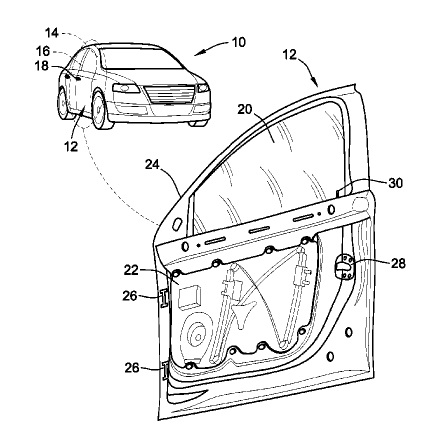
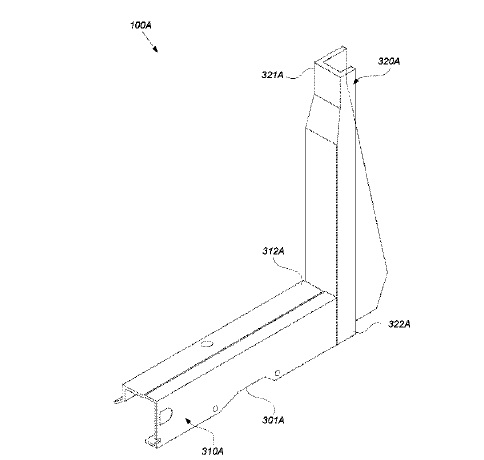
US10406893 — INNER SUPPORT PANEL FOR MOUNTING A HARDWARE MODULE OF A VEHICLE DOOR ASSEMBLY — GM Global Technology Operations LLC (USA) — A door inner support panel for a vehicle door assembly includes a header section with a window frame for receiving a windowpane. A shell section is attached to the header section and mounts to a door frame of a body of a vehicle. The shell section has a hardware frame for mounting a hardware module. The window frame and the shell section are integrally formed via stamping or hydroforming. Holes, apertures, and slots can be cut, punched, or drilled after the basic shape and contours are formed. It may be preferable, depending on application, to cut and stamp the inner panel 24 from a more robust, weightier metal, such as steel and alloys thereof, or a lightweight metal, such as aluminum or magnesium. The hardware frame includes: a mounting interface on the an inboard surface of the shell section for coupling to an outboard surface of the hardware module; a mounting interface on a flanged surface of the shell section for attaching to a peripheral surface of the hardware module; and a mounting interface on the outboard surface of the shell section for coupling to an inboard surface of the hardware frame. A method of making the door inner support panel is also disclosed.
US10384292 — WARM FORMING OF WORK-HARDENED SHEET ALLOYS — GM Global Technology Operations LLC (USA) — Methods suitable for forming complex parts from work-hardened sheet materials of limited formability are described. The formability of the work-hardened sheet by stamping, that is, an incoming flat sheet obtained from a supplier is placed between a pair of dies of complementary shape and the dies are closed on the sheet to impart the desired shape to the sheet, is enhanced by forming at elevated temperature. The forming temperature is preferably selected to minimally undo the effects of work hardening so that the formed part is of higher strength than a like part formed from an annealed sheet. The method is applicable to age-hardening and non-age-hardening aluminum and magnesium alloys.
US10366937 — COOLING DEVICE, METHOD FOR PRODUCING A COOLING DEVICE AND POWER CIRCUIT — CPT Group GmbH (Germany) — A cooling device includes an aluminum heat sink and at least one nickel sheet segment. The nickel sheet segment is connected to the aluminum heat sink by a solder layer. The cooling device includes a securing surface for securing and for heat absorption. The securing surface being formed by that side of the nickel sheet segment which faces away from aluminum heat sink. The aluminum heat sink is formed from a plurality of aluminum sheets which are stacked one above another and are connected to one another. Before stacking, at least one of the aluminum sheets may be stamped. The stamping forms the cutouts that form the cooling channel that is closed off by adjacent sheets or sheet segments. At least one aluminum sheet includes cutouts which form a cooling channel covered by at least one of the aluminum sheets. Furthermore, a method for producing a cooling device and a power circuit comprising a heat sink as described here are presented.
