By Phil Black.
The aluminum industry has an opportunity now to leave a lasting legacy of Spent Potliner (SPL) management that boosts the industry’s ongoing reputation for sustainability.
Expensive Legacy
Primary aluminum smelters have spent many millions on improved pot linings, squeezing the last available drop from the energy efficiencies in cathodes, ramming materials, and collector bar design. But when it comes to the end of a pot’s life, this high-tech material is scooped out and thrown away as a waste. Present preference is to regulate SPL as a hazardous waste, often with onerous and costly constraints on its handling and use.
We now know that SPL contains leachable cyanides and also reacts with water to produce explosive gas mixtures of hydrogen and methane. Old SPL dumps have proven to be so toxic that aluminum companies and governments have spent hundreds of millions in clean-ups. Around the world there are many hundreds “ticking time bombs” of SPL dumps that someone, someday will need to clean up.
With the primary aluminum smelting industry in decline in many developed countries, highly publicized smelter closures are ensuring greater exposure of the attendant clean up issues. Regulators and communities are becoming increasingly aware of the aluminum smelting industrial pollution being left behind. As a result, more and more pressure is being applied to not only clean up old dumps, but to find alternative methods of managing this unwanted material.
Why Not Landfill?
In his seminal publication on Geological Aspects of Hazardous Waste Management, Stephen Testa reveals that around 75% of landfills constructed prior to 1990 have affected groundwater to some degree. Newer, lined landfills are still a threat because they will all eventually leak, requiring remediation and relocation of the SPL every 30-50 years or so. Even with the latest “dry-tomb” landfill methods, this toxic material will remain toxic in perpetuity, requiring an endless cycle of re-entombment.
The subsequent remedial activity can cause serious environmental problems; there is also the persistent risk of uncontrolled release of the hazardous material into the ecosystem as a result of adverse weather and geological events.
A 2004 Canadian study made the observation that: avoiding environmental impacts by placing the SPL in a secure landfill depended on the assumption that confinement of the waste material would be perfect and that if concerns about the quality of the long term confinement are considered, then total destruction of the SPL would be required to avoid adverse environmental impacts.
Alternatives
In more than 30 years there have only been a handful of partially successful solutions for SPL. These solutions may have drawbacks, including:
- not all of the SPL can be processed (e.g., the carbon SPL can be handled but not the refractory SPL or vice versa)
- disposing of the SPL in downstream industrial plants brings unwanted hazards and regulatory or community concerns
- complex chemical processes leave behind non-hazardous residues that have no use, therefore requiring further treatment
Many studies and projects have been started over the last three decades, with good intentions to eliminate this significant legacy risk at no net cost to smelters. Achieving this objective seems to be thwarted by the real economics of the situation: there is no money in SPL. It costs more to handle and process SPL than the value that can be realized from it.
Potential Value in SPL
What is the potential value in recycling SPL? A review of the main constituents shows that there are several chemicals and minerals with potential value in aluminum smelting: fluorides, carbon, and sodium, as well as alumina. Techniques to separate these substances have proven to be complicated and expensive. The small recovered volumes per smelter do not justify the expense. Several decades of trials have come up with only minor, uneconomic returns.
However, there is an obvious alternative offtake. All of these chemicals and minerals available from SPL can be used, with some limitations, in cement manufacture, specifically, in the clinkering process. Alumina is a key ingredient in the chemical process for clinkering and the carbon can be used as a fuel substitute. The sodium fluoride compounds in SPL are of particular value. The sodium can act as a flux and also help to adjust for sulphur imbalance. Under the right circumstances, fluorine increases the reactivity of the clinker and reduces the amount of clinker used per ton of cement, leading to savings in energy and greenhouse gas emissions.
There is good data to suggest that around a quarter of all cement clinker plants in the world can get value from the constituents of SPL. So the market is massive, with more than 1 billion tons of cement clinker being made in these plants. If these clinker plants only use 20 kg of SPL-derived material for every one ton of clinker (to optimize the fluoride mineralizing requirements) then the million tons of SPL generated each year can be consumed many times over.
So why are cement companies not falling over themselves to get hold of SPL? The approach sounds good in theory, but there are practical limitations.
Safety: Raw SPL is extremely hazardous, as mentioned. This requires significant handling and safety protocols to be implemented, not only by the smelter but by the transport company and the cement plant. Moisture, dust, gaseous emissions, skin contact, explosive potential, etc. must be minimized from pot de-lining to end-use.
Sizing: The SPL has to be crushed to a size that can be readily introduced to the clinker process. The extreme hardness of some of the lining materials (e.g., silicon carbide) can break even the most robust crushing equipment. Pieces of collector bar can also be a literal “spanner in the works.”
Chemical Suitability: Not all cement plants can accept extra fluorides and sodium (an alkali) in their process. Sodium can be very problematic from the deleterious alkali-silica reaction with certain concrete aggregates. Fluoride additions can affect setting time of concrete, particularly in cold climates.
