The quest for higher strength materials, especially in transportation markets, seems to be never ending. The aluminum industry is meeting the demand with new alloys and heat treatments aimed at optimizing properties made of age hardening aluminum. Processing age hardening aluminum alloys to meet high strength levels in various product forms requires special heat treatment, i.e., control of temperature and time in heating and cooling as well as possible deformation at every stage of production, from cast ingot to finished product. As the patent survey presented here centers around heat treatment of aluminum alloys, more specifically on the metallurgy of age hardening aluminum alloys, it is seen that recent inventions in this field apply across the spectrum –from castings to extrusions, forgings, sheet and plate, and wire products in all aluminum market applications.
Although the aim of many of these patents is to achieve a high strength in finished parts, the heat treatment parameters are also key to maintaining ductility in the forming and joining operations required to produce the part and are also critical in control of other desirable properties, e.g., corrosion and stress corrosion resistance. As the demand for aluminum in transportation markets has climbed in recent years, so has the number of patents dealing with heat treatment of mostly wrought aluminum alloys. Many of the heat treatment patents selected here involve control of precipitation or age hardening in thermally treatable (T-temper) aluminum alloys to achieve high strength, e.g. in bake hardening (BH), while maintaining adequate ductility for forming and joining operations prior to BH.
As the patents indicate, this is achieved by innovative heat treatments, sometimes involving solutionizing combined with forming and sometimes multiple aging steps. For example, patents US10648060 and US10047425 show that two step aging of 7xxx alloys such as 7075 has been shown to reduce age hardening time from 24 h to 2-4 h, which is a huge savings in energy and production time.
Much of the progress made in the metallurgy of aluminum alloy heat treatment involves the age hardening phenomenon. The serendipitous discovery of age hardening in Al-Cu specimens by Alfred Wilm dates to 1901. Soon after, the aluminum industry exploited this advantage by developing age hardening alloys that challenge some high strength steels. Today, there are more than one hundred Al-Cu (2xxx) alloys registered by the Aluminum Association. Also, by last count of the Aluminum Association’s Teal Sheets (www.aluminum.org/sites/default/files/Teal%20Sheet.pdf), there are over one hundred 6xxx and over eighty 7xxx age hardening alloys registered. To be sure, without these age hardening (T-temper) aluminum alloys, the aluminum industry would be at a disadvantage in competing with alternative materials. The pace of discovery of new T-temper aluminum alloys with special heat treatments to boost mechanical and physical properties continues unabated as indicated by many of the recently issued patents hereafter.
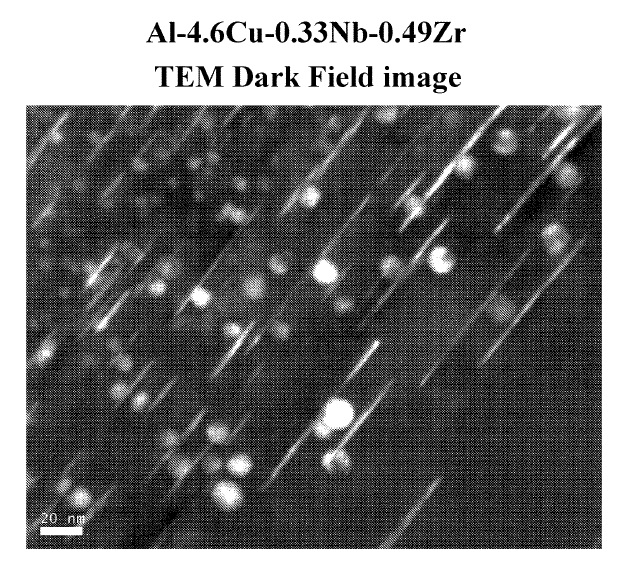
Progress in aluminum alloy development over the years has been accelerated primarily due to the increasing availability of new metallurgical tools such as digitized metallographic microscopes, scanning and transmission microscopes, special hardness and mechanical test equipment, differential scanning calorimetry (DSC), etc., not to mention software tools that make use of accessible thermodynamic data on equilibrium and metastable phase formation in aluminum alloys during solution and aging treatments to optimize heat treatment temperatures and time. The ability to observe changes occurring on the nano-level directly or indirectly during heat treatment is made possible by means of a large array of experimental equipment available today. The descriptions and teachings in these selected patents show how some of these tools have been used by the inventors in developing heat treatment parameters that are the basis for their claims of invention.
The numerous variations of heat treatments for T-temper aluminum alloys (annealing, solutionizing, age hardening, intermediate cold working to allow for straightening, additional hardening, and post cold working) have been codified in the ANSI H35.1 standard published by the Aluminum Association, and have been used in the U.S. since 1948, which have now been adopted by many countries that employ the EN 515 and ISO 2107 standards. A complete list of standardized T-temper designations and descriptions for wrought age hardening aluminum alloys is available for download at www.lightmetalage.com/PDFs/LMA-2010-08-016-T-Temper.pdf. As the patents presented indicate, each of the published T-temper designations cover a wide range of heat treatment options for controlling properties throughout the aging spectrum.
Optimizing heat treatments for strain hardenable (H-temper) aluminum alloys, such as 1xxx, 3xxx, and 5xxx, is also important. For example, heat treatment of 5xxx alloys with magnesium contents above 3% is critical to assuring that the grain boundaries remain free of β-phase in service to control intergranular corrosion and stress corrosion cracking (see US10266921). A list of the temper designations for wrought H-temper aluminum alloys is available for download at: www.lightmetalage.com/PDFs/LMA-2009-10-026TempersPartI.pdf. It should be noted that strain hardening alloys, such as the 3xxx and 5xxx, do not age harden in the classic sense, although a slight amount of age hardening in these alloys is possible due to the solutionizing of trace elements such as silicon and copper. No special temper designations are recognized for such heat treatments in these alloys.
Aluminum shape castings alloyed with silicon (pre and post eutectic) and other major elements that impart age hardening characteristics are a class apart in comparison with heat treatment parameters for wrought aluminum alloys. There are over 200 aluminum casting alloys registered by the Aluminum Association, many of which have age hardening characteristics and are used in the manufacture of high pressure die castings for the automotive industry. These die castings have a problem with gas and shrinkage cavities that would expand into blisters if solution heat treated. Thus, many aluminum die castings are only aged after die casting, sometimes compromising strength. The US8409374 patent indicates that some aluminum die castings may be solutionized, if temperature and time are coordinated to achieve a level of hardening elements in solution without pore extension.
Although the focus of this patent survey has been on the metallurgy of aluminum alloy heat treatment, a future survey will focus on the equipment innovations used in achieving the favorable properties required of aluminum alloys. Modern digitized and innovative equipment make it possible for heat treaters to better control the heating, cooling, and aging parameters required to optimize properties and meet the needs of the various markets that aluminum serves.
– Joseph C. Benedyk, Editor
US10648066 — REDUCED AGING TIME OF 7XXX SERIES ALLOY — Novelis Inc. (USA) — The present invention relates to the reduction of artificial aging time of 7xxx series alloys. Currently, the artificial aging times for typical 7xxx series alloy can be as long as 24 h. The present invention reduces the aging time from about 24 hrs., which is employed currently, to less than 4 h or less than 2 h for 7xxx series alloys by means of a double aging heat treatment. The excessively long artificial aging times currently used reduce efficiency and yield in the production of 7xxx series alloys, increase the energy consumption required to produce the 7xxx series alloys, and require more floor space to be occupied by coils or automotive stamped parts of naturally aging 7xxx series alloys. Additionally, typical pre-aging practices lead to a notable increase in yield strength. The present invention results in significantly increased strength after the pre-aging, particularly within the first week after solution heat treatment, together with paint bake operations commonly used in the automotive process chain.

US10612116 — INCREASING STRENGTH OF AN ALUMINUM ALLOY — GM Global Technology Operations LLC (USA) — In an example of a method for increasing strength of an aluminum alloy, the aluminum alloy is formed in a molten state. The aluminum alloy includes from about 4 wt % to about 11 wt % silicon, from greater than 0.2 wt % to about 0.5 wt % chromium, from about 0.1 wt % to about 0.5 wt % magnesium, from about 0.01 wt % to about 0.1 wt % titanium, equal to or less than about 0.5 wt % iron, equal to or less than about 0.5 wt % manganese, and a balance of aluminum. The aluminum alloy is subjected to a solution heat treatment. The aluminum alloy is quenched, and the aluminum alloy is age hardened at an age hardening temperature ranging from about 140°C to 175°C for a time period ranging from about 3 hours to about 35 hours.