US10344364 — PROCESS FOR WARM FORMING A HARDENED ALUMINUM ALLOY — Novelis Inc. (USA) — Described are processes for shaping a hardened heat treatable, age-hardenable aluminum alloys, such as hardened 2XXX, 6XXX and 7XXX aluminum alloys, or articles made from such alloys, including aluminum alloy sheets. The processes involve heating the article, which may be in a form of a sheet or a blank, before and/or concurrently with a forming step. Shaping the article comprises stamping, pressing or press-forming the article, such as a vehicle panel. In some examples, the alloy is heated to a specified temperature in the range of 125-425°C at a specified heating rate within the range of about 3-200°C/s, for example, 3-90°C/s or 90-150°C/s. Such a combination of the temperature and the heating rate can result in an advantageous combination of article properties.
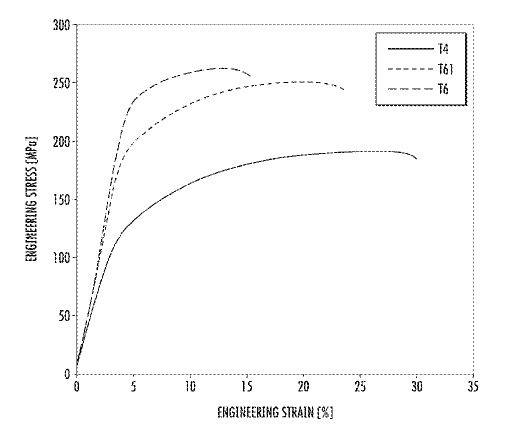
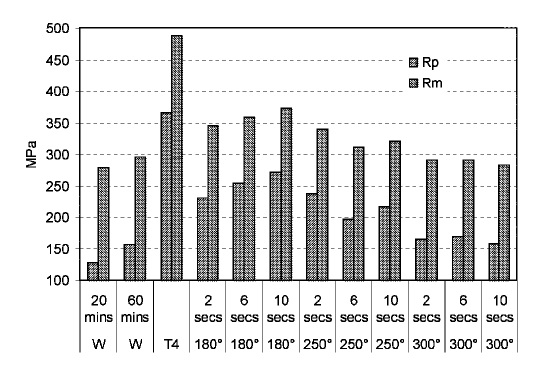
US10343726 — PRODUCTION OF FORMED AUTOMOTIVE STRUCTURAL PARTS FROM AA7XXX-SERIES ALUMINUM ALLOYS — ALERIS ALUMINUM DUFFEL BVBA (Belgium) — A method of manufacturing a formed aluminum alloy automotive structural part or a body-in-white (BIW) part of a motor vehicle by means of stamping, deep drawing, or roll forming, including the steps of: providing a rolled aluminum alloy bare or composite sheet product having a gauge of about 0.5 mm to 4 mm, wherein the sheet product includes at least one layer an AA7xxx-series aluminum alloy, the sheet product having been subjected to solution heat treatment and quenching followed by at least 1 day of natural ageing; subjecting the naturally aged sheet product to reversion annealing treatment, namely a heat treatment at a temperature between 100°C and 350°C during 0.1 to 60 seconds; optionally subjecting the heated sheet product to forced cooling operation; within 2 hours, preferably within 30 minutes, from the reversion annealing treatment, forming the sheet product to obtain a three-dimensionally formed automotive structural part or body-in-white (BIW) part.
US10335845 — HOT-STAMPING FURNACE AND METHOD OF HOT STAMPING — Ford Global Technologies, LLC (USA) — The present disclosure relates to an apparatus and method for manufacturing hot-stamped components suitable for use with motor vehicles. A hot-stamping furnace includes a housing defining a heating chamber partitioned into compartments configured to have different temperatures. The heating chamber includes an opening that is at least partially covered by a door movably mounted on the housing. The door is configured to extend over only a portion of the opening when in a closed position. A detachable panel extends from an edge of the door such that the panel extends over a portion of the opening that the door does not extend over.
US10328470 — ROLL DIMPLER APPARATUS AND METHOD FOR PREPARING METAL BLANKS — Welker Engineered Products (USA) — A device and method of preparing metal blanks including applying a series of dimples in metal feed stock. The need for the roll dimpler came about because of the increased use of aluminum stamped panels in automotive and other industries. Currently one line makes the blanks, stacks them, then sends them to the final stamping line. The blanks are stacked in specific pallets for transport. The pallets allow pneumatic suction cups to vertically lift then horizontally feed the blanks into the press. Steel blanks are usually separated by a device called a fanner magnet. This device magnetically lifts the top sheet and slides it sideways off the sheets below so that the vacuum cups can pick it up easily. The non-magnetic nature of aluminum created significant new problems in blank separation. Air knives and other traditional technologies were insufficient to accomplish blank separation. Separation is important in the blanking process because double feeding a blank can severely damage the die and shut down a manufacturing line.
