Editor’s Note: With ET ’22 happening (May 3-5, 2022), it was appropriate to focus on aluminum extrusion for the International Patent Calendar for our April issue. The extrusion patents selected for this issue have been recently issued within the past 18 months and cover invented technologies in every business category that aluminum extruders serve, i.e., transportation, B&C, industrial, and consumer products.
As the technical sessions in ET ’22 will consist of several tracks covering aluminum extrusion from start to finish, including every link in the extrusion process chain, this patent survey restricts its reach by covering some of the major components of aluminum processing and applications. Thus, the recent patents selected in the LMA aluminum extrusion processing section cover special aluminum alloy compositions invented specifically for the extrusion process and special extrusion processing methods that provide process and product advantages.
The recent patents selected for the subsequent section on aluminum extrusion applications cover new extruded products invented to meet a variety of needs in a various fields. Sometimes it is difficult to separate processing from a particular application, but that may exemplify aluminum extrusion technology itself.
Future patent surveys will expand the aluminum extrusion technology focus to cover more processing technologies beyond the press — press tooling, quenching, heat treating, surface finishing, secondary plastic working, and joining.
— Joseph C. Benedyk, Editor
Aluminum Extrusion Processing
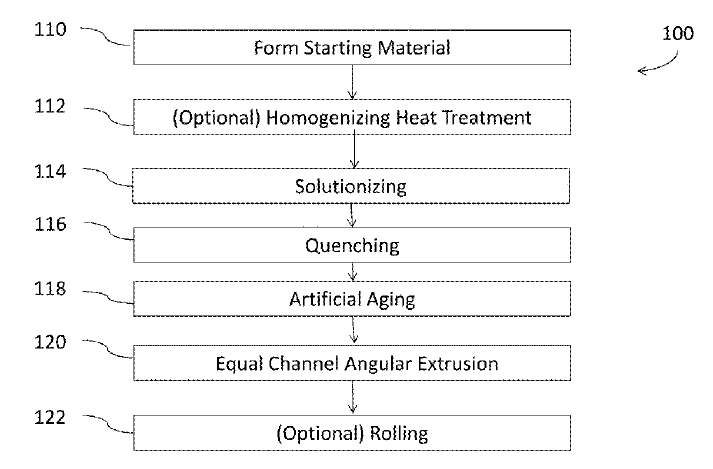
US11248286 — ECAE MATERIALS FOR HIGH STRENGTH ALUMINUM ALLOYS — Honeywell International Inc. (USA) — A method of forming a high strength aluminum alloy. The method comprises subjecting an aluminum material containing at least one of magnesium, manganese, silicon, copper, and zinc at a concentration of at least 0.1% by weight to an equal channel angular extrusion (ECAE) process while maintaining the cooled aluminum material at a temperature between about 20°C and 200°C to form a high strength aluminum alloy. The method produces a high strength aluminum alloy having an average grain size from about 0.2μm to about 0.8μm and a yield strength from about 300 MPa to about 650 MPa.
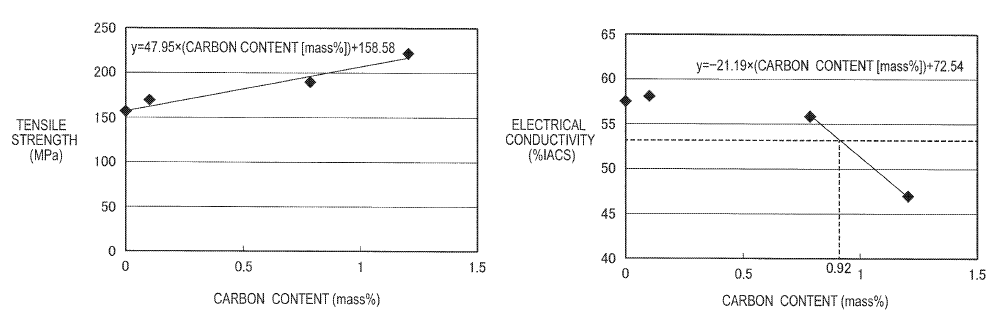
US11248279 — ALUMINUM-BASED COMPOSITE MATERIAL AND METHOD OF MANUFACTURING THE SAME — Yazaki Corporation (Japan) — The present invention relates to an aluminum-based composite material having improved strength while maintaining electrical conductivity. An aluminum-based composite material includes an aluminum parent phase, and stick-shaped or needle-shaped dispersive matter of aluminum carbide dispersed in the aluminum parent phase. A method of manufacturing the aluminum-based composite material includes a step of mixing aluminum powder having a purity of 99% by mass or higher with a stick-shaped or needle-shaped carbon material, and pressing and molding a resulting mixture, so as to prepare a compacted powder body. The manufacturing method further includes a step of heating the compacted powder body at 600°C to 660°C to react the carbon material with aluminum in the aluminum powder, to disperse the stick-shaped or needle-shaped dispersive matter of aluminum carbide in the aluminum parent phase. A wire rod as a precursor of the conducting wire thus can be obtained through the extrusion processing of the sintered body.
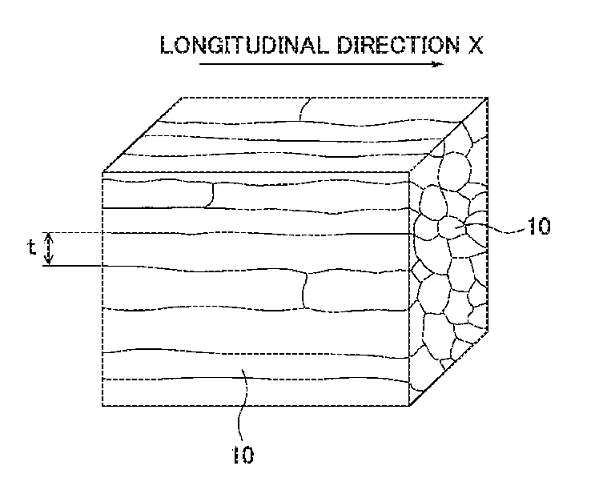
US11236410 — ALUMINUM ALLOY MATERIAL, AND CONDUCTIVE MEMBER, BATTERY MEMBER, FASTENING PART, SPRING PART, AND STRUCTURAL PART USING ALUMINUM ALLOY MATERIAL — Furukawa Electric Co., Ltd. (Japan) — A technology of forming a three-dimensional metal structure by a method such as twisting, knitting, weaving, binding, joining, and connecting metal fine wires has been developed. Such a method, for example, has been considered as Wire-Woven Cellular Materials, and has been expected to be applied to a battery part, a heat sink, an impact absorption member, and the like. The present invention relates to an aluminum alloy material having a high strength and excellent workability. Such an aluminum alloy material is used in a wide range of application, for example, a conductive member, a battery member, a fastening part, a spring part, a structural part, and a cable. This aluminum alloy material has an alloy composition which comprises at least one among 0.05-1.50 mass % of Fe, 0.01-0.15 mass % of Si, 0.01-0.3 mass % of Cu, and 0.01-1.5 mass % of Mg, with the balance being Al and inevitable impurities, and has a fibrous metal structure in which crystal grains extend in one direction. In a cross section parallel to said one direction, the average value of the dimensions of the crystal grains in a direction perpendicular to the longitudinal direction thereof is 800 nm or less, and the primary surface of the aluminum alloy material has a crystal orientation distribution in which the ratio H (K100/K111) of K100 to K111 is at least 0.15 as determined by the X-ray pole figure method, where K100 is the sum of the diffraction intensities resulting from crystals in which <100> is oriented in the longitudinal direction, and K111 is the sum of the diffraction intensities resulting from crystals in which <111> is oriented in the longitudinal direction. The aluminum alloy material has sufficient strength and workability to replace iron-based or copper-based metal materials.
