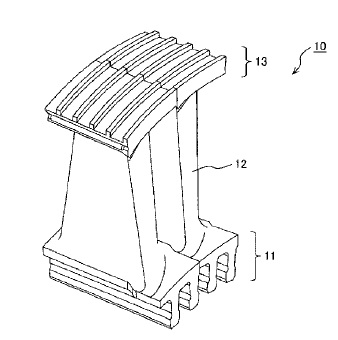
US10260357 — STEAM TURBINE ROTOR, STEAM TURBINE INCLUDING SAME, AND THERMAL POWER PLANT USING SAME — Mitsubishi Hitachi Power Systems, Ltd. (Japan) — It is an objective of the invention to provide a steam turbine rotor of which a rotor shaft is made of a low-cost heat resistant ferritic steel and that can withstand high main steam temperatures of about 650° C. There is provided a steam turbine rotor comprising: a rotor shaft made of a heat resistant ferritic steel such as a 12-Cr steel; and a rotor blade made of a Ti–Al alloy, wherein the Ti–Al alloy includes: from 38 to 45 atomic % of Al; from 0.5 to 2 atomic % of V; from 2 to 6 atomic % of Cr and/or Mo; and the balance being Ti and incidental impurities. There is no particular limitation on the method of forming a rotor blade from the Ti–Al alloy in the invention, but any conventional method may be used (e.g., forging or precision casting). In the case of forging, an ingot of the Ti–Al alloy is first heated to and maintained at 900 to 1200° C., then closed die forged, next heat treated (for microstructure optimization), and finally mechanically surface finished (such as cutting and grinding). In this way, steam turbine rotor blades having a forged microstructure can be formed from the Ti–Al alloy. Alternatively, steam turbine rotor blades may be formed by mechanically or electrical spark machining a forged block of the Ti–Al alloy.
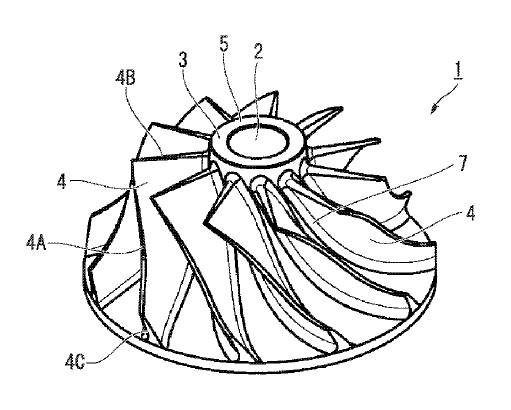
US10253782 — SHAPED COMPONENT FOR ALUMINUM ALLOY TURBO COMPRESSOR WHEEL AND METHOD OF MANUFACTURING TURBO COMPRESSOR WHEEL — Showa Denko K.K. (Japan) — The present invention provides a shaped component for a compressor wheel that can be used to manufacture a turbo compressor wheel which is excellent in terms of high-temperature strength, rigidity, and dynamic balance and, furthermore, has optimal performance suitable for diverse required characteristics in individual portions. In the shaped component for an aluminum alloy turbo compressor wheel of the present invention, a continuous casting rod-shaped material having a small diameter or a forging-completed material obtained by carrying out hot closed die forging on the continuous casting rod-shaped material having a small diameter is used as a material, and the continuous casting rod-shaped material or the forging-completed material has a structure in which the average numbers of grain boundaries intersected in a circumferential direction on a transverse section orthogonal to a casting direction and a forging direction are minimized in a central portion and are maximized in an outer circumferential portion, and the casting direction and the forging direction of the material are along a rotational center axis line direction of a compressor wheel.
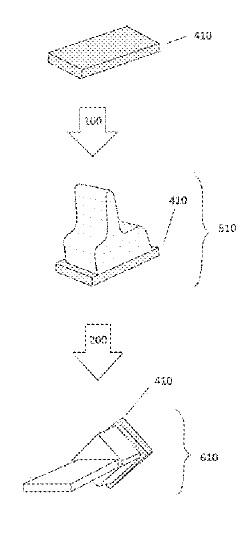
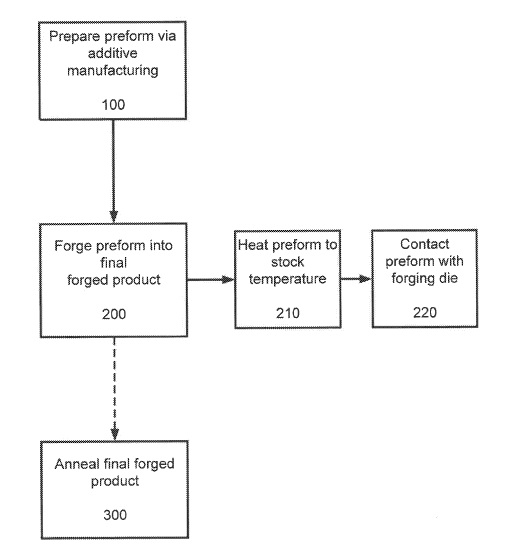
US10220434 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Arconic Inc. (USA) — Methods for producing forged products and other worked products are disclosed. In one embodiment, a method comprises using additive manufacturing to produce a metal shaped-preform and, after the using step, forging the metal shaped-preform into a final forged product. In one embodiment, the metal shaped-preform may be a titanium alloy. For example, the metal shaped-preform may comprise a Ti-6Al-4V alloy. In another embodiment, the metal shaped-preform may be an aluminum alloy. In yet another embodiment, the metal shaped-preform may be a nickel alloy. In yet another embodiment, the metal shaped-preform may be one of a steel and a stainless steel. In another embodiment, the metal shaped-preform may be a metal matrix composite. In yet another embodiment, the metal shaped-preform may comprise titanium aluminide. The final forged product may optionally be annealed.
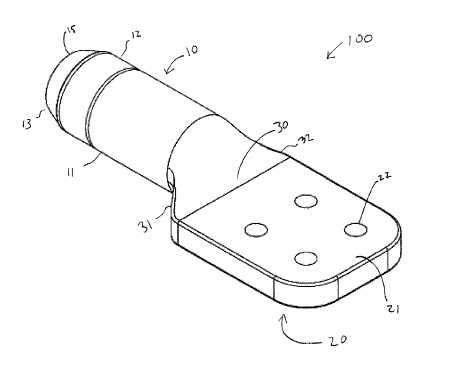
US10027042 — SWAGE HIGH VOLTAGE CABLE TERMINAL — AFL Telecommunications LLC (USA) — A terminal has a barrel with a cavity; a pad, wherein the pad includes a substantially flat part; and a connecting part between the barrel and the pad, wherein the terminal is a single component, and the pad and the connecting part are forged. A method for fabricating a terminal from aluminum or aluminum alloy involves forging wherein the terminal is a single component.
