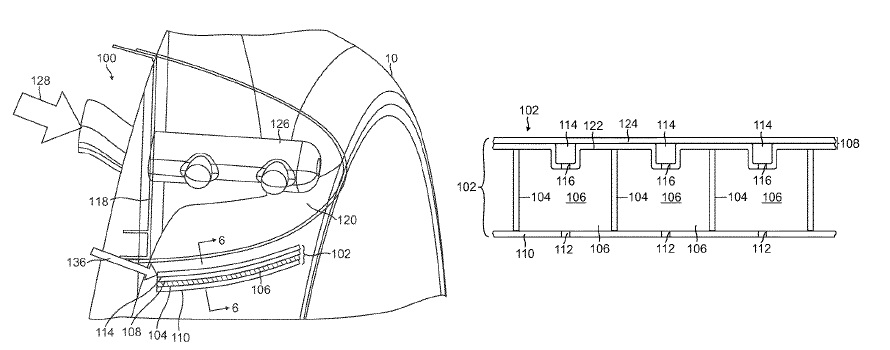
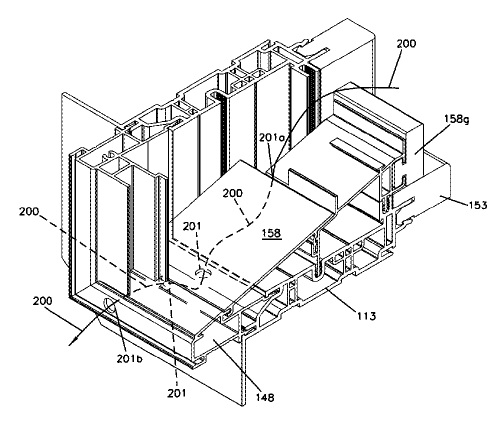
US10486821 — JET ENGINE ANTI-ICING AND NOISE-ATTENUATING AIR INLETS — The Boeing Company (USA) — An embodiment of a jet engine air inlet providing anti-icing, and optionally, engine noise reduction, includes a rigid frame defining a gridwork of contiguous cells. A cap skin has an outer surface sealingly attached to an inner surface of the frame. An outer skin has an inner surface sealingly attached to an outer surface of the frame and contains a plurality of openings therein. Each of the openings is disposed in fluid communication with a corresponding one of the cells, each of which can comprise a Helmholtz resonator. A serpentine manifold extends adjacent to an inner end of each of the cells and contains a plurality of apertures in a sidewall thereof, each of which is disposed in fluid communication with a corresponding one of the cells. In an embodiment, the cap skin 108 can comprise a single sheet of material, e.g. a metal, such as an aluminum alloy, and the manifold 114 can comprise a length of tubing, for example, an aluminum extrusion having, e.g., a round or rectangular cross-section, corresponding to the desired shape of the manifold 114.
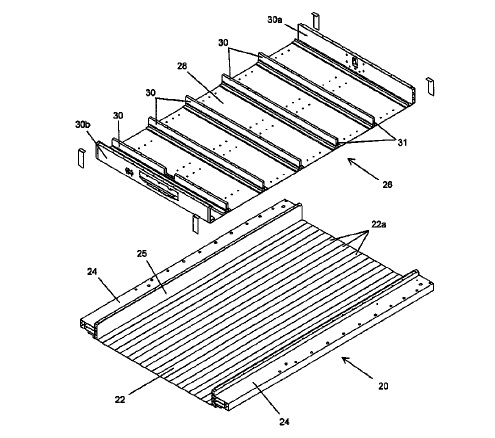
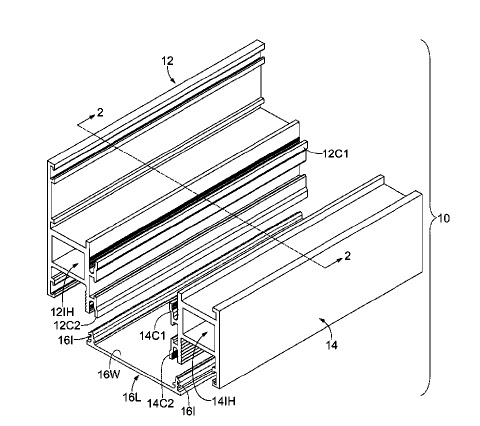
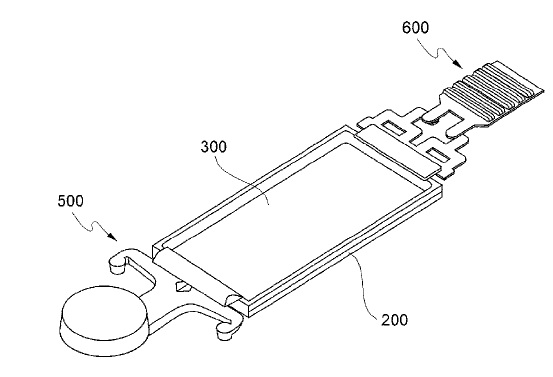
US10483510 — POLARIZED BATTERY TRAY FOR A VEHICLE — Shape Corp. (USA) — The present disclosure generally relates to vehicle battery trays and structures and associated forming methods, and more particularly to structural components and protective enclosures for concealing and protecting vehicle electronic components and batteries, such as battery packs or modules or the like for electric and hybrid electric vehicles. The present disclosure provides a battery tray for a vehicle that includes two tray components or pieces that attach or mate together, such as with one tray component over or within the other tray component, to form sealed and separate battery containment areas configured to be spaced longitudinally along the vehicle frame. The lower tray component that has a panel portion and a pair of elongated reinforcement members integrally protruding upward from opposing edges of the panel portion. Also, the upper tray component has a panel portion and a cross members that integrally extend across its panel portion. The upper tray component is disposed at an upper surface of the panel portion of the lower tray component with the cross members extending between the elongated reinforcement members and defining a battery containment area between each of the cross members. One or both of the tray components may be pultruded or extruded or roll formed to have a substantially constant cross-section along the length of the respective elongated reinforcement members and cross members.
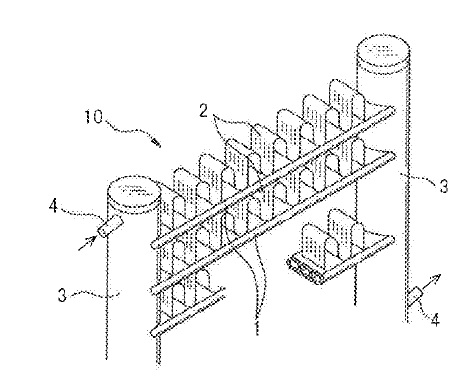
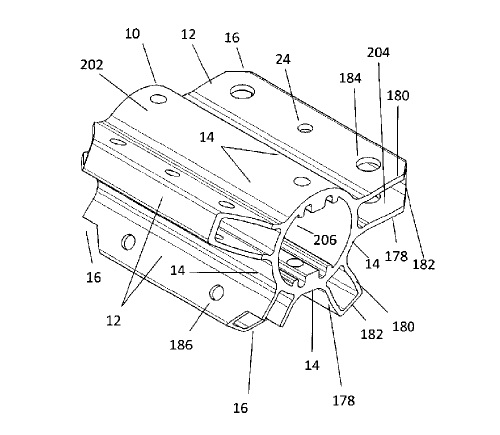
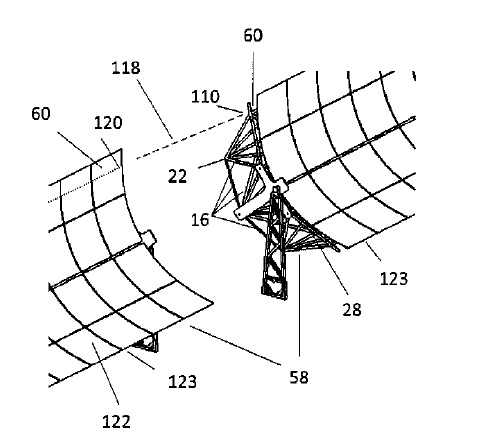
US10473363 — NODE, SUPPORT FRAME, SYSTEM AND METHOD — Werner Extrusion Solutions LLC (USA) — A node for connecting at least a first support element, a second support element and a third support element of a support frame such as a solar frame which supports solar reflectors. A method for connecting at least a first support element, a second support element and a third support element of a solar frame which supports solar reflectors. A system for supporting solar reflectors includes a first support frame upon which the solar reflectors are disposed. A method for forming a support frame for solar reflectors. A system for constructing a support frame from parts, including chords, for solar reflectors. A method for constructing a support frame for solar reflectors. A support frame for solar reflectors.