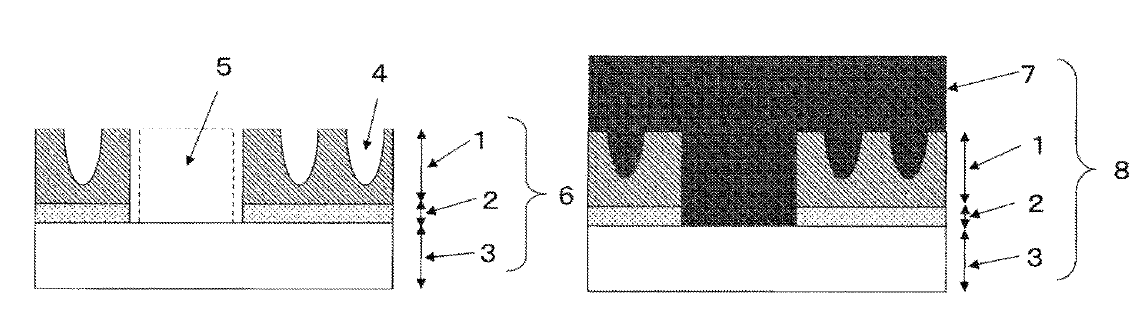
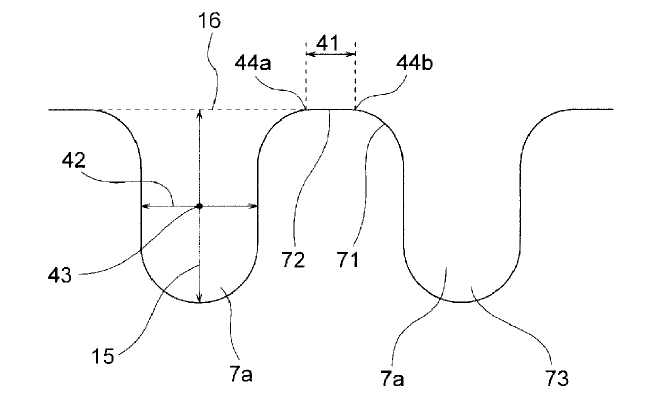
US11230785 — SURFACE-TREATED ALUMINUM MATERIAL AND METHOD FOR MANUFACTURING SAME; AND BONDED BODY OF SURFACE-TREATED ALUMINUM MATERIAL AND BONDING MEMBER COMPRISING SAID SURFACE-TREATED ALUMINUM MATERIAL, AND BONDING MEMBER SUCH AS RESIN, AND METHOD FOR MANUFACTURING SAID BONDED BODY — UACJ Corporation (Japan) — There are provided: a surface-treated aluminum material including an aluminum base material and an alkali alternating current electrolytic oxide coating film formed on at least a part of a surface of the aluminum base material, wherein the alkali alternating current electrolytic oxide coating film includes a porous-type aluminum oxide coating film layer formed on a surface side and a barrier-type aluminum oxide coating film layer formed on a base material side, and plural working grooves perpendicular to the direction of plastic working, e.g., as in extrusion, rolling, etc., are formed a method of producing the surface-treated aluminum material; a bonded body of the surface-treated aluminum material and a member to be bonded, including the surface-treated aluminum material and the member to be bonded, such as resin; and a method of producing the bonded body.
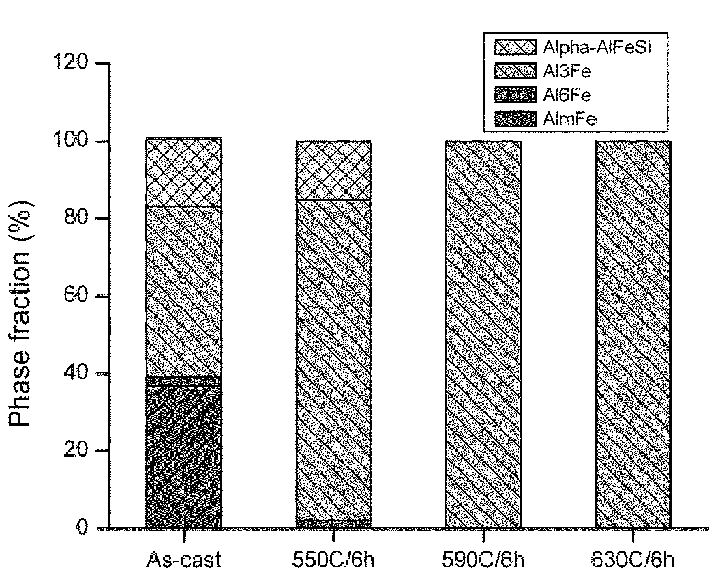
US11203805 — ALUMINUM ALLOY COMPOSITION AND METHOD — Universite du Quebec a Chicoutimi (Canada) — The invention relates generally to an aluminum alloy composition and methods of manufacturing and/or homogenizing that can be used with the composition, and more specifically, to a 1XXX series, Al-Fe-Si type aluminum alloy and methods that include homogenization to increase extrudability. An aluminum alloy composition includes, in weight percent: less than or equal to 0.70 iron; less than or equal to 0.30 silicon; and less than or equal to 0.30 copper, with the balance being aluminum and other elements, with the other elements being present at up to 0.05 weight percent each and up to 0.15 weight percent total. The alloy is homogenized at a temperature of 520°C to 570°C for 2-10 hours. The volume phase fraction of alpha-AlFeSi phase present in the homogenized aluminum alloy product may be at least 10%.
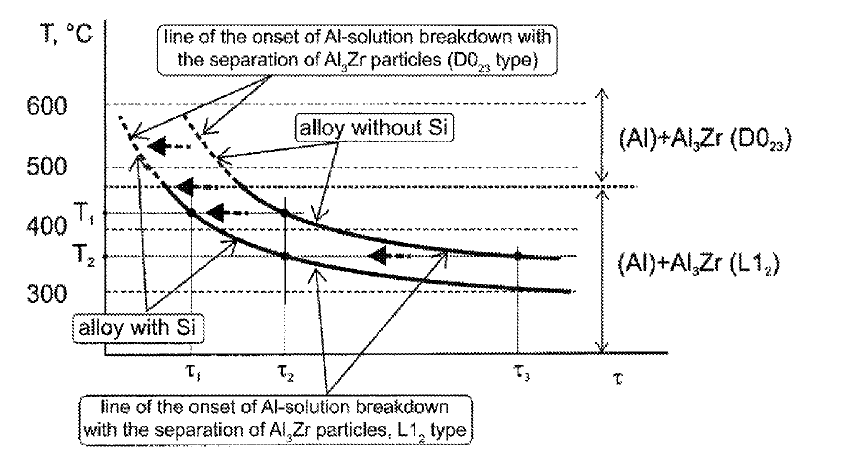
US11168383 — ALUMINUM-BASED ALLOY — Obshchestvo S Ogranichennoy Otvetstvennost’Yu “Obedinennaya Kompaniya Rusal Inzhenerno-Tekhnologicheskiy Tsentr” (Russia) — The invention relates to the field of metallurgy of aluminum-based materials and can be used to produce articles (including welded structures) operated in corrosive environments (humid atmosphere, fresh or sea water, and other corrosive environments) and under high-load conditions, including at elevated and cryogenic temperatures. A new, inexpensive, high-strength aluminum alloy is provided with high physical and mechanical properties, performance, and corrosion resistance, in particular, high mechanical properties after annealing (tensile strength of at least 400 MPa, yield point of at least 300 MPa, and relative elongation of at least 15%) and high performance in deformation processing; wherein high performance in deformation processing is provided due to the presence of eutectic Fe-containing alloy phases, accompanied by increased mechanical properties due to the formation of compact particles of eutectic phases and secondary separation of the Zr-containing phase with the L1.sub.2 crystal lattice. The aluminum alloy contains zirconium, iron, manganese, chromium, scandium, and optionally magnesium. It also additionally comprises at least one eutectics forming element selected from the group consisting of silicon, cerium and calcium, wherein the structure of the alloy is an aluminum matrix containing silicon and optionally magnesium, secondary separations of Al3(Zr,X) phases with the L12 lattice and a size of not more than 20 nm, wherein X is Ti and/or Sc, secondary separations of Al6Mn and Al7Cr, and eutectic phases containing iron and at least one element from the group consisting 6of calcium and cerium with an average particle size of not more than 1 μm, with the following phase ratio, wt. %: Secondary separations of Al3(Zr,Sc): 0.5-1.0; Secondary separations of Al6Mn and Al7Cr: 2.0-3.0; Eutectic particles containing iron and at least one element from the group consisting of calcium and silicon: 0.5-6.0; Aluminum matrix: the remainder.
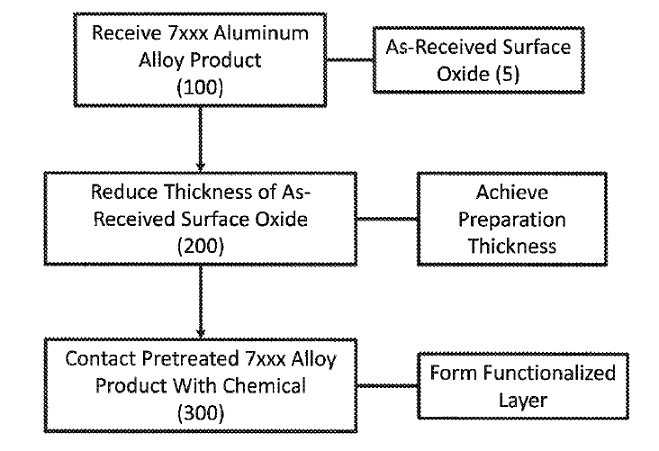
US11136676 — METHODS OF PREPARING 7XXX ALUMINUM ALLOYS FOR ADHESIVE BONDING, AND PRODUCTS RELATING TO THE SAME — Arconic Technologies LLC (USA) — It would be useful to facilitate adhesive bonding of 7xxx aluminum alloys to itself and other materials (e.g., for automotive applications). Methods of preparing 7xxx aluminum alloy products for adhesive bonding are disclosed. Generally, the methods include chemical and/or mechanically preparing a 7xxx aluminum alloy product to reduce the amount of magnesium oxides while maintaining any copper-containing intermetallic particles located proximal the surface of the 7xxx aluminum alloy product. After preparation, a functionalized layer may be produced thereon for adhesive bonding.