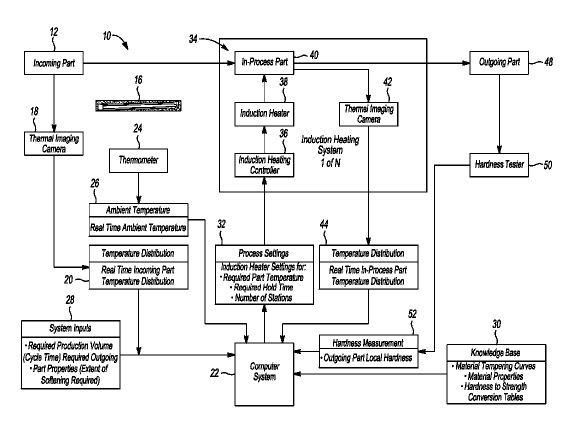
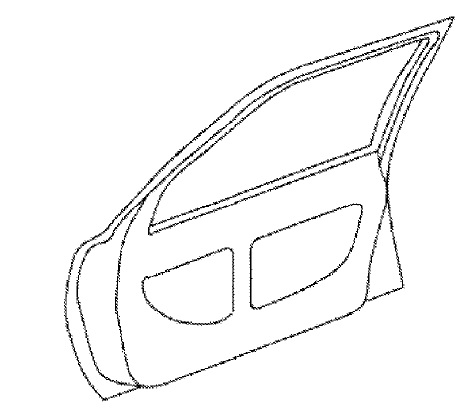
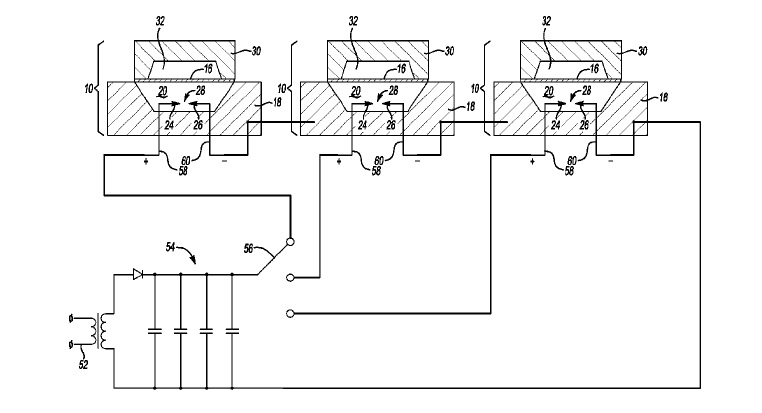
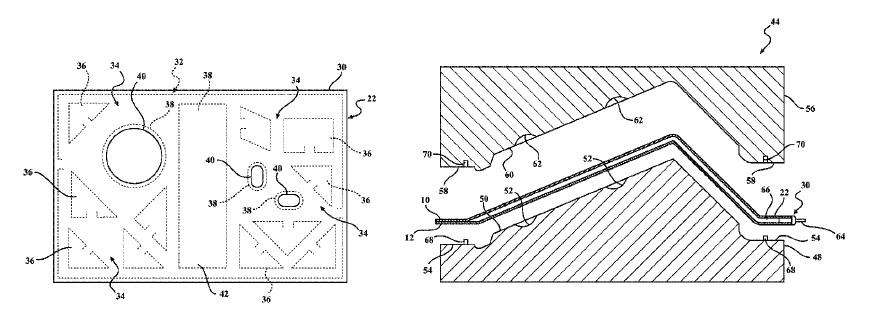
US10308992 — METHOD AND SYSTEM FOR SELECTIVELY SOFTENING HOT STAMPED PARTS BY INDUCTION HEATING — Ford Motor Company (USA) — A method and system are disclosed for treating a press hardened part by induction heating localized areas of the part to have reduced hardness. Press hardened steel parts may be assembled to other steel parts by welding. However, new automotive assemblies may include combinations of parts made of different materials such as aluminum and composite parts. A press hardened Ultra High Strength Steel (UHSS) beam and a composite part or an aluminum part cannot be efficiently joined together in a welding operation. The preferred technique for joining such part assemblies is to rivet or otherwise fasten the parts together. The hardness of such high strength parts poses significant challenges in high volume manufacturing operations because the rivets have difficulty penetrating the press hardened UHSS beam. The system monitors an ambient temperature, cycle time, outgoing part property requirements, and outgoing part hardness in local areas. A time value and temperature value are set by a computer system for a plurality of induction heaters. A local area of the part is induction heated to soften the part in localized areas. The hardness of the localized areas is tested after induction heating.