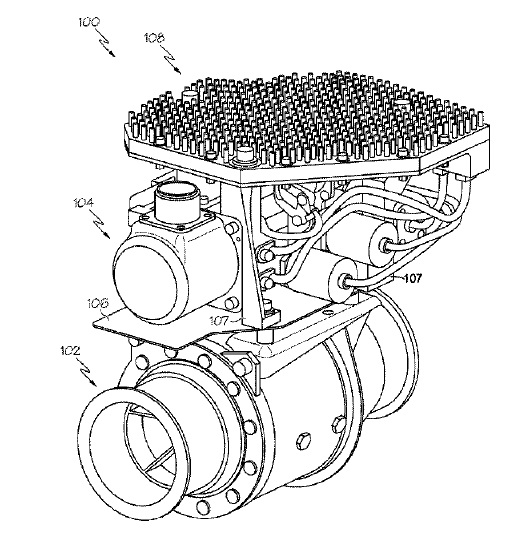
US9657844 — HIGH TEMPERATURE ALUMINUM VALVE COMPONENTS — Honeywell International Inc. (USA) — A valve unit for an aircraft is provided. The valve unit includes valve assembly; and a servo controller coupled to the valve assembly and configured to control operation of the valve assembly. At least a portion of at least one of the valve assembly or servo controller is formed by a high temperature (HT) aluminum alloy. The HT aluminum provides surprising durability in high temperature environments and may operate at temperatures of about 450° F to about 800° F. (and greater) for extended periods of time and maintain its mechanical strength properties comparable to titanium alloys, such as for 10,000 hours or more. The HT aluminum material used to manufacture portions of the unit 100 may be an rapidly solidified (RS) aluminum-iron-vanadium-silicon alloy comprising powder/flake metallurgy that produces a composite material with very fine, nearly spherical silicide dispersoids uniformly distributed within an aluminum matrix. The silicides of RS aluminum are stable, both thermally and chemically, providing the alloy its outstanding physical integrity at elevated temperatures and corrosion resistance. RS aluminum alloys used in exemplary embodiments may include melting, followed by rapid solidification powder production, followed by degassing, followed by compaction under vacuum, followed by extrusion secondary forming, followed by rolling or forging.
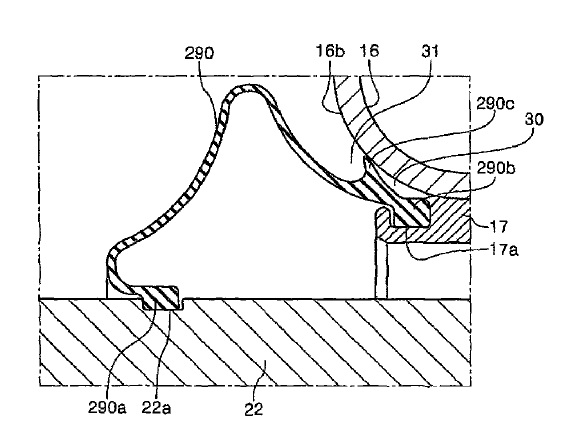
US9592807 — BRAKE CHAMBER, BOOT MEMBER, AND BUSH MEMBER — Nabtesco Automotive Corporation (Japan) — A brake chamber includes a rod member that makes reciprocating motion within a cylinder through a pressure of compressed air or an urging force of a spring, thereby causing a pushrod for activating a brake device of a vehicle to proceed into the brake device. The brake chamber further includes a diaphragm that deforms in response to supply of the compressed air to push the rod member, and a housing that forms an accommodation space for the diaphragm. The housing is connected to the cylinder with a first end of the cylinder being inserted in the housing. The brake chamber further includes a boot member connected to the cylinder and the rod member. The boot member includes a sealing portion to prevent entry of foreign matter into a connection portion between the housing and the cylinder by contacting an inner circumferential surface of the housing.
US9296036 — METHODS FOR PRODUCING FORGED PRODUCTS AND OTHER WORKED PRODUCTS — Alcoa Inc. (USA) — Methods for producing forged products and other worked products are disclosed. In one embodiment, a method comprises using additive manufacturing to produce a metal shaped-preform and, after the using step, forging the metal shaped-preform into a final forged product. The final forged product may optionally be annealed. In one aspect, the final forged product is a component for an engine. In one embodiment, the final forged product is a blade for a jet engine. In another embodiment, as described below, the final forged product is an engine containment ring. In another aspect, a method may comprise using additive manufacturing to produce a metal shaped-preform, and concomitant to, or after the using step, working the metal shaped-preform into a final worked product via at least one of: (i) rolling, (ii) ring rolling, (iii) ring forging, (iv) shaped rolling, (v) extruding, and (vi) combinations thereof. In one embodiment, the working is rolling. In another embodiment, the working is ring rolling. In yet another embodiment; the working is ring forging. In another embodiment, the working is shaped rolling. In yet another embodiment, the working is extruding.
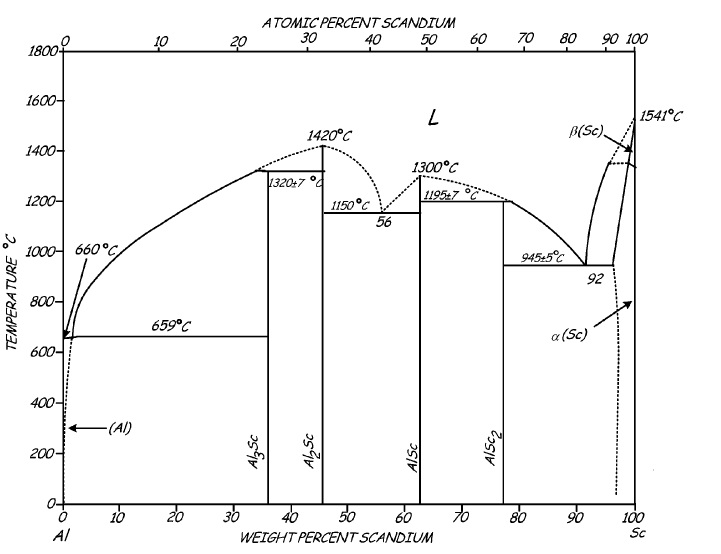
US9127334 — DIRECT FORGING AND ROLLING OF L12 ALUMINUM ALLOYS FOR ARMOR APPLICATIONS — United Technologies Corporation (USA) — A method for producing high strength L2 aluminum alloy armor plate comprises using gas atomization to produce powder that is then consolidated into L12 aluminum alloy billets. The billets are then hot forged or rolled into plate form, and intermediate anneals are given between forging or rolling deformation to relieve work hardening to accommodate further deformation. The powders include aluminum alloy with L12 A13X dispersoids where x is at least scandium, erbium, thulium, ytterbium, or lutetium, and at least gadolinium, yttrium, zirconium, titanium, hafnium, or niobium.
