Editors Note: Aluminum and its alloys are passed through hot and cold rolling mills throughout the world to make thinner and longer products in the direction of rolling for a variety of applications in a range of lengths, thicknesses, and widths. In the rolling process, the aluminum slab may end up as either a hot or cold rolled or subsequently heat-treated product.
As a standard, the Aluminum Association explains, “Aluminum from 0.008 inches to less than 0.25 inches thick is considered sheet. Thinner aluminum is foil, and aluminum 0.250 inches and thicker is plate.” Another category of mill product is “shate,” which is a term used in the industry for rolled material where the thickness lies between that of cold rolled sheet and hot rolled plate, typically 4-10 mm, and the finish may be hot or cold rolled. Strips are sheets that are cut and trimmed into units with smaller widths for specific applications.
However straightforward the process, aluminum rolled products encompass a product range serving down-to-earth industries like transportation, B&C, food and beverage, electrical/electronics, and consumer—all the way up to aerospace where the products span the globe and beyond.
This patent survey covers the U.S. patents issued during the past three years demonstrating the range of product applications and technology developed to serve these markets. Interested readers can access the patent(s) of interest at: www.uspto.gov.
— Joseph C. Benedyk, Editor
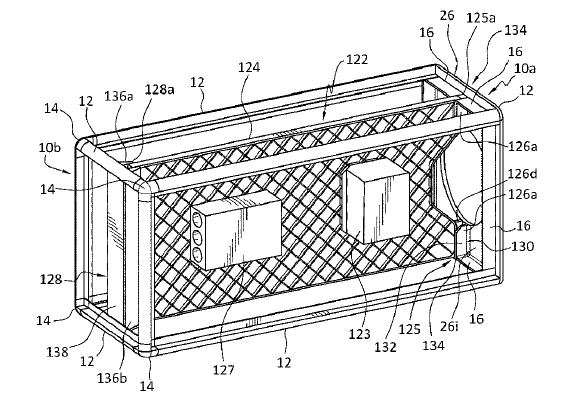
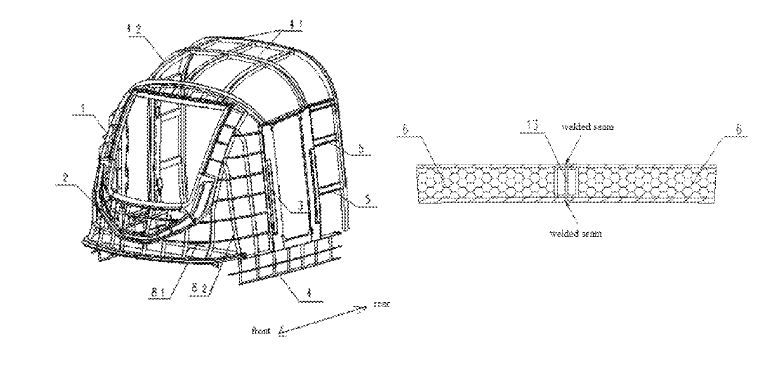
US11472603 — ENCLOSURE FOR SPACEFLIGHT HARDWARE — Genesis Engineering Solutions, Inc. (USA) — An enclosure is disclosed for transporting articles upon a satellite. The enclosure is composed of a plurality of interconnected walls coupled via elongated edge connecting members to define an internal space shaped and dimensioned for receiving an article to be transported upon a satellite. The walls are honeycombed aluminum sheets or solid aluminum panels and the edge connecting members are lightweight high strength members shaped and dimensioned for secure attachment to the walls without the use of mechanical coupling members.
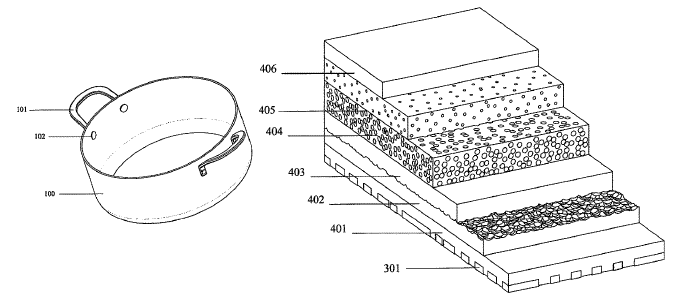
US11464358 — COOKING PAN — HPC Brands, LLC (USA) — The present technology provides a hard-anodized pan that has a steel induction plate and a hybrid coating composition of round ceramic particles. The pan is formed of aluminum with an induction plate affixed. The aluminum is formed into the desired pan shape. The aluminum is sandblasted with beads of a particular size. The sandblasted pan is hard-anodized. The pan is coated with a hybrid coating of round ceramic particles to provide scratch-resistance and a non-stick quality. The pan is coated with a non-stick topcoat.
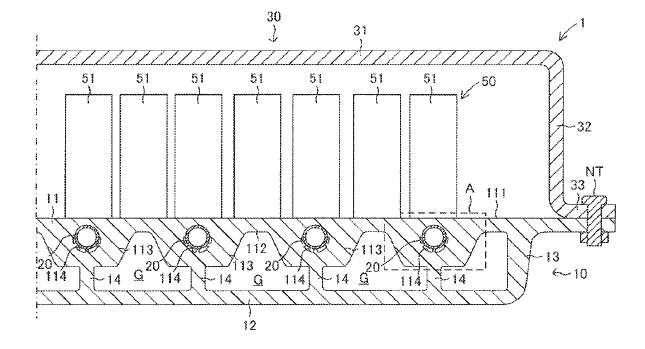
US11462781 — BATTERY STORAGE CASE — Aisin Corporation (Japan) — A battery storage case includes: a temperature adjustment plate having an upper wall portion on which a battery is mounted, a lower wall portion disposed below and spaced apart from the upper wall portion so as to face the upper wall portion, and a connection wall portion connecting the upper wall portion and the lower wall portion to each other, the temperature adjustment plate being integrally formed of an aluminum alloy; and an upper lid connected to the temperature adjustment plate so as to cover the battery mounted on the upper wall portion. The upper wall portion is formed with a flow path forming hole for forming a flow path through which a heat exchange medium for adjusting a temperature of the battery flows.
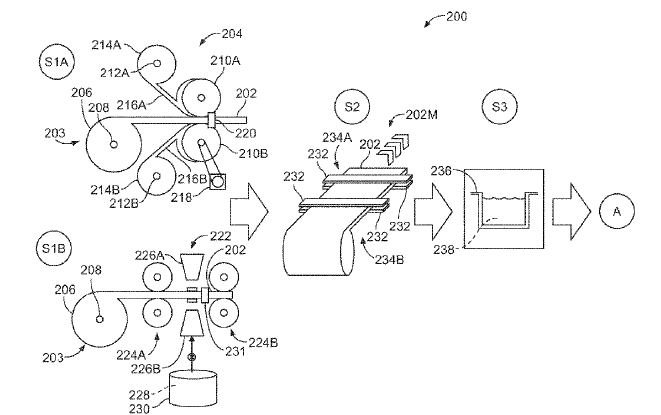
US11462723 — ELECTROCHEMICAL CELLS WITH COPPER-FREE ELECTRODES AND METHODS FOR MANUFACTURING THE SAME — GM Global Technology Operations LLC (USA) — The present disclosure relates generally to electrochemical devices. More specifically, aspects of this disclosure relate to copper-free, anodized electrode tabs and current collectors for rechargeable lithium-class battery cells of electric-drive vehicles. Presented are electrochemical devices with copper-free electrodes, methods for making/using such devices, and lithium alloy-based electrode tabs and current collectors for rechargeable lithium-class battery cells. A method of manufacturing copper-free electrodes includes feeding an aluminum workpiece, such as a strip of aluminum sheet metal, into a masking device. The masking device then applies a series of dielectric masks, such as strips of epoxy resin or dielectric tape, onto discrete areas of the workpiece to form a masked aluminum workpiece with masked areas interleaved with unmasked areas. The masked workpiece is then fed into an electrolytic anodizing solution, such as sulfuric acid, to form an anodized aluminum workpiece with anodized surface sections on the unmasked areas interleaved with un-anodized surface sections underneath the dielectric masks of the masked areas. The dielectric masks are removed to reveal the un-anodized surface sections, and the anodized aluminum workpiece is segmented into multiple copper-free electrodes.