US10458009 — FREE-MACHINING WROUGHT ALUMINUM ALLOY PRODUCT AND MANUFACTURING PROCESS THEREOF — Constellium Extrusions Decin S.R.O. (Czech Republic) — The present invention relates to a wrought aluminum alloy product for machining applications, particularly for free-cutting applications. The invention relates further to the field of precision-turned parts obtained from simple extruded products, essentially of the bar or rod type, made of an AA6xxx aluminum having a chemical composition which is optimized as a function of the suitability for extrusion and precision turning, and which, in particular, lacks elements, which have a low melting point and either are harmful to environment and health, such as lead, or can cause embrittlement of the metallurgical structure of the alloy. A wrought aluminum alloy product having the following chemical composition, expressed in wt %: 1.3%<Si<12%, 1.35%<Fe<1.8% wherein the total Fe+Si content is higher than 3.4%, preferably 3.6%; 0.15%<Cu<6%; 0.6%<Mg<3%; optionally, one or more of the following elements: Mn<1%; Cr<0.25%; Ni<3%; Zn<1%; Ti<0.1%; Bi<0.7%; In<0.7%; Sn<0.7%; other elements <0.05% each and 0.15% in total; and the balance aluminum.
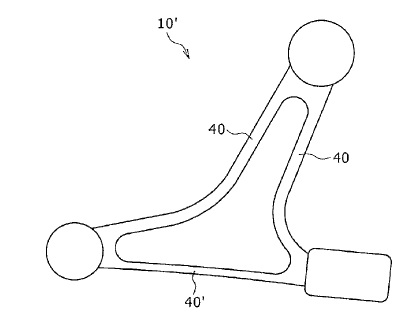
US10457102 — AUTOMOBILE UNDERCARRIAGE COMPONENT — Kobe Steel, Ltd. (Japan) — An automobile undercarriage component has at least three elongated arms, each including a web and a rib having an inner wall surface. One of the three elongated arms is a first arm having a first one of the ribs and at least one of the three elongated arms is a second arm having a second one of the ribs. For each of the second ones of the ribs, the leading end of the respective second one of the ribs has a width in the direction parallel to the plane of the web and transverse to the direction of elongation of the arm which is narrower than the width of a leading end of the first one of the ribs, as an inner wall surface is disposed closer to an opposing outer wall surface in the respective second one of the ribs as compared to the first one of the ribs. Additionally, the automobile undercarriage component according to the present invention is preferably formed of an aluminum alloy.
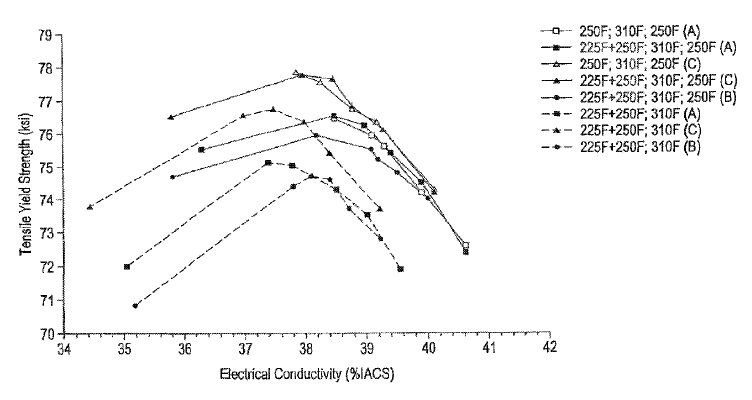
US10450640 — ALUMINUM ALLOY PRODUCTS HAVING IMPROVED PROPERTY COMBINATIONS AND METHOD FOR ARTIFICIALLY AGING SAME — Arconic Inc. (USA) — Aluminum alloy products, such as plate, forgings and extrusions, suitable for use in making aerospace structural components like integral wing spars, ribs and webs, comprises about: 6 to 10 wt. % Zn; 1.2 to 1.9 wt. % Mg; 1.2 to 2.2 wt. % Cu, with Mg<(Cu+0.3); and 0.05 to 0.4 wt. % Zr, the balance Al, incidental elements and impurities. Preferably, the alloy contains about 6.9 to 8.5 wt. % Zn; 1.2 to 1.7 wt. % Mg; 1.3 to 2 wt. % Cu. This alloy provides improved combinations of strength and fracture toughness in thick gauges. When artificially aged per the 3-stage method of preferred embodiments, this alloy also achieves superior SCC performance, including under seacoast conditions.
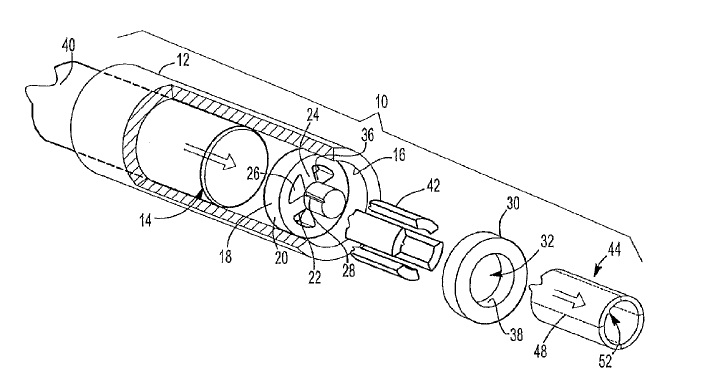
US10436386 — SYSTEMS, DEVICES AND METHODS FOR MODULAR PRESSURE VESSELS — AccuAir Control Systems, LLC (USA) — A modular pressure vessel suitable for housing, storage, and/or supplying a pressurized fluid is disclosed. In one aspect, the modular pressure vessel comprises removable end-caps attached to each end of a center section. The center section includes longitudinal rails. In another aspect, methods for manufacturing the modular pressure vessel are described, including extrusion processes for the center section. The modular pressure vessel allows for various components to be easily swapped out or changed, such as the end-caps, or components easily installed and removed from inside the pressure vessel, such as a compressor and related components. In some embodiments, the modular multi-piece pressure vessel utilizes an aluminum extrusion method. The center section may be manufactured by an aluminum extrusion process.
US10392684 — METHOD FOR THE PRODUCTION OF AN ANODIZED, TURNED MECHANICAL PART MADE FROM 6XXX ALLOY AND HAVING LOW ROUGHNESS AFTER ANODIZATION — Constellium Extrusion Decin S.R.O. (Czech Republic) — The invention relates to a method for the production of a mechanical part, comprising the following successive steps: casting of a billet of aluminum alloy with a composition (in weight %) of 0.4-3.0 Si; 0.6-2.0 Mg; 0.20-1.0 Cu; 0.15-1.8 Fe; Mn<0.5; Ni<1; Ti<0.15; Cr<0.35; Bi<0.8; Pb<0.4; Zr<0.04; other elements <0.05 each and <0.15 total, the remainder being aluminum; homogenization of the billet; extrusion of the billet in order to obtain an extruded product; quenching while at extrusion heat; optional cold-deformation and/or straightening, typically by means of pulling and/or drawing, and/or curing of the extruded product; tempering; optional cold-deformation of the extruded product, typically by drawing; machining of the resulting extruded product in order to obtain a turned mechanical part; optional shaping of the resulting mechanical part; anodizing of the resulting mechanical part at a temperature of between 15 and 40°C with a solution comprising between 100 and 250 g/l sulfuric acid and between 10 and 30 g/l oxalic acid and between 5 and 30 g/l of at least one polyol. The anodized turned mechanical parts obtained using the method of the invention have advantageous roughness and excellent corrosion resistance and can be used, in particular, as brake pistons or gearbox elements.