US9057143 — ALUMINUM BASE DIE MATERIAL FOR STAMPER, ALUMINUM BASE DIE FOR STAMPER AND STAMPER — Nippon Light Metal Company, Ltd. and Mitsubishi Rayon Co., Ltd. (Japan) — The present invention relates to an aluminum base die material for a stamper that inhibits the frequency of occurrence of treated film defects for fabricating anti-reflective articles and the like. The invention relates to an aluminum die base material for a stamper having a component composition that contains 0.5% by weight to 3.0% by weight of Mg, the total amount of elements other than Mg, including unavoidable impurities, is 500 ppm or less, and the remainder is composed of Al, and a forged structure in which the average crystal grain size is 1000 μm or less and the surface area ratio of second phase particles is 0.10% or less. According to the present application, a stamper can be provided in which, together with the crystal grain size of the aluminum being refined, the formation of second phase particles is inhibited, surface irregularities attributable to mirrored surface polishing are reduced, and a uniform relief pattern is formed by anodic oxidation treatment.
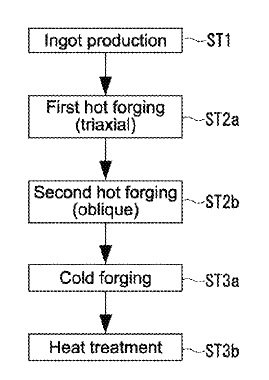
US9017493 — METHOD OF MANUFACTURING A SPUTTERING TARGET AND SPUTTERING TARGET — Ulvac, Inc. (Japan) — [Object] To provide a method of manufacturing a sputtering target and a sputtering target that are capable of achieving refinement and uniformity of crystal grains. [Solving Means] A method of manufacturing a sputtering target according to an embodiment of the present invention includes forging an ingot formed of tantalum, titanium, aluminum, copper, or an alloy containing any of them as a main component. metal by applying a stress in a first axis direction (z-axis direction) and a plane direction (xy-plane direction) orthogonal to the first axis direction. The ingot is additionally forged by applying a stress in a second axis direction (axial directions c11, c12, c21, c22) obliquely intersecting with a direction parallel to the first axis direction. The ingot is heat-treated at a temperature equal to or higher than a recrystallization temperature thereof. In such a manner, since slip deformation can be caused not only in the first axis direction and the plane direction orthogonal thereto but also in the second axis direction, the high density and uniformity of an internal stress can be achieved.
US8962163 — ALUMINUM ALLOY FOR ANODIZATION AND ALUMINUM ALLOY COMPONENT — Showa Denko K.K. (Japan) — The present invention provides an aluminum alloy cup-shaped brake piston having an anodic oxide film less causing cracks and high in surface smoothness, which is capable of reducing abrasion of a cutting tool regardless of the excellent machinability. The aluminum alloy component (1) has an anodic oxide film formed on a surface of a base metal of an aluminum alloy. The aluminum alloy consists of Fe: 0.5 to 2 mass %, Cu: 0.35 to 0.6 mass %, Mg: 0.35 to 1.3 mass %, Si: 0.2 to 1.3 mass %, Cr: 0.005 to 0.3 mass %, Mn: 0.01 to 0.3 mass %, Ti: 0.005 to 0.1 mass %, and the balance being inevitable impurities, wherein Zn is controlled to be less than 0.25 mass %, and wherein Al–Fe series crystals and Al–Fe–Si series crystals having a maximum grain diameter of 30 μm or less exist in the anodic oxide film in a dispersed manner with an average center-to-center distance of 10 to 100 μm, and a percentage of a total occupied area of the Al–Fe series crystals and Al–Fe–Si series crystals in the anodic oxide film is 5% or more. The cup-shaped brake piston can be produced by, for example, extruding a billet, drawing the extruded member into a bar-shaped member, subjecting the bar-shaped drawn member to solution treatment, subjecting the solution treated member to aging treatment to attain desired mechanical strength, and then machining the aged member into a cup-shape. Alternatively, it can be produced by, for example, casting a bar-shaped member of aluminum alloy, cutting the cast member into a predetermined thickness, forging the cut member into a cup-shape, subjecting the cup-shaped forged member to T6 treatment, and then machining the T6 treated forged member to improve the dimensional accuracy and remove distortion caused during the solution treatment.
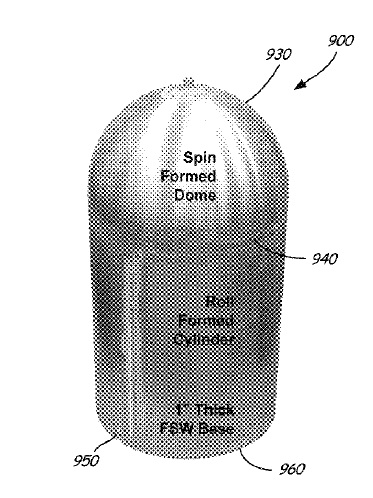
US8728389 — FABRICATION OF L12 ALUMINUM ALLOY TANKS AND OTHER VESSELS BY ROLL FORMING, SPIN FORMING, AND FRICTION STIR WELDING — United Technologies Corporation (USA) — The present invention is a method for consolidating aluminum alloy powders into useful components such as tanks and other vessels having improved strength and fracture toughness. In embodiments, powders include an aluminum alloy having coherent L12 Al3X dispersoids where X is at least one first element selected from scandium, erbium, thulium, ytterbium, and lutetium, and at least one second element selected from gadolinium, yttrium, zirconium, titanium, hafnium, and niobium. The balance is substantially aluminum containing at least one alloying element selected from silicon, magnesium, manganese, lithium, copper, zinc, and nickel. A method for producing high strength aluminum alloy tanks and other vessels containing L12 dispersoids from an aluminum alloy powder containing the L12 dispersoids. The powder is consolidated into a billet having a density of about 100 percent. Tanks are formed by rolling consolidated billets into sheets, cutting preforms from said sheets, roll forming the performs into cylindrical shapes and friction stir welding the seams to form cylinders. L12 alloy domes are spin formed from the rolled sheet and friction stir welded to the cylinder. Circular bases are cut from the rolled sheet and friction stir welded to the domed cylinder to form bottoms of the tank.