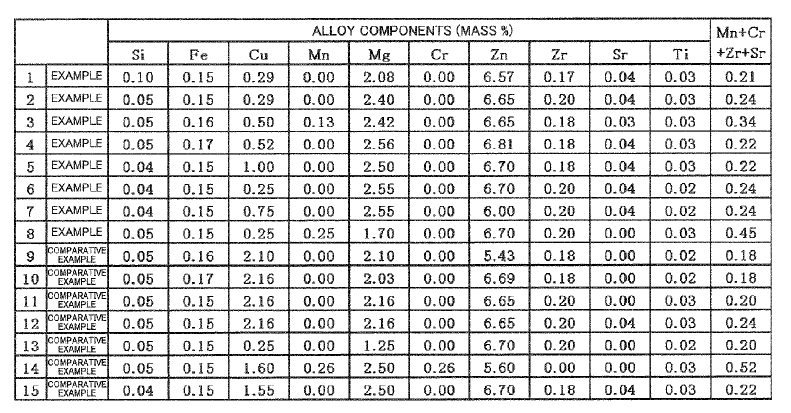
US11136658 — HIGH STRENGTH ALUMINUM ALLOY EXTRUDED MATERIAL WITH EXCELLENT CORROSION RESISTANCE AND FAVORABLE QUENCHING PROPERTIES AND MANUFACTURING METHOD THEREFOR — Aisin Keikinzoku Co., Ltd. (Japan) — An aluminum alloy extruded material that exhibits high strength by air cooling immediately after extrusion processing and excellent stress corrosion cracking resistance, and a method for manufacturing the same are disclosed. The material includes, by mass: 6.0 to 8.0% of Zn, 1.50 to 2.70% of Mg, 0.20 to 1.50% of Cu, 0.005 to 0.05% of Ti, 0.10 to 0.25% of Zr, 0.3% or less of Mn, 0.05% or less of Cr, 0.25% or less of Sr, and 0.10 to 0.50% in total among Zr, Mn, Cr and Sr, with the balance being Al and unavoidable impurities.
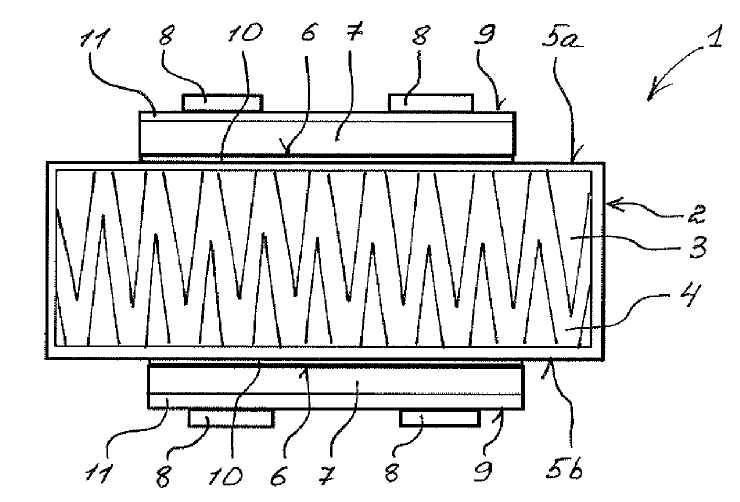
US11090750 — METHOD FOR PRODUCING A COOLING DEVICE, A COOLING DEVICE AND A COOLING ARRANGEMENT — Mahle International GmbH (Germany) — A method for producing a cooling device for cooling power electronics may include an application step, a preparatory step, and a joining step. The application step may include applying a thin copper layer at least area by area onto a joining side of at least one ceramic plate. The preparatory step may include arranging the at least one ceramic plate with the thin copper layer on at least one of a first upper side of a substantially flat aluminum body and a second upper side of the aluminum body disposed opposite the first upper side. The joining step may include forming a substance-to-substance bond between the joining side of the at least one ceramic plate and the aluminum body via supplying heat. The cooling device has an extruded aluminum body in the form of a tube having a rib structure.
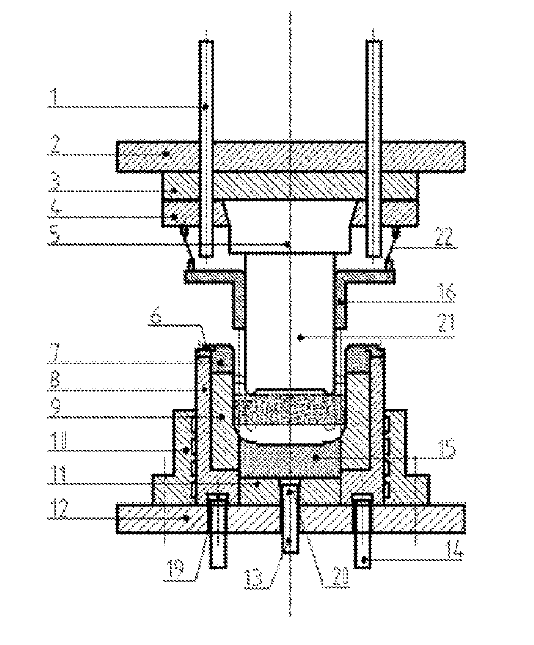
US11059084 — FORWARD AND BACKWARD EXTRUSION COMPOSITE FORMING METHOD USING MOULD HAVING OPEN INNER CAVITY — No.59 Research Institute of China Ordnance Industry (China) — The present invention discloses a forward and backward extrusion composite forming method using a mould having an open inner cavity, including the following steps: (1) the structural design and assembly of the forward and backward extrusion composite mould having the open inner cavity; (2) the preparation of the initial billet; and (3) forward and backward extrusion composite forming. The present invention can greatly improve the length-diameter ratio of the blind hole and is widely used in alloy steel, aluminum alloy, magnesium alloy, copper alloy and other components.
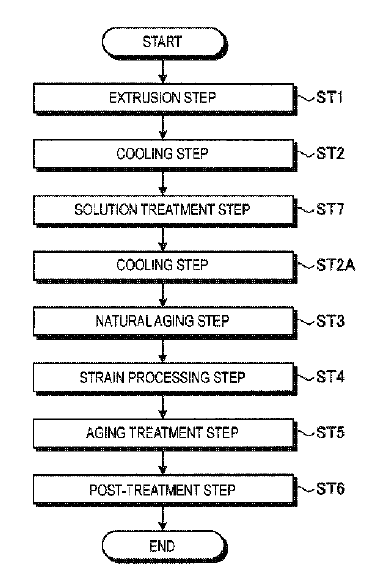
US11015235 — METHOD FOR PRODUCING ALUMINUM ALLOY MEMBER, AND ALUMINUM ALLOY MEMBER OBTAINED BY SAME — Mitsubishi Heavy Industries, Ltd. (Japan) — A method for producing an aluminum alloy member includes an extrusion step for subjecting an aluminum (Al) alloy which contains from 1.6% by mass to 2.6% by mass (inclusive) of magnesium (Mg), from 6.0% by mass to 7.0% by mass (inclusive) of zinc (Zn), 0.5% by mass or less of copper (Cu), from 0.01% by mass to 0.05% by mass (inclusive) of titanium (Ti) with the balance made up of aluminum (Al) and unavoidable impurities to hot extrusion. The method further includes a cooling step for cooling the aluminum alloy after the extrusion. The method further includes a strain processing step for introducing strain that miniaturizes precipitates precipitated in the crystal grains of the aluminum alloy after the cooling. The method further includes an aging step for aging the aluminum alloy by heating. In the aluminum alloy member of the present invention, a maximum particle size of precipitates within the crystal grains of the aluminum alloy member is preferably not greater than 40 nm. Due to this constitution, non-uniformity of the strength and proof stress of the aluminum alloy member can be reduced, and as a result, an aluminum alloy member having higher strength and high proof stress can be realized.