US10308892 — COMPOSITIONS AND USE THEREOF FOR METAL SHAPING — Houghton Technical Corp. (USA) — The present invention provides metal shaping compositions and processes for using same for shaping metal substrates, including aluminum and aluminum alloy substrates. Specifically, the metal shaping composition discussed herein are environmentally-friendly, water-containing composition which provide excellent lubricity under metal shaping process conditions while also providing excellent rust protection, said shaping comprises one or more of drawing, stamping, expansion or reduction, bending, heading, and hydroforming. The metal shaping compositions discussed herein contain (i) a film-forming lubricant capable of being solubilized into water in dispersible or emulsifiable form and which softens at a temperature of about 80 to about 200°C; (ii) a film forming polymeric binder capable of being solubilized into water in dispersible or emulsifiable form; (iii) a solid lubricant capable of being solubilized into water in dispersible or emulsifiable form; and (iv) a corrosion inhibitor.
US10253402 — SHEET MADE OF ALUMINUM ALLOY FOR THE STRUCTURE OF A MOTOR VEHICLE BODY — Constellium Neuf-Brisach (France) — The invention relates to the use of a sheet made of an aluminum alloy for manufacturing a stamped bodywork or structural part of a motor vehicle body, also referred to as a “body in white”, wherein said sheet has a yield strength Rp0.2 no lower than 60 MPa and a tensile elongation Ag0 no lower than 34%. Wherein the composition of said sheet is as follows (as a percentage by weight): Si: 0.15-0.30; Fe: 0.3-0.7; Cu: 0.05-0.10; Mn: 1.0-1.5; other elements <0.05 each and <0.15 in total, and the rest of aluminum. The invention also relates to a method for making such a stamped bodywork or structural part for a motor vehicle body, made from said sheet and selected in the group including inner panels or linings for car doors, a passenger compartment floor, a boot floor, a spare wheel housing, or even a passenger compartment side.
US10239108 — METHOD FOR ELECTRO-HYDRAULIC FORMING — Ford Global Technologies, LLC (USA) — One or more electro-hydraulic forming tools are operated by a press and provide formed parts to a trimming operation. A locking mechanism holds the die against the chamber during the electro-hydraulic forming (EHF) discharge. The lock may be a pin or clamp. One method of manufacturing an article includes providing three EHF tools that feed a single trimming press on a line. An alternative embodiment discloses a single EHF tool that supplies parts on a production line to an electro-hydraulic (EH) trimming tool. An electro-hydraulic pulse generator may be used to provide a stored charge to the EHF tool and the EH trimming tool. EHF has several benefits over conventional stamping and other lower strain rate sheet metal manufacturing processes. Due to the single-sided tooling, EHF has a lower capital cost than conventional stamping. EHF also provides significantly increased formability in many sheet metal materials due to the elevated strain rates that result from the discharge.
US10189227 — TAILORED PANEL ASSEMBLY AND METHOD OF MANUFACTURING THE SAME — GM Global Technology Operations LLC (USA) — A panel assembly is formed by a plurality of bonds between two sheet materials in a face to face relationship to form a preform. The plurality of bonds defines a closed perimeter region between the two sheet materials and an open perimeter region between the two sheet materials. The preform may be formed into a predefined shape. Pressurized fluid is applied through an inlet into the open perimeter region to expand the preform. The pressurized fluid expands the open perimeter region such that the two sheet materials expand in an opposing direction, thereby defining an expanded open perimeter region. The closed perimeter region between the two sheet materials remains vacant of the pressurized fluid such that the closed perimeter region is not expanded. The expanded open perimeter region is filled with a filler material for improving a performance characteristic of the panel assembly, e.g., strength, sound absorption, or stiffness.