US10370893 — APPARATUS AND METHOD FOR ASSEMBLY OF STRUCTURAL PROFILES AND RESULTANT STRUCTURES — Arconic Inc. (USA) — A composite structure has a pair of parallel aluminum extrusions bridged by a polymer cap and defining a U-shape hollow. The hollow is filled with an expandable foam that adheres to and mechanically interdigitates with the extrusions, which have channels for receiving insertion legs of the extrusions and have extensions, which the foam encapsulates. End caps may be used to further delimit the hollow. The caps and the foam have a thermal conductivity less than that of the extrusions, providing a thermal break. An upper cap may be used and may incorporate features to compensate for the foam expansion. Excess foam may be trimmed. A forked tool may be used to hold the extrusions during joining.
US10487383 — METHOD FOR PRODUCING 7000-SERIES ALUMINUM ALLOY MEMBER EXCELLENT IN STRESS CORROSION CRACKING RESISTANCE — Kobe Steel, Ltd. (Japan) — The stress corrosion cracking resistance of an aluminum alloy member consisting of 7000-series aluminum alloy extruded shape is improved. At least one region of a quenched aluminum alloy extruded shape is subjected to a restoring treatment of heating at a temperature-raising rate of 0.4°C/second or more, holding at a temperature ranging 300 to 590°C. for a time longer than zero second and cooling at a cooling rate of 0.5°C/second or more. A plastic working is applied to the region within 72 hours. The region is subjected to a heat treatment of heating at a temperature-raising rate of 0.4°C/second or more, holding at a temperature ranging 300 to 590°C for a time longer than zero second and not longer than 300 seconds and cooling at a cooling rate of 2000°C/minute or less. The whole of the aluminum alloy extruded shape is subjected to an artificial aging treatment.
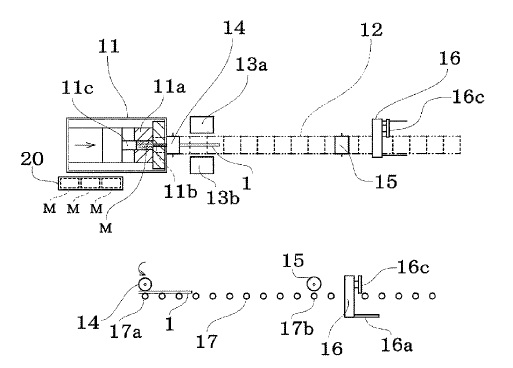
US10363588 — EXTRUSION APPARATUS — Aisin Keikinzoku Co., Ltd. and Giken Co., Ltd. (Japan) — The present invention relates to an extrusion apparatus that includes an extruder that extrudes a light metal (e.g., aluminum, aluminum alloy, magnesium, and magnesium alloy), and accessory equipment. An extrusion apparatus includes an extruder, a run-out table that supports an extruded material that has been extruded from the extruder, a feed roller and a pulling roller that are provided at a given interval so as to be able to come in rolling contact with the extruded material that is situated on the run-out table, and a cooling section that cools the extruded material between the feed roller and the pulling roller, wherein the feed roller and the pulling roller apply a tensile force to the extruded material while the extruded material advances from the feed roller to the pulling roller.
US10357817 — METHOD OF FORMING EXTRUDED TUBING FOR VEHICLE BODY COMPONENT — Ford Global Technologies, LLC (USA) — According to one aspect of this disclosure, an extruded aluminum alloy tube for hydroforming into an automotive body component includes a wall defining a closed perimeter. The wall includes weld seams disposed in the wall and running longitudinally along the tube. An extruded pip is disposed on the wall and runs longitudinally along the tube and between the seams. The pip is parallel to the seams and is configured to identify a location of the seams for alignment of the tube during manufacturing. A method is disclosed for forming an aluminum alloy vehicle body component. An aluminum alloy billet is extruded into an aluminum tube that includes longitudinal weld seams formed in a sidewall of the tube during extrusion. A weld seam locating pip is also formed on a sidewall of the tube during extrusion. The pip is used to locate the weld seams during manufacturing of the body component.
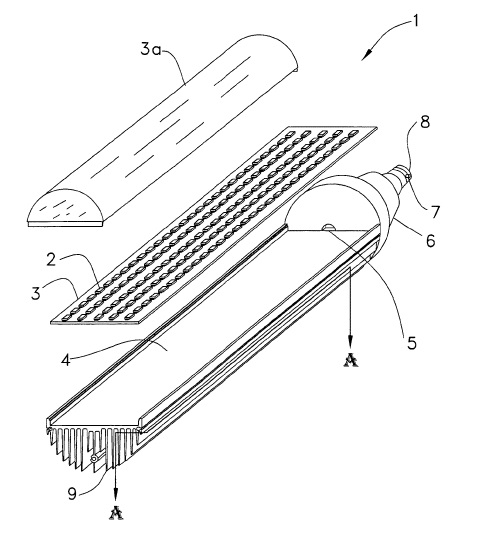
US10354938 — LIGHTING DEVICE USING SHORT THERMAL PATH COOLING TECHNOLOGY AND OTHER DEVICE COOLING BY PLACING SELECTED OPENINGS ON HEAT SINKS — Greentech LED (USA) — A novel heat sinking technology, uniquely adaptive to LED lighting devices in a generally LED array format containing multiple openings on said heat sink’s base portions and optionally fin portions providing “short path cooling” technology. The “short path cooling” technology is thoroughly taught with multiple examples of extruded aluminum heat sinks. Also taught, are methods of heat sink area maintenance when said openings are placed on said heat sinks. Indeed, even surface area increases are shown to be possible when multiple openings are placed on said heat sinks. Lastly, other non-LED semiconductor cooling is discussed and illustrated in various figures using said “short path cooling” technology.
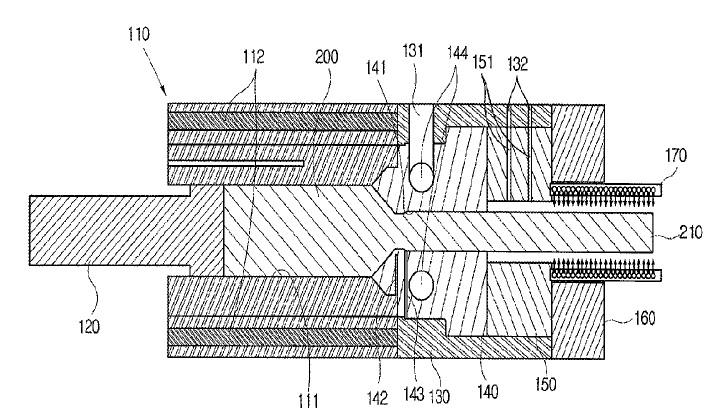
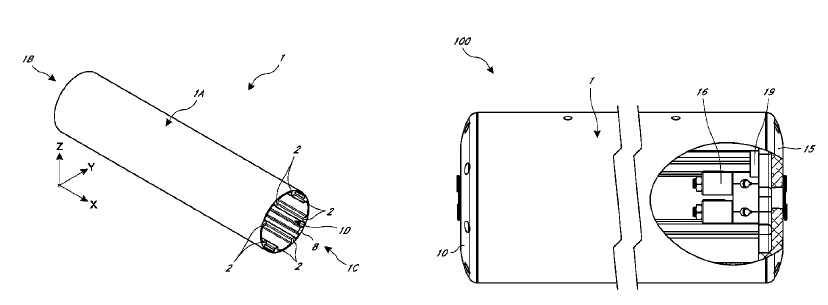
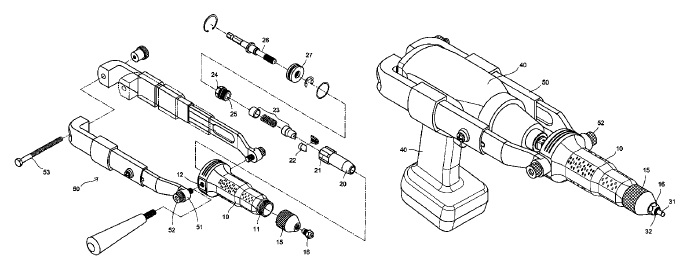
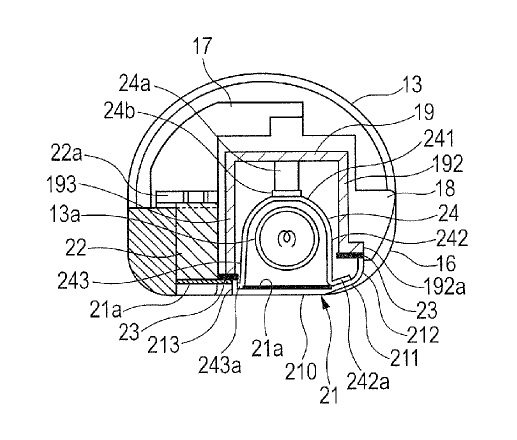
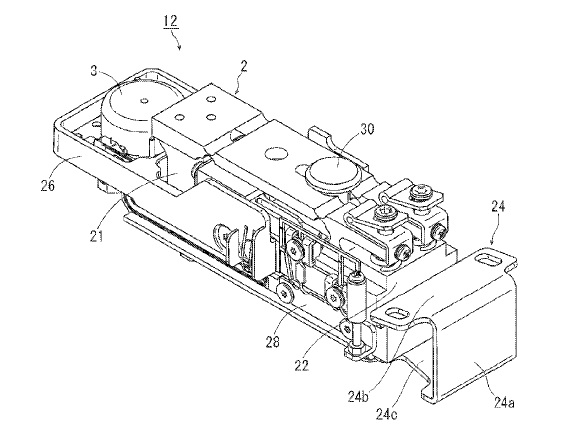