US8409496 — SUPERPLASTIC FORMING HIGH STRENGTH L12 ALUMINUM ALLOYS — United Technologies Corporation (USA) — A method and apparatus produces high strength aluminum alloys from a powder containing L12 intermetallic dispersoids. The powder is degassed, sealed under vacuum in a container, consolidated by vacuum hot pressing, and superplastically formed into a usable part. In embodiments, powders include an aluminum alloy having coherent L12 Al3X dispersoids where X is at least one first element selected from scandium, erbium, thulium, ytterbium, and lutetium, and at least one second element selected from gadolinium, yttrium, zirconium, titanium, hafnium, and niobium. The balance is substantially aluminum containing at least one alloying element selected from silicon, magnesium, manganese, lithium, copper, zinc, and nickel. The powders are classified by sieving and blended to improve homogeneity. The powders are then vacuum degassed in a container that is then sealed. The sealed container (can) is vacuum hot pressed to densify the powder charge and then compacted further by blind die compaction or other suitable method. The can is removed, and the billet is extruded, forged, and/or rolled into useful shapes under superplastic deformation conditions.
US8372220 — ALUMINUM ALLOY FORGINGS AND PROCESS FOR PRODUCTION THEREOF — Kobe Steel, Ltd. (Japan) — There are provided an aluminum alloy forging having high strength, toughness, and resistance to corrosion in response to the thinning of automotive underbody parts, and a process for production thereof. The aluminum alloy forging includes an aluminum alloy containing predetermined amounts of Mg, Si, Mn, Fe, Zn, Cu, Cr, Zr, and Ti with the balance being composed of Al and inevitable impurities, and having a hydrogen gas concentration of 0.25 ml/100 g of Al. In the aluminum alloy forging mentioned above, the area ratio of Mg2Si having a maximum length of 0.1 μm or above is 0.15% or below, the recrystallization ratio of the aluminum alloy is 20% or below, and a size distribution index value defined by V/r of dispersed particles of the aluminum alloy (V: the area ratio [%] of the dispersed particles, and r: the average radius [nm] of the dispersed particles) is 0.20 or above.
US8323428 — HIGH STRAIN RATE FORMING OF DISPERSION STRENGTHENED ALUMINUM ALLOYS — Honeywell International Inc. (USA) — Dispersion strengthened aluminum base alloys are shaped into metal parts by high strain rate forging compacts or extruded billets composed thereof. The number of process steps required to produce the forged part are decreased and strength and toughness of the parts are increased. The dispersion strengthened alloy may have the formula Albal,Fea,SibXc, wherein X is at least one element selected from Mn, V, Cr, Mo, W, Nb, and Ta, “a” ranges from 2.0 to 7.5 weight-%, “b” ranges from 0.5 to 3.0 weight-%, “c” ranges from 0.05 to 3.5 weight-%, and the balance is aluminum plus incidental impurities. Alternatively, the dispersion strengthened alloy may be described by the formula Albal,Fea,SibXcVd, wherein X is at least one element selected from Mn, Mo, W, Cr, Ta, Zr, Ce, Er, Sc, Nd, Yb, and Y, “a” ranges from 2.0 to 7.5 weight-%, “b” ranges from 0.5 to 3.0 weight-%, “d” ranges from 0.05 to 3.5 weight-%, “c” ranges from 0.02 to 1.50 weight-%, and the balance is aluminum plus incidental impurities. In both cases, the ratio [Fe+X]:Si in the dispersion strengthened alloys is within the range of from about 2:1 to about 5:1.
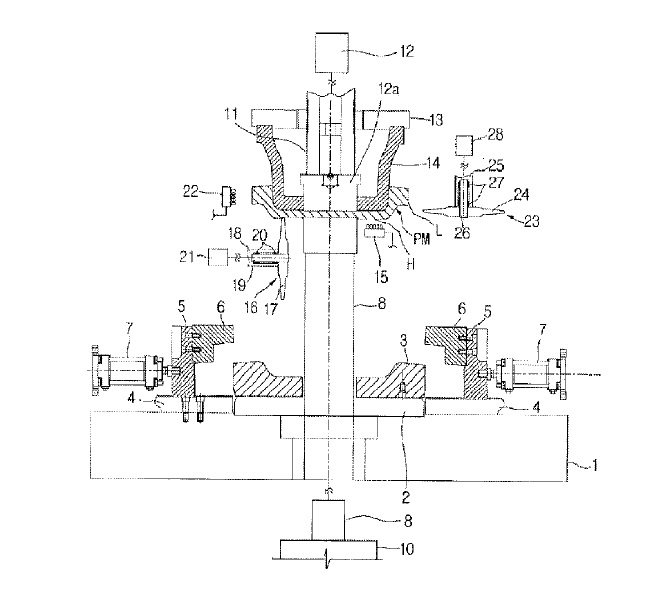
US8162029 — FORGING APPARATUS AND FORGING METHOD FOR RHEOCASTING — Rheoforge Co., Ltd. (Korea) — A forging apparatus and a forging method for rheo-casting are disclosed, in which primary rheo-casting using an upper mold and a lower mold, casting of a hub region of a product material using a first roller unit and casting of a rim region of the product material using a second roller unit are accomplished in series, enabling vehicular wheels having relatively complex shapes to be cast via a single casting process. Further, the product material includes wrought 6000 series aluminum alloys, which are easy to process and have relatively high strength and low weight, thus being suitable for the manufacture of vehicular wheels having complex shapes. Furthermore, recycling of the product material is possible.