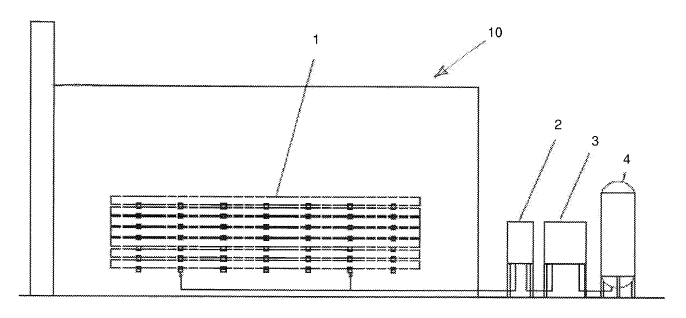
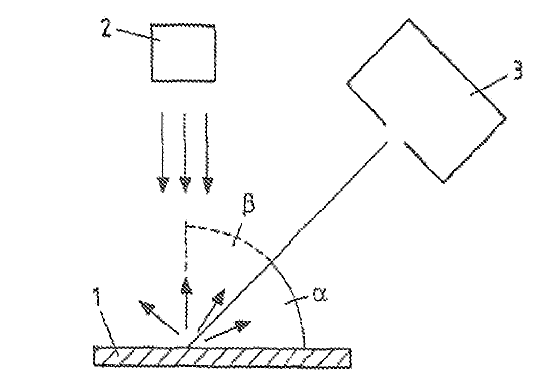
US11453938 — METHOD FOR AND EQUIPMENT FOR SUPPRESSING DISCOLORATION OF Al-Mg PRODUCTS — Norsk Hydro ASA (Norway) — Method and means for suppressing discoloration during thermal treatment of a product of a magnesium containing aluminum alloy, the alloy contains in wt.. % Mg: 0.45-12.0, with a preferred range of 0.45-6.0 wt. %. The product, being either an extrusion billet, a sheet ingot, a cast product, or a forged product is heated to a temperature T where it is prone to surface discoloration and oxidation, wherein during the thermal treatment it is exposed to a suppressing atmosphere comprising 0.5-5.0% CO2 gas with a preference for 0.5-1.5% CO2 gas.
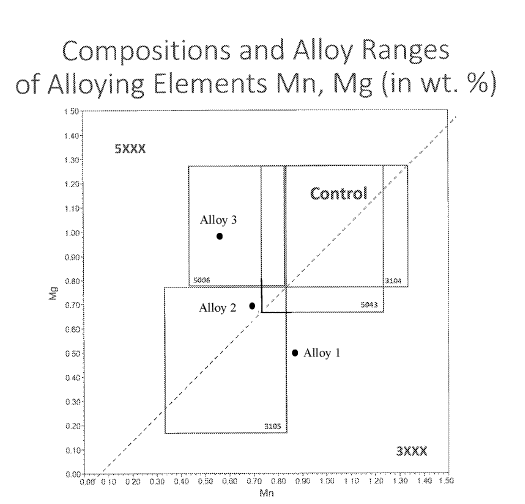
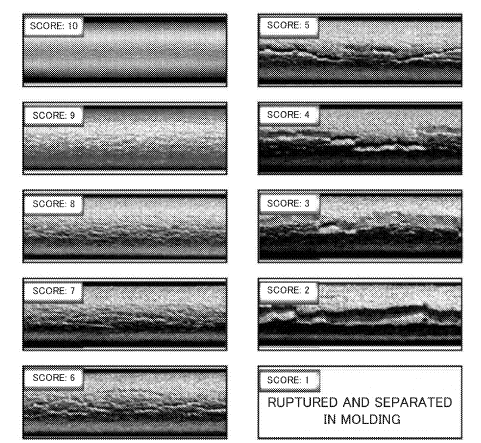
US11433441 — ALUMINUM SHEET WITH ENHANCED FORMABILITY AND AN ALUMINUM CONTAINER MADE FROM ALUMINUM SHEET — Kaiser Aluminum Warrick, LLC (USA) — In some embodiments of the present invention a method includes: obtaining a first aluminum alloy sheet formed from rolling a first ingot of a 3xxx or a 5xxx series aluminum alloy, wherein, prior to rolling, the first ingot has been heated to a sufficient temperature for a sufficient time to achieve a first dispersoid f/r of less than 7.65; and forming a container precursor from the first aluminum alloy sheet, wherein when the first aluminum alloy sheet is formed into the container precursor, the container precursor has less observed surface striations and ridges as compared to a container precursor formed from a second aluminum alloy sheet rolled from a second ingot having a second dispersoid f/r value of 7.65 or greater. As used herein, “dispersoid f/r” means the ratio of the amount of the second phase divided by the size of the second phase.
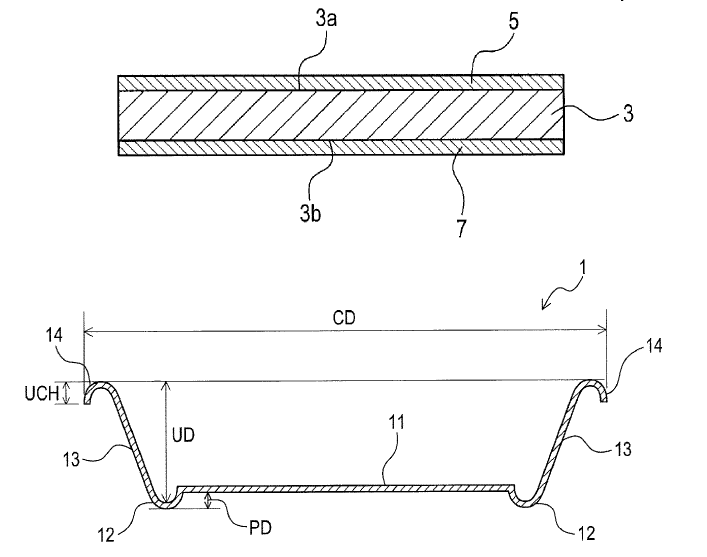
US11401091 — COATED ALUMINUM SHEET AND ALUMINUM CAN LID — UACJ Corporation (Japan) — A coated aluminum sheet includes an aluminum alloy sheet including a first surface and a second surface situated opposite to the first surface and first and second coating films formed on the first and second surfaces, respectively. The first and second coating films each have a mass of 0.1 to 20 g/m2 per unit area. The first coating film includes 0.1 to 1.5% by mass of a polyethylene wax and 0.1 to 1.5% by mass of a carnauba wax. The second coating film includes 0.4 to 0.8% by mass of a polyethylene wax and 0.4 to 0.8% by mass of a carnauba wax. Respective contents of another wax in the first and second coating films are 1.5% by mass or less and 0.7% by mass or less respectively. Post-lubrication including a petrolatum wax on the second coating film is 10 mg/m2 or less in amount.
US11390304 — RAIL VEHICLE, DRIVER’S CABIN AND COMPOSITE ALUMINUM PLATE ASSEMBLY — CRRC Qingdao Sifang Co., Ltd. (China) — This application relates to the technical field of rail vehicles, and in particular to a rail vehicle, a cab and a composite aluminum plate assembly. A composite aluminum plate assembly comprises at least two aluminum honeycomb profile units; each aluminum honeycomb profile unit comprises a support component, an interlayer aluminum honeycomb, a first aluminum plate and a second aluminum plate, the interlayer aluminum honeycomb being filled between the first aluminum plate and the second aluminum plate; an extension section is provided on an abutting side of at least one of two sides of aluminum plates of the aluminum honeycomb profile unit, the extension section extending to the exterior of the interlayer aluminum honeycomb at the same side; the strength of the support component is greater than that of the interlayer aluminum honeycomb, and extension sections of two adjacent aluminum honeycomb profile units are assembled to each other and connected and fixed by means of the support component.