US10343210 — ELECTRIC NAIL GUN STRUCTURE — Hsin Ying Enterprise Co., Ltd. (Taiwan) — An electric nail gun structure is disclosed. A gun head seat body is formed into a structure with inner and outer cover layers, allowing a rotating rod and a slide piece moving a pull nail linearly to be configured inside it; the gun head seat body is formed completely by having a steel sleeve with equidistantly spaced slide chutes on the inside thereof covered with a plastic contact layer, where the slide chutes allows projecting ribs configured on the steel slide piece to be in engagement therewith so that a stable and safe nail pull operation can be obtained. An electric nail gun structure of the present invention, mainly includes a gun head body 10, and a sleeve 11 made of steel mounted inside the gun head body 10, which is a long approximately stepped tube, where a section of external thread face 111 is configured on one end of the external annular surface on one end of the sleeve 11 with a larger diameter for the engagement of a round disk-shaped end head piece 13 made by means of aluminum extrusion therewith, two ends of which respectively have a projecting a screw hole seat; the combination of steel and aluminum extrusion material allows the entire weight to be reduced appropriately after the assembly, allowing light and convenient handling.
US10320960 — METAL FRAME AND METHOD OF MANUFACTURING THE METAL FRAME FOR THE MOBILE COMMUNICATION TERMINAL — Tianjin M&C Electronics Co., Ltd. (China) — The present invention relates to a metal frame for a mobile communication terminal, manufactured using an aluminum extrusion and a die casting die. The metal frame for the mobile communication terminal, manufactured using an aluminum extrusion and a die casting die includes a housing frame formed by cutting a metal preform having a square pipe shape obtained by extruding a metal material such as an aluminum alloy to have a square ring shape having a hollow square cross section to form an edge exterior of the mobile communication terminal and a bracket frame formed by inserting the housing frame into the die casting die and injecting a molten metal thereinto to be a flat panel member which supports a display panel and a main board of the mobile communication terminal inside the housing frame.
US10309001 — ALUMINUM ALLOY FOR MICROPOROUS HOLLOW MATERIAL WHICH HAS EXCELLENT EXTRUDABILITY AND GRAIN BOUNDARY CORROSION RESISTANCE, AND METHOD FOR PRODUCING SAME — Nippon Light Metal Company, Ltd. and Okb Co., Ltd. (Japan) — The present invention relates to an aluminum allow excellent in extrudability and intergranular corrosion resistance which is used for the extruded microporous hollow flat tubes which form parts of an aluminum heat exchanger, for example, the condenser, evaporator, intercooler, etc., and a method for producing the same. An aluminum alloy for microporous hollow shape material use constituted by an aluminum alloy which has excellent corrosion resistance and extrudability which keeps down the content of Cu which poses a problem in intergranular corrosion resistance, which maintains the natural potential noble, which adds transition metals which do not obstruct the extrudability is provided, that is, an aluminum alloy which has a chemical composition which contains, by mass %, Fe: 0.05 to 0.20%, Si: 0.10% or less, Cu: 0.15 to 0.32%, Mn: 0.08 to 0.15%, Zr: 0.05% or less, Ti: 0.06 to 0.15%, Cr: 0.03% or less, and balance: Al and unavoidable impurities and has an amount of gas in the alloy billet of 0.25 cc/100 g or less, and a method of production of an aluminum alloy which, produces a DC cast billet.
US10307813 — ALUMINUM ALLOY HEAT EXCHANGER AND METHOD OF PRODUCING REFRIGERANT TUBE USED FOR THE HEAT EXCHANGER — Sumitomo Light Metal Industries, Ltd. (Japan) — An aluminum alloy heat exchanger is produced by applying a coating material that is prepared by adding a binder to a mixture of an Si powder and a Zn-containing compound flux powder to a surface of an aluminum alloy refrigerant tube, assembling a bare fin that is formed of an Al-Mn-Zn alloy with the refrigerant tube, and brazing the refrigerant tube and the bare fin by heating in an atmosphere-controlled furnace, the refrigerant tube being an extruded product of an aluminum alloy that comprises 0.5 to 1.7% (mass %, hereinafter the same) of Mn, less than 0.10% of Cu, and less than 0.10% of Si, with the balance being Al and unavoidable impurities.
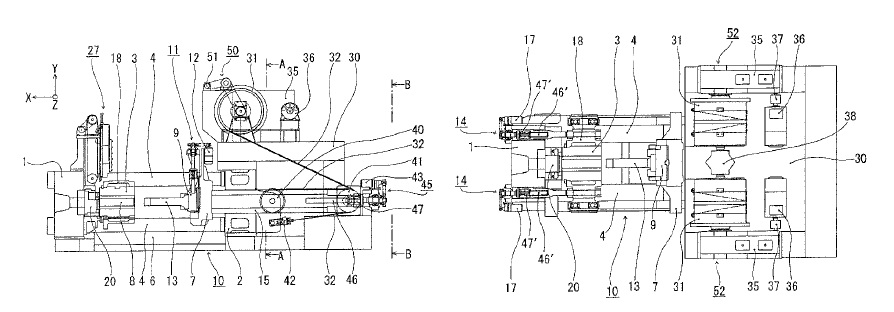
US10307807 — EXTRUSION PRESS — Ube Machinery Corporation, Ltd. (Japan) — An electric powered extrusion press pushes an extrusion stem by extrusion force generated by an electric powered drive device so that pressure is applied to a billet and a predetermined product is extruded through a die, wherein the electric powered drive device is provided with one or more freely rotatable wire drums, an electric powered extrusion-use main motor makes the wire drums rotate wind up wires and thereby give a thrust to movable pulleys in the extrusion direction so that a crosshead and extrusion stem are driven to advance through an extrusion movement part.
US10301821 — RECONFIGURABLE WALL SYSTEM — DIRTT Environmental Solutions., Ltd. (Canada) — A reconfigurable modular wall system having a plurality of different types of interchangeable wall modules with different types of compatible connection components, which can be fabricated from aluminum extrusions, each connection component being configured to align with another connection component at an interface to form an interface connection for securing the connection components together with one or more universal connection interface members. The interface is configured for on-demand reconfiguration without laborious alteration to aspects of the walls system, modules, and components thereof. Reconfiguration of modules is facilitated by removing the universal connection interface member from the interface connection, thereby releasing the attachment mechanism and allowing rearrangement of the module(s). Replacement of the universal connection interface member secures the reconfigured modules in place in the rearranged wall system.