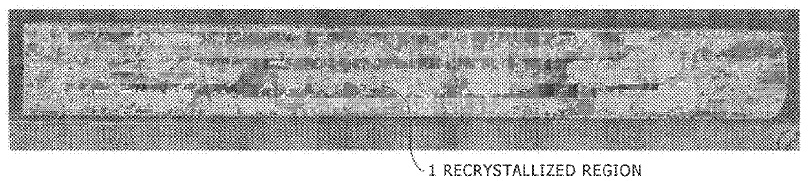
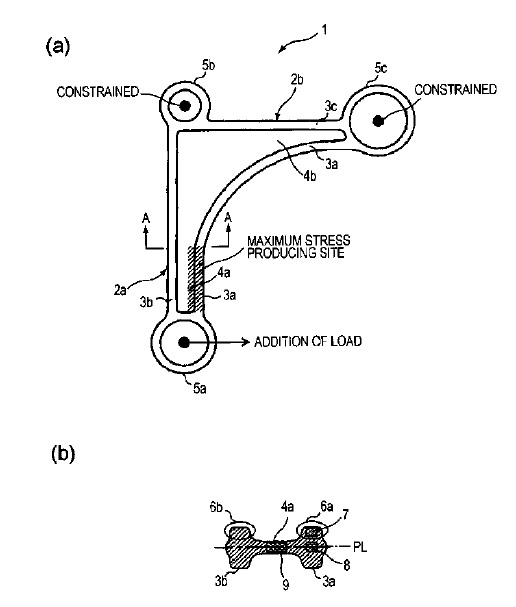
US8152940 — ALUMINUM ALLOY FORGING MEMBER AND PROCESS FOR PRODUCING THE SAME — Kobe Steel, Ltd. (Japan) — The present invention provides an aluminum alloy forging material having enhanced strength, toughness, and corrosion resistance, and a method of producing the material. An aluminum alloy forging material 1 produced with specified components under specified conditions has an arm portion 2 including a relatively narrow and thick peripheral rib 3 and a thin and relatively wide central web 4 having a thickness of 10 mm or less and having a substantially H-shaped sectional form. In a width-direction section of a maximum stress producing site of the rib 3a, the density of crystals observed in the structure of a sectional portion 7 where the maximum stress is produced, the spacing of grain boundary precipitates and the size and density of dispersed particles observed in the structure of a sectional portion 8 including a parting line, the recrystallization ratio observed in each of the sectional portions 7 and 8 of the rib, and the recrystallization ratio observed in a sectional portion 9 of the web 4a adjacent to the sectional structure of the rib 3a in the width direction are defined for enhancing the strength, toughness, and corrosion resistance of the aluminum alloy forging material.
US8142578 — PROCESS FOR MANUFACTURING HOT-FORGED PARTS MADE OF A MAGNESIUM ALLOY — Manoir Industries (France) — In order to produce certain high-performance machine parts used in the automotive and aerospace industries, it is common practice to use aluminum or else an aluminum alloy for their mechanical properties combined with low weight. The applicant set itself the objective of producing a part made of a magnesium alloy, for the reduction in weight that it provides, in particular compared with aluminum, but the metallurgical and dimensional stability at the operating temperatures of said part being sufficient not to require the mechanically stressed zones to be thickened. As a matter of fact such a thickening often becomes necessary in order to take into account the loss of characteristics due to the thermal aging of the constituent material. Thus, a process for manufacturing a part made of a magnesium alloy is disclosed. The process includes a step of forging a block of the alloy followed by a heat treatment. The alloy is a casting alloy based on 85% magnesium, and containing, by weight: 0.2 to 1.3% zinc; 2 to 4.5% neodymium; 0.2 to 7.0% rare-earth metal with an atomic number from 62 to 71; 0.2 to 1% zirconium. The forging is carried out at a temperature above 400°C. In particular, the temperature is set between 420 and 430°C and the forging step comprises a plastic deformation carried out at a slow rate. The process allows one to produce parts such as elements of casing for aeronautical machines, operating at a temperature of around 200°C and having good aging properties.
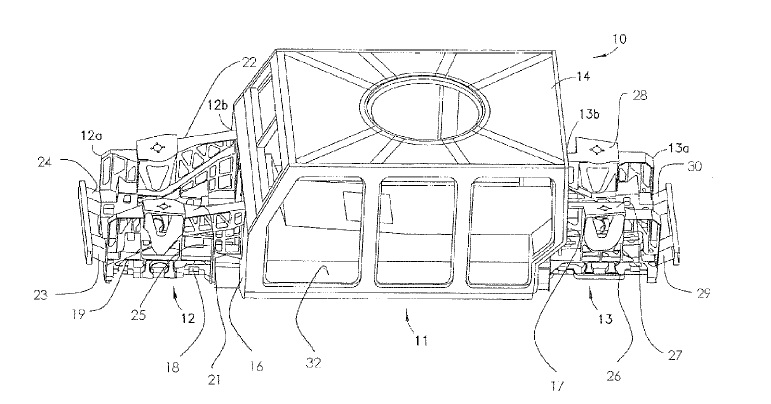
US7905540 — MODULAR ARCHITECTURE FOR COMBAT TACTICAL VEHICLE — Alcoa Inc. (USA) — A combat tactical modular vehicle structure including a center frame module comprising a front bulkhead made of a cast or forged aluminum alloy, a cab portion, and a rear bulkhead made of a cast or forged aluminum alloy where the center frame module includes an integrated armor so that the integrated armor is a part of center frame module or the center frame module has at least one piece of armor attached to the center frame module, a front frame module comprising an engine subframe where the front frame module is connected to the front bulkhead by a plurality of mechanical coupling devices, and a rear frame module comprising a gearbox subframe where the rear frame module is connected to the rear bulkhead by the plurality of mechanical coupling devices for selectively connecting and disconnecting the front frame module to the front bulkhead without substantially affecting the connection and the rear frame module to the rear bulkhead without substantially affecting the connection.