Variability: Combinations of the chemicals mentioned require close monitoring of the clinker process with fine adjustments to suit the chemical changes. Cement plants rely on consistency of raw feed and fuel materials for their end product quality. The cement clinkering process is very sensitive to even small changes in the addition rate of fluorides and sodium. The key issue here is that raw SPL is extremely variable, with a different composition of minerals in every pot lining.
These limitations are also present in other offtake options, such as brick-making and (to a lesser extent) steel-making. But if the limitations can be overcome, then there is a definite value proposition for distribution of SPL to other offtake markets.
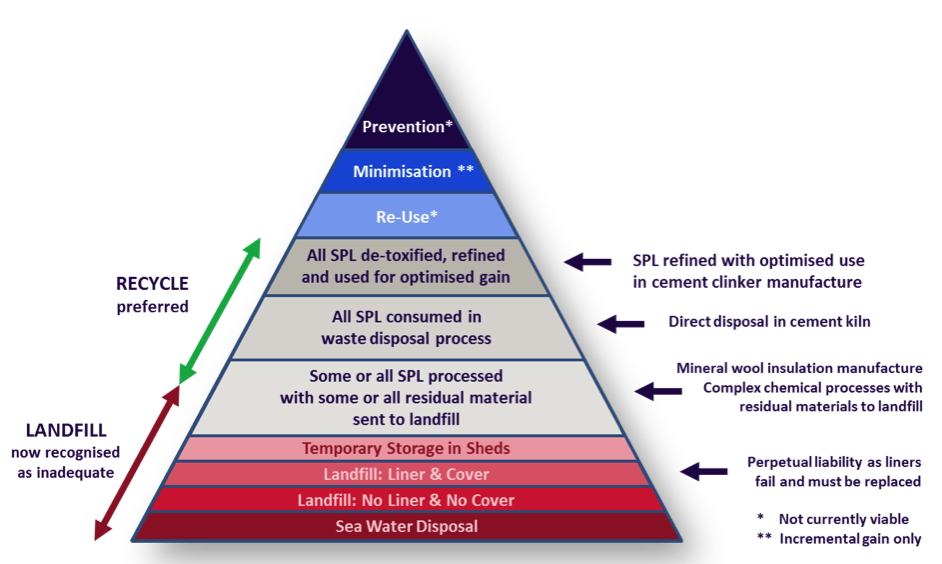
We can take advantage of the value in SPL, by dealing with the toxicity, refining the materials to create chemically homogeneous high quality products and establishing a market for the end products. This approach represents the most sustainable approach as shown on the waste management hierarchy and the best available technique.
Future Legacy (Opportunity)
The value of the chemicals and minerals in SPL is not enough to cover the cost of treatment and shipping to end users. The smelter has to pay some of the costs associated with eliminating SPL pollution in the same way that it covers the cost of reducing or preventing other industrial pollution. Whether smelters will do this is related to the perceived value of removing the legacy of SPL. Bottom line, SPL is a cost item that must be minimized. Proper quantification of SPL costs must address what is the present time cost of a perpetual SPL liability, what is the future cost of inaction or apparently low-cost actions with known legacy outcomes and associated financial liabilities, and how does the industry value its reputation?
It takes a progressive, long-term view of the legacy position to realize that the more SPL is stored or buried, the more expensive it will be to treat it properly later. The future costs to society of cleaning up SPL are already on record. It can only be a matter of years, not decades, before more and more regulatory authorities and the community demand that the aluminum industry properly deals with SPL as part of its license to operate. However, with the solutions available today, we have the opportunity now to make sustainable practices in SPL stand as a proud record for the future.
 Phil Black has spent the last 22 years involved in the aluminum industry with experience in R&D, smelter development and operations, sales and marketing, and consulting engineering. He has worked in casthouse, refractory, potroom, carbon bake, dry scrubbing, anode delivery, pot delining, smelter construction, and technical and financial assessment, and environmental projects at 16 smelters in 12 countries. Black wrote this article on behalf of Regain Services Pty. Ltd., where he served as vice president of Aluminium Industry Development. His role at Regain was to seek new sources of spent potlining to meet the growing demand for Regain’s mineralizing products used in the manufacture of cement clinker. Black now works as an independent industry consultant in Melbourne, Australia.
Phil Black has spent the last 22 years involved in the aluminum industry with experience in R&D, smelter development and operations, sales and marketing, and consulting engineering. He has worked in casthouse, refractory, potroom, carbon bake, dry scrubbing, anode delivery, pot delining, smelter construction, and technical and financial assessment, and environmental projects at 16 smelters in 12 countries. Black wrote this article on behalf of Regain Services Pty. Ltd., where he served as vice president of Aluminium Industry Development. His role at Regain was to seek new sources of spent potlining to meet the growing demand for Regain’s mineralizing products used in the manufacture of cement clinker. Black now works as an independent industry consultant in Melbourne, Australia.