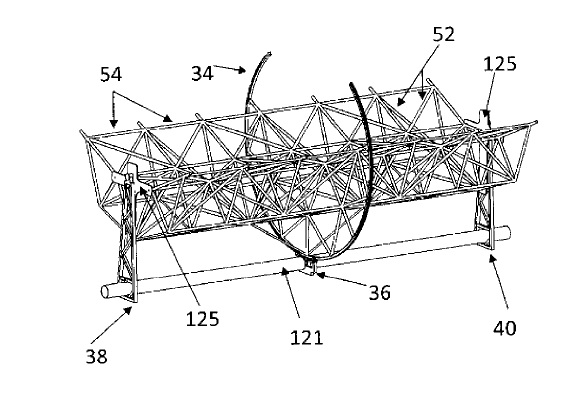
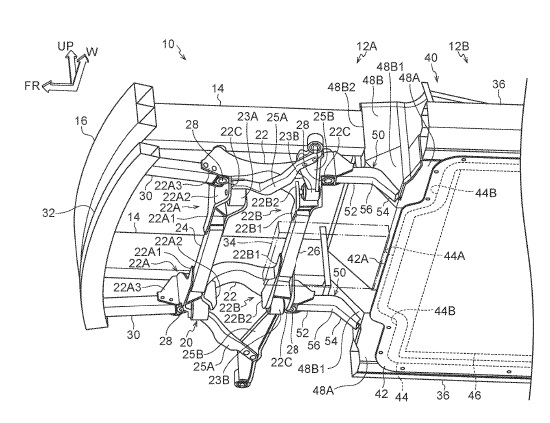
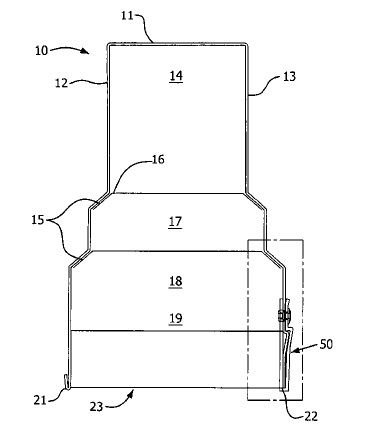
US10279693 — VEHICLE FRONT PORTION STRUCTURE — Toyota Jidosha Kabushiki Kaisha (Japan) — A vehicle front portion structure includes: a non-contact charger disposed at a lower side of a vehicle front portion, configured to receive electric power transmitted from a non-contact power transmitting system, and carrying out charging of a battery that is installed in a vehicle; and a cross member disposed at the vehicle front portion further toward a vehicle front side than the non-contact charger, and extending in a vehicle transverse direction, a bottom surface of the cross member being disposed further toward a vehicle lower side than a bottom surface of the non-contact charger. In the first embodiment, the front cross member 24 and the rear cross member 26 are aluminum extrusions, and the connecting member 50 is formed by a ductile member, i.e., an aluminum extrusion, with the ductility of the connecting member 50 being greater than that of the side rail 22. The bent portion, which is between the front side connecting portion 52 and the rear side connecting portion 54, of the connecting member 50 is a deforming portion 56.
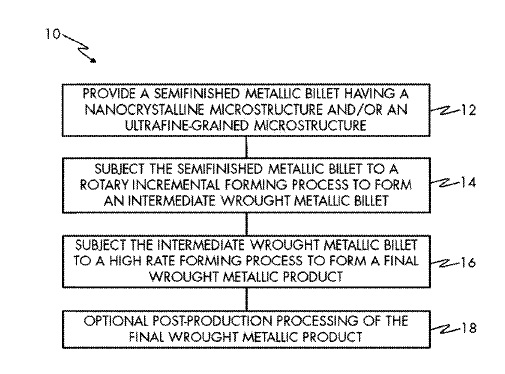
US10259033 — METHOD FOR PRODUCTION OF PERFORMANCE ENHANCED METALLIC MATERIALS — The Boeing Company (USA) — A method for production of a metallic material from a semifinished metallic billet, the semifinished metallic billet including a nanocrystalline microstructure and/or an ultrafine-grained microstructure, the method including the steps of (1) subjecting the semifinished metallic billet to a rotary incremental forming process to form an intermediate wrought metallic billet, and (2) subjecting the intermediate wrought metallic billet to a high rate forming process to form a metallic product. In one embodiment the billet is an aluminum alloy.
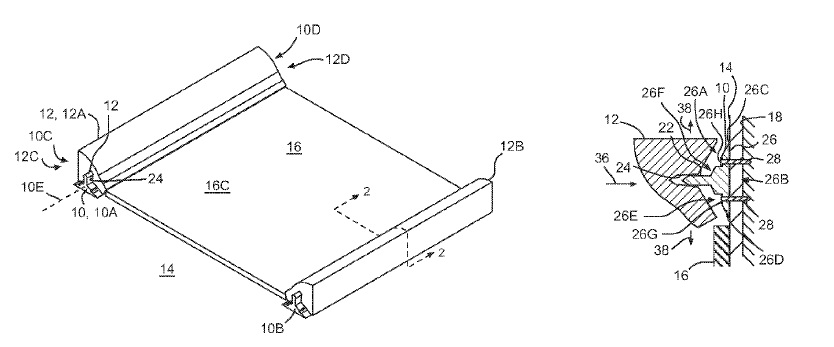
US10253796 — APPARATUSES FOR MOUNTING FIXTURES TO A SUBSTRATE, AND RELATED METHODS — Pera Moulding & Design Inc. (Canada) — A method includes: mounting a rail on a wall; mounting a fixture on the rail by interlocking a channel of the fixture to the rail; removing the fixture from the rail; and mounting a replacement fixture on the rail by interlocking a channel of the replacement fixture to the rail. An apparatus has: a rail with a wall contacting base side, an exterior side, and a beam formed on the exterior side; a fixture with a base side, an exterior side, and a channel formed on the base side; and in which the channel forms a female profile that reversibly interlocks via a snap fit to a male profile formed by the beam to reversibly mount the fixture on the rail, with respective longitudinal axes of the beam and the channel extending in respective axial directions along the rail. The fixture and rail may retain a panel over the substrate. One or both beam 22 of rail 10 and channel 24 of fixture 12 may be formed by an aluminum extrusion.
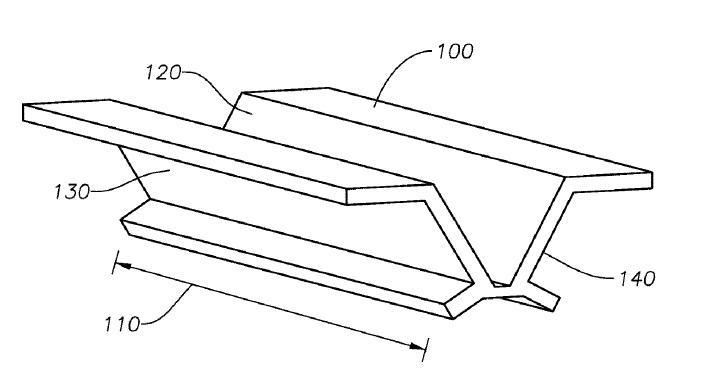
US10240819 — NODE, APPARATUS, SYSTEM AND METHOD REGARDING A FRAME SUPPORT FOR SOLAR MIRRORS — Werner Extrusion Solutions LLC (USA) — A method for producing a node for solar mirror frame having the steps of placing an aluminum billet having a diameter of less than 13 inches into a die. There is the step of extruding the billet through the die so an extrusion is formed having an elongate portion to which a structural element is attached, and a fin extending radially outward from the elongate portion where at least 5% of the volume of the fin is replaced by at least a single void extending essentially in parallel with the elongate portion, the elongate portion and the fin having a circle diameter of less than 12 inches; and cutting the extrusion to form the node.