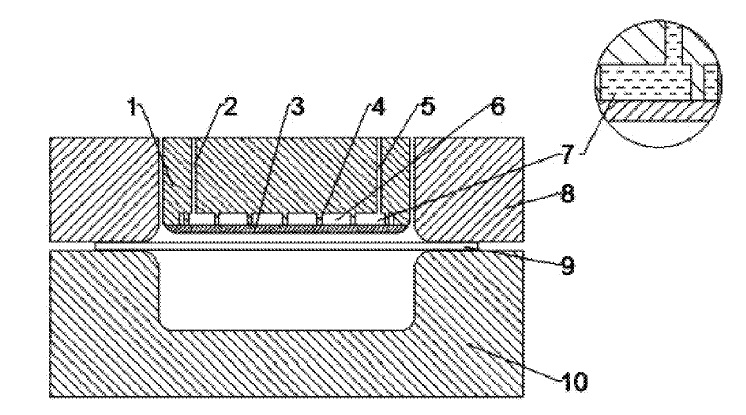
US10576524 — DIE CAPABLE OF ACHIEVING RAPID FORMING AND QUENCHING THEREIN — Dalian University of Technology and Harbin Institute of Technology (China) — The present invention provides a die capable of achieving rapid forming by hot stamping and quenching therein of aluminum alloy (e.g., 6061 and 7075) or boron steel sheet. The die includes an upper die, a blank holder, and a lower die, where the upper die is composed of an internal solid die core and a thin-walled skin. Grooves in communication with each other are disposed between the internal solid die core and the thin-walled skin. In a forming stage, the grooves are not filled or filled with a heat insulating material such as a gas; and in a quenching stage, a low-temperature medium is introduced into the grooves. The die can be used to achieve rapid forming and quenching of metal materials of different types and thicknesses.
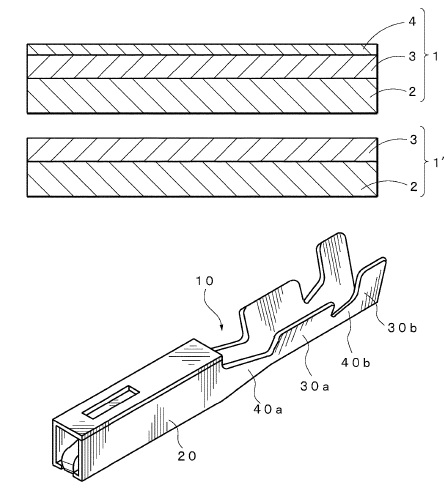
US10516245 — TERMINAL AND METHOD OF MANUFACTURING A TERMINAL — Furukawa Electric Co., Ltd. and Furukawa Automotive Systems Inc. (Japan) — A method of manufacturing a terminal for use in automobiles comprising, in the following order, preparing a sheet material comprising 0.005 mass %-3.000 mass % in total of at least one element selected from Mg, Si, Cu, Zn, Mn, Ni, Cr and Zr, the balance being Al and incidental impurities, performing solution heat treatment by heating the sheet material, cold rolling the solution heat treated sheet material, forming a metal coating layer over a part of or an entirety of the cold-rolled sheet material, the metal coating layer being composed primarily of Sn, Cr, Cu, Zn, Au or Ag, or an alloy composed primarily thereof, forming a developed terminal material by punching the sheet material into a developed view geometry of a terminal, forming the developed terminal material into a terminal, and performing an aging treatment on the terminal at 150-190°C for 60-600 minutes.
US10513767 — METHOD OF CONTINUOUSLY HEAT-TREATING 7000-SERIES ALUMINUM ALLOY SHEET MATERIAL — Aleris Aluminum Duffel BVBA (Belgium) — A method for continuously solution heat-treating aluminum alloy sheet by continuously moving heat-treatable 7000-series aluminum alloy sheet through a continuous heat-treatment furnace arranged to heat the moving aluminum sheet to a set soaking temperature (TSET ) in the temperature range of 370°C to 560°C, the continuous heat-treatment furnace has an entry section and an exit section, the moving aluminum sheet moves substantially horizontally through the continuous heat-treatment furnace, and the moving aluminum sheet is rapidly cooled on leaving the exit section, and before or near the entry section of the continuous heat-treatment furnace the moving aluminum sheet is pre-heated to a temperature of 5°C to 100°C below TSET using an average heat-up rate as function of the sheet thickness of at least Y=-31ln(X)+50, wherein Y is the heat-up rate in °C/sec and X is the sheet thickness in mm.
US10508328 — RAPID HEATING OF SHEET METAL BLANKS FOR STAMPING — Novelis Inc. (USA) — Systems and methods of hot forming a metal blank include receiving the metal blank at a heater and positioning the blank adjacent a magnetic rotor of the heater. The systems and methods also include heating the metal blank through the magnetic rotor by rotating the magnetic rotor. Rotating the magnetic rotor induces a magnetic field into the metal blank such that the metal blank is heated.

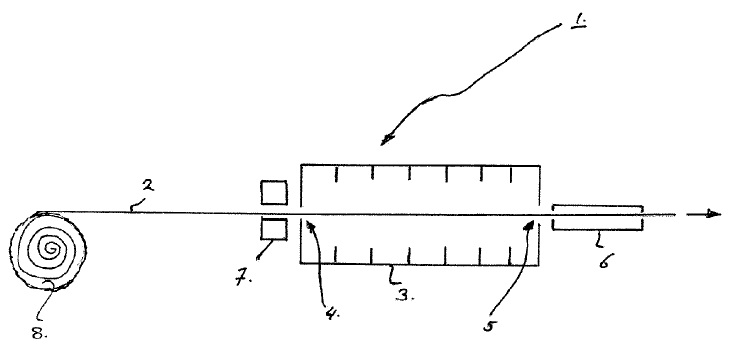
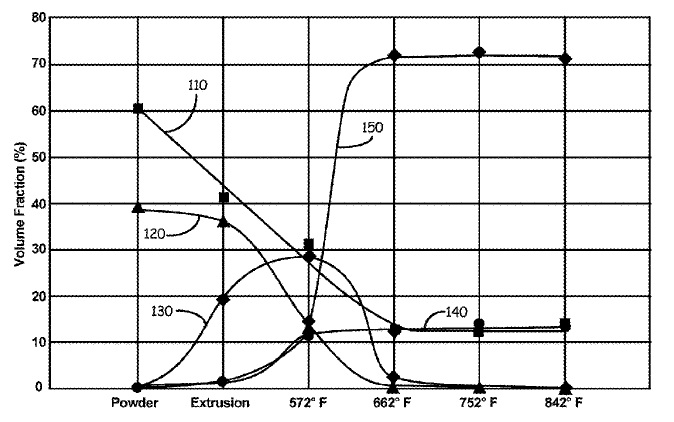
US10508321 — AGE HARDENABLE DISPERSION STRENGTHENED ALUMINUM ALLOYS — United Technologies Corporation (USA) — The present disclosure relates to developing a class of aluminum alloys that are soft in powder form and are therefore easily extruded at low temperatures, but which can be aged to have higher elevated temperature strength after extrusion, or in the final product form after all hot working operations are complete. Dispersion strengthened aluminum-cerium-manganese alloys containing from about 0.05 to about 23.0 weight percent cerium and about 0.03 to about 9.5 weight percent manganese exhibit mechanical properties that make them useful alloys as a result of age hardening for extended periods at temperatures between 350°C (662°F) and 450°C (842°F). After aging, these alloys contain an aluminum solid solution plus Al11Ce3 and Al12Mn.
US10472708 — OPTIMIZATION OF ALUMINUM HOT WORKING — Novelis Inc. (USA) — There is a need for improving the deformability of aluminum alloys (particularly 7xxx alloys such as 7075) during hot forming processes without exhaustive analysis and modification of the chemical composition of the alloy. A method of hot forming an aluminum alloy component made of a 7xxx alloy may include heating the aluminum alloy component in a heating furnace to a solutionizing temperature, cooling the aluminum alloy component to a desired forming temperature, deforming the aluminum alloy component into a desired shape in a forming device while the aluminum alloy component is at the desired forming temperature, maintaining a constant temperature during the deformation of the aluminum alloy component, and quenching the aluminum alloy component to a low temperature below a solvus temperature.

US10450640 — ALUMINUM ALLOY PRODUCTS HAVING IMPROVED PROPERTY COMBINATIONS AND METHOD FOR ARTIFICIALLY AGING SAME — Arconic Inc. (USA) — Aluminum alloy products, such as plate, forgings and extrusions, suitable for use in making aerospace structural components like integral wing spars, ribs and webs, comprises about: 6 to 10 wt. % Zn; 1.2 to 1.9 wt. % Mg; 1.2 to 2.2 wt. % Cu, with Mg<(Cu+0.3); and 0.05 to 0.4 wt. % Zr, the balance Al, incidental elements and impurities. Preferably, the alloy contains about 6.9 to 8.5 wt. % Zn; 1.2 to 1.7 wt. % Mg; 1.3 to 2 wt. % Cu. This alloy provides improved combinations of strength and fracture toughness in thick gauges. When artificially aged per the 3-stage method of preferred embodiments, this alloy also achieves superior SCC performance, including under seacoast conditions.