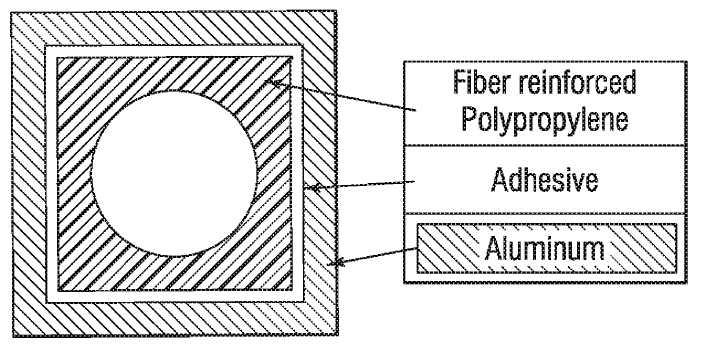
US10946618 — PROCESS FOR MAKING 7XXX SERIES ALUMINUM/FIBER REINFORCED POLYPROPYLENE HYBRID PART FOR AUTOMOTIVE CRASH ABSORPTION APPLICATION — Aisin Technical Center of America, Inc. (USA) — A method to prepare a composite laminate object containing an extrusion grade 7xxx Al substrate and a fiber-reinforced polypropylene layer adhesively laminated to the substrate; is provided. The process includes shaping and cutting an extruded 7xxx aluminum to a profile, assembling a layered arrangement of the 7xxx Al profile as substrate, an adhesive film and a fiber reinforced polypropylene preform, heating the layered arrangement o a temperature of 160-175°C to melt the polypropylene and activate the adhesive film, applying pressure to at least a surface of the fiber reinforced polypropylene preform to mold the preform to the shape of the extruded 7xxx Al substrate and obtain a semi-finished laminate object, cooling the semi-finished laminate object to 90°C, optionally, cooling the semi-finished laminate object to room temperature for inventory storage; heat treating the semi-finished laminate object at 90°C for 2 to 8 hours; and then heat treating the semi-finished laminate object at 130°C to 150°C for 8 to 16 hours; and cooling the heat treated object to obtain the composite laminate object.
US10906080 — SYSTEM AND METHODS TO RADIALLY ORIENT EXTRUDED TUBING FOR VEHICLE BODY COMPONENT — Ford Motor Company (USA) — Structural tubes may have two or more weld lines that are an artifact of the porthole extrusion process. A method of orienting a weld seam in an aluminum vehicle body tube is provided. The method may include measuring a periphery of a first end of the tube to locate a position of a pip disposed on a wall of the first end of the tube and rotating the tube so that the weld seam is positioned in a predetermined location suitable for tube forming. A pip is formed on the interior surface in an extrusion process and runs longitudinally along the length of the tube. The weld seams have slightly different material properties than other parts of the tube. Consistent placement of the weld seams is necessary to ensure a consistent finished part in mass production. Damage can occur if the weld seams are not placed in a proper location during processing.
US10900108 — METHOD FOR MANUFACTURING BENT ARTICLE USING ALUMINUM ALLOY — Aisin Keikinzoku Co., Ltd. (Japan) — A method for manufacturing a bent article using an aluminum alloy with high strength and excellent corrosion resistance comprises: extruding a cast billet of an aluminum alloy including, by mass, 6.0 to 8.0% Zn, 1.50 to 3.50% Mg, 0.20 to 1.50% Cu, 0.10 to 0.25% Zr, 0.005 to 0.05% Ti, 0.3% or less Mn, 0.25% or less Sr, and the balance Al with inevitable impurities to obtain an extruded material; cooling the extruded material at an average rate of 500°C/min or less immediately after the extrusion processing; subjecting the cooled extruded material to preliminary heating treatment at a temperature within a range of 140 to 260°C for 30 to 120 seconds within a predetermined time after the extrusion processing; bending the extruded material having undergone the preliminary heating treatment to obtain a bent article; and subjecting the bent article to artificial aging treatment.
US10900102 — HIGH STRENGTH ALUMINUM ALLOY BACKING PLATE AND METHODS OF MAKING — Honeywell International Inc. (USA) — A method of forming a high strength aluminum alloy for use in a sputtering assembly backing plate. The method comprises heating an aluminum material including scandium to a solutionizing temperature of the aluminum material such that scandium is dispersed throughout the aluminum material to form an aluminum alloy. The method further comprises extruding the aluminum alloy with equal channel angular extrusion to form a high strength aluminum alloy, such that the high strength aluminum alloy has a yield strength greater than about 40 ksi after being at a temperature from about 300°C to about 400°C for at least one hour.
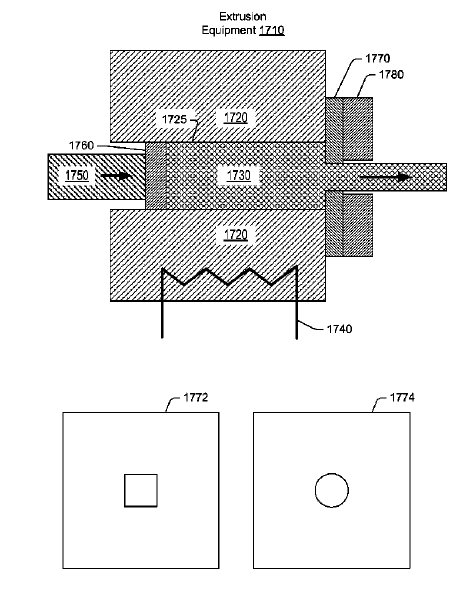
US10888926 — SHAPING DEGRADABLE MATERIAL — Schlumberger Technology Corporation (USA) — Various types of materials degradable in an aqueous environment are used in equipment, operations, etc. for exploration, development, and production of resources from geologic environments, e.g., by providing oilfield service companies an opportunity to increase efficiencies and cut costs in the oilfield by simplifying well completions. As an example, a tool may be a borehole tool, for example, suitable to perform a function or functions in a downhole environment in a borehole. A method can include pressing material to form a billet where the material includes aluminum and one or more metals selected from a group consisting of alkali metals, alkaline earth metals, group 12 transition metals, and basic metals having an atomic number equal to or greater than 31; extruding the billet to form extrudate; and forming a degradable component from the extrudate. The extruding step further comprises controlling the temperature-time profile of the extruding step by controlling the ram speed of the extruder ram during the extruding step such that the incipient melting does not occur to alter the surface roughness of the extrudate so as to impart surface features comprising one or more dimensions in excess of about 1 millimeter.
US10876188 — METHOD FOR RECYCLING SCRAP OF 2XXX OR 7XXX SERIES ALLOY — Constellium Issoire (France) — A method of manufacturing an aluminum alloy ingot using scrap aluminum alloy in the 2xxx or 7xxx series, and a fabrication method after rolling, extrusion and/or forging of an aeronautical structure comprising the steps in the above method, and then at least one rolling, extrusion, and/or forging step of the aluminum alloy ingot in the series of scrap used. The aeronautical and space industries generate a particularly large quantity of scrap because many structural parts and components of an aircraft are obtained by integral machining of solid parts. This invention attempts to propose a new method of fabricating aluminum alloy ingots in the 2xxx or 7xxx series, including Al-Li alloys, capable of incorporating a significant fraction of finely divided scrap while obtaining a low content of unwanted impurities particularly such as alkali elements such as sodium, alkali-earth elements such as calcium and some metals such as iron. The invention is applicable particularly to recycling of scrap originating from fabrication processes used in the aeronautical and space industries.
Aluminum Extrusion Applications
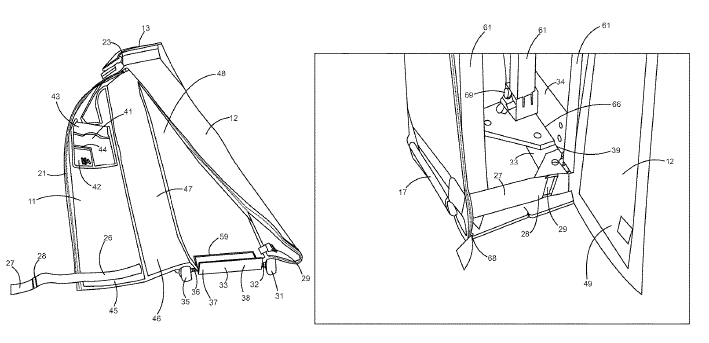
US11225276 — FOLDING STRUCTURE ROLLING BAG — Eurmax Canopy Inc. (USA) — A folding structure rolling bag has a bag portion. The bag is not rigid and a lengthwise zipper opens along a length of the bag portion. The folding structure rolling bag also has a frame portion. The frame is rigid and includes a right wheel axle holding a right wheel and a left wheel axle holding a left wheel. The frame portion includes a vertical frame portion and a horizontal frame portion. The vertical frame portion extends no more than a quarter of a length of the bag portion. The frame portion is an aluminum extrusion. The lengthwise zipper extends from a rear bag opening to a front cover, and the front cover is configured to cover a folding structure.