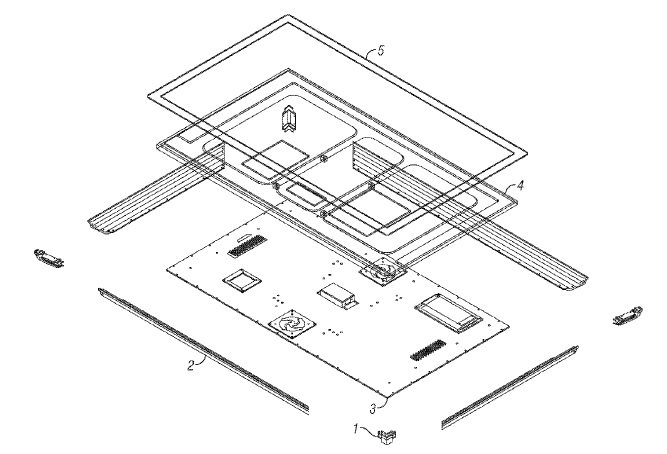
US10225509 — DISPLAY SCREEN MANUFACTURING METHOD — Ideum, Inc. (USA) — A method of manufacturing display screens/display screen enclosures (and concomitant display screens/display screen enclosures thus produced) comprising extruding metal to create metal extrusion profiles of the display screen enclosures, casting metal to create metal castings for corners of the display screen enclosures, joining the metal castings to the metal extrusion profiles together forming a frame, and fabricating a sheet metal back panel for structural rigidity and to provide a mounting surface within the frame.
US10202671 — HIGH PROOF STRESS AL–ZN ALUMINUM ALLOY EXTRUSION MATERIAL SUPERIOR IN BENDABILITY — Nippon Light Metal Company, Ltd. And Honda Motor Co., Ltd. (Japan) — A high proof stress aluminum alloy extrusion material having superior bendability and crack resistance. The high proof stress aluminum alloy extrusion material is an aluminum alloy comprising: 5.0 to 7.0 wt % of zinc; 0.5 to 1.5 wt % of magnesium; 0.05 to 0.3 wt % of copper; no greater than 0.15 wt % of zirconium; 0.1 to 0.4 wt % of iron; 0.05 to 0.4 wt % of silicon; with the balance being Al and impurities, in which at least 90% of a metallographic structure is a recrystallized structure.
US10197958 — IMAGE HEATING APPARATUS AND IMAGE FORMING APPARATUS — Canon Kabushiki Kaisha (Japan) — The fixing apparatus includes a cylindrical film, a nip member in contact with a film inner surface, wherein the nip member extends in a film longitudinal direction; a heater provided in a film hollow portion, a roller forming a nip portion where the recording material is conveyed and heated to fix the image on the recording material; a support member supporting the nip member, wherein a cross section of the support member perpendicular to the film longitudinal direction has a U-shape, and two end portions forming an opening portion in the U-shape support the nip member, an insulation member provided between the two end portions and the nip plate, and a reflection member surrounding the heater between the nip member and the support member, wherein the reflection member reflects the radiation heat of the heater toward the nip member. Aluminum can be used as a high thermal-conductivity metal material, and generally well-known “extrusion process” and “drawing process” can be used as specific methods of integrally forming the reflection plate portion and the heated plate portion by the same metal material with a high thermal conductivity.
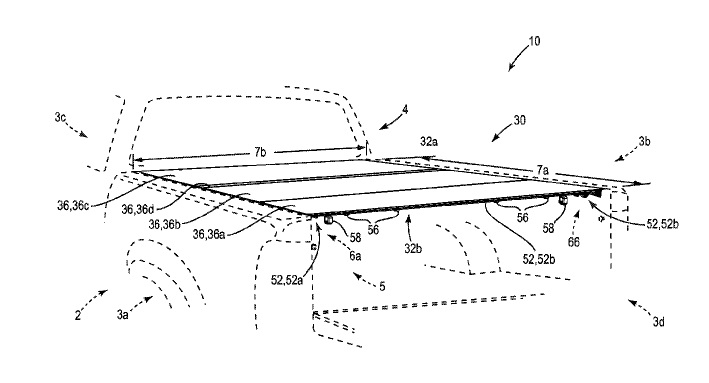
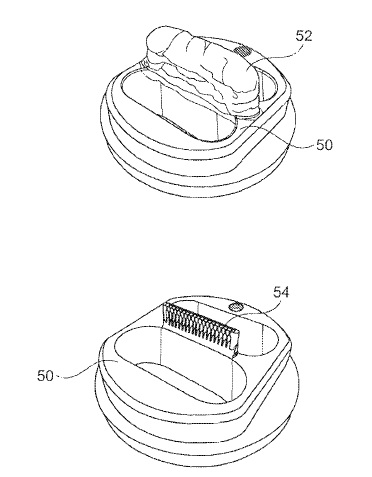
US10189340 — FOLDING TONNEAU COVER APPARATUS — Agri-Cover, Inc. (USA) — A folding tonneau cover apparatus including a cover assembly and a support frame assembly. The cover assembly having a plurality of rigid panels interconnected in series by a series of flexible hinges preferably made from a laminated woven fabric material. The rigid panels are preferably stiffened by elongated support members secured to the undersides of the respective panels and the top surfaces of portions of the rigid panels are preferably downwardly concave. The cover assembly is secured to the support frame assembly to cover a cargo box of a pickup truck by a plurality of locking members when the support frame assembly is secured to sidewalls of the cargo box. Methods of making a tonneau cover apparatus and methods of folding and unfolding the cover assembly are also disclosed.
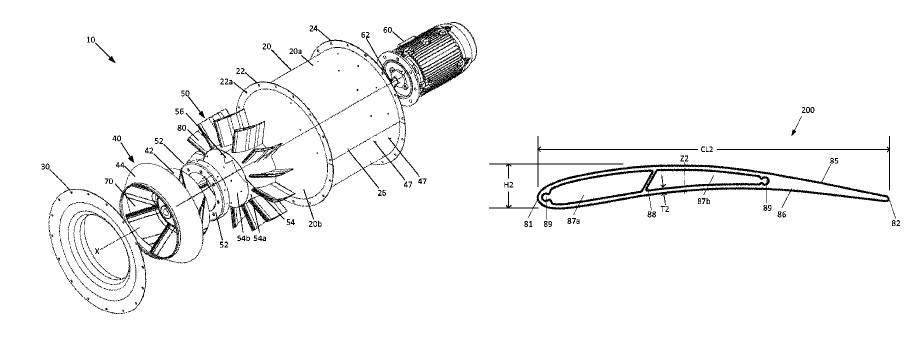
US10184488 — FAN HOUSING HAVING FLUSH MOUNTED STATOR BLADES — Greenheck Fan Corporation (USA) — Fan assemblies, and particularly fan wheels and stator assemblies for fan assemblies, are disclosed. In one embodiment, the fan wheel includes a wheel back having an outer surface forming one of a curved dome-shape and a truncated cone-shape. The fan wheel may also include a plurality of fan blades radially spaced about and mounted to the outer surface of the wheel back. In one embodiment, each of the fan blades is formed from a segment of an airfoil-shaped aluminum extrusion defining at least one internal cavity. The fan blade first ends can be provided with a compound cut profile with at least one curved cut such that the first end of the blade is mounted flush to the wheel back outer surface. The stator assembly can also be provided with a plurality of stator blades formed from airfoil-shaped aluminum extrusion segments and provided with compound cut profiles.
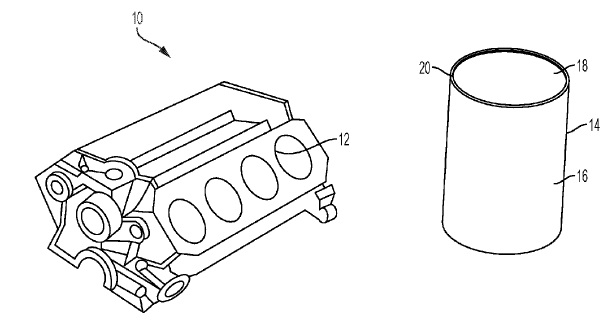
US10132267 — COATED BORE ALUMINUM CYLINDER LINER FOR ALUMINUM CAST BLOCKS — Ford Global Technologies, LLC (USA) — Engine blocks and methods of forming engine blocks are disclosed. The engine block may include a cast aluminum body and a plurality of cast-in liners. Each cast-in liner may include (a) an outer layer of 2xxx-series aluminum molecularly bonded to the cast aluminum body and (b) an inner layer directly contacting the outer layer and forming at least a portion of an engine bore. The inner layer may be a wear-resistant coating, such as a steel coating. The method may include extruding an elongated 2xxx-series aluminum extrusion having an inner cavity bounded by an inner surface and applying a wear-resistant coating to the inner surface. The extrusion may be sectioned into a plurality of cylinder liners and the cylinder liners may be into an aluminum engine block such that each cast-in liner forms at least a portion of an inner surface of an engine bore in the engine block.