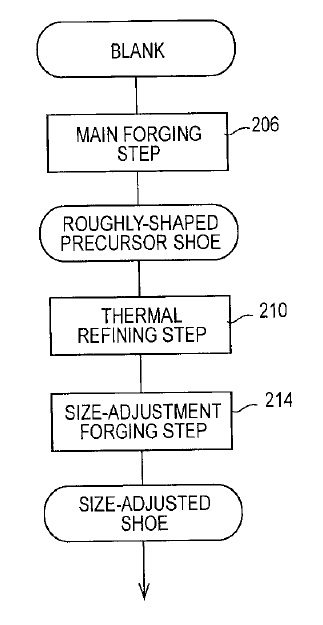
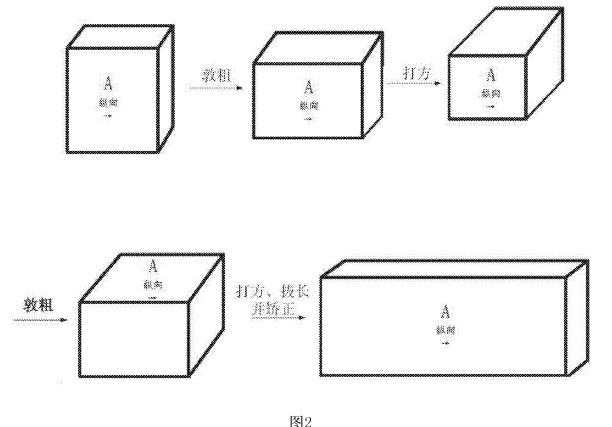
US6675475 — METHOD OF PRODUCING SHOE FOR SWASH PLATE TYPE COMPRESSOR — Kabushiki Kaisha Toyota Jidoshokki (Japan) — A method of producing an aluminum alloy shoe for a swash plate type compressor, the shoe being disposed between a swash plate and a piston of the swash plate type compressor and formed of an aluminum alloy, the method comprising: a main forging step of forging a blank for producing the shoe into a roughly-shaped precursor shoe; a thermal refining step of thermally refining the roughly-shaped precursor shoe; and a size-adjustment forging step of forging the roughly-shaped precursor shoe which has been thermally refined, into a size-adjusted shoe.
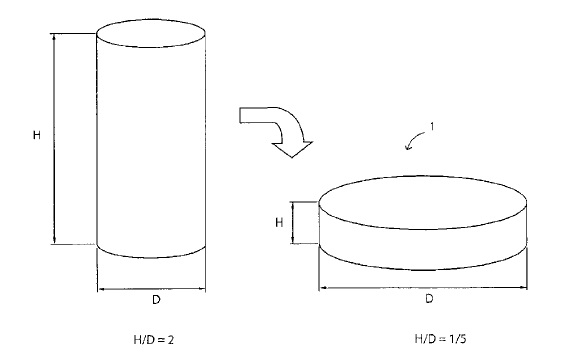
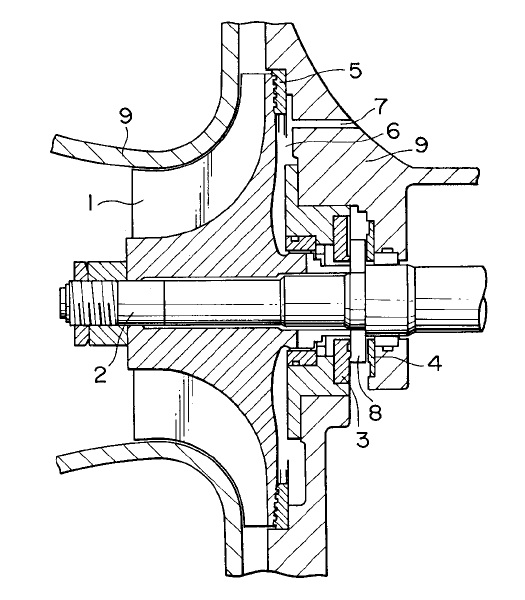
US5902546 — ALUMINUM ALLOY IMPELLER AND MANUFACTURING METHOD OF THE SAME — Mitsubishi Heavy Industries, Ltd. (Japan) — There is disclosed a high heat resistant aluminum alloy impeller, which is suitably used as an impeller, especially for a centrifugal compressor, and for the rotor and the blade of a turbo molecular pump or the scroll of a scroll compressor. Also, a method for manufacturing this aluminum alloy impeller is disclosed. The impeller is composed of an Al-Fe rapid solidification aluminum alloy, which is produced by a spray forming process for spraying a molten metal with inert gas and rapidly solidifying the metal at a cooling speed of 100°C/sec or higher while simultaneously deposing the metal. The rapid solidification aluminum alloy is subjected to hot extrusion processing within a temperature range of 200°C to 600°C and further subjected to hot forging.
US5573608 — SUPERPLASTIC ALUMINUM ALLOY AND PROCESS FOR PRODUCING SAME — Toyota Jidosha Kabushiki Kaisha (Japan) — The present invention relates to a process for producing a superplastic aluminum alloy capable of being used for plastic working such as extrusion, forging and rolling. An object of the present invention is to provide an ingot-made high speed superplastic aluminum alloy in which superplasticity is developed at a strain rate higher than that of conventional static recrystallization type superplastic aluminum alloys, and a process for producing the same. The superplastic aluminum alloy of the invention has structure which is obtained by adding to a basic alloy containing from at least 4.0 to 15% by weight of Mg and from 0.1 to 1.0% by weight of one or more elements selected from the group consisting of Mm, Zr, V, W, Ti, Ni, Nb, Ca, Co, Mo and Ta, and further selective elements of Sc, Cu, Li, Sn, In and Cd, which contains from 0.1 to 4.0% by volume fraction of spheroidal precipitates of intermetallic compounds having a particle size from 10 to 200 nm, and which has a mean grain size from 0.1 to 10 μm.
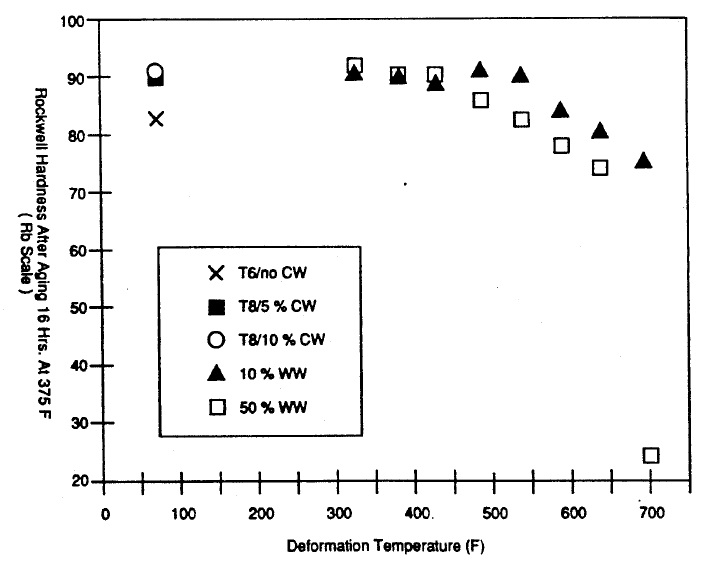
US5194102 — METHOD FOR INCREASING THE STRENGTH OF ALUMINUM ALLOY PRODUCTS THROUGH WARM WORKING — Alcoa (USA) — A method of improving strength in aluminum alloys. The method involves solution heat treating an aluminum alloy product, quenching the alloy product, warm working the alloy product without a pre-aging step, and aging the alloy product at 250-400° F (121-204° C). The method may be used on forgings, to impart T8-type hardness to alloys that previously could only obtain such hardness levels in non-forging applications, such as by using stretch/cold working techniques.