US11352686 — HIGH-STRENGTH AND EASILY FORMABLE AlMg-STRIP, AND METHOD FOR PRODUCING THE SAME — Hydro Aluminum Rolled Products GmbH (Germany) — Provided is a method for producing an aluminum alloy strip from a non-precipitation hardenable aluminum alloy having the following alloying constituents in wt. %: 3.6%≤Mg≤6%, Si≤0.4%, Fe≤0.5%, Cu≤0.15%, 0.1%≤Mn≤0.4%, Cr≤0.05%, Zn≤0.20%, Ti≤0.20%, with the remainder Al and unavoidable impurities, individually at most 0.05 wt. %, in total at most 0.15 wt. %. In the method, a rolling ingot is cast. The rolling ingot is homogenized and then hot rolled into a hot strip. Then, the strip is cold rolled before a last intermediate annealing. The intermediate annealing is carried out to produce a recrystallized microstructure. The intermediate-annealed aluminum alloy strip is cold rolled to a final thickness, and the aluminum alloy strip is reverse annealed in the coil to a final thickness.
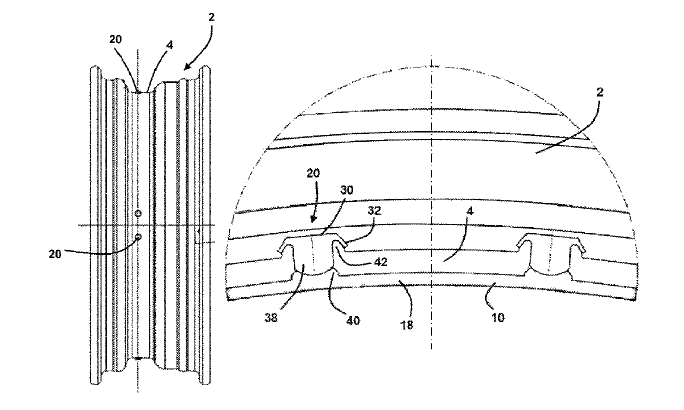
US11351813 — MOTOR VEHICLE WHEEL HAVING AN ALUMINUM RIM AND A STEEL WHEEL DISC JOINED TOGETHER BY WELDED PINS — PSA Automobiles SA and Magnetto Wheels France (France) — A wheel intended for a motor vehicle includes a rim made of a sheet of aluminum alloy that is fastened to the contour of a wheel disc made from a steel sheet by assemblies that connect the aluminum sheet of the rim and the steel sheet of the wheel disc, which overlap one another. The assemblies include connecting pins each of which has a tip that passes through a hole in the aluminum sheet of the rim, the front end of which is welded to the steel sheet of the wheel disc, and a rear head that presses against the aluminum sheet of the rim about said hole. One advantage of this wheel is that the connecting pins can be fitted simply and quickly in a single operation involving rotation of the pin while exerting pressure on the aluminum sheet, thereby enabling the tip to pierce the aluminum alloy, the friction of this tip on the steel sheet causing a heating and a welding of the tip on the sheet. In this way, a wheel is made that weighs considerably less than a wheel formed solely of steel sheets, at a slightly higher cost price.
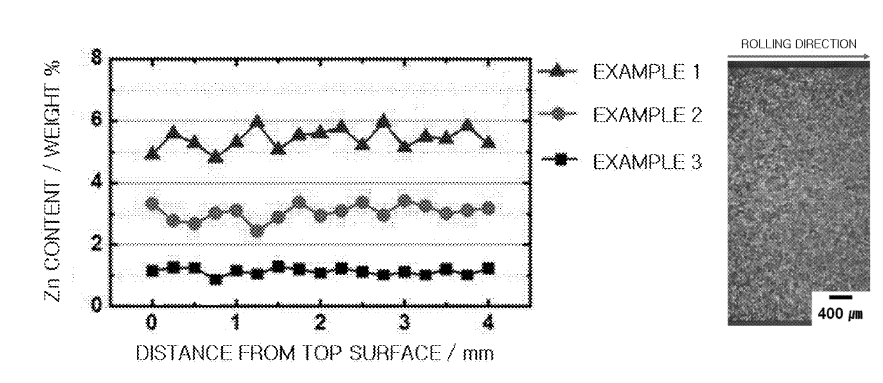
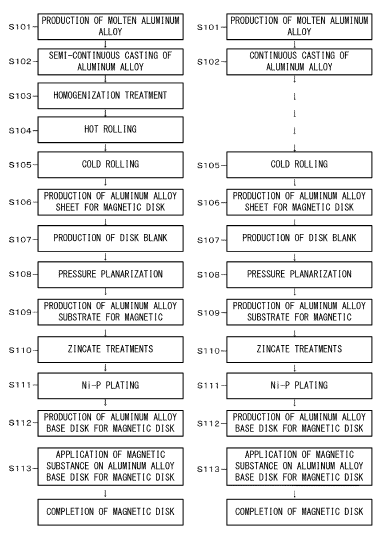
US11341995 — ALUMINUM ALLOY SHEET FOR MAGNETIC DISK AND PRODUCTION METHOD THEREFOR, AND MAGNETIC DISK USING SAID ALUMINUM ALLOY SHEET FOR MAGNETIC DISK — UACJ Corporation and Furukawa Electric Co. Ltd. (Japan) — The present disclosure relates to an aluminum alloy sheet for a magnetic disk used for computer storage devices, which has a favorable fluttering characteristic, a production method therefor, and a magnetic disk using the aluminum alloy sheet for a magnetic disk. An aluminum alloy sheet for a magnetic disk, a method for manufacturing same, and a magnetic disk using same. The aluminum alloy sheet is made of an aluminum alloy comprising 0.10 to 3.00 mass % of Fe, 0.003 to 1.000 mass % of Cu, and 0.005 to 1.000 mass % of Zn, with a balance of Al and unavoidable impurities, wherein a value obtained by dividing a difference in an area ratio (%) of second phase particles between a region (A) and a region (B) by an average value of area ratios (%) of second phase particles in the regions (A) and (B) is 0.05 or less, the region (A) being a region from a sheet thickness center plane to a front surface of the sheet, and the region (B) being a region from the sheet thickness center plane to a rear surface of the plate.
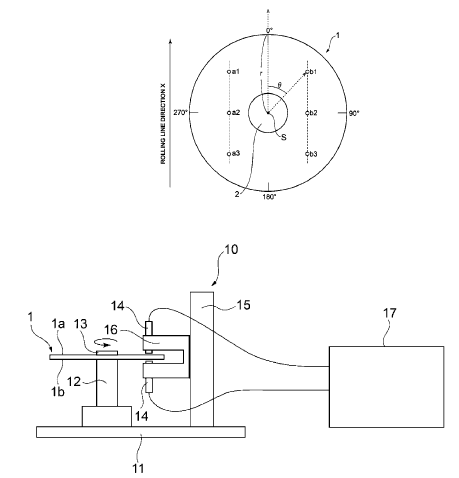
US11335367 — ALUMINUM ALLOY SUBSTRATE FOR MAGNETIC DISK, DISK DRIVE DEVICE, METHOD FOR MANUFACTURING ALUMINUM ALLOY SUBSTRATE FOR MAGNETIC DISK, AND METHOD FOR MEASURING ALUMINUM ALLOY SUBSTRATE FOR MAGNETIC DISK — Furukawa Electric Co., Ltd. and UACJ Corporation (Japan) — The present disclosure provides an aluminum alloy substrate for magnetic disk that can realize high planarization of the entire aluminum alloy substrate and further improve flying stability of a magnetic head, a magnetic disk drive device, a method for manufacturing the aluminum alloy substrate for magnetic disk, and a method for measuring a magnetic disk. An aluminum alloy substrate (1) for magnetic disk satisfies at least two of three inequalities of an inequality group [A] and satisfies all of four inequalities of an inequality group [B], or satisfies at least two of the three inequalities of the inequality group [A] and satisfies all of four inequalities of an inequality group [C], when a plate thickness of the disk at a position (b1) is defined as tb1, a plate thickness at a position (b2) is defined as tb2, a plate thickness at a position (b3) is defined as tb3, a plate thickness at a position (a1) is defined as ta1, a plate thickness at a position (a2) is defined as ta2, and a plate thickness at a position (a3) is defined as ta3.
