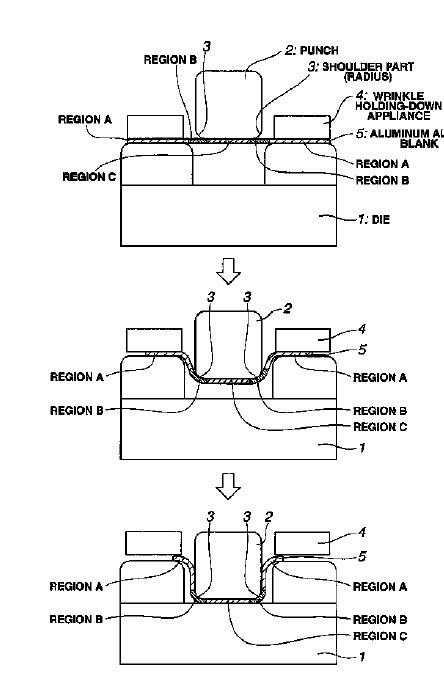
US8273196 — ALUMINUM ALLOY SHEET FOR COLD PRESS FORMING, METHOD OF MANUFACTURING THE SAME, AND COLD PRESS FORMING METHOD FOR ALUMINUM ALLOY SHEET — Furukawa-Sky Aluminum Corp. (Japan) — An Al–Mg–Si based aluminum alloy sheet having undergone normal-temperature aging (or being in a underaged state) after a solution treatment thereof is, before press forming, subjected to a heating treatment (partial reversion heating treatment) in which the alloy sheet is partially heated to a temperature in the range of 150 to 350°C for a time of not more than 5 minutes so that the difference in strength (difference in 0.2% proof stress) between the heated part and the non-heated part will be not less than 10 MPa. The alloy sheet thus treated is subjected to cold press forming in the condition where the heated part with low strength is put in contact with a wrinkle holding-down appliance of the press and the non-heated part with high strength is put in contact with the shoulder part (radius) of the punch. In the partial reversion heating treatment, the temperature rise rate and the cooling rate in cooling down to 100°C or below are set to be not less than 30°C/min. Further, the period for which the alloy sheet is left to stand at normal temperature after the partial reversion heating treatment until the cold press forming is set to be within 30 days.
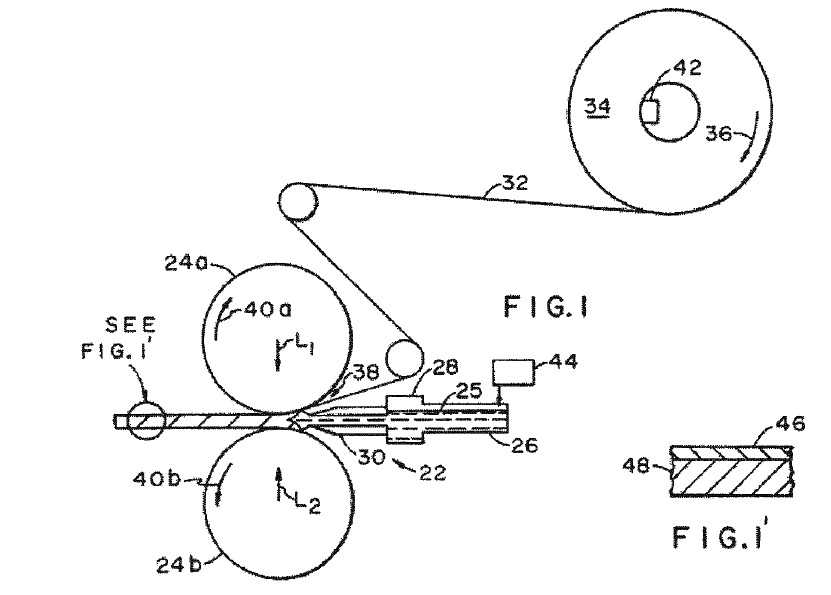
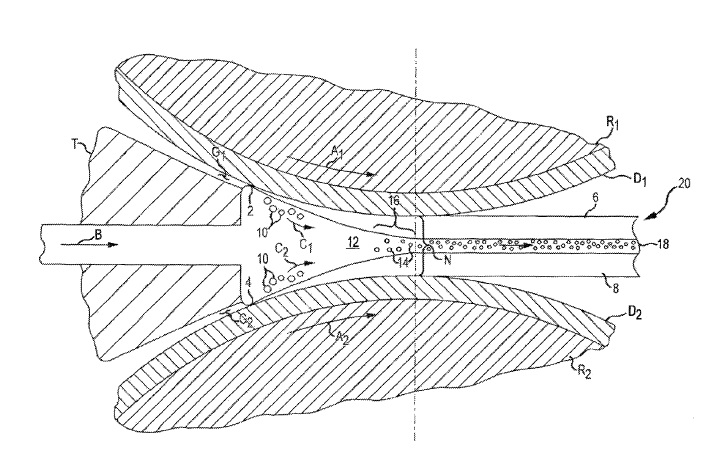
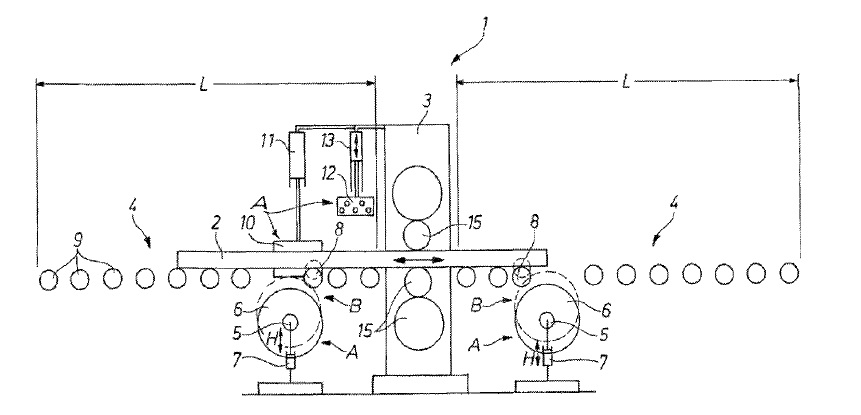
US8230711 — ROLLING MILL FOR ROLLING METALLIC MATERIAL — SMS Siemag Aktiengesellschaft (Germany) — A rolling mill (1) for rolling a metal workpiece (2) that is provided with at least one roll stand (3) as well as with a conveyor (4) for the material to be rolled (2) extending on both sides of the roll stand (3) for a predetermined length (L) is based on the object that in the area of the longitudinal extent of the conveyor (4) at least one holder (5) for a coil (6) of the metal workpiece (2) is provided that can be positioned in a first position (A) in which it does not disturb the transport of the metal workpiece (2) along the conveyor (4) and that can be positioned in a second position (B) in which the coil (6) is positioned close to the roll stand (3) on the conveyor (4) for unwinding or winding up the coil (6).