China
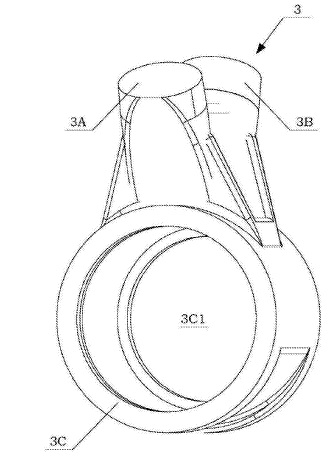
CN109263421 (A) — ALUMINUM ALLOY SPLIT V-SHAPED THRUST ROD AND PREPARATION METHOD AND HOT RIVETING ASSEMBLY METHOD THEREOF — Beijing Hangda New Material Tech Co. Ltd. (China) — The invention discloses an aluminum alloy split V-shaped thrust rod, wherein the material of the thrust rod is aluminum alloy, and the preferred composition is Al- Cu-based alloy, Al- Si-based alloys, Al- Mg- Si-based alloys, Al- Zn- Mg- Cu-based alloy or Al- Mg-based alloys, and aluminum alloys in which trace alloying elements such as Sr, La, Ce, Y, Sc, Er, Nb, B, and Cr are added to the aluminum-based alloys. An aluminum alloy split V-shaped thrust rod is composed of a casing, a ball head and a ball hinge, wherein the V-shaped ball head and the ball heads at both ends are connected by a casing, and the ball hinge is arranged in a through hole of the ball head; the neck of the spherical head is a combination of an elliptical shape and an arc shape, which improves the bearing capacity. The aluminum alloy thrust rod sleeve and ball head are manufactured by hot extrusion and/or forging. An aluminum alloy sleeve and a ball head are integrally hot-riveted and assembled to obtain the thrust rod, and the weight reduction effect can reach 40-70% relative to a steel thrust rod.
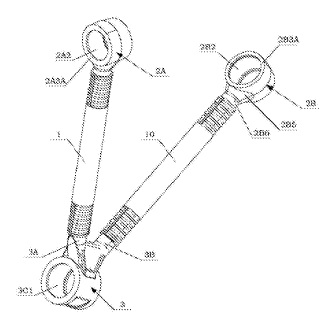
CN109109591(A) — ALUMINUM ALLOY SPLIT V-SHAPED THRUST ROD AND PREPARATION PROCESS THEREOF, AND FRICTION STIR WELDING ASSEMBLY METHOD THEREOF — Qingdao Hangda New Material Tech Co. Ltd. (China) — The invention discloses an aluminum alloy split V-shaped thrust rod, wherein the material of the thrust rod is aluminum alloy, and the preferred component is Al-Cu-based alloy, Al-Si-based alloys, Al-Mg-Si-based alloys, Al-Zn-Mg-Cu-based alloys or Al-Mg-based alloys, and aluminum alloys in which trace alloying elements such as Sr, La, Ce, Y, Sc, Er, Nb, B, and Cr are added to the aluminum-based alloys. An aluminum alloy split V-shaped thrust rod is composed of a casing, ball heads and a ball hinge, wherein the V-shaped ball head and the ball heads at both ends are connected by a casing, and the ball hinge is arranged in a through hole of the ball head; The neck of the spherical head is a combination of an elliptical shape and an arc shape, which improves the bearing capacity. The aluminum alloy thrust rod sleeve and ball head are prepared by hot extrusion and/or forging. The aluminum alloy sleeve and ball head are assembled by friction welding or friction stir welding. 40 to 70 percent of weight reduction effect of that thrust rod obtain by the invention can be achieved compare with the traditional steel thrust rod.
CN108504914 (A) — PREPARATION METHOD OF ALUMINUM ALLOY ROD MATERIALS — Northeast Light Alloy Co. Ltd. (China) — The invention relates to a preparation method of aluminum alloy rod materials, and aims to solve the problems that in the prior art, structural defects including coarse grain rings and the like are easy to generate, so that physical properties of the material are reduced, normal use of the material is influenced, and using risks are caused. The preparation method comprises the following steps of casting ingots, heating ingots, performing an extruding technology, performing product quenching according to quenching condition requirements, and performing stretching and flattening. According to the preparation method disclosed by the invention, the extruding technology adopts a dual-hole mold for backward extruding, so that the extrusion ratio is reduced; in the extrusion process, the deformation of aluminum ingots is reduced, the formation of coarse grains is restrained, and besides, the production efficiency is improved; the tensile strength of the aluminum alloy rod materials prepared by the invention is greater than or equal to 460MPa; the yield strength is greater than or equal to 400MPa; the elongation percentage is greater than or equal to 10%; and the preparation method is applied to the field of forging of aluminum alloys.
CN108080548(A) — MACHINING METHOD OF 2024 ALUMINUM ALLOY FREE FORGED PIECE — Southwest Aluminum Group Co. (China) — The invention discloses a machining method of a 2024 aluminum alloy free forged piece. The method comprises the steps that a square ingot is subjected to heading, then squaring forging and repeated cyclic forging, then the ingot is drawn and straightened to form a blank of a pre-processed free forged piece, and the cross section of the blank corresponds to the largest cross section of the pre-processed free forged piece; the blank is machined to form a semi-finished free forged piece corresponding to a finished pre-processed free forged piece product in outline size; and the semi-finished free forged piece is heated. By means of the machining method, the 2024 aluminum alloy free forged piece can be obtained, all properties can reach or even exceed the properties of a traditional 2024 aluminum alloy band plate structure.