US11331900 — LITHOGRAPHIC PRINTING PLATE PRECURSOR AND METHOD FOR PRODUCING LITHOGRAPHIC PRINTING PLATE — Fujifilm Corporation (Japan) — An object of the present invention is to provide a lithographic printing plate precursor from which a lithographic printing plate that is excellent in terms not only of on-machine developability immediately after manufacturing but also of on-machine developability after one year of natural aging and has excellent printing resistance can be produced. Provided are a lithographic printing plate precursor having an image-recording layer on an aluminum support, in which the image-recording layer contains a polymerization initiator, an infrared absorber, a polymer particle, and a polymerizable compound, and the polymerizable compound has a) a molecular weight of 1,500 to 3,000, b) a double bond equivalent of 200 or less, and c) a CLog P of 9 or less and a method for producing a lithographic printing plate in which the lithographic printing plate precursor is used.
US11326232 — ALUMINUM STRIP FOR LITHOGRAPHIC PRINTING PLATE CARRIERS AND THE PRODUCTION THEREOF — Hydro Aluminum Deutschland GmbH (Germany) — A method for producing aluminum strips for lithographic printing plate supports, wherein the aluminum strip is produced from a rolling ingot, which after optional homogenizing is hot-rolled to a thickness of 2 mm to 7 mm and cold-rolled to a final thickness of 0.15 mm to 0.5 mm provides for an aluminum strip having a thickness of 0.15 mm to 0.5 mm and a printing plate support produced from the aluminum strip. According to a first teaching of the present invention, the above disclosed aspect is procedurally achieved in that the aluminum strip consists of an aluminum alloy having the following alloying constituents in weight percent: 0.3%≤Fe≤0.4%, 0.2%≤Mg≤1.0%, 0.05%≤Si≤0.25%, Mn≤0.1%, optionally Mn≤0.05%, Cu≤0.04%, with the remainder Al and unavoidable impurities, individually max. 0.05%, in total max. 0.15%; during cold-rolling an intermediate annealing at a thickness of 1.5 mm to 0.5 mm is carried out, the aluminum strip is then rolled to a final thickness of 0.15 mm to 0.5 mm by cold-rolling and is coiled in a hard-as-rolled state for further processing into a lithographic printing plate support.
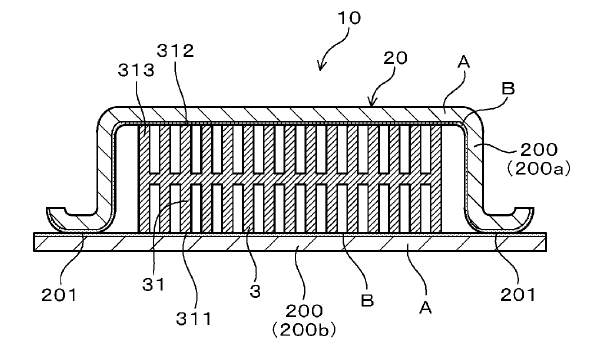
US11320217 — HEAT EXCHANGER AND METHOD OF MANUFACTURING THE SAME — UACJ Corporation (Japan) — Inverter units are used in various applications such as in the control of a drive motor of, for example, a hybrid automobile, an electric vehicle, or the like. An inverter unit comprises a semiconductor (switch) device, such as an IGBT (insulated gate bipolar transistor), and a heat exchanger for cooling the semiconductor device as well as other heat-generating elements (bodies) such as electronic parts that constitute the power conversion circuit. A method for manufacturing such a heat exchanger (1) includes joining an inner fin (3) to a hollow structure (20) formed from at least two clad plates (200a, 200b) by heating and brazing a filler metal layer (B). Each clad plate has a core layer (A) composed of an aluminum alloy that contains Mg: 0.40-1.0 mass %. The filler metal layer is composed of an aluminum alloy that contains Si: 4.0-13.0 mass %, and further contains Li: 0.0040-0.10 mass %, Be: 0.0040-0.10 mass %, and/or Bi: 0.01-0.30 mass %. The inner fin is composed of an aluminum alloy that contains Si: 0.30-0.70 mass % and Mg: 0.35-0.80 mass %. A flux (F) that contains cesium (Cs) is applied along a contact part (201), and the vicinity thereof, of the at least two clad plates prior to the heating. A heat exchanger (1) may be manufactured according to this method.
US11268171 — ALUMINUM ALLOY FOIL, AND METHOD FOR PRODUCING ALUMINUM ALLOY FOIL — Mitsubishi Aluminum Co., Ltd. (Japan) — An aluminum alloy foil has a composition containing 1.0% to 1.8% by mass of Fe, 0.10% to 0.20% by mass of Si, 0.005% to 0.05% by mass of Cu, and Mn regulated to be 0.01% by mass or less, with the balance consisting of Al and incidental impurities. With regard to crystal grains surrounded by high inclination angle grain boundaries which are grain boundaries having a misorientation of 15° or more in analysis of crystal orientation per unit area using electron backscatter diffraction, an average grain size of the crystal grains is 10 μm or less, and a maximum grain size of the crystal grains/the average grain size of the crystal grains ≤3.0. When a thickness of the foil is 30 μm, elongations in directions making 0°, 45° and 90° with respect to a rolling direction are each 25% or more respectively.
US11260439 — ALUMINUM ALLOY STRIP WITH IMPROVED SURFACE APPEARANCE — Hydro Aluminum Rolled Products GmbH (Germany) — The invention relates to an aluminum alloy strip with improved surface optics, which is fabricated via hot and/or cold rolling, and consists of AA 3xxx, AA 5xxx, AA 6xxx or AA 8xxx aluminum alloy. The object of proposing an aluminum alloy strip that is suitable for attractive and precious surface optics despite the elevated percentage of alloy constituents is achieved in that, after degreasing, the finish-rolled aluminum alloy strip exhibits an increase in the luminance value L*(ΔL) in relation to the rolled-greasy state of more than 5 while measuring the color of the surface in the CIE L*a*b* color space using a standard illuminant D65 and a normal observation angle of 10°, excluding direct reflection in 45°/0° geometry. Strips consisting of a type AA 3xxx, AA 5xxx, AA 6xxx or AA 8xxx aluminum alloy are often used for applications in which the surfaces of the aluminum alloy strip on the finished product remain visible. For example, can lids are fabricated out of a type AA5182 aluminum alloy, and coated with a clear varnish or gold-tinted clear varnish. The corresponding can lids then exhibit the surface optics of the finished aluminum alloy strip or allow the latter to be visible through the tinted varnish. Other aluminum alloy strips are also delivered in varnished form, e.g., those consisting of an AA 3xxx aluminum alloy. For example, top-coat varnished strips of this aluminum alloy are used for manufacturing roller shutters or skylight strips. AA 8xxx aluminum alloys are used among other things for packaging purposes, in particular blister packaging.