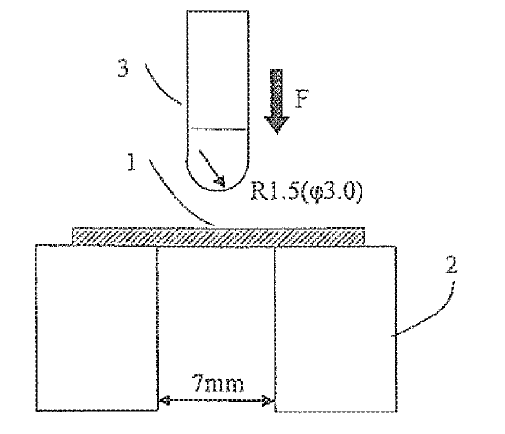
US11220728 — ALUMINUM ALLOY PIPE-SHAPED HOLLOW MATERIAL AND PIPING MATERIAL FOR HEAT EXCHANGER — UACJ Corporation and UACJ Extrusion Corporation (Japan) — An aluminum alloy pipe-shaped hollow material is produced by porthole extrusion. The aluminum alloy pipe-shaped hollow material includes an Al–Mg-based alloy containing Mg of 0.7 mass % or more and less than 2.5 mass %, and Ti of more than 0 mass % and 0.15 mass % or less, with the balance being Al and unavoidable impurities. A work hardening coefficient n-value is 0.25 or more and less than 0.43. The aluminum alloy pipe-shaped hollow material has an inner-surface ridged structure inside thereof, and an area ratio of the inner-surface ridged structure in a cross-section orthogonal to an extending direction of the aluminum alloy pipe-shaped hollow material is 1 to 30%. The present invention can provide an aluminum alloy pipe-shaped hollow material that is an aluminum alloy pipe-shaped hollow material of a 5000 series aluminum alloy produced by porthole extrusion and has excellent bending processability.
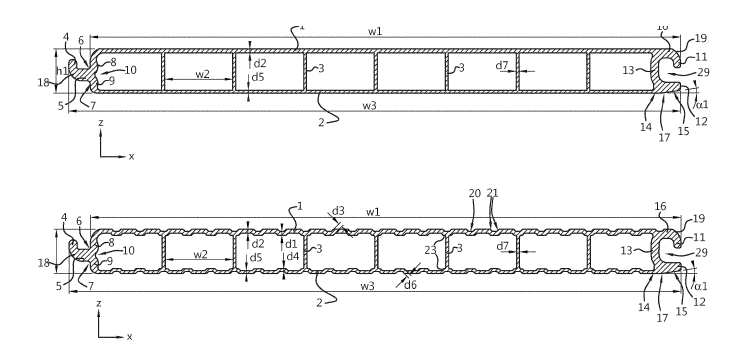
US11198976 — MODULAR FLOOR FOR PROVIDING SUPPORT TO VEHICLES AND CROWDS ON AN UNEVEN OR SOFT SUBSURFACE, AND PLANK, INSTALLATION METHOD, AND PRODUCTION METHOD — Roadrunner Concert Service NV (Belgium) — A modular floor for providing support to a vehicle and/or a crowd on an uneven or soft subsurface of a supporting terrain is disclosed. The modular floor comprises at least two planks, each plank comprising a top and a bottom plate separated by a plurality of spacing plates. A first plank comprises a male connection element and a second plank a female connection element to interconnect the first and second planks. The connection elements are configured to extend a modular floor of interlocked planks both at an edge comprising a male connection element as well as at an edge comprising a female connection element. The planks are preferably manufactured by extrusion. Preferably, the extrusion material is an aluminum alloy, to provide an optimal tradeoff between weight and strength. Extrusion is advantageous because (1) extrudates comprising very complex cross sections can be manufactured; (2) the extrusion material only encounters compressive and shear stresses; (3) it forms parts with an excellent surface finish; and (4) in metals such as, for example, aluminum or aluminum alloy, the extrusion process may also increase the strength of the material. Due to the extrusion process, each plank is a single-piece component.
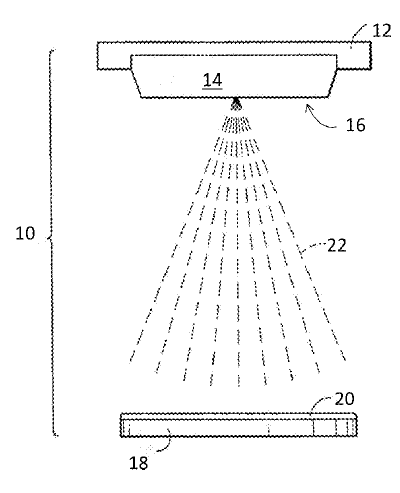
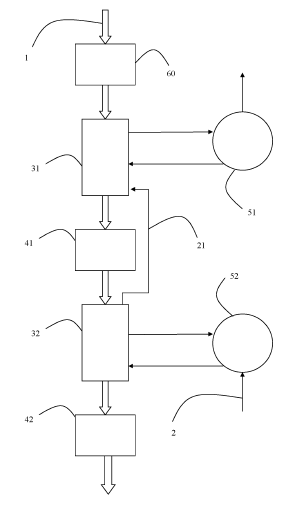
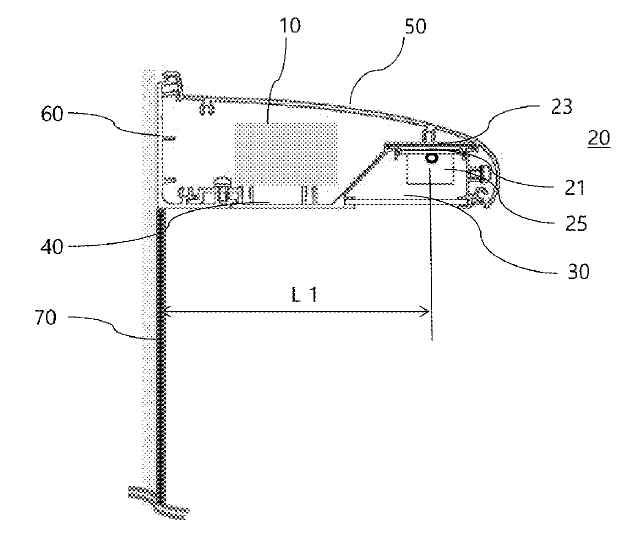
US11162646 — LED LIGHTING APPARATUS WITH UNIFORM-EMITTING PERFORMANCE ON WALL-STRUCTURE — Hyundai Luxon Co., Ltd. (Korea) — The present invention relates to an LED lighting apparatus with uniform-emitting performance on a wall structure, including: a power part (10) for supplying a power source; a light source part (20) having an LED (21), a PCB (23) for mounting the LED (21) thereon, and a lens (25) located on bottom of the LED (21); an acrylic structure (30) spaced apart from the lens 25 by a given distance to pass the light emitted from the LED (21) therethrough; a fixing part (40) for fixing the power part (10), the light source part (20), and the acrylic structure (30); an aluminum body case (50) for covering the light source part (20); an aluminum fixing case (60) coupled to the aluminum body case (50) in such a manner as to be fastened to the wall structure; and a column (70) for supporting the aluminum fixing case (60) and the fixing part (40).
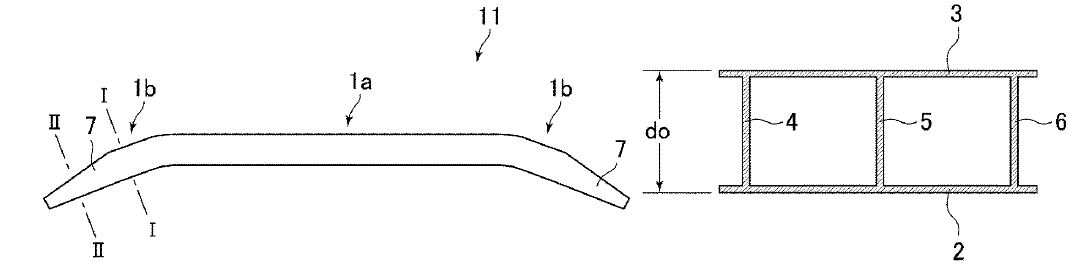
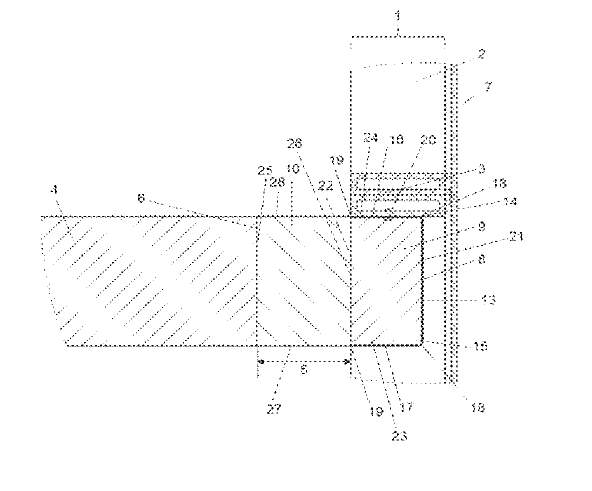
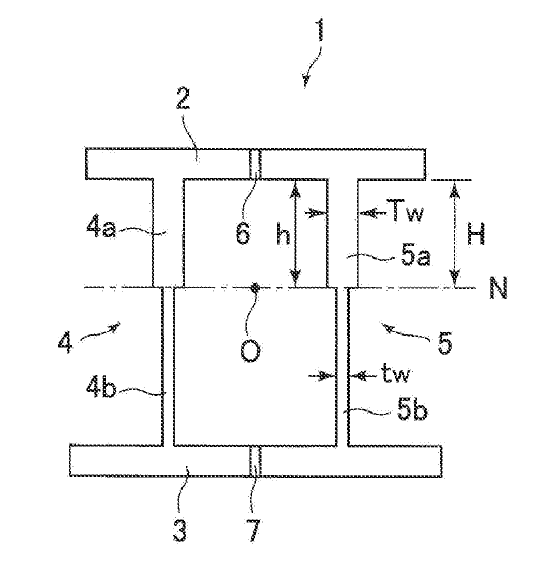
US11155224 — BUMPER REINFORCEMENT FOR AUTOMOBILE — Kobe Steel, Ltd. (Japan) — To compensate for a decrease in reaction force of a bumper reinforcement, which is made of an aluminum alloy extrusion having two end portions subjected to bend forming and crushed portions on the respective end portions, against an impact load in end impact involved in crushing, compensated for a decrease in energy absorption amount of the bumper reinforcement. Assuming a space between two flanges includes a first region from a center line of the thickness between the flanges to an outer flange and a second region from the center line to an inner flange in a cross section of the crushed portion perpendicular to an extrusion direction, area of the webs located in one (for example, the first region) of the two regions is larger than area of the webs located in the other region (for example, the second region).