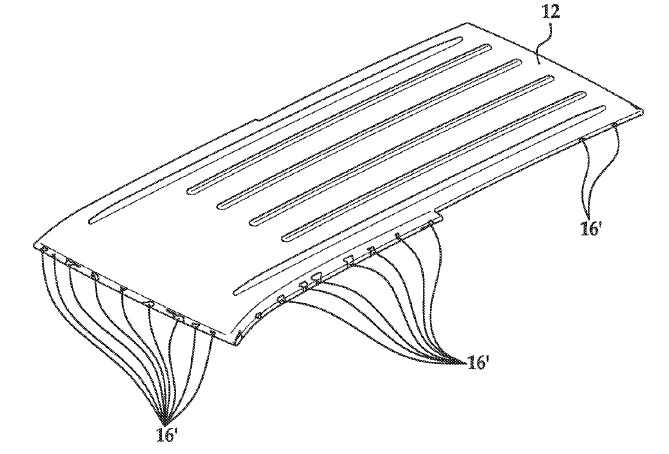
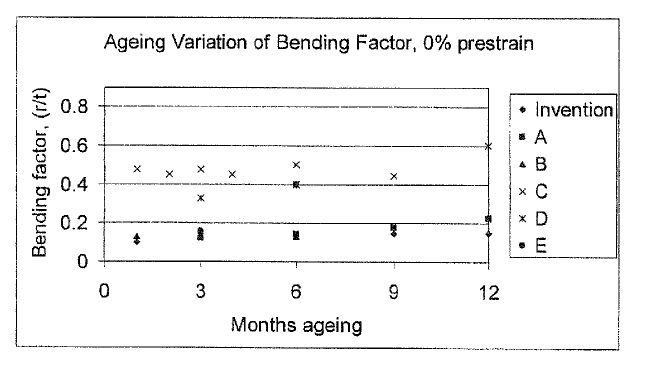
US10450639 — HEAT TREATMENT TO IMPROVE JOINABILITY OF ALUMINUM SHEET — Ford Global Technologies, LLC (USA) — In at least one embodiment, an pickup truck body panel assembly is provided comprising a first member including a 6xxx series aluminum alloy, e.g., 6061 or 6111, heat treated to have a yield strength of at least 200 MPa and an r/t (bendability) ratio of up to 0.4. One or more members may be secured to the first member with a rivet (e.g., a self-piercing rivet). The heat treated alloy may have a yield strength of at least 260 MPa and may have a bendability ratio of up to 0.3. A method of forming an assembly is also provided, including heat treating a 6xxx series aluminum alloy to produce an alloy having a yield strength of at least 200 MPa and an r/t (bendability) ratio of up to 0.4 and riveting a member including the heat treated alloy to one or more additional members.

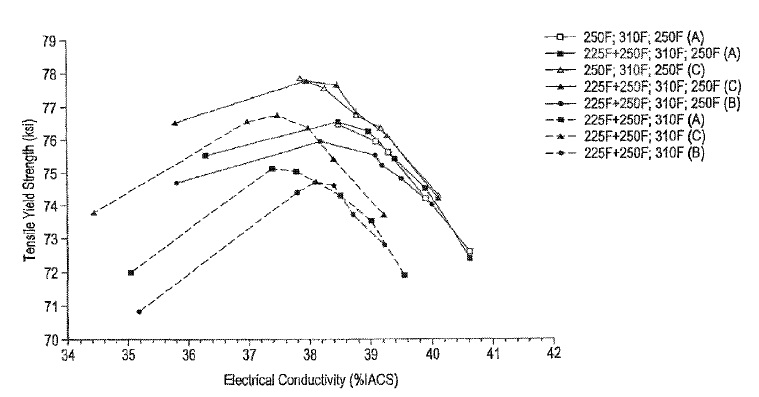
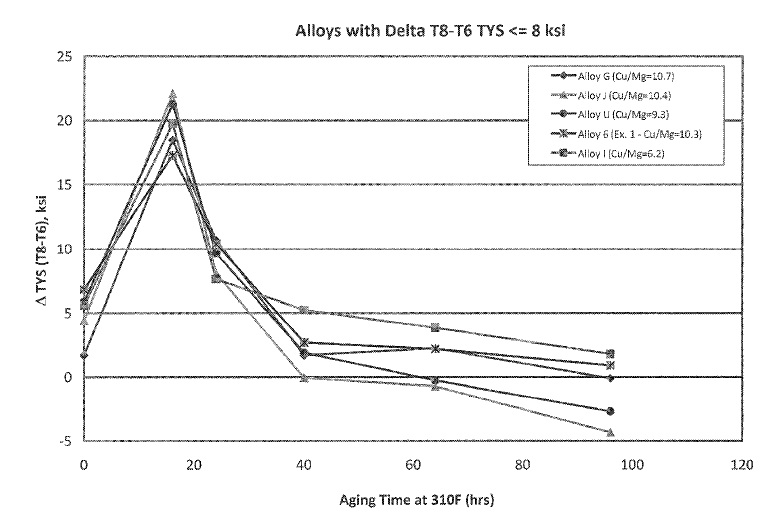
US10435774 — 2XXX SERIES ALUMINUM LITHIUM ALLOYS HAVING LOW STRENGTH DIFFERENTIAL — Arconic Inc. (USA) — Although cold work can increase the strength of a produce between the solution heat treating and artificial aging steps as in the T8 temper, due to shape variations some product forms cannot achieve uniform cold work with the result of a high strength differential across the product. The present application discloses wrought 2xxx Al–Li alloy products that are work insensitive for a significantly equivalent aging practice. The wrought aluminum alloy products generally include from about 2.75 wt. % to about 5.0 wt. % Cu, from about 0.2 wt. % to about 0.8 wt. % Mg, where the ratio of copper-to-magnesium ratio (Cu/Mg) in the aluminum alloy is in the range of from about 6.1 to about 17, from about 0.1 wt. % to 1.10 wt. % Li, from about 0.3 wt. % to about 2.0 wt. % Ag, from 0.50 wt. % to about 1.5 wt. % Zn, up to about 1.0 wt. % Mn, the balance being aluminum, optional incidental elements, and impurities. The wrought aluminum alloy products may realize a low strength differential and in a short aging time due to their work insensitive nature.
US10428412 — ARTIFICIAL AGING OF STRAINED SHEET METAL FOR STRENGTH UNIFORMITY — Ford Global Technologies, LLC (USA) — Methods of heat treating aluminum alloys are disclosed. The method may include forming a sheet of solution heat-treated, quenched, and aged 6xxx series aluminum having a sheet average yield strength of at least 100 MPa into a component. The component may then be attached to an assembly and at least a portion of the assembly may be painted. The method may then include heat treating the assembly to cure the paint and to increase a component average yield to at least 240 MPa. In another embodiment, the method may include progressively forging a sheet of T4-tempered 6xxx series aluminum into a component using multiple dies and artificially aging the component at 210°C to 240°C for 20 to 40 minutes to a component average yield strength of at least 300 MPa. The methods may reduce component cycle time and may reduce strength gradients within the component.
US10428411 — AIR QUENCHED HEAT TREATMENT FOR ALUMINUM ALLOYS — Ford Global Technologies, LLC (USA) — Methods of processing an air-quenchable aluminum alloy component made of a 6xxx alloy are provided. The method may include solution heat treating the component, air-quenching the component, and artificially aging the component to a yield strength of at least 200 MPa. The air-quenching may include cooling at a rate of 6°C/s to 25°C/s. The solution heat treatment may include heat treating the component at a temperature of 520°C to 540°C and the artificial aging step may include heat treating the component at 235°C. to 255°C for 0.5 to 2 hours. The disclosed methods may produce a high strength (e.g., over 200 MPa) and high bendability (e.g., r/t ratio up to 0.3) component that does not significantly distort during the quenching process. The disclosed methods may be used to produce structural components having complex shapes, such as multiple, non-coplanar mating surfaces, while staying within predetermined tolerances.

US10427216 — METHOD FOR PRODUCING LIQUID PHASE SINTERED ALUMINUM ALLOY MEMBER, AND LIQUID PHASE SINTERED ALUMINUM ALLOY MEMBER — Sumitomo Electric Sintered Alloy, Ltd. (Japan) — A method for producing a liquid phase sintered aluminum alloy member for the purpose of achieving high strength and high abrasion resistance, includes: a compacting process of compacting a raw material powder containing an aluminum alloy powder containing at least one element selected from Si, Mg, Cu, and Zn, with the balance being Al and unavoidable impurities to form a green compact; a sintering process of subjecting the green compact to liquid phase sintering to give a sintered body; a softening process of subjecting the sintered body to a heat treatment to give a softened material; a straightening process of sizing the softened material to give a straightened material; and an aging process of subjecting the straightened material to a heat treatment to give an aged material in which precipitates are formed.