US11255008 — METHOD FOR PROCESSING HIGHLY ALLOYED ALUMINUM ALLOY SHEET WITH HIGH ROLLING YIELD — Central South University (China) — The present invention discloses a method for processing a highly alloyed aluminum alloy sheet with a high rolling yield, including the steps of cold rolling and hot rolling of an alloy sheet followed by heat treatment. The highly alloyed Al—Cu—Mg—Ag alloy sheet is subjected to short-time solution treatment and quenching at high temperature for multiple times by increasing the solution treatment temperature and shortening the solution treatment time. In this way, the mechanical properties of the alloy at room temperature and high temperature match with or even exceed those of a conventional alloy subjected to long-time solution treatment at high temperature. The present invention implements multiple times of short-time continuous solution treatment and quenching of a highly alloyed coiled aluminum alloy sheet. This prevents a large amount of scrap caused by the conventional processes of segmented solution treatment and quenching of the coiled material and stretching straightening treatment.
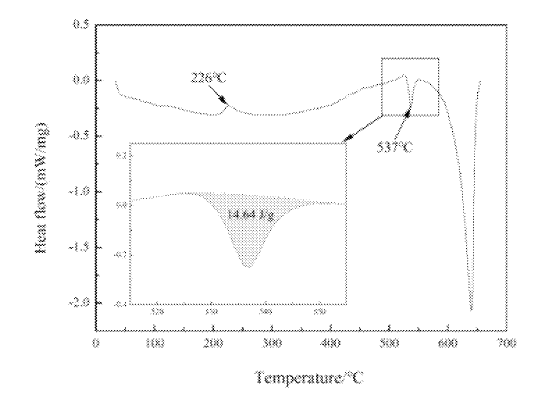
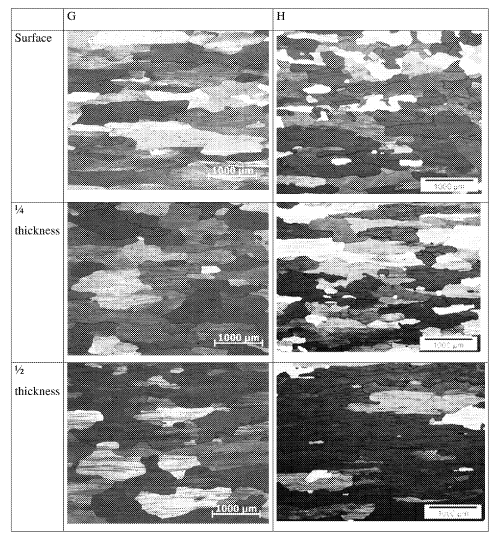
US11248280 — ALUMINUM ALLOY VACUUM CHAMBER ELEMENTS STABLE AT HIGH TEMPERATURE — Constellium Issoire (France) — The invention relates to aluminum alloy products used as vacuum chamber elements in the manufacture of integrated electronic circuits based on semiconductors, flat display screens and photovoltaic panels and their manufacturing process. The elements are obtained by machining and surface treatment of a plate of thickness at least equal to 10 mm made of aluminum alloy composed as follows (as percentages by weight), Si: 0.4-0.7, Mg: 0.4-1.0; the Mg/Si ratio as a percentage by weight being less than 1.8; Ti: 0.01-0.15, Fe 0.08-0.25; Cu <0.35; Mn <0.4; Cr: <0.25; Zn <0.04; other elements <0.05 each and <0.15 in total, the rest aluminum, characterized in that the grain size of said plate is such that the mean linear intercept length l, measured in plane L/TC according to standard ASTM E112, is at least equal to 350 μm between surface and ½ thickness. The invention also relates to the method of manufacturing of such a vacuum chamber element. The products according to the invention are particularly advantageous, particularly in terms of resistance to creep deformation at high temperature, while having high properties of corrosion resistance, homogeneity of properties in thickness and machinability.
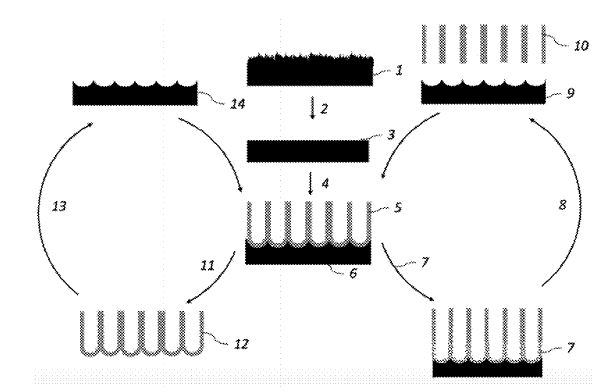
US11230786 — NANO-POROUS ANODIC ALUMINUM OXIDE MEMBRANE FOR HEALTHCARE AND BIOTECHNOLOGY — Nanopec, Inc. (USA) — A method of manufacturing a nano-structured aluminum oxide film. The first step involves degreasing an aluminum plate using a degreasing solution. The next step involves electropolishing the aluminum plate after degreasing with an electropolishing solution that is free of perchloric acid and chromic acid. The next step involves pre-anodizing the aluminum plate after electropolishing with an anodization acid solution for a first predetermined time period. The next step involves anodizing the aluminum plate after electropolishing with the anodization acid solution for a second predetermined time period to form an anodized membrane on the aluminum plate. The next step involves separating the anodized membrane from the aluminum plate with a solution free of chrome. The last step involves cleaning the anodized membrane. The present invention enables the production of high purity, biocompatible, nano-structured ceramic films and membranes by eliminating all etching steps and replacing toxic chemicals with environmentally benign alternatives. The present invention creates a safer working environment and significantly reduces costs by eliminating materials that are expensive to ship, handle and dispose. The present invention also provides a systematic set of steps for the production of high purity nano-structured aluminum oxide ceramic films with random, ordered, closed or open pores using fewer steps than traditional production methods. Overall, the present invention offers a high quality finished product suitable for health and biotechnology applications with high throughput, lower production costs, and elimination of unwanted cytotoxic impurities.
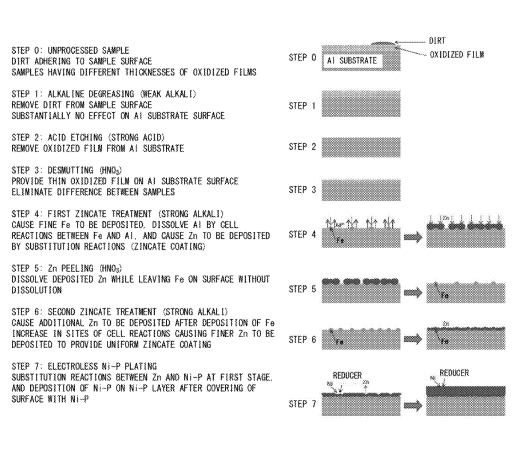
US11211088 — MAGNETIC DISC, ALUMINUM ALLOY SUBSTRATE FOR MAGNETIC DISC, AND PRODUCTION METHOD FOR ALUMINUM ALLOY SUBSTRATE — UACJ Corporation and Furukawa Electric Co., Ltd. (Japan) — Specifically, the disclosure relates to an aluminum alloy magnetic disk having a high strength and a low level of waviness and causing a low level of disk fluttering (in the magnetic disk, a level of fluttering characteristics at a frequency of 100 Hz or more may be 200 nm or less) and relates to an aluminum alloy substrate constituting the magnetic disk and a method of fabricating the substrate. Provided are a magnetic disk and a method of fabricating the magnetic disk. The magnetic disk includes an aluminum alloy plate fabricated by a process involving a CC method and a compound removal process, and an electroless Ni—P plating layer disposed on the surface of the plate. The aluminum alloy plate is composed of an aluminum alloy containing 0.4 to 3.0 mass % (hereinafter abbreviated simply as “%”) of Fe, 0.1% to 3.0% of Mn, 0.005% to 1.000% of Cu, 0.005% to 1.000% of Zn, with a balance of Al and unavoidable impurities. In the magnetic disk, the maximum amplitude of waviness in a wavelength range of 0.4 to 5.0 mm is 5 nm or less, and the maximum amplitude of waviness in a wavelength range of 0.08 to 0.45 mm is 1.5 nm or less.