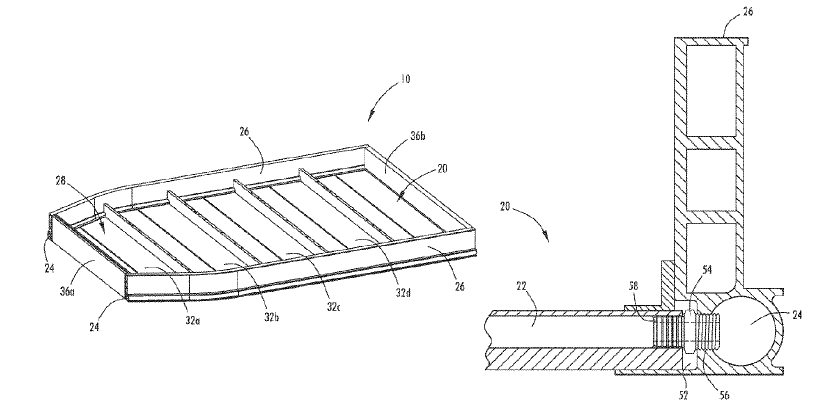
US11155150 — COOLING SYSTEM INTEGRATED WITH VEHICLE BATTERY TRAY — Shape Corp. (USA) — A battery support tray for an electric vehicle includes a tray floor structure that has an upper surface that is configured to interface with battery modules. The battery support tray also includes a plurality of cooling features that integrally extend along portions of the tray floor structure that are configured to draw heat away from the battery modules supported at the upper surface of the tray floor structure. The tray floor structure may also have a cross-sectional profile that is substantially consistent longitudinally along a length of the tray floor structure or laterally across a width of the tray floor structure, such as formed from extruding a metal, such as an aluminum alloy. The battery support tray wherein each of the plurality of elongated floor sections comprises an aluminum extrusion. The battery support tray of claim wherein the coolant channels comprise a circular cross-sectional shape.
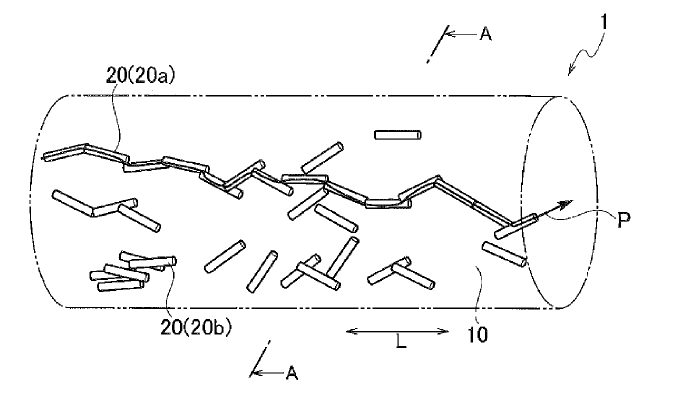
US11130312 — ELECTRICAL WIRE AND WIRE HARNESS USING THE SAME — Yazaki Corporation and the University of Tokyo (Japan) — An electrical wire includes an aluminum element wire that has an aluminum base material and carbon nanotubes dispersed in the aluminum base material, in which the aluminum element wire has an electrical conductivity of 62% IACS or more and a tensile strength of 130 MPa or more. The aluminum base material is a polycrystal having a plurality of aluminum crystal grains. Further, a carbon nanotube conductive path, which is composed of the carbon nanotube, and forms a conductive path allowing electricity to conduct therethrough in a longitudinal direction of the aluminum element wire by being present in a part of grain boundaries between the plurality of aluminum crystal grains in a transverse cross section of the aluminum base material and being present along the longitudinal direction of the aluminum element wire, is formed in the aluminum base material. In the extrusion processing step, the powder green compact charged into the cavity portion of the extrusion processing device is heated under vacuum atmosphere, thereafter, is extruded from the die.
US11124962 — DYNAMIC, FIRE-RESISTANCE-RATED THERMALLY INSULATING AND SEALING SYSTEM HAVING A F-RATING OF 120 MIN FOR USE WITH CURTAIN WALL STRUCTURES — Hilti Aktiengesellschaft (Liechtenstein) — The present invention relates to the field of constructions, assemblies and systems designed to thermally and acoustically insulate and seal a safing slot area defined between a curtain wall and the individual floors of a building. An ASTM approved dynamic construction is used for effectively thermally insulating and sealing of a safing slot between a floor of a building and an exterior wall construction, wherein the exterior wall construction includes a curtain wall configuration defined by an interior wall glass surface including one or more aluminum framing members, wherein the vision glass extends to the finished floor level below. The dynamic, thermally insulating and sealing system includes a first element for receiving the insulating elements and positioned in the zero-spandrel area of a glass curtain wall construction including only vision glass to maintain thermally insulating and sealing of the safing slot during exposure to fire and heat as well as movement in order to maintain a complete seal extending across the safing slot.
US11124050 — ALUMINUM ALLOY DOOR BEAM — Kobe Steel, Ltd. (Japan) — A door beam including an aluminum alloy extruded material of a closed section structure having a welded part along the longitudinal direction, webs and an outer flange are inhibited from buckling and further the welded part in the outer flange is inhibited from breaking at the time of collision. In a cross section of an aluminum alloy extruded material perpendicular to the extrusion direction, each of the webs includes an outer part connected to the outer flange and an inner part connected to an inner flange and the thickness of the outer part is larger than the thickness of the inner part. Each of the outer parts is positioned in a region outside a cross section center of the aluminum alloy extruded material in the vehicle body width direction.
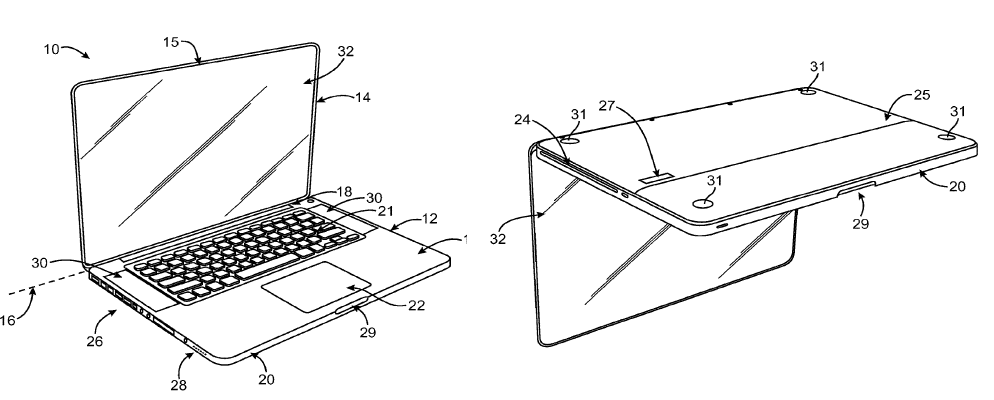
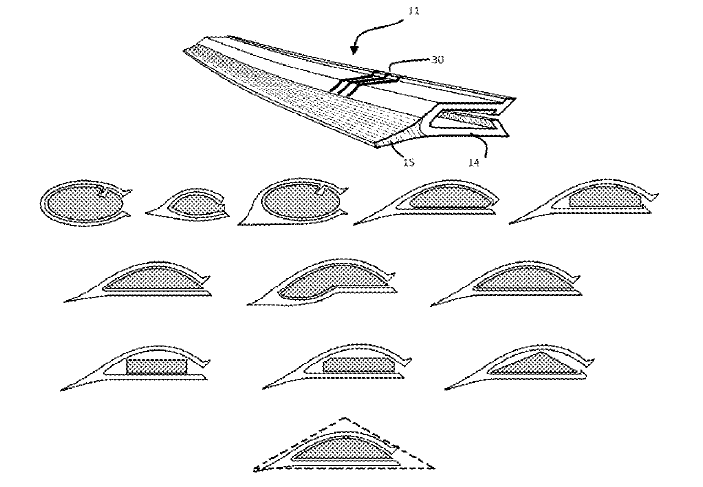
US11112825 — PORTABLE COMPUTER UNIFIED TOP CASE — Apple Inc. (USA) — A top case assembly for a portable computer is disclosed. The assembly may include an integral unified (e.g., homogenous) top case formed from a single part. The integral top case provides an enclosure, frame, and cosmetic exterior of the portable computer. The integral top case also serves as the primary structure of the portable computer. The assembly may include a variety of subassemblies such as keyboards, touchpads, circuit boards, and drives that are carried by the underside of the integral top case. The integral top case may be formed from aluminum slab, where an aluminum slab (e.g., an aluminum core or a near-net shape aluminum core) is formed by extrusion and segmenting the extrusion that has been machined to form walls, openings, attachment areas, and cosmetic areas of the top case.