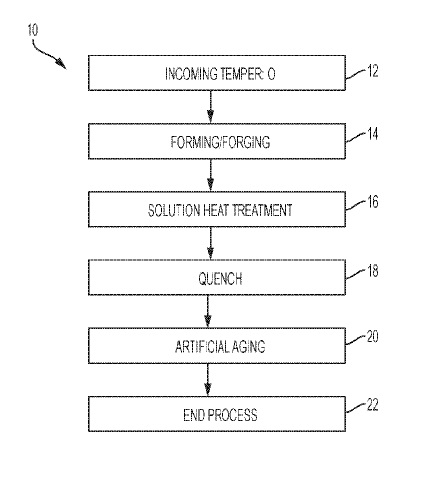
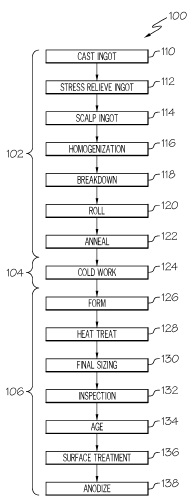
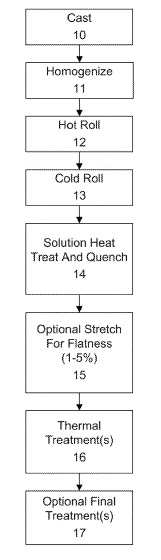
US10415128 — METHOD FOR MANUFACTURING ANODIZED ALUMINUM ALLOY PARTS WITHOUT SURFACE DISCOLORATION — The Boeing Company (USA) — This application relates to aluminum alloys and, more particularly, to forming parts from aluminum alloys and, even more particularly, to processes for reducing (if not eliminating) surface discoloration of anodized parts formed from aluminum alloy sheets and plates. A method for manufacturing a part made of a 2xxx alloy such as 2219 including steps of (1) casting an ingot, (2) scalping the ingot to yield a scalped ingot, (3) homogenizing the scalped ingot to yield a homogenized ingot, (4) breakdown of the homogenized ingot to yield a slab, (5) rolling the slab to yield a rolled aluminum material, (6) annealing the rolled aluminum material to yield an aluminum starting material, (7) cold working the aluminum starting material to obtain an aluminum cold worked material, and (8) forming the part from the aluminum cold worked material. In another embodiment, after step 8, (9) solution heat treating the part to obtain a heat treated part, (10) final sizing of the heat treated part to obtain a sized part, (11) inspecting the sized part, (12) aging the sized part to obtain an aged part, and (13) anodizing the aged part.
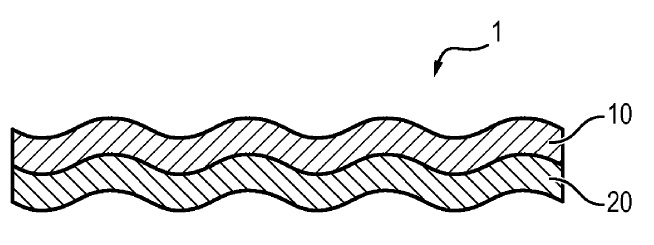
US10392687 — METHOD FOR MANUFACTURING A METAL ASSEMBLY HAVING A SHEET OF THERMALLY TREATED ALUMINUM TO OBTAIN ALPHA ALUMINA AND ANOTHER SHEET HAVING SURFACE IRREGULARITIES THAT BECOME EMBEDDED IN SAID SURFACE DURING ROLL BONDING — Centre National de la Recherche Scientifique (CNRS), CNAM-Conservatoire National Des Arts Et Metiers, and Ecole Normale Superieure De Cachan (France) — The manufacture and forming of metal assemblies comprising a sheet (or plate) of aluminum and a sheet (or plate) produced from another metal, in particular nickel, copper, cobalt or even aluminum, is also of interest to manufacturers. This is because producing lightweight rigid metal assemblies currently requires assembly by welding, bonding, etc. that cannot easily be achieved with all types of metal. Thus, a method for manufacturing a metal assembly including an aluminum sheet and at least one metal sheet. An aluminum sheet is treated by heating to a temperature of between 80% and 100% of the melting temperature of the material of which it is comprised for a sufficiently long duration to create and stabilize an alpha alumina layer at the surface of the aluminum sheet. The sheet is then cooled. A metal sheet having a ductility less than or equal to the ductility of the aluminum sheet after cooling is provided, which has surface irregularities having a depth greater than or equal to the thickness of the alpha alumina layer. The aluminum sheet and the metal sheet are roll bonded in a rolling mill to produce the metal assembly, wherein the rolling mill includes at least one cylinder, the outer rolling surface of which is provided with raised portions.
US10391535 — PROCESS FOR FORMING ALUMINUM ALLOY PARTS WITH TAILORED MECHANICAL PROPERTIES — Magna International Inc. (Canada) — A process for making a shaped-part from a heat-treatable aluminum alloy blank comprises providing the blank in a hardened temper state, for instance the T6 or another suitable temper state. The as-provided blank is subjected to selective heating, such that a first portion of the blank is heated to a predetermined first temperature for a predetermined first length of time and a second portion of the blank is heated to a predetermined second temperature for a predetermined second length of time. The heated blank is then formed into the desired shape of the shaped-part and is cooled to ambient temperature. The selective heating substantially increases ductility to facilitate forming of the blank into the desired shape of the shaped part and provides desired mechanical properties within first and second portions of the shaped part corresponding to the first and second portions of the blank.
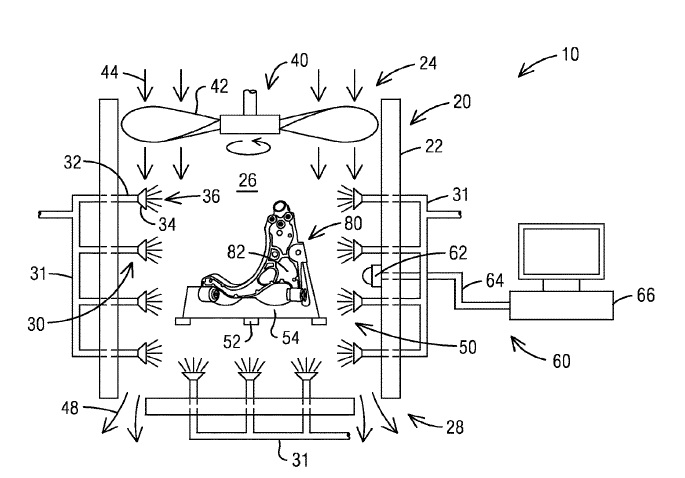
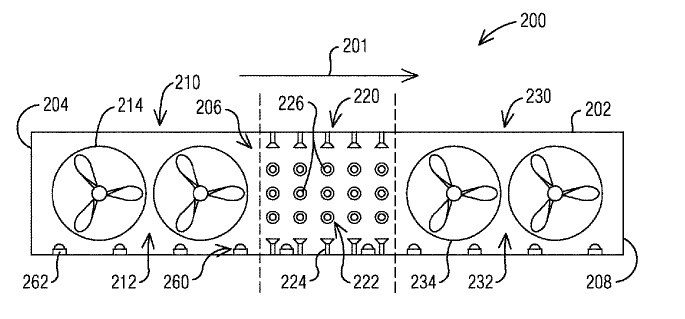
US10385413 — SYSTEM AND METHOD FOR QUENCHING CASTINGS — Consolidated Engineering Company, Inc. (USA) — A quench system includes an enclosure defining a quench chamber sized to receive hot castings, and bulk air fans in fluid communication with the quench chamber and configured to establish a bulk flow of cooling air that surrounds and extracts heat from the hot castings at a first cooling rate. The quench system also includes a pressurized cooling system in fluid communication with a plurality of nozzles within the quench chamber and configured to spray a plurality of a directed flows of cooling fluid onto the hot castings to extract heat at a second cooling rate. The quench system further includes a programmable controller configured to sequentially activate the bulk air fans to cool the casting at the first cooling rate for a first predetermined period of time, and then activate the pressurized cooling system to cool the casting at the second cooling rate for a second predetermined period of time.
US10384252 — WARM FORMING OF WORK-HARDENED SHEET ALLOYS — GM Global Technology Operations LLC (USA) — Methods suitable for forming complex parts from work-hardened sheet materials of limited formability are described. The formability of the work-hardened sheet is enhanced by forming at elevated temperature. The forming temperature is preferably selected to minimally undo the effects of work hardening so that the formed part is of higher strength than a like part formed from an annealed sheet. The method is applicable to age-hardening and non-age-hardening aluminum and magnesium alloys.

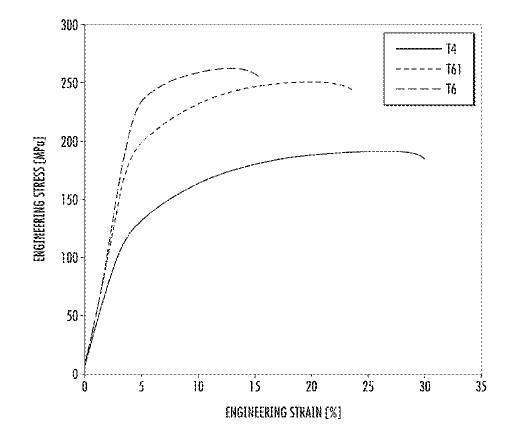
US10344364 — PROCESS FOR WARM FORMING A HARDENED ALUMINUM ALLOY — Novelis Inc. (USA) — The manufacturers of aluminum alloy parts are in need of improved warm forming processes for hardened aluminum alloys, such as the alloys in T6 or T61 tempers, to produce the aluminum they use for making parts. Described are processes for shaping a hardened heat treatable, age-hardenable aluminum alloys, such as hardened 2XXX, 6XXX and 7XXX aluminum alloys, or articles made from such alloys, including aluminum alloy sheets. The processes involve heating the article, which may be in a form of a sheet or a blank, before and/or concurrently with a forming step. In some examples, the alloy is heated to a specified temperature in the range of 125-425°C at a specified heating rate within the range of about 3-200°C/s, for example, 3-90°C/s or 90-150°C/s. Such a combination of the temperature and the heating rate can result in an advantageous combination of article properties.