US10150519 — APPARATUS AND METHOD FOR DESIGNING DECK SILL AND REAR POST — Toyota Motor Engineering & Manufacturing North America, Inc. (USA) — Conventionally, the side panels of the deck are made from a sheet metal such as steel or aluminum, which may be formed in a draw operation. Characteristics and properties of the steel and aluminum can vary. Aluminum provides a significant weight advantage over steel sheet metals; however, the characteristics and properties of aluminum may necessitate additional structural reinforcement. For example, corners of the deck of the pickup truck that are formed from aluminum are typically constructed as separate assemblies; furthermore, the deck can also receive tailgate and different types of loads generated by the user or due to motion of the pickup truck. Accordingly, the deck may require reinforcements to meet performance requirements. An apparatus and a method for designing a reinforcement structure. The reinforcement structure includes a deck sill with a connecting end, having substantially uniform area moment of inertia throughout a length of the deck sill. Also, the reinforcement structure includes a rear post with a connecting end and a free end, having a varying area moment of inertia, and where the rear post is attached to the deck sill in a substantially perpendicular manner by attaching the connecting end of the deck sill to the connecting end of the rear post forming the reinforcement structure that limits deflection of the free end of the rear post to a target value upon application of a cantilever force at the free end of the rear post.
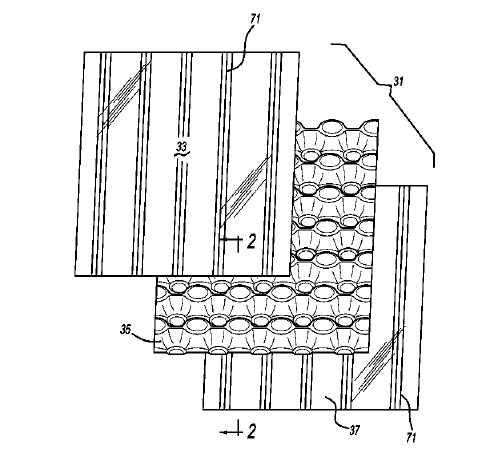
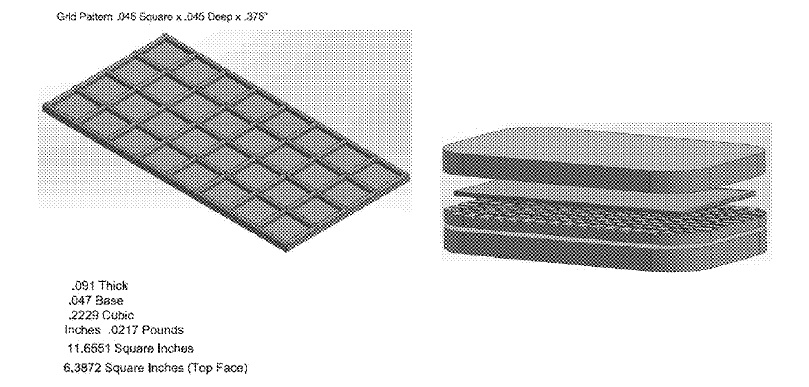
US10124555 — SANDWICH STRUCTURE INCLUDING GROOVED OUTER SHEET — CellTech Metals, Inc. (USA) — A sandwich structure employs a core sheet including alternating peaks and valleys therein, and at least one outer face sheet including grooves or ribs therein. In another aspect, a sandwich structure includes at least one core and at least one adhesively bonded outer face sheet including elongated grooves or ribs formed therein. Yet another aspect of a sandwich structure has raised ridges bridging between adjacent peaks in a core sheet in one direction but not in a perpendicular direction, which synergistically interface, engage or contact with grooves or ribs formed in an outer face sheet. Sheets are preferably metallic, such as low carbon steel or aluminum, but any of these sheets may alternately be stainless steel or other metallic materials although many of the preferred manufacturing steps and final product properties may be different and less desirable.