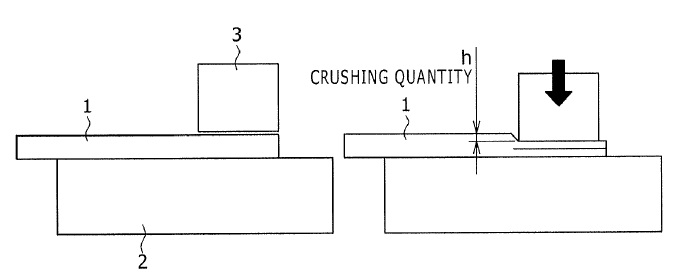
US10126161 — OVERLOAD PREVENTION MECHANISM — A&D Company, Limited (Japan) — Provided is an overload prevention mechanism having a structure that protects a weight sensor with a floating action and ensuring the reproducibility of the return position of the weight sensor. The floating frame, fixing frame, upper sub-frame and lower sub-frame are formed by milling out material from one metal block of an aluminum die-casting, extrusion, forging, or the like.
US10099268 — METHOD FOR MANUFACTURING AN EXTRUSION DIE — WEFA Singen GmbH (Germany) — Method for producing an extrusion die having a functional surface for metal extrusion material, comprising the following steps: providing a die support body, depositing a weldable substance containing cobalt and/or nickel onto a subsection of the die support body by means of an effective bonding application process to produce an inseparable deposition layer, machining the deposition layer in a chipping and/or material removal process to form the functional surface of the extrusion die, and carrying out a CVD coating process with a reaction gas at least on the functional surface.
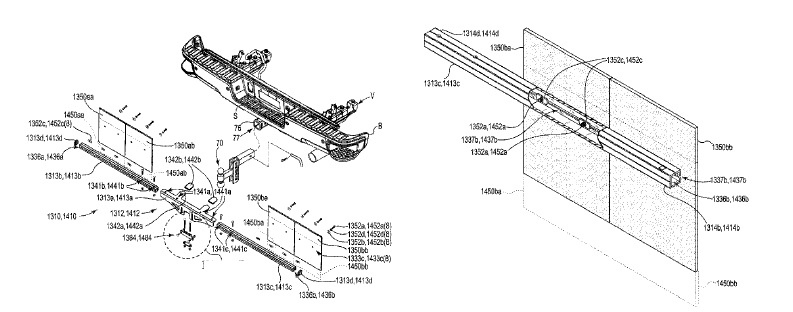
US10086879 — MUD FLAP ASSEMBLY FOR SECURE ATTACHMENT — Agri-Cover, Inc. (USA) — Mud flap assemblies including a frame, a securing assembly and mud flap panels; the securing assembly enabling the frame to be secured to a hitch assembly having a shaft, for further attachment to a hitch receiver secured to a vehicle; the frame having two side portions secured to a center portion to which the securing assembly is attached. The center portion of the frame is preferably configured to rest on a portion of a bumper of the vehicle to minimize vibration of the frame during use. The frame includes two side portions having channels within which reside at least a portion of fasteners that attach mud flap panels to each of the respective side portions. The respective clamp halves are preferably pieces cut from an aluminum extrusion. Methods of installing mud flap assemblies and attaching the flap panels are also disclosed.
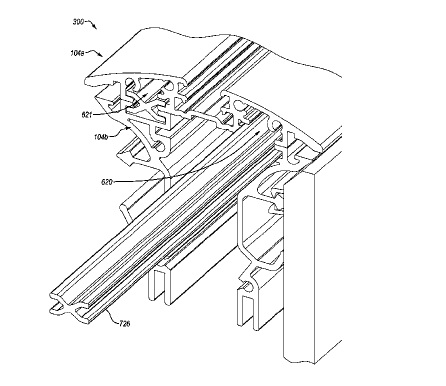
US10077598 — VERSATILE HYBRID WINDOW SYSTEM — Sierra Pacific Industries (USA) — An painted aluminum extrusion for a multiple configuration window base frame is disclosed. In one aspect, the frame includes a main body defining an interior-side surface and an opposite opening-side surface extending between first and second ends. To facilitate use with different window types, part or all of the opening-side surface can be formed in a parallel arrangement with the interior-side surface. The frame can include a first attachment arrangement located proximate the main body first end that is configured for attachment to one or more cladding members. In one aspect, the first attachment arrangement includes a first clip member having a first outer portion and a first inner portion that define a first female receiving area and having a first overhang portion extending at least partially across the female receiving area to enable a snap-fit connection between the main body and the cladding member.
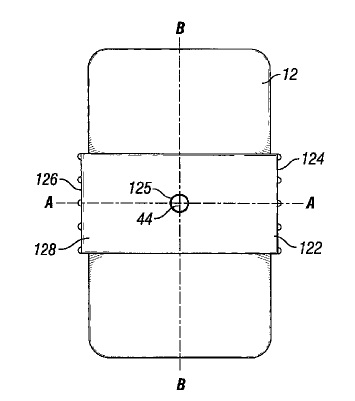
US10063273 — ELECTRONIC DEVICE HOLDER — HeartWare, Inc. (USA) — A holder for a housing of an electronic device includes an extruded metal portion adapted to receive the housing and a securement element that is either mounted to the extruded metal portion or integral with the extruded metal portion. The securement element is adapted to secure the housing in the extruded metal portion. Additionally, the extruded metal portion may be made of aluminum. Also, the extruded metal portion may be anodized. The extruded metal portion may include an interior space adapted to receive the housing. Also, the extruded metal portion may include a first sidewall, a second sidewall, and a back portion. Each of the first and second sidewalls may project in a forward direction from the back portion to define the interior space. Each sidewall may have an edge portion projecting toward the opposite sidewall. Each edge portion may be remote from the back portion, and the securement element may include each edge element.
US10006611 — HYBRID LIGHT FIXTURE HOUSING — Hubbell Incorporated (USA) — A hybrid light fixture housing comprising a roll formed or press fabricated metal housing substrate having ceiling interface side members formed from aluminum extrusion processes attached thereto. The ceiling interface side members may comprise a single extruded clip member configured to clip around the ends of the sidewalls of the housing substrate or a first backing bar piece secured to the housing substrate and a second ceiling trim member secured to the housing substrate and the backing bar.
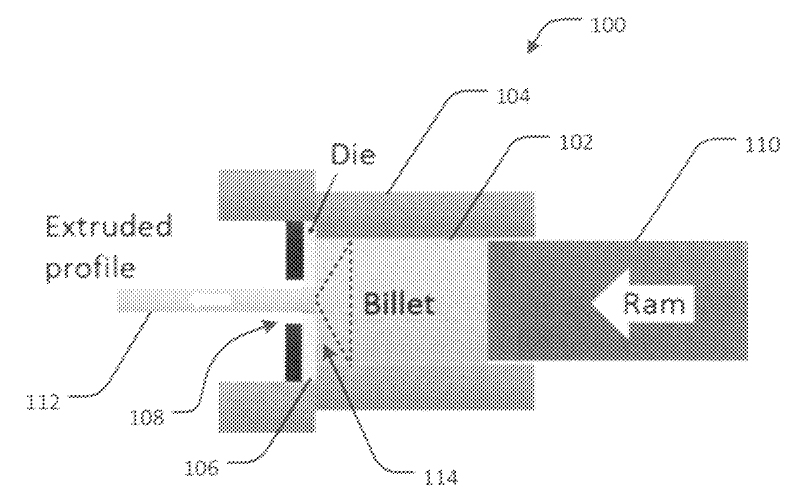
US9889481 — METAL PART EXTRUSION CONTROL — Boothroyd Dewhurst, Inc. (USA) — A technique for optimizing metal extrusion process parameters includes receiving values representing properties of an extrusion press machine, and calculating an estimated surface exit temperature of a metal work product resulting from an extrusion of a metal billet using the extrusion press machine based on the machine property values, an initial temperature of the metal billet prior to the extrusion, an extrusion force applied to the metal billet during the extrusion, and an extrusion speed of the metal work product. The estimated surface exit temperature of the metal work product is compared with a target hot shortness exit temperature of the metal work product. The initial temperature of the metal billet, the extrusion speed, and the extrusion force are changed based on the comparison until the estimated surface exit temperature equals the target hot shortness exit temperature.