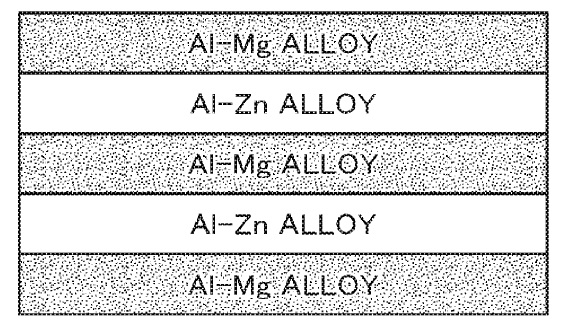
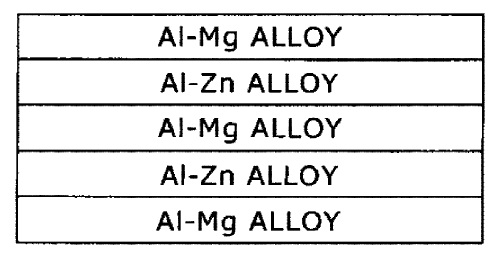
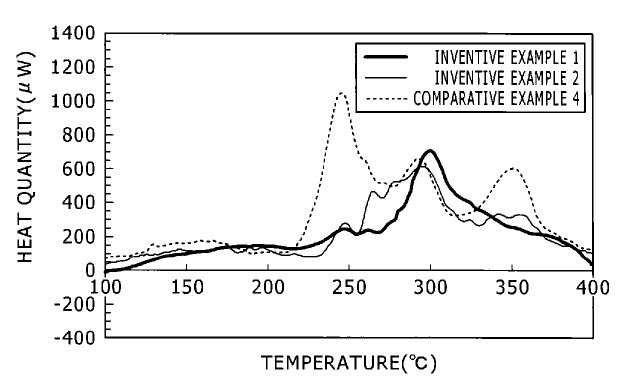
US10344359 — ALUMINUM ALLOY CLAD SHEET AND ALUMINUM ALLOY CLAD STRUCTURAL MEMBER — Kobe Steel, Ltd. (Japan) — Provided is an aluminum alloy clad sheet that resolves the contradiction between a high strength level and ductility in a single sheet of the existing 7000-series aluminum alloy or the like, and has high strength, good formability (high ductility), and a good bake hardening (BH) property through short-time artificial age hardening. An aluminum alloy clad sheet subjected to diffusion heat treatment includes a plurality of aluminum alloy layers being laminated. In the clad sheet, aluminum alloy layers having specific compositions are adjacently laminated such that the contents of Mg or Zn are different from each other, and a microstructure after the diffusion heat treatment has fine grain size and an interdiffusion region of Mg and Zn. In addition, the clad sheet has a specific differential scanning calorimetry (DSC) characteristic. Consequently, high strength and good formability (high ductility) are exhibited, and a BH property through short-time artificial age hardening is improved.
US10343726 — PRODUCTION OF FORMED AUTOMOTIVE STRUCTURAL PARTS FROM AA7XXX-SERIES ALUMINUM ALLOYS — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing a formed aluminum alloy automotive structural part or a body-in-white (BIW) part of a motor vehicle, including the steps of: providing a rolled aluminum alloy bare or composite sheet product having a gauge of about 0.5 mm to 4 mm, wherein the sheet product includes at least one layer an AA7xxx-series aluminum alloy, the sheet product having been subjected to solution heat treatment and quenching followed by at least 1 day of natural ageing; subjecting the naturally aged sheet product to reversion annealing treatment, namely a heat treatment at a temperature between 100°C and 350°C during 0.1 to 60 seconds; optionally subjecting the heated sheet product to forced cooling operation; within 2 hours, preferably within 30 minutes, from the reversion annealing treatment, forming the sheet product to obtain a three-dimensionally formed automotive structural part or body-in-white (BIW) part.

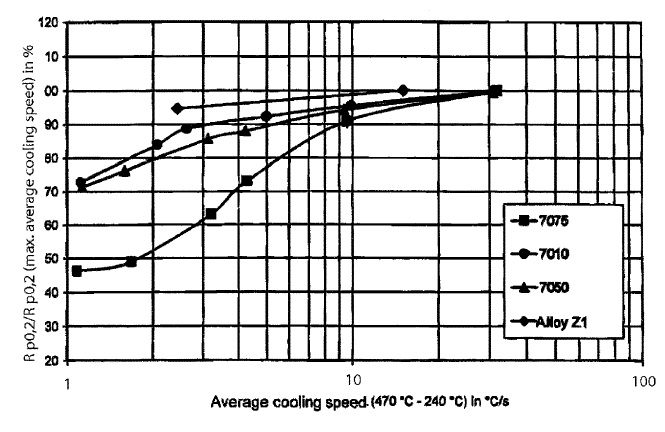
US10301710 — ALUMINUM ALLOY THAT IS NOT SENSITIVE TO QUENCHING, AS WELL AS METHOD FOR THE PRODUCTION OF A SEMI-FINISHED PRODUCT — Otto Fuchs KG (Germany) — The invention relates to a high-strength aluminum alloy that is not sensitive to quenching, having the same or better strength properties as the alloys AA 7010 and AA 7050 which, at the same time, has lower inherent residual tensile stresses s due to quenching after cold forming, and from which semi-finished products having a medium thickness can be produced having great strength and fracture resistance, without the need for a cold forming step to reduce inherent residual tension induced by quenching. An aluminum alloy that is not sensitive to quenching, for the production of high-strength forged pieces that are low in inherent residual tension, and high-strength extruded and rolled products, consisting of: 7.0-10.5 wt. % zinc, 1.0-2.5 wt. % magnesium, 0.1-1.15 wt. % copper, 0.06-0.25 wt. % zirconium, 0.02-0.15 wt. % titanium, at most 0.5 wt. % manganese, at most 0.6 wt. % silver, at most 0.10 wt. % silicon, at most 0.10 wt. % iron, at most 0.04 wt. % chrome, and at least one element selected from the group consisting of: hafnium, scandium, strontium and/or vanadium with a summary content of at most 1.0 wt. %. The alloy can also contain contaminants at proportions of at most 0.05 wt. % per element and a total proportion of at most 0.15 wt. %, total other elements, and the remaining component is aluminum.
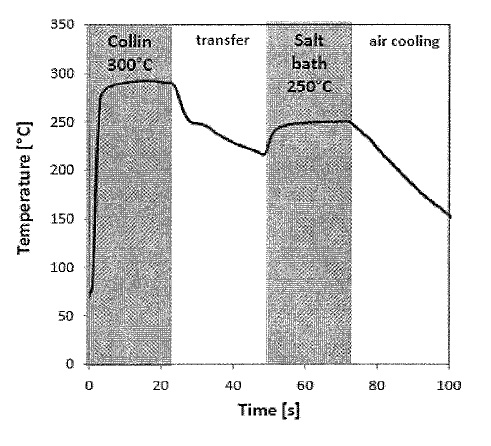
US10301709 — SHOCK HEAT TREATMENT OF ALUMINUM ALLOY ARTICLES — Novelis Inc. (USA) — Processes for improving the strength of heat-treatable, age hardenable aluminum alloys, such as 6xxx, 2xxx and 7xxx aluminum alloys, are provided. The processes for improving the strength of heat-treatable, age-hardenable aluminum alloys involve a heat treatment step, termed “shock heat treatment,” which involves heat treatment at 200 to 350°C that is conducted at a fast heating rate (for example 10 to 220°C/seconds) for a relatively short period of time (for example, for 60 seconds or less or for 5 to 30 seconds) wherein the age-hardenable, heat-treatable aluminum alloy is in T4 temper prior to the heating steps. In some examples, the shock heat treatment is accomplished by contact heating, such as heating an aluminum alloy article between complementary shaped heated dies of a press. Shock heat treatment stations can be incorporated into the press line of the automotive panel production line to produce heat treated aluminum automotive panels in T6 or T61 temper without the need for post forming heat treatment (PFHT).
US10273564 — ALUMINUM BASED ALLOYS FOR HIGH TEMPERATURE APPLICATIONS AND METHOD OF PRODUCING SUCH ALLOYS — Indian Institute of Science (India) — In modern applications such as aerospace applications, cylinder head manufactures, engines etc., large integral aluminum alloy structural components are widely used. The main requirement of such aluminum alloys is that their properties should be good at high temperatures ranging from about 200°C. to 300°C as well as at room temperature. The present disclosure relates to aluminum alloys, e.g. a 2xxx alloys, and a method for producing the aluminum alloys. The method comprises acts of, casting of the aluminum alloy in a chilled casting mold. Then, aging the cast aluminum alloy at a first predetermined temperature for a first predetermined time. The aging results in the formation of a first precipitate. Followed by this, solutionizing the aluminum alloy at a second predetermined temperature for a second predetermined time such that the major alloying element is dissolved in aluminum matrix without much affecting the first precipitate. Then, aging the aluminum alloy at a third predetermined temperature for a third predetermined time. The aging results in the formation of a second precipitate.