US8163113 — THERMOMECHANICAL PROCESSING OF ALUMINUM ALLOYS — GM Global Technology Operations LLC (USA) and Queen’s University at Kingston (Canada) — A cast aluminum alloy such as a AA5XXX and AA6XXX alloy containing up to about 0.35% by weight chromium is heated to a first elevated temperature to homogenize the casting and dissolve the chromium content in an aluminum-based matrix phase. The alloy is then heated at a lower elevated temperature to cause the precipitation of a portion of the chromium as an aluminum-containing and chromium-containing intermetallic compound. A suitable amount of chromium is retained in solid solution in aluminum. Thus, the concentration of dissolved chromium in an aluminum alloy may be controlled to fall within specified ranges which result in improvements in both the strength and ductility of the alloy. Impurity amounts of iron may also be precipitated as intermetallic particles from the aluminum matrix to enhance the ductility of the aluminum-based alloy. This invention seeks to develop enhanced room temperature properties, particularly formability, in commercially available alloys such as AA5XXX and AA6XXX alloys, which are modified to contain small amounts of chromium without loss or degradation of the beneficial properties currently offered by these alloys. The relatively small number of chromium atoms (compared to the aluminum content) is suitably dispersed in controlled concentration as a solid solution of chromium atoms in an aluminum-based matrix phase with any excess chromium precipitated as particles of a chromium-aluminum intermetallic compound.
US8122940 — METHOD FOR TWIN ROLL CASTING OF ALUMINUM CLAD MAGNESIUM — Fata Hunter, Inc. (USA) — A method for twin roll casting aluminum clad magnesium by joining one or more sheets of aluminum cladding to molten magnesium during twin roll casting. The method includes feeding aluminum cladding to at least one roll of a pair of rotating rolls, feeding a core of molten magnesium into a continuous casting mold formed by the roll, solidifying the magnesium core by heat extraction to the rolls and through the aluminum cladding, surface treating the aluminum cladding and the magnesium core to prevent inter-diffusion between the aluminum cladding and the magnesium core, bonding the aluminum cladding with the magnesium core and extruding the composite core and aluminum cladding out of the continuous casting mold by a casting load exerted by the rolls. The mechanical properties of the aluminum cladding can be adjusted by controlling the cold rolling and annealing process that follows the hot rolling or twin roll casting. The surface of the aluminum band may be cleaned prior to the cladding process to remove any oil residues, heavy oxides or other contaminants that would be detrimental to the cladding process. After cladding in the twin roll caster the composite strip can be hot, warm and cold rolled with suitable thermal treatments to achieve the desired final properties.