US11105108 — POOL CLEANING APPARATUS AND RELATED METHODS — Resh, Inc. (USA) — A tool for cleaning debris from swimming pools includes a frame, a corresponding net, and retaining member for retaining the net on the frame. The preferred retaining member is an elongated strip of resilient, flexible material, having a generally U-shaped cross-section. The web portion of the cross-section includes an exterior surface smoothly shaped between its two edges to urge debris from the pool into the net. The leg portions of the cross-section include gripping portions to assist in engaging and/or disengaging the retaining member from the frame, to permit the net to be assembled, changed or replaced. Preferably, the retaining member is formed from at least two different materials. The preferred frame of the tool is fabricated from aluminum and includes an elongated, curved frame portion with its ends permanently assembled into the end of a tubular attachment member, to permit attachment of the tool to a handle, pole or similar structure. The preferred net of the tool includes one or more anti-slip devices to prevent the edge of the net or bag from slipping between the frame portion and retaining member. A corresponding preferred method of use is also disclosed.
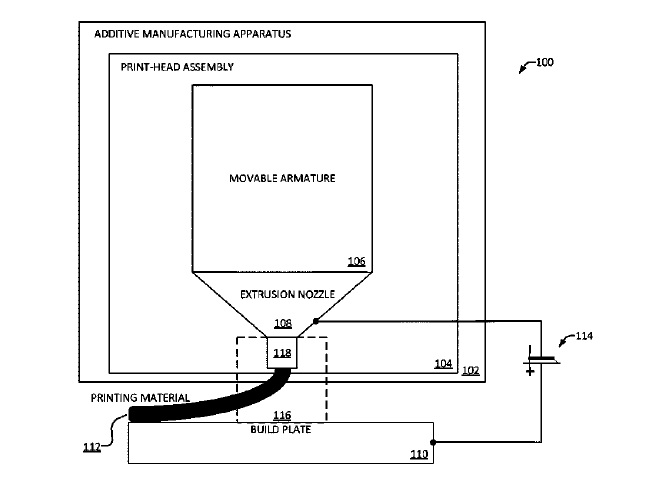
US11084211 — ADDITIVE MANUFACTURING PRINT-HEADS FOR EXOTIC MATERIAL APPLICATIONS — National Technology & Engineering Solutions of Sandia, LLC (USA) — Described herein is an additive manufacturing apparatus that is well-suited for constructing piezoelectric sensors. The additive manufacturing apparatus includes an extrusion nozzle formed of a conductive material such as aluminum. The extrusion nozzle has a channel by way of which printing material exits the extrusion nozzle, wherein a build plate is configured to receive the printing material responsive to the printing material exiting the extrusion nozzle. An arc suppressor formed of a semiconductor is coupled to the extrusion nozzle and is configured to dissipate excess charge that would otherwise exist on the extrusion nozzle when a relatively high bias voltage is applied to the extrusion nozzle. Thus, the arc suppressor mitigates arcing between the extrusion nozzle and the build plate. Arc suppressing gas is also optionally introduced into a printing region, thereby further mitigating arcing between the extrusion nozzle and the build plate.
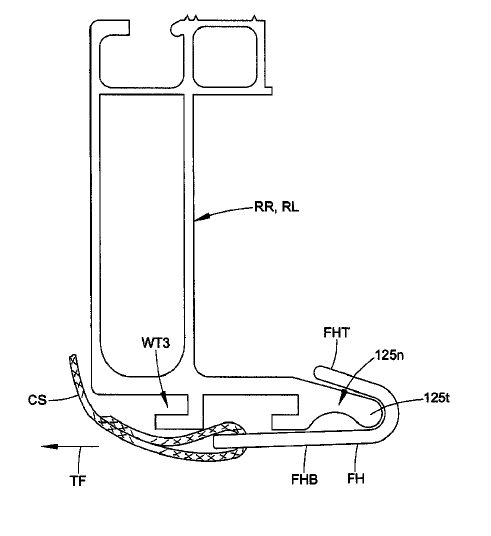
US11046366 — SIDE RAIL WITH FLAT HOOK RETAINING FEATURE — East Manufacturing Corporation (USA) — A semi-trailer includes first and second main beams and left and right side rails. A cargo platform extends between the left and right side rails. Each of the side rails includes an aluminum extrusion including an upper portion including a platform engaging portion, and a lower portion including a winch track. The lower portion further includes a projecting hook engagement wall. The hook engagement wall includes an upper surface oriented toward the cargo supporting platform and an opposite lower surface. The hook engagement wall includes a tapered nose including first and second nose walls that define a nose angle X such that said tapered nose is adapted to be received in an open recess of an associated cargo strap hook that defines a hook recess angle X’.
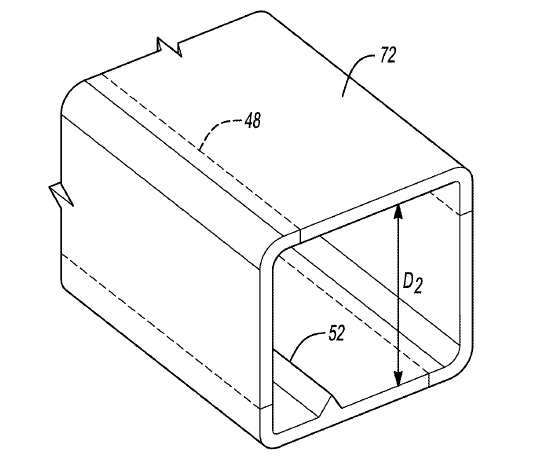
US11009295 — EXTRUDED ALUMINUM FLAT MULTI-HOLE TUBE AND HEAT EXCHANGER — UACJ Corporation (Japan) — An extruded aluminum flat multi-hole tube manufactured by extrusion molding includes therein a plurality of refrigerant passages extending in a tube length direction and including an upper wall surface and a lower wall surface opposed to each other and a pair of opposed sidewall surfaces. A ridge extending in the tube length direction is formed only on the upper wall surface of the refrigerant passage. The height of the ridge is 5 to 25% of the vertical width of the refrigerant passage. The ratio of the horizontal width at 1/2 the height of the ridge with respect to the horizontal width of the refrigerant passage is 0.05 to 0.30. The ratio of the horizontal width per inter-ridge flat portion of the upper wall surface with respect to the horizontal width of the refrigerant passage is 0.20 or less.
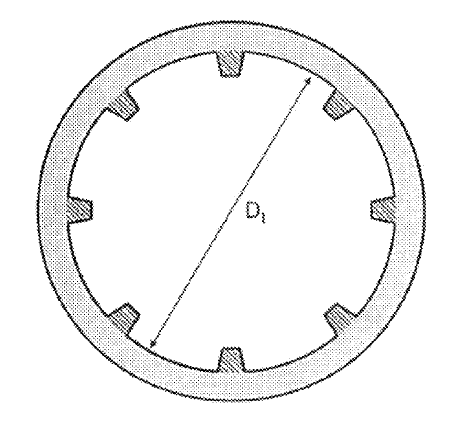
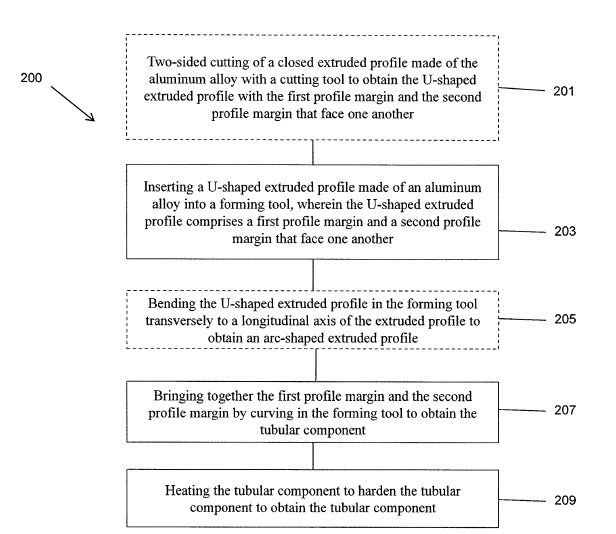
US10994790 — TUBULAR COMPONENT WITH AN EXTRUDED PROFILE — Benteler Automobiltechnik GmbH (Germany) — The disclosure relates to a tubular component for a chassis of a vehicle, wherein the tubular component may include an extruded profile made of an aluminum alloy. The extruded profile may include a rounded extruded profile base and profile walls extending from the rounded extruded profile base and facing one another, wherein the profile walls are curved towards one another to form the tubular component. Thereby, the advantage is achieved that an extruded profile allows a production of tubular components with complex geometries out of materials which are difficult to form by other means and, in addition, it provides a high degree of deformability and low tool costs. In vehicles, the tubular component stabilizes a chassis to effectively absorb forces occurring during the driving of the vehicle, and it can be built into longitudinal supports, transverse supports or control arms of a chassis.