US10272645 — ALUMINUM-ALLOY-CLAD PLATE AND ALUMINUM-ALLOY-CLAD STRUCTURAL MEMBER — Kobe Steel, Ltd. (Japan) — There is a technical problem to allow an aluminum alloy clad plate as a material for the structural member of a transport machine to have high strength and good formability. The aluminum-alloy-clad plate of this invention includes a plurality of superposed aluminum alloy layers and which has undergone a diffusion heat treatment. Aluminum alloy layers having specific compositions are superposed so that any adjoining two of these differ in the content of Mg or Zn, and are subjected to a diffusion heat treatment to give a structure which has fine crystal grain diameters and Mg/Zn mutual diffusion regions and which has specific DSC (differential scanning calorimetry) properties. Thus, both higher strength and high formability are imparted.
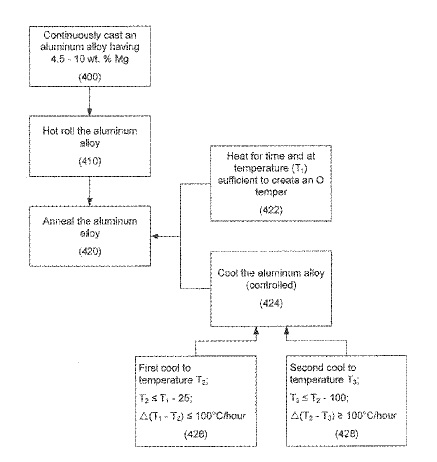
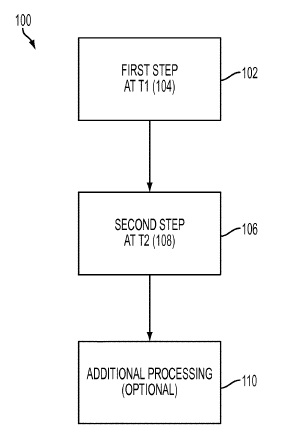
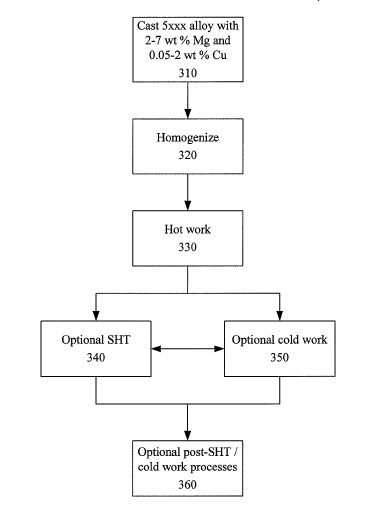
US10266921 — CORROSION RESISTANT ALUMINUM ALLOYS HAVING HIGH AMOUNTS OF MAGNESIUM AND METHODS OF MAKING THE SAME — Arconic Inc. (USA) — Systems and methods for continuously strip casting Al-Mg alloy sheet or plate product having a high amount of magnesium are disclosed. The Al-Mg products have 4 or 6 to 8 or 10 wt. % Mg and are resistant to both stress corrosion cracking and intergranular corrosion. A method comprising: (a) continuously casting an Al-Mg alloy comprising from about 6 wt. % to about 10 wt. % Mg; (b) hot rolling the Al-Mg alloy to a thickness of less than 6.35 mm; (c) annealing the Al-Mg alloy via a furnace, wherein the annealing step comprises: (i) heating the Al-Mg alloy to a temperature T1, wherein T1 is from about 365°C to about 500°C, for a period of at least about 2 hours to achieve an O temper; and (ii) first cooling the Al-Mg alloy from the temperature T1 to a temperature T2, wherein the temperature T2 is at least about 25°C less than the temperature T1, and wherein the rate of cooling from temperature T1 to temperature T2 is not greater than about 100°C per hour; and second cooling the Al-Mg alloy from the temperature T2 to a temperature T3, wherein T3 is at least about 100°C less than temperature T2, wherein the Al-Mg alloy comprises a plurality of grains, and wherein the Al-Mg alloy is substantially free of a continuous film of β-phase at the grain boundaries after the Al-Mg alloy has been age sensitized.
US10253403 — METHOD OF MANUFACTURING GRAIN-REFINED ALUMINUM-ZINC-MAGNESIUM-COPPER ALLOY SHEET — Korea Institute of Machinery and Materials (Korea) — Provided is a method of manufacturing a grain-refined aluminum-zinc-magnesium-copper alloy sheet, including manufacturing an aluminum alloy sheet from an aluminum-zinc-magnesium-copper alloy melt by twin-roll strip casting, primarily rolling the aluminum alloy sheet manufactured in step 1, cold rolling the aluminum alloy sheet manufactured in step 2, and performing a heat treatment on the aluminum alloy sheet manufactured in step 3, thereby reducing processing time and cost by using twin-roll casting. Since grain refinement and homogenization of the sheet manufactured by the twin-roll casting are maximized by sequentially performing warm rolling, cold rolling, and a heat treatment on the sheet, elongation may be improved to 24% or more while maintaining a grain size of 5-20 µ.

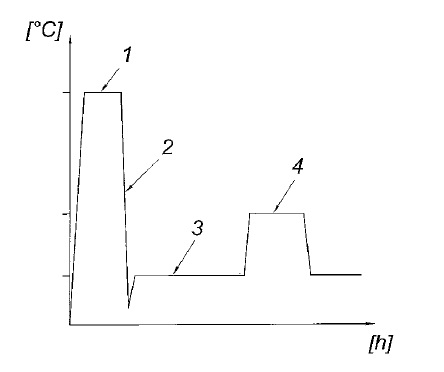
US10214802 — AGE-HARDENABLE ALUMINUM ALLOY AND METHOD FOR IMPROVING THE ABILITY OF A SEMI-FINISHED OR FINISHED PRODUCT TO AGE ARTIFICIALLY — AMAG Rolling GMBH (Austria) — An aluminum alloy and a method for improving the ability of a semi-finished or finished product to age artificially, includes an age-hardenable aluminum alloy on an Al-Mg-Si, Al-Zn, Al-Zn-Mg or Al-Si-Mg basis, wherein the aluminum alloy is transformed to a solid solution state, in particular by solution heat treatment (1), is quenched and subsequently forms precipitations by a process of natural aging (3), the method involving at least one measure for reducing a negative effect of natural aging (3) of the aluminum alloy on artificial aging (4) thereof. In order to achieve advantageous method conditions, a measure for reducing the negative effect involves an addition of at least one alloy element which can be associated with quenched-in vacancies for the solid solution of the aluminum alloy with a proportion of under 500, in particular under 200, atomic ppm in the aluminum alloy, whereby the number of vacancies that are not associated with precipitations at the beginning of artificial aging (4) increases in order to reduce the negative effect of natural aging (3) of the aluminum alloy on the further artificial aging (4) thereof by mobilizing these unassociated vacancies.
US10213877 — ALUMINUM ALLOY AND CORRESPONDING HEAT TREATMENT PROCESS APPLIED TO MANUFACTURE ALUMINUM/STEEL CLADDING PLATES RESISTANT TO HIGH TEMPERATURE BRAZING — Beijing University of Technology (China) — A kind of aluminum alloy and corresponding heat treatment process applied to manufacturing aluminum/steel cladding plates which are resistant to high temperature brazing belong to alloy materials technology field. In the aluminum/steel cladding plates, the aluminum part was alloyed with 0.76%-78% Si and 0.055-.0.10% Er in weight percent and the rest was Al and some unavoidable impurity. The Steel part was 08Al steel. After cladding cold rolling with deformation of 55%+/-2%, the aluminum/steel cladding plates were annealed at 510°-535°C for different times. Then simulated brazing process was performed to optimize the range of annealing time and temperature. The so produced Al/St cladding plates could not only effectively solve the low interface strength in Al/St cladding plates, but also meet the mechanical properties which were necessary for further processing of Al/St cladding plates. It was provided a kind of aluminum alloy and corresponding heat treatment process which could effectively solve the low bonding strength under the condition of high temperature brazing because of the existence of brittle Fe-Al phases.

US10208370 — HIGH-STRENGTH ALUMINUM ALLOY AND MANUFACTURING METHOD THEREOF — UACJ Corporation (Japan) — An aluminum alloy contains, in mass percent, Zn: 2.5% or more and less than 5.0%, Mg: 2.2% or more and 3.0% or less, and Ti: 0.001% or more and 0.05% or less, Cu: 0.10% or less, Zr: 0.10% or less, Cr: 0.03% or less, Fe: 0.30% or less, Si: 0.30% or less, and Mn: 0.03% or less, the remainder being composed of Al and unavoidable impurities. In addition, the tensile strength is 380 MPa or more; the electrical conductivity is 38.0% IACS or more; and the metallographic structure is composed of a recrystallized structure. After homogenization heat treatment, the alloy ingot is hot extruded or hot rolled and quenched, and then artificially aged after appropriate room temperature aging. The artificial aging can be performed in two steps, e.g., at 100°C for 3 h in the first step and then at 150°C for 8 h. The anodized surface has a high luster and excellent surface appearance.
US10196722 — METHOD FOR MANUFACTURING A STRUCTURAL ELEMENT HAVING A VARIABLE THICKNESS FOR AIRCRAFT PRODUCTION — Constellium Issoire (France) — The invention relates to the method for manufacturing a rolled product of variable thickness made of 2xxx heat-treatable aluminum alloys in which hot rolling is performed to achieve a variation in thickness of at least 10% lengthwise between the thickest part and the thinnest part; the rolled product of variable thickness obtained undergoes solution heat-treatment and quenching with permanent set of at least 1% in the thickest part before natural or artificial ageing. The products obtained according to the invention exhibit improved mechanical strength of at least 5% in the thinnest part and improved fracture toughness of at least 15% in the thickest part. The products according to the invention are notably useful in the fabrication of aircraft upper or lower wing skins the “buy to fly” ratio and the properties are simultaneously improved.