CN104611617 (A) — LIQUID FORGING AL-CU-ZN ALUMINUM ALLOY AND PREPARATION METHOD THEREOF — Beijing Inst. Aeronautical Materials Aviation Industry Corp. China (China) — Belonging to the light alloy design and preparation field, the invention relates to a moderately strong high toughness aluminum alloy material for liquid forging, in particular to a liquid forging Al-Cu-Zn aluminum alloy and a preparation method thereof. The alloy comprises the following main components by mass: 3.2-4.8% of Cu, 1.8-3.0% of Zn, 0.3-0.8% of Mn, 0.08-0.22% of Cd, 0.06-0.24% of Ti, 0.05-0.15% of V, 0.07-0.16% of Zr, 0.005-0.06% of B, 0.002-0.006% of Be, less than or equal to 0.15% of impurity element Fe, less than or equal to 0.1% of Mg, less than or equal to 0.06% of Si, less than or equal to 0.05% of other single impurity element, less than or equal to 0.3% of total impurities, and the balance Al. The Al-Cu-Zn system moderately strong high toughness aluminum alloy mentioned in the invention has the advantages of excellent formability during liquid forging forming, no hot cracking tendency, low porosity and low segregation. After heat treatment, the components prepared from the alloy have excellent strength and plasticity, superiority unmatched by other active alloys, and have broad application prospects.
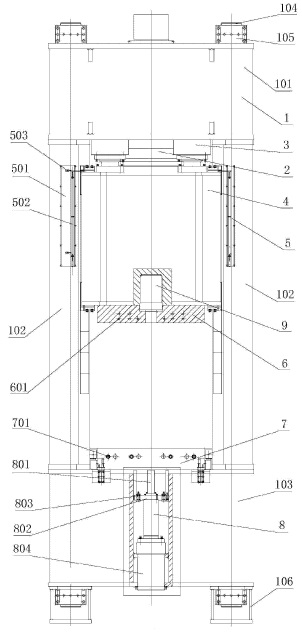
CN104416102 (A) — ISOTHERMAL FORGING HYDRAULIC PRESS FOR HEAVY-DUTY ALUMINUM ALLOY — Tianjin Tianduan Hydraulic Press Corp. (China) — The invention relates to an isothermal forging hydraulic press for heavy-duty aluminum alloy. The isothermal forging hydraulic press comprises an upper cross beam, struts and a lower cross beam which form a press body main body by pretensioning pull rods and lock nuts; a main cylinder and side cylinders of which the ends are connected with a sliding block are arranged on the upper cross beam; a mobile worktable is arranged on the lower cross beam. The isothermal forging hydraulic press is characterized in that leveling detection devices are respectively arranged at four corners of the sliding block; an upper water-cooling backing plate is fixedly arranged at the bottom of the sliding block; an upper ejection cylinder is arranged at the middle positions of the upper water-cooling backing plate and the sliding block; a lower ejection device is arranged in the lower cross beam; water cooling channels are arranged inside the mobile worktable. The isothermal forging/hydraulic press has the advantages that the hydraulic press is not influenced by any high temperature in an use process and the leveling detection is accurate; the precision of moving position of the sliding block can be accurately controlled; the parallelism of an upper die relative to a lower die in the pressing process is guaranteed; the unbalanced load resistance of the press is greatly enhanced; the service life is prolonged; the quality and the production efficiency of workpieces are improved; the input cost of users is reduced. Therefore, the isothermal forging hydraulic press is suitable for isothermal forging of all high-temperature alloys and alloy materials difficult to deform as well as producing and processing of new products.
CN103725909 (A) — METHOD FOR MANUFACTURING ALUMINUM ALLOY THROUGH POWDER LIQUID PHASE DIE FORGING — Beijing University of Science and Technology (China) — The invention discloses a method for manufacturing an aluminum alloy through powder liquid phase die forging and belongs to the technical field of manufacturing of aluminum alloys in powder metallurgy. The method comprises the following steps: preparing aluminum alloy powder through high-pressure inert gas atomization, forming powder liquid phase, applying vibration and pressure, performing powder liquid phase die forging, and opening the mold for taking a part, and the like. The characteristics that the aluminum alloy atomized powder is fine and high in degree of sphericity are utilized, a semisolid metal processing technology is combined with a powder forging technology, the powder is heated to form lots of liquid phases above the powder sintering temperature, an oxidation film in a nano scale on the surface of the aluminum alloy powder is broken and enters an aluminum alloy matrix by utilizing the pressurization, vibration and activation technology, and a fully-dense diffuse intensified aluminum alloy is directly manufactured. According to the method, the problems generated in the process of manufacturing the fully-dense aluminum alloy through a traditional powder metallurgy process are solved, the material texture is not needed to be specially controlled, the forming performance is extremely high, the process method is simple, the material utilization rate is extremely high, and the method is low-carbon, energy-saving, environment-friendly, low in manufacturing cost and easy for industrial production, and equipment limitation is avoided.
CN102430676 (A) — COLD FORGING METHOD FOR ALUMINUM ALLOY STRUCTURAL MEMBER — Byd Co. Ltd. (China) — The invention provides a cold forging method for an aluminum alloy structural member. The cold forging method comprises the following steps of: annealing: annealing an aluminum alloy; lubricating: lubricating the annealed aluminum alloy; rough-forging: forging the lubricated aluminum alloy into a rough blank; solutionizing: solutionizing the rough blank; fine-forging: forging the solutionized rough blank into a structural member; and ageing: ageing the structural member, wherein the lubrication is realized by deposition and saponification in sequence. A product prepared by using the cold forging method provided by the invention has the advantages of smooth surface, attractive appearance as well as no bubble and sand hole. The method is applicable to various aluminum alloys.
CN101838762 (A) — HIGH-HARDNESS CORROSION RESISTANT 7000 SERIES ALUMINUM ALLOY AND PRODUCTION METHOD THEREOF — University of Jiangsu (China) — The invention relates to high-hardness corrosion resistant 7000 series aluminum alloy and a production method thereof. The high hardness corrosion resistant 7000 series aluminum alloy is characterized by mainly comprising Al, Zn, Mg, Cu, Zr, Sr and Sc, wherein the mass percentage of Zn is 7.95-8.34%, Mg is 1.80-1.89%, Cu is 1.59-1.83%, Zr is 0.148-0.151%, Sr is 0.0237-0.599%, Sc is 0.015-0.103%, and the balance is aluminum and a trace amount of impurity elements. The production method of the aluminum alloy comprises the following steps of melting pure Al, sequentially adding Al-Cu master alloy, Al-Sr master alloy, Al-Zr master alloy, Al-Sc master alloy, pure Zn and pure Mg, adding hexachloroethane for refining after melting of the above metal, standing and preserving heat for 5-10 minutes and then casting ingots; and then annealing, forging and carrying out post treatment of solution and aging treatment. The hardness of the alloy can reach up to 210.1-212.2HV, the surfaces thereof only have slight pitting corrosion and stay in PA level by performing corrosion according to the national standard GB/T 22639-2008 (Test method of exfoliation corrosion for wrought aluminum and aluminum alloys).