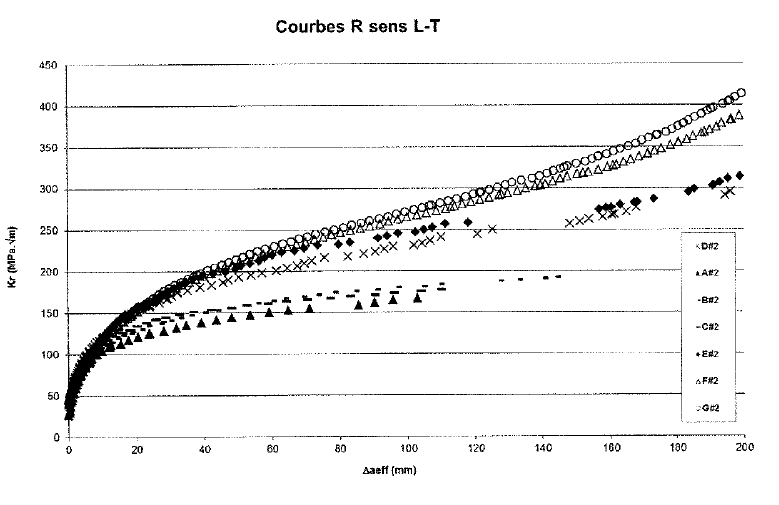
US11174535 — ISOTROPIC PLATES MADE FROM ALUMINUM-COPPER-LITHIUM ALLOY FOR MANUFACTURING AIRCRAFT FUSELAGES — Constellium Issoire (France) — The invention relates to a plate with a thickness of 0.5 to 9 mm with an essentially recrystallized granular structure, made from an alloy based on aluminum, comprising 2.8 to 3.2% by weight Cu, 0.5 to 0.8% by weight Li, 0.1 to 0.3% by weight Ag, 0.2 to 0.7% by weight Mg, 0.2 to 0.6% by weight Mn, 0.01 to 0.15% by weight Ti, a quantity of Zn below 0.2% by weight, a quantity of Fe and Si of less than or equal to 0.1% by weight each, and unavoidable impurities to a proportion of less than or equal to 0.05% by weight each and 0.15% by weight in total, said plate being obtained by a method comprising casting, homogenization, hot rolling and optionally cold rolling, solution heat treatment, quenching and aging. The plates according to the invention are advantageous for the manufacture of aircraft fuselage panel.
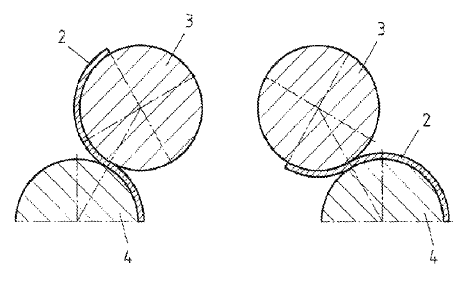
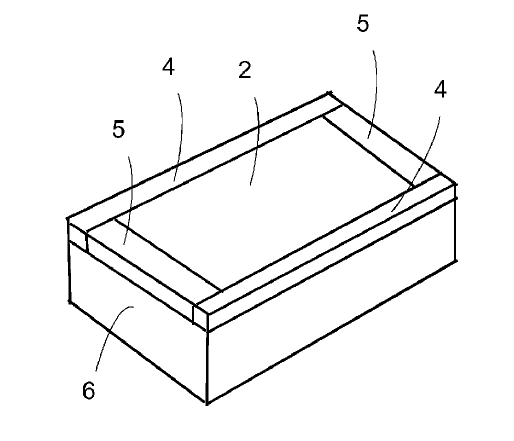
US11135682 — METHOD FOR MANUFACTURING A CLAD SHEET PRODUCT — Gränges AB (Sweden) — The invention concerns a method for the manufacturing of a clad sheet product comprising a core layer (6) and at least one cladding layer, the method comprising rolling an assembly of a core layer and at least one cladding layer and reducing the thickness to a desired gauge, the core layer being made of an aluminum alloy, the at least one cladding layer comprising a center section (2) and at least two edge sections (4, 5) positioned at opposite sides of the center section (2) along the edges of the at least one cladding layer, the center section being made of a material being an aluminum alloy or a composite material comprising a matrix of aluminum or an aluminum alloy, the edge sections along (4, 5) the edges being made of a material different from the material of the center section, wherein the edge sections (4, 5) are cut off during or after the rolling. One aspect of the invention concerns a method for the manufacturing of a clad sheet product, preferably a brazing sheet, said clad sheet product comprising a core layer and at least one cladding layer as defined in the claims. The invention further concerns a cladding plate useful in the method.
US11130160 — EMBOSSING FOR ELECTRO DISCHARGE TEXTURED SHEET — Arconic Technologies LLC (USA) — An apparatus and method for applying an EDT (electro discharge texture) to an aluminum sheet has a rolling stand with at least one EDT surfaced roll capable of rolling the sheet at reductions <1%. The rolling is conducted with residual or no lubrication and imparts a texture on the scale of about 1 μm to the surface of the sheet at low roll force. In one example of a rolling operation conducted in accordance with the present disclosure, the rolls are pressed together by a force of about 200 to 350 metric tons, for sheet widths of 60″ and 73″ (1.54 m and 1.85 m), respectively. Because embossing mills are less capital intensive than cold rolling mills, use of an embossing mill to impart EDT texture may result in a more efficient use of resources than use of more expensive cold rolling mills, which if present, can be used for other functions.
US11053576 — METHOD FOR PRODUCING ALUMINUM ALLOY ROLLED MATERIAL FOR MOLDING HAVING EXCELLENT BENDING WORKABILITY AND RIDGING RESISTANCE — UACJ Corporation (Japan) — The present disclosure relates to a method for producing a rolled material for molding comprising an aluminum alloy, which is subjected to molding and coating baking and is used as the members and components of various automobiles, ships, aircraft, and the like, such as automobile body sheets and body panels, construction materials, structural materials, and materials for various machinery and appliances, household electrical appliances, the components thereof, and the like. The present disclosure relates to a method for producing an aluminum alloy rolled material for deformation molding, the method including: a step of performing homogenization treatment of an ingot including an aluminum alloy with predetermined composition; a step of cooling the aluminum alloy after the homogenization treatment so that an average cooling rate in an ingot thickness of ¼ part from 500°C to 320°C is 30°C/h to 2000°C/h; and a step of starting hot rolling at 370°C to 440°C and winding the hot-rolled aluminum alloy at 310 to 380°C, in which the method for producing an aluminum alloy rolled material for deformation molding further includes a step of retaining the aluminum alloy after the cooling step for 0.17 hours or more at a heating temperature before rolling set within a range of 370°C to 440°C before the hot rolling.
US10995397 — ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Novelis Inc. (USA) — Disclosed are high-strength aluminum alloys and methods of making and processing such alloys. More particularly, disclosed are aluminum alloys exhibiting improved mechanical strength. The processing method includes homogenizing, hot rolling, solutionizing, and multiple-step quenching. In some cases, the processing steps can further include annealing and/or cold rolling. In some examples, the aluminum alloy can include about 0.45-1.5 wt. % Si, about 0.1-0.5 wt. % Fe, up to about 1.5 wt. % Cu, about 0.02-0.5 wt. % Mn, about 0.45-1.5 wt. % Mg, up to about 0.5 wt. % Cr, up to about 0.01 wt. % Ni, up to about 0.1 wt. % Zn, up to about 0.1 wt. % Ti, up to about 0.1 wt. % V, and up to about 0.15 wt. % of impurities, with the remainder Al. In some examples, the methods can include a third quench to a third temperature.