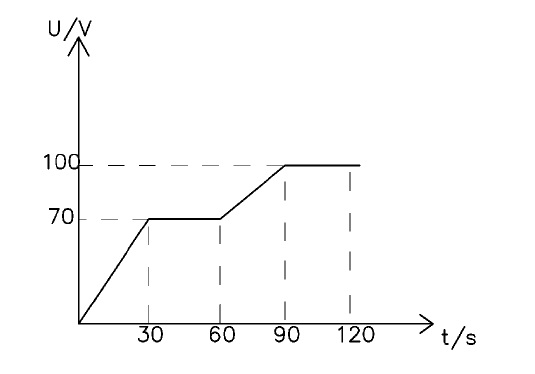
US9971663 — ANODIZATION SEALING PROCESS FOR AN ALUMINUM OR ALUMINUM ALLOY ELEMENT FOR VEHICLES — Jiaxing Xinghe Automotive Parts Co., Ltd. (China) — The invention discloses an anodization sealing process for an aluminum or aluminum alloy element for vehicles, including the steps for rinsing with pure water, electrolysis, rinsing once again, electrical deposition sealing, rinsing with pure water several times and baking. The aluminum or aluminum alloy element for vehicles obtained thus has improved alkali resistance and erosion resistance.
US9970090 — ALUMINUM ALLOY COMBINING HIGH STRENGTH, ELONGATION AND EXTRUDABILITY — Rio Tinto Alcan International Limited (Canada) — An aluminum alloy includes, in weight percent, 0.70-0.85 Si, 0.14-0.25 Fe, 0.25-0.35 Cu, 0.05 max Mn, 0.75-0.90 Mg, 0.12-0.18 Cr, 0.05 max Zn, and 0.04 max Ti, the balance being aluminum and unavoidable impurities. The alloy may be suitable for extruding and may be formed into an extruded alloy product. According to one aspect, the extruded products may have a substantially non-recrystallized microstructure. For example, in one embodiment, less than about 20% of the extrusion cross section has undergone recrystallization. In another embodiment, less than about 10% of the extrusion cross section has undergone recrystallization. According to a further aspect, the extrusion may have a tensile yield strength of at least about 310 MPa in combination with a tensile elongation of at least about 12%. The alloy may be used in a wide range of extruded applications and other product forms such as sheet plate or forgings.
US9951971 — SOLAR MIRROR ARRAY SYSTEM, METHODS AND APPARATUSES THERETO — Werner Extrusion Solutions LLC (USA) — An apparatus for transferring force to a frame of a solar mirror array. The frame has at least one structural element. The apparatus includes a torque plate. The apparatus includes at least one node attached to and in contact with the plate which connects with the structural element. An apparatus for attaching a primary solar mirror frame array with a secondary mirror frame array. A solar trough frame for holding solar mirrors.
US9905214 — EXTRUDED SONAR CHASSIS — Navico Holding AS (Norway) — Operators of marine vessels may use instruments to map the water and underwater terrain in the vicinity of the marine vessel, and to detect fish or objects in the water. One or more sonar transducer arrays may be used to map the water and underwater terrain. An aluminum transducer chassis prepared by a process having the following steps: performing an extrusion using a die and an aluminum billet to create an extruded chassis, wherein the die has a cross sectional shape of the transducer chassis; and cutting the extruded chassis to a plurality of predetermined lengths, each length corresponding to the length of a transducer chassis.
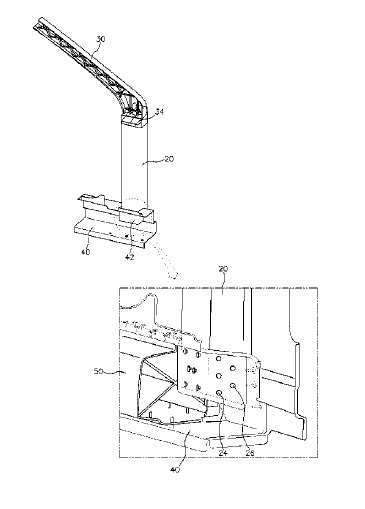
US9718500 — STRUCTURE OF HYBRID FRONT PILLAR — Hyundai Motor Company (Korea) — The present invention relates to a structure of a front pillar for a vehicle, and more particularly, to a structure of a hybrid front pillar, which is capable of reducing a weight of the front pillar and a number of components by utilizing an aluminum die casting, aluminum extrusion, or a carbon fiber reinforced plastic, and which can increase rigidity, for example, to withstand damage in a small overlap collision test, by utilizing a mutual insertion structure and a mechanical connection method. A structure of a hybrid front pillar of a vehicle includes a front pillar lower portion made of an aluminum extrusion which is disposed at a front side of a front door unit of a vehicle, and has a lower end coupled to a side connecting member; and a front pillar upper portion which is made of die cast aluminum and is disposed at an upper side of the front pillar lower portion, and coupled to the front pillar lower portion, in which a recessed portion is formed at one side of the side connecting member such that the lower end of the front pillar lower portion is inserted into the recessed portion, and a mounting portion is formed at a lower end of the front pillar upper portion such that an upper end of the front pillar lower portion is inserted into the mounting portion, thereby significantly reducing a weight of the vehicle body, enhancing rigidity of the front pillar, and omitting reinforcing components.
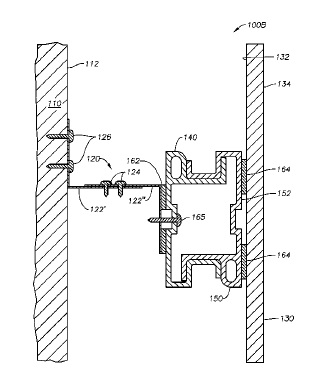
US9068358 — WALL PANEL SYSTEMS FOR RIGID WALL PANELS — Exterior Wall Systems Limited (Canada) — Wall panel systems are provided. The systems use interlocking brackets to attach photovoltaic (PV), ceramic, or other rigid wall panels to an exterior wall of a building. The interlocking components include a plurality of wall mounting brackets configured to carry the dead loads of the respective wall panels, and a plurality of panel brackets that may be quickly hung from the wall mounting brackets. The wall mounting bracket 140 and the panel bracket 150 may be fabricated from aluminum extrusions cut to specific lengths. The extruded parts may have a milled or an anodized finish. The wall mounting brackets are configured to be operatively fastened to an exterior wall surface, while each of the panel brackets is adhesively attached to the rear surface of a respective panel. Each of the wall mounting brackets and the nested panel brackets is substantially similar in dimension and configuration. Further, the system is configured to allow wall panels to be attached to the bracket assemblies in any sequence. A method for attaching architectural wall panels is also provided herein.
US8650927 — FORMING DEVICE FOR THIXOEXTRUSION AND METHOD THEREOF — Korea Institute of Industrial Technology (Korea) — According to the apparatus and method, metals can be molded under a low extrusion pressure, the life of the apparatus is prolonged, the strength of the metal products is improved, the ignition of the metals is inhibited during processing, the amount of a protective gas used is reduced, and the formation of welding lines is inhibited. In accordance with a first aspect of the present invention, the above and other objects can be accomplished by the provision of a thixoextrusion molding apparatus comprising: a container having a first through-hole storing 10 to 30 parts by weight of a semi-solid billet therein and a heater installed outside the first through-hole to maintain the temperature of the semi-solid billet constant. A die body support is coupled to the back of the die body inside the die ring and has a plurality of coolant inflow/outflow holes so as to change the phase of the extruded semi-solid billet to a solid extrudate, wherein the semi-solid billet is selected from aluminum alloys and magnesium alloys.