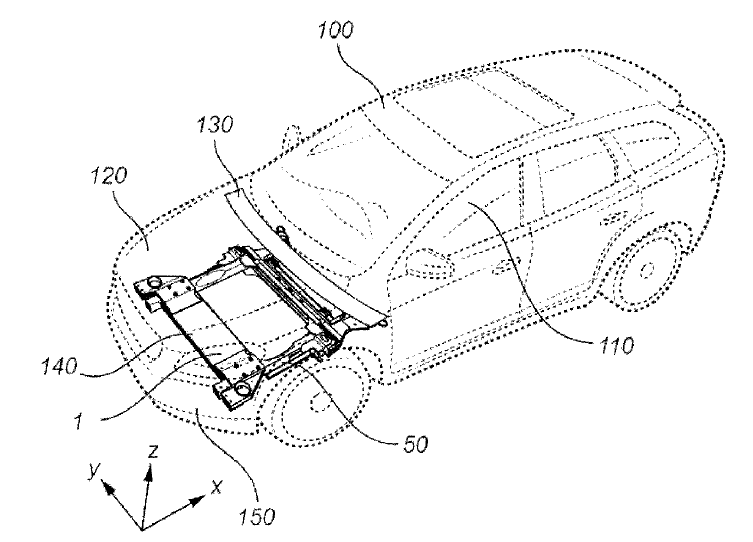
US10940891 — ELECTRIC VEHICLE — Volvo Car Corporation (Sweden) — An electric vehicle, including, a user compartment and a front section including a portion of a vehicle chassis, a crash absorbing member located in the front section and connected to the portion of the vehicle chassis, the crash absorbing member including a first extruded profile, preferably an aluminum profile, having a main extension direction in a transverse direction (y) of the vehicle, whereby the extrusion direction of the first extruded profile extends substantially in the transverse direction (y) of the vehicle, and wherein further the first extruded profile includes at least two cells (C1, C2) being defined by outer walls and at least one intermediate wall separating the at least two cells (C1, C2), wherein the at least one intermediate wall has a main extension direction in the transverse direction (y) and a second extension direction which extends substantially in a vertical direction (z).
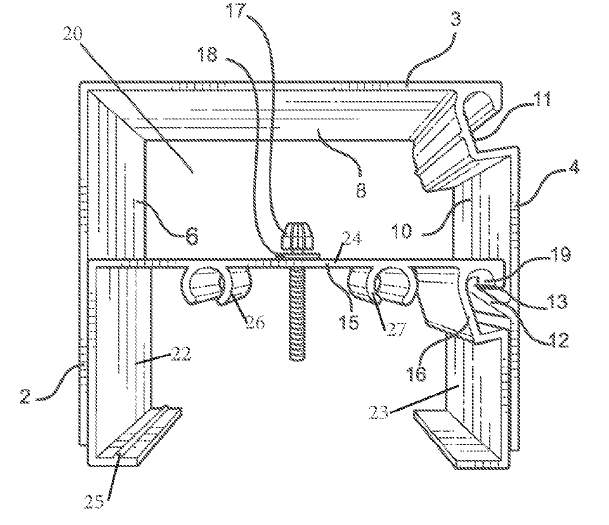
US10934720 — HOUSING FOR ALUMINUM EXTRUDED FRAMING WITH A SPLINE GROOVE — Ron-L-Aluminum Inc. (USA) — This invention relates, generally, to aluminum screened-in porch extrusion parts. More particularly, it relates to a cosmetic housing positioned over at least a portion of an aluminum extruded framing, the housing for covering aluminum extruded framing with a spline groove has a protrusion capable of interlocking with the spline groove of aluminum extruded framing. A housing barrier for concealing fasteners of an aluminum extruded framing with spline groove. A housing is configured to connect to an extruded framing with spline groove. The housing has a first wall, a second wall, and a third wall. The first wall is connected to the second wall. The second wall is connected to the third wall. The first wall and the third wall of the housing are oriented in a parallel orientation forming a u-shaped compartment. At least one wall has a spline groove and a protrusion. The spline groove is located on an outer side of the wall and the protrusion is located on an inner side of the wall. The protrusion is located on an opposite side of the wall having the spline groove of the housing. The protrusion is configured to interlock with the spline groove of the extruded framing.
US10914539 — TWO PIECE ALUMINUM HEAT SINK — Osram Sylvania Inc. (USA) — The present disclosure relates to heat sinks for solid state illumination systems, e.g., LEDs, and more particularly pertains to two-component aluminum alloy heat sinks. A heat sink includes an extruded component, a cast component, and an interface layer. The extruded component includes a first aluminum material and is configured to be coupled to a solid state light source. The cast component includes a second aluminum material overmolded onto a portion of the extruded component to form the interface layer. The interface layer is formed of at least one of the first and the second aluminum materials and abuts against and couples the extruded component to the cast component.

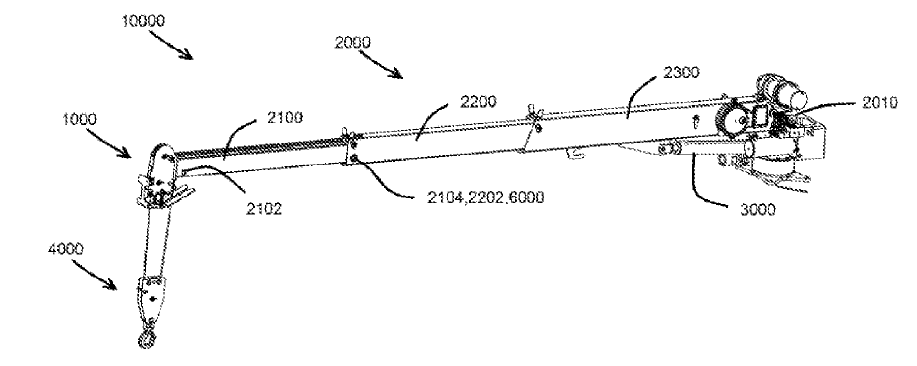
US10894699 — LIGHTWEIGHT CRANE — Stellar Industries, Inc. (USA) — Example embodiments relate to a lightweight crane. In one nonlimiting embodiment the crane is comprised of a telescoping boom having a first boom nested in a second boom which in turn is nested in a third boom. The first, second, and third booms may be made from aluminum to reduce the weight of the crane. The first boom may have a first open section and a second closed section wherein the open section is configured to accommodate a structural member to which an actuator is attached. The first and second booms have lower surfaces with inclined surfaces so that the first boom self-aligns with the second boom and the second boom self-aligns with the third boom.
US10889881 — ALUMINUM ALLOY PIPE WITH SUPERIOR CORROSION RESISTANCE AND PROCESSABILITY, AND METHOD FOR MANUFACTURING SAME — UACJ Corporation and UACJ Extrusion Corporation (Japan) — An aluminum alloy pipe produced by porthole extrusion includes Mg at a concentration equal to or higher than 0.7% (mass %, the same applies hereinafter) and lower than 1.5%; Ti at a concentration higher than 0% and equal to or lower than 0.15%, with the balance being Al and unavoidable impurities. As the unavoidable impurities, Si has a limited concentration of 0.20% or lower, Fe 0.20% or lower, Cu 0.05% or lower, Mn 0.10% or lower, Cr 0.10% or lower, and Zn 0.10% or lower. Difference between the maximum value and the minimum value of the Mg concentration in a lengthwise direction of the pipe is 0.2% or lower, and the average crystal grain size in a cross-section perpendicular to the lengthwise direction is 300 μm or smaller. An aluminum alloy pipe used for piping or hose joints and having excellent strength, corrosion resistance, and processability can be provided.