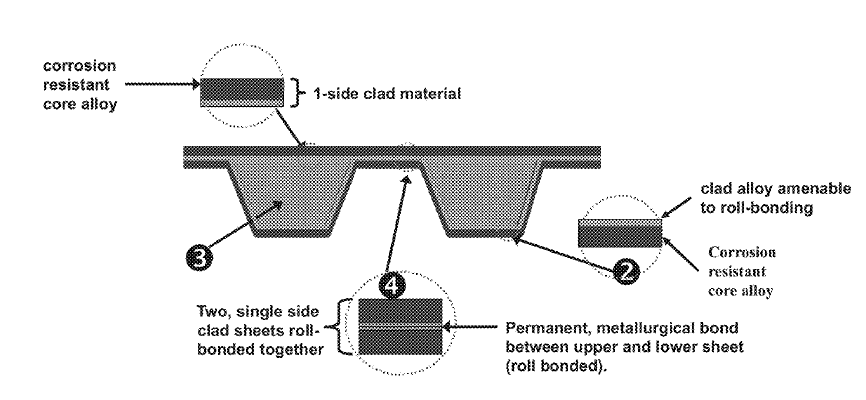
US10926319 — CLAD SHEETS FOR HEAT EXCHANGERS — Novelis Inc. (USA) — This application discloses a material including an aluminum metal alloy cladding fusion-cast to a metal alloy core. Also disclosed is a material having a metal core with a high content of scrap metal and having two sides, a first aluminum metal cladding fusion cast to the first side of the core layer, and a second aluminum metal cladding fusion cast to the second side of the core layer. The materials can be in a form of a sheet. Sheets are roll bonded together to create permanent metallurgical bonds except at regions where a weld-stop ink is applied. The sheets are used to make corrosion resistant heat exchangers. An AA3XXX or AA1XXX alloy can be used for one or both clad layers. In one example, both clad layers are AA3XXX. In another example, both clad layers are AA1XXX. In yet another non-limiting example, one clad layer is AA1XXX and the other clad layer is AA3XXX. In still another non-limiting example, one clad layer is AA1XXX or AA3XXX and the other clad layer is AA5XXX. The clad layers may surround a low-cost core layer which can contain a relatively high content of scrap metal containing aluminum.
US10696040 — LITHO STRIP WITH HIGH COLD-ROLLING PASS REDUCTION — Hydro Aluminum Rolled Products GmbH (Germany) — Provided is a method for production of an aluminum strip for lithographic printing plate supports from an aluminum alloy including (in wt %): 0.05%≤Si≤0.25%, 0.2%≤Fe≤1%, Cu max. 400 ppm, Mn≤0.30%, 0.10%≤Mg≤0.50%, Cr≤100 ppm, Zn≤500 ppm, Ti<0.030%, the remainder aluminum and unavoidable impurities individually at most 0.03%, in total at most 0.15%. In the method, a rolling ingot is cast from an aluminum alloy, and the rolling ingot is homogenized. Further, the rolling ingot is hot rolled to a hot strip final thickness, and the hot strip is cold rolled to final thickness of between 0.1 mm and 0.5 mm. The product of the relative final thicknesses of the aluminum strip after the first and after the second cold rolling pass of the aluminum strip is 15% to 24%.
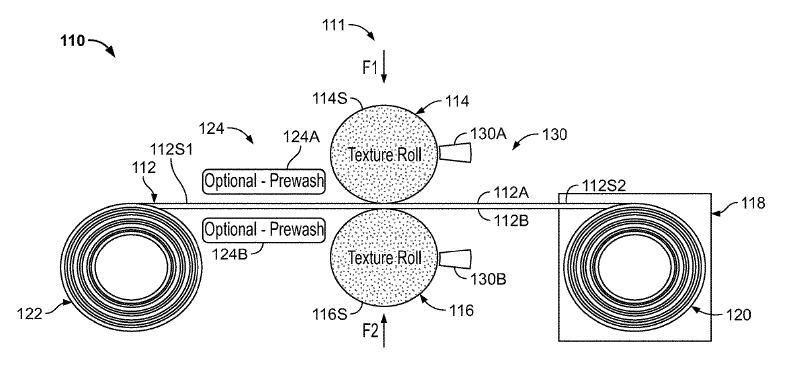
US10589327 — APPARATUS AND METHOD FOR ROLLING METAL — Arconic Inc. (USA) — The disclosed subject matter relates to a method for rolling a sheet of metal provided at a first state to achieve a second state, including rolling the metal sheet with a texture roll when the metal sheet is at a temperature at which the metal sheet exhibits reduced yield strength relative to a yield strength of the metal sheet at ambient temperature. In another aspect of the disclosure, the metal is aluminum and the temperature at which the metal sheet is rolled by the texture roll is between 250 to 970 degrees Fahrenheit. In another aspect, the texture roll exhibits a surface roughness in the range of 1 micrometer to 50 micrometers. An apparatus and method for rolling aluminum sheet uses a texture roll to roll the sheet while is it hot and has reduced yield strength. The texture rolling may be used to remediate defects in the sheet at a variety of stages in rolling, and may facilitate subsequent rolling stages.
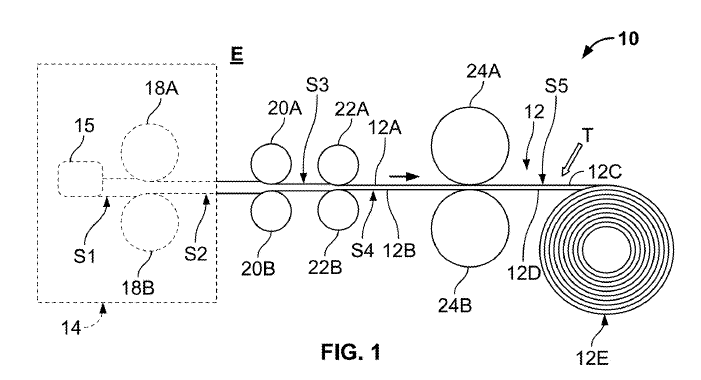
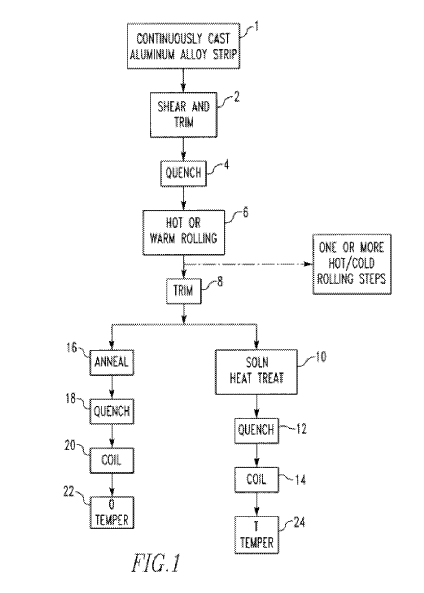
US10550455 — METHODS OF CONTINUOUSLY CASTING NEW 6XXX ALUMINUM ALLOYS, AND PRODUCTS MADE FROM THE SAME — Arconic Inc. (USA) — The present invention relates to a method of manufacturing a 6xxx aluminum alloy strip in a continuous in-line sequence comprising (i) providing a continuously-cast aluminum alloy strip as feedstock; (ii) rolling (e.g. hot rolling and/or cold rolling) the feedstock to the required thickness in-line via at least two stands, optionally to the final product gauge. New 6xxx aluminum alloy strips having an improved combination of properties are disclosed. The new 6xxx new aluminum alloy strips are rolled to a target thickness in-line via at least a first rolling stand and a second rolling stand. In one approach, the 6xxx new aluminum alloy strips may contain 0.8 to 1.25 wt. % Si, 0.2 to 0.6 wt. % Mg, 0.5 to 1.15 wt. % Cu, 0.01 to 0.2 wt. % manganese, 0.01 to 0.2 wt. % iron; up to 0.30 wt. % Ti; up to 0.25 wt. % Zn; up to 0.15 wt. % Cr; and up to 0.18 wt. % Zr.