US10161027 — HEAT TREATMENT FOR REDUCING DISTORTION — Ford Motor Company (USA) — Methods of processing an aluminum alloy component are disclosed. The method may include solution heat treating the component at a solution heat treatment (SHT) temperature of 500°C to 535°C, quenching the component in a liquid quenching medium having a temperature of 75°C to 95°C, and artificially aging the component at an artificial aging (AA) temperature of 200°C to 250°C to a yield strength of at least 200 MPa. The component may be a 6XXX series aluminum alloy, which may be (or have been) progressively stamped. The component may be artificially aged to an r/t ratio of less than 0.3 to test for bendability. The liquid quenching medium may be water and may have a temperature of 82°C to 88°C. The method may further include joining the aluminum alloy component to a second component with a self-piercing rivet. The disclosed methods may reduce distortion in the component while maintaining high strength and bendability.
US10125410 — HEAT RESISTANT ALUMINUM BASE ALLOY AND WROUGHT SEMIFINSIHED PRODUCT FABRICATION METHOD — National University Of Science And Technology “MISIS” (Russia) — This invention relates to metallurgy, more specifically, to wrought aluminum base alloys, and can be used for the fabrication of products with up to 350°C working temperature range. The technical result achieved in the first and second objects of this invention is providing a new heat resistant aluminum base alloy the wrought semifinished products of which (sheets, rods, wire, die forgings products or pipes) have high strength, heat resistance and electrical conductivity. Said technical result is achieved in the first object of this invention as follows. The aluminum base alloy contains copper, manganese, zirconium, silicon, iron and chromium in the following amounts, wt. %: Copper 0.6-1.5 Manganese 1.2-1.8 Zirconium 0.2-0.6 Silicon 0.05-0.25 Iron 0.1-0.4 Chromium 0.01-0.3 Aluminum balance The alloy contains zirconium in its structure in the form of Al3Zr phase nanosized particles not greater than 20 nm in size, and manganese mainly forms secondary particles of the Al20 Cu2 Mn3 phase not greater than 500 nm in size in a quantity of at least 2 vol. %. Said technical result is achieved in the second object of this invention as follows. The method of fabricating wrought semifinished products from said aluminum base alloy comprises producing a melt of the alloy and fabricating a cast piece by solidifying said alloy, these operations being carried out at a temperature that is at least 50°C above the liquidus temperature. The intermediate wrought semifinished product is obtained by deforming said cast piece at a temperature of within 350°C. in two stages with an intermediate 340-450°C anneal. Then the intermediate wrought semifinished product is annealed at 340-450°C and wrought semifinished product is obtained by deforming the intermediate wrought semifinished product at room temperature. Finally, the wrought semifinished product is annealed at 300-400°C.
US10119183 — HEAT TREATABLE ALUMINUM ALLOYS HAVING MAGNESIUM AND ZINC — Arconic Inc. (USA) — New magnesium-zinc aluminum alloy bodies and methods of producing the same are disclosed. The new magnesium-zinc aluminum alloy bodies generally include 3.0-6.0 wt. % magnesium and 2.5-5.0 wt. % zinc, where at least one of the magnesium and the zinc is the predominate alloying element of the aluminum alloy bodies other than aluminum, and wherein (wt. % Mg)/(wt. % Zn) is from 0.6 to 2.40, and may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. The new magnesium-zinc aluminum alloy bodies may realize improved strength and other properties.
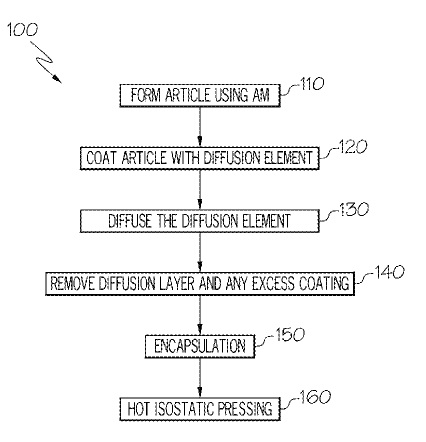
US10105798 — SURFACE IMPROVEMENT OF ADDITIVELY MANUFACTURED ARTICLES PRODUCED WITH ALUMINUM ALLOYS — Honeywell International Inc. (USA) — A method for improving the surface of an aluminum alloy article includes manufacturing the aluminum alloy article using an additive manufacturing technique, wherein the article as-manufactured includes one or more of cracks, roughness, or porosity at a surface of the article; coating the surface of the aluminum alloy article with a diffusion element, the diffusion element being capable of diffusing at least 0.2 mils into the article; heating the aluminum alloy article coated with the diffusion element to cause the diffusion element to diffuse the at least 0.2 mils into the article, thereby forming a diffusion layer of at least 0.2 mils in thickness comprising both aluminum alloy and diffusion element; and removing the diffusion layer from the aluminum alloy article, whereby upon the removing, a resulting improved surface of the article comprises fewer or smaller cracks, reduced roughness, or reduced porosity.
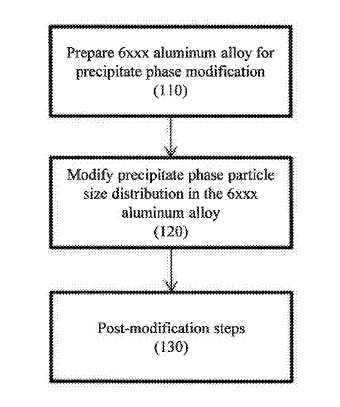
US10047423 — 6XXX ALUMINUM ALLOY SHEET PRODUCTS AND METHODS FOR MAKING THE SAME — Arconic Inc. (USA) — The present disclosure relates to methods for producing new 6xxx aluminum alloy sheet products having tailored precipitate phase particle size distributions. The tailored precipitate phase particle size distributions may be produced by preparing a 6xxx aluminum alloy sheet for precipitate phase modification, and then modifying an initial precipitate phase particle size distribution of the material. The modifying may include heating the intermediate gauge strip to a temperature of from 440°C to 500°C and for a time sufficient to create a modified strip product having a modified (tailored) precipitate phase particle size distribution. The modified strip product may realize improved properties.
US10047425 — ARTIFICIAL AGING PROCESS FOR HIGH STRENGTH ALUMINUM — Ford Global Technologies, LLC (USA) — A method of age hardening a 7xxx series aluminum alloy such as 7075 is provided that includes heat treating the alloy at a first temperature for a first exposure time and heat treating the alloy at a second temperature that is higher than the first temperature for a second exposure time. The age hardening process may be used to form an alloy having a yield strength of at least 490 MPa and the total age hardening time may be 8 hours or less. In one example, the first heat treatment is performed at 100°C to 150°C for 0.2 to 3 hours and the second heat treatment is be performed at 150°C to 185°C for 0.5 to 5 hours.
US10000828 — ALUMINUM ALLOY HAVING AN EXCELLENT COMBINATION OF STRENGTH, EXTRUDABILITY AND CORROSION RESISTANCE — Rio Tinto Alcan International Limited (Canada) — An aluminum alloy having an excellent combination of strength, extrudability and corrosion resistance may include in weight percent, about 0.01% or less copper; about 0.15% or less iron; about 0.60 to about 0.90% manganese, where manganese and iron are present in the alloy in a Mn:Fe ratio of at least about 6.6; about 0.02% or less nickel; about 0.08 to about 0.30% silicon; about 0.10 to about 0.20% titanium; and about 0.05 to about 0.20% zinc; the balance being aluminum and unavoidable impurities. Extruded articles and other articles may be formed using the alloy. Methods of forming such articles may include homogenizing a billet of the alloy prior to forming the article. In an embodiment, the alloy is shaped into a billet (e.g. by casting), and then the billet may be subjected to a homogenizing heat treatment, e.g. at a temperature of about 600-640°C for about 2-8 hours. The billet may optionally be cooled at a rate of about 250°C/hour or less to a temperature of about 300°C.
US9951396 — SYSTEM AND METHOD FOR QUENCHING CASTINGS — Consolidated Engineering Company, Inc. (USA) — The present invention relates generally to the quenching of metallic castings after heat treatment or initial removal from the mold or die, and more specifically to the quenching of die-cast thin-wall aluminum castings after solution treatment and prior to aging. A quench system includes an enclosure defining a quench chamber sized to receive hot castings, and bulk air fans in fluid communication with the quench chamber and configured to establish a bulk flow of cooling air that surrounds and extracts heat from the hot castings at a first cooling rate. The quench system also includes a pressurized cooling system in fluid communication with a plurality of nozzles within the quench chamber and configured to spray a plurality of a directed flows of cooling fluid onto the hot castings to extract heat at a second cooling rate. The quench system further includes a programmable controller configured to sequentially activate the bulk air fans to cool the casting at the first cooling rate for a first predetermined period of time, and then activate the pressurized cooling system to cool the casting at the second cooling rate for a second predetermined period of time.