US10538834 — HIGH-STRENGTH 6XXX ALUMINUM ALLOYS AND METHODS OF MAKING THE SAME — Novelis Inc. (USA) — Disclosed are high-strength aluminum alloys and methods of making and processing such alloys. More particularly, disclosed is a 6XXX series aluminum alloy exhibiting improved mechanical strength, formability, corrosion resistance, and anodized qualities. An exemplary method includes homogenizing, hot rolling, solutionizing, and quenching. In some cases, the processing steps can further include annealing and/or cold rolling. For example, disclosed is a method of producing an aluminum alloy metal product, the method comprising casting an aluminum alloy to form an ingot, wherein the aluminum alloy comprises about 0.9-1.5 wt. % Cu, about 0.7-1.1 wt. % Si, about 0.7-1.2 wt. % Mg, about 0.06-0.15 wt. % Cr, about 0.05-0.3 wt. % Mn, about 0.1-0.3 wt. % Fe, up to about 0.2 wt. % Zr, up to about 0.2 wt. % Sc, up to about 0.25 wt. % Sn, up to about 0.2 wt. % Zn, up to about 0.15 wt. % Ti, up to about 0.07 wt. % Ni, and up to about 0.15 wt. % of impurities, with the remainder as Al; homogenizing the ingot; hot rolling the ingot to produce a plate, shate, or sheet; and solutionizing the plate, shate or sheet at a temperature between about 520°C and about 590°C.
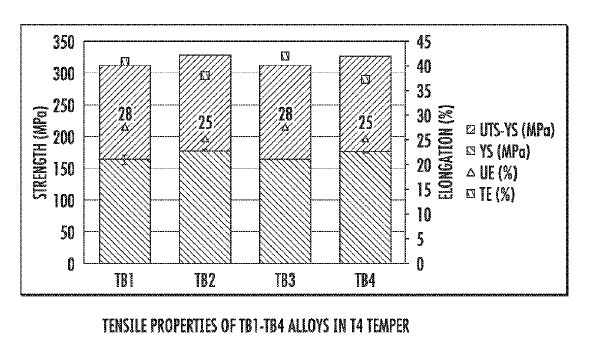
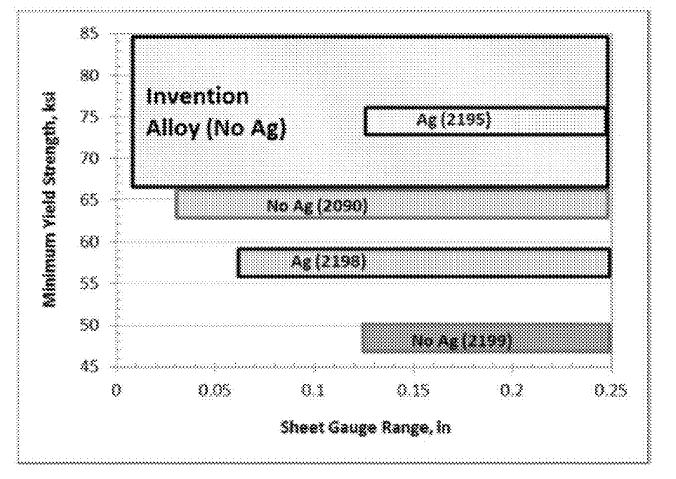
US10253404 — HIGH STRENGTH, HIGH FORMABILITY, AND LOW COST ALUMINUM-LITHIUM ALLOYS — Kaiser Aluminum Fabricated Products, LLC (USA) — A high strength, high formability and low cost 2xxx aluminum-lithium alloy is disclosed. The aluminum-lithium alloy is capable of being formed into wrought products with a thickness of from about 0.01″ to about 0.249″. Aluminum-lithium alloys of the invention generally comprise from about 3.5 to 4.5 wt. % Cu, 0.8 to 1.6 wt. % Li, 0.6 to 1.5 wt. % Mg, from 0.03 to 0.6 wt. % of at least one grain structure control element selected from the group consisting of Zr, Sc, Cr, V, Hf, and other rare earth elements, and up to 1.0 wt. % Zn, up to 1.0 wt. % Mn, up to 0.12 wt. % Si, up to 0.15 wt. % Fe, up to 0.15 wt. % Ti, up to 0.05 wt. % of any other element, with the total of these other elements not exceeding 0.15 wt. %, and the balance being aluminum. Ag should not be more than 0.5 wt. % and is preferably not intentionally added. Mg is at least equal or higher than Zn in weight percent in the invented alloy. Further provided are methods for manufacturing wrought products including the aluminum-lithium alloys of the present invention.
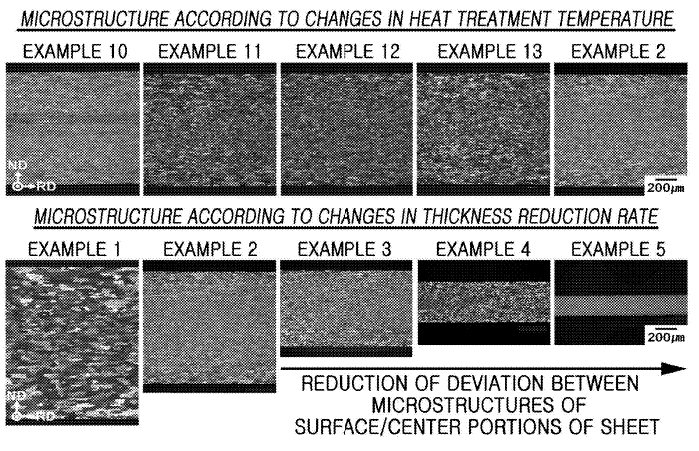
US10253403 — METHOD OF MANUFACTURING GRAIN-REFINED ALUMINUM-ZINC-MAGNESIUM-COPPER ALLOY SHEET — Korea Institute of Machinery and Materials (Korea) — Provided is a method of manufacturing a grain-refined aluminum-zinc-magnesium-copper alloy sheet, including manufacturing an aluminum alloy sheet from an aluminum-zinc-magnesium-copper alloy melt by twin-roll strip casting, primarily rolling the aluminum alloy sheet manufactured in step 1, cold rolling the aluminum alloy sheet manufactured in step 2, and performing a heat treatment on the aluminum alloy sheet manufactured in step 3, thereby reducing processing time and cost by using twin-roll casting. Since grain refinement and homogenization of the sheet manufactured by the twin-roll casting are maximized by sequentially performing warm rolling, cold rolling, and a heat treatment on the sheet, elongation may be improved.
US10226813 — METHOD OF MANUFACTURING ALUMINUM-ZINC-BASED ALLOY SHEET USING TWIN-ROLL CASTING AND ALUMINUM-ZINC-BASED ALLOY SHEET MANUFACTURED THEREBY — Korea Institute of Machinery and Materials (Korea) — Provided are a method of manufacturing an aluminum-zinc-based alloy sheet using twin-roll casting and an aluminum-zinc-based alloy sheet manufactured thereby. Specifically, a method of manufacturing an aluminum-zinc-based alloy sheet, including preparing a melt by melting elements corresponding to an aluminum alloy including 0.5 wt % to 10 wt % of zinc, inevitable impurities and aluminum as a balance (step 1); and twin-roll casting by introducing the melt prepared in step 1 between a pair of rotating cooling rolls (step 2), and an aluminum-zinc-based alloy sheet manufactured thereby are provided. The present invention may manufacture an aluminum-zinc-based alloy sheet, in which twin-roll casting is known to be difficult due to a wide solid-liquid coexistence region, by twin-roll casting by using cooling rolls having high thermal conductivity and controlling a reduction force by the rotational speed of the rolls.