US9453273 — ALUMINUM ALLOY SHEET WITH EXCELLENT PAINT-BAKE HARDENABILITY — Kobe Steel, Ltd. (Japan) — This aluminum alloy sheet is a 6000-series aluminum alloy sheet of a specific composition that contains, by mass percent, Mg: 0.2 to 2.0%, Si: 0.3 to 2.0%, and the remainder consisting of Al and inevitable impurities, and is subjected to solution hardening and reheating as tempering after rolling, which, after rolling, has undergone solution hardening and reheating as tempering treatments. The aluminum alloy sheet in differential scanning calorimetry gives a curve in which the exothermic-peak heights A, B, and C in respective specific temperature ranges have relationships within specific given ranges to thereby raise the increase in 0.2% proof stress through low-temperature short-time artificial age-hardening to 100 MPa or more.
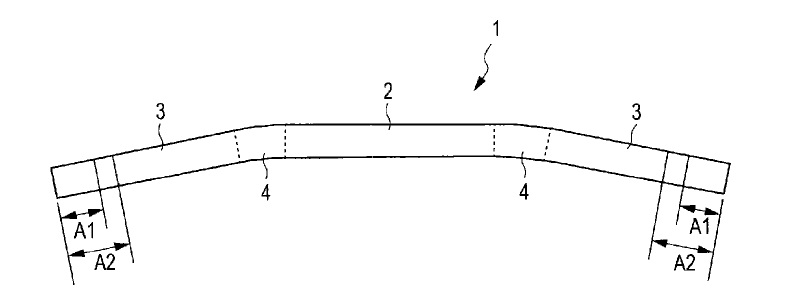
US9399437 — BUMPER REINFORCEMENT AND METHOD FOR MANUFACTURING THE SAME — Kobe Steel, Ltd. (Japan) — A bumper reinforcement is formed of a 7000 series aluminum alloy hollow extrusion and has crushed end portions. A portion of the end portions is heated to a temperature of 400°C or more for reversion treatment, the heated portion is subjected to cold crushing, and then the whole bumper reinforcement is subjected to age hardening. Because of the age hardening, the heated portion has higher Vickers hardness than non-heated portions by Hv 10 or more. This compensates for a decrease in reaction force in a collision of an end portion resulting from a decrease in the section modulus of the crushed portion and thereby suppresses a decrease in energy absorption.
US9217622 — 5XXX ALUMINUM ALLOYS AND WROUGHT ALUMINUM ALLOY PRODUCTS MADE THEREFROM — Alcoa Inc. (USA) — Improved 5xxx aluminum alloys and products made therefrom are disclosed. The new 5xxx aluminum alloy products may achieve an improved combination of properties due to, for example, the presence of copper. In one embodiment, the new 5xxx aluminum alloy products are able to achieve an improved combination of properties by solution heat treatment. In the form of an armor plate product, the 5xxx aluminum alloy armor plate product achieves at least 9% better V50 fragment simulation projectile (FSP) ballistics performance than a comparable 5083 aluminum alloy armor product at equivalent areal density; and the 5xxx armor plate product achieves at least 6% better V50 armor piercing (AP) ballistics performance than a comparable 5083 aluminum alloy armor product at equivalent areal density.
US9193134 — AUTOMOBILE BODY PART — Novelis Inc. (USA) — The present invention relates to an automotive clad sheet product comprising a core layer and at least one clad layer wherein the core comprises an alloy of the following composition in weight %: Mg 0.45-0.8, Si 0.45-0.7, Cu 0.05-0.25, Mn 0.05-0.2, Fe up to 0.35, other elements (or impurities) <0.05 each and <0.15 in total, balance aluminum; and the at least one clad layer comprises an alloy of the following composition in weight %: Mg 0.3-0.7, Si 0.3-0.7, Mn up to 0.15, Fe up to 0.35, other elements (impurities) <0.05 each and <0.15 in total, balance aluminum. The clad automotive sheet product provides excellent hemmability which does not substantially change over time and yet also provides a good age-hardening response after bake hardening.
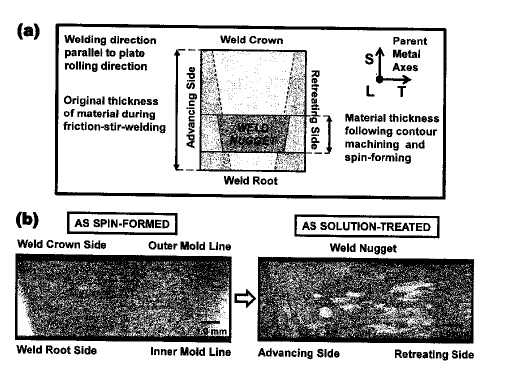
US9090950 — ABNORMAL GRAIN GROWTH SUPPRESSION IN ALUMINUM ALLOYS — The United States of America as represented by the Administrator of the National Aeronautics and Space Administration (USA) — The present invention provides a process for suppressing abnormal grain growth in friction stir welded aluminum alloys, e.g., 2xxx and 7xxx alloys, by inserting an intermediate annealing treatment (“IAT”) after the welding step on the article. The IAT may be followed by a solution heat treatment (SHT) on the article under effectively high solution heat treatment conditions. In at least some embodiments, a deformation step is conducted on the article under effective spin-forming deformation conditions or under effective superplastic deformation conditions. The invention further provides a welded article having suppressed abnormal grain growth, prepared by the process above. Preferably the article is characterized with greater than about 90% reduction in area fraction abnormal grain growth in any friction-stir-welded nugget.
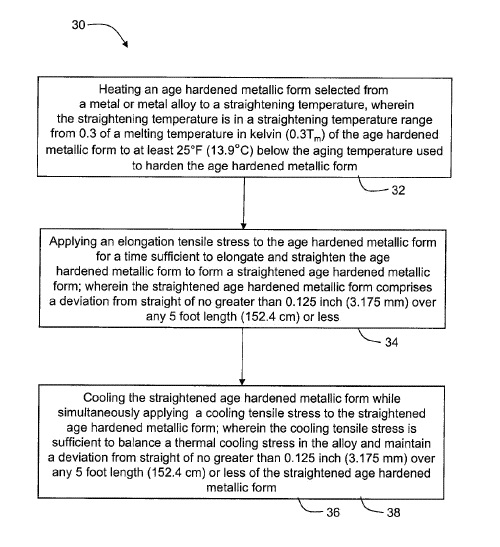
US8834653 — HOT STRETCH STRAIGHTENING OF HIGH STRENGTH AGE HARDENED METALLIC FORM AND STRAIGHTENED AGE HARDENED METALLIC FORM — ATI Properties, Inc. (USA) — A method for straightening an age hardened metallic form includes heating an age hardened metallic form comprising one of a titanium alloy, a nickel alloy, an aluminum alloy, and a ferrous alloy to a straightening temperature of at least 25°F below the age hardening temperature, and applying an elongation tensile stress for a time sufficient to elongate and straighten the form. The elongation tensile stress is at least 20% of the yield stress and not equal to or greater than the yield stress at the straightening temperature. The straightened form deviates from straight by no greater than 0.125 inch over any 5 foot length or shorter length. The straightened form is cooled while simultaneously applying a cooling tensile stress that balances the thermal cooling stress in the metallic form to thereby maintain a deviation from straight of no greater than 0.125 inch over any 5 foot length or shorter length.
US8409374 — HEAT TREATMENT OF ALUMINUM ALLOY HIGH PRESSURE DIE CASTINGS — Commonwealth Scientific and Industrial Research Organisation (Australia) — A method for the heat treatment of a casting produced by high pressure die casting, that may exhibit blister forming porosity in the as-cast condition, of an age-hardenable aluminum alloy, includes solution treating the casting by heating the casting to and within a temperature range enabling solute elements to be taken into solid solution. The casting then is cooled to terminate the solution treatment by quenching the casting to a temperature below 100°C. The cooled casting is held in a temperature range enabling natural and/or artificial ageing. The solution treatment is conducted to achieve a level of solute element solution enabling age-hardening without expansion of pores in the casting causing unacceptable blistering of the casting.
US8211251 — LOCAL HEAT TREATMENT OF ALUMINUM PANELS — GM Global Technology Operations LLC (USA) — A method of accomplishing precipitation hardening of a selected portion of an aluminum panel, e.g. made of an Al-Mg-Si or Al-Mg-Si-Cu alloy, is disclosed herein. The method includes identifying at least one area of the aluminum panel that experiences thermal stress above a threshold value during a bake cycle, thereby identifying the selected portion. Prior to the bake cycle, the method further includes locally heating the selected portion at a predetermined temperature for a predetermined time sufficient to increase a local yield strength of the selected portion such that the increased local yield strength ranges from 150 MPa to 300 MPa. The process disclosed herein allows one or more portions of the aluminum part/panel, which may be susceptible to thermal distortion or deformation resulting from a subsequent heating process (e.g., a paint bake process), to be identified and treated prior to such subsequent heating process(es). The pre-treatment process triggers precipitation (i.e., a phase change based on diffusion of constituents through the structure that strengthens the aluminum. When the aluminum parts/panels are treated via the methods disclosed herein, they are strengthened such that the thermal stresses during the subsequent heating process(es) remain in the elastic regime, and thus permanent deformation does not result.