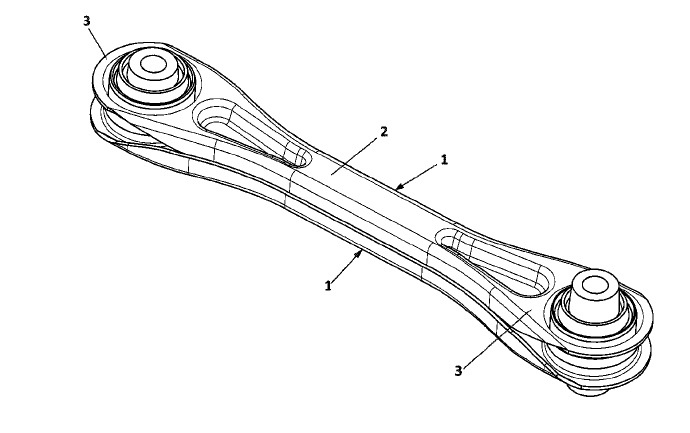
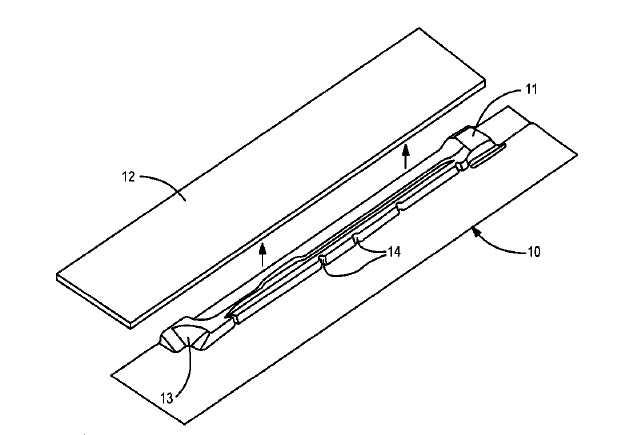
US9956838 — METHOD FOR OBTAINING A SUSPENSION ARM FOR AUTOMOTIVE VEHICLES AND SUSPENSION ARM — Engineering Developments for Automotive Industry, S.L. (Spain) — This disclosure relates to methods for obtaining a suspension arm for automotive vehicles, wherein certain embodiments comprise obtaining two identical parts to form a body, where each part is obtained by means of: a) cutting a metal or composite sheet forming a base plane, such that a central segment and two ends are defined, b) drawing at least one hole in each end, c) stamping each part forming in its central segment two flanges consisting of a first flange and a second flange located on opposite sides of the central segment and oriented perpendicular to the base plane, where said flanges have an asymmetrical arrangement with respect to a midplane passing through the geometric centers of the holes of the two ends and is perpendicular to the base plane, the second flange being separated from the midplane a distance equal to the separation of the first flange from the midplane plus a distance at least equal to the value of the thickness of the sheet or plate.
US9943901 — ADJUSTABLE STAMPING DIE — Ford Global Technologies, LLC (USA) — A stamping die is provided. The stamping die includes a die block, a punch, and a trap wall. The punch is configured to engage the die block in order to form parts from a sheet metal blank. The trap wall is secured to the punch and configured to restrict the flow of sheet metal into the die block during punch and die block engagement. The trap wall is adjustable with respect to the punch such that a trap wall adjustment alters the flow of sheet metal into the die block. For a two-sided stamping die, the die set is configured to form parts from a 7xxx series aluminum alloy blank upon the closing of the die set. The die set defines cooling channels that are configured to cool the die set such that the die set quenches the part upon the closing of the die set. A pair of adjustable trap walls is secured to opposing ends of a first side of the die set and is configured to contact a top surface of the aluminum alloy blank upon closing the die set such that the flow of the aluminum alloy blank is restricted. An adjustment of the trap walls relative to the die set alters the flow of aluminum alloy blank into the die set.
US9938612 — METHOD OF MANUFACTURING AN AL-MG-SI ALLOY ROLLED SHEET PRODUCT WITH EXCELLENT FORMABILITY — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing aluminum alloy rolled sheet with excellent formability and suitable for an automotive body, the method including: casting an ingot of aluminum alloy of, in wt. %: Si 0.5 to 1.5, Mg 0.2 to 0.7, Fe 0.03 to 0.30, Cu up to 0.30, optionally one or more elements selected from the group of: (Mn, Zr, Cr, V), Zn up to 0.3, Ti up to 0.15, impurities and aluminum; homogenizing the cast ingot at 450oC or more; hot rolling the ingot to a hot-rolled product; cold rolling the hot-rolled product to a cold-rolled product of intermediate gauge; continuous intermediate annealing the cold-rolled product of intermediate gauge in the range of 360-580oC; cold rolling the intermediate annealed cold-rolled product to a sheet of final gauge up to 2.5 mm; solution heat treating the sheet; and quenching the solution heat treated sheet. In accordance with the invention it has been found that continuous inter-annealing during cold rolling in combination with the lower Fe-content results in the very favorable property combination of increased anisotropy of Lankford values, increased r-values on both 0° and 90° direction, high tensile elongation and high yield strength after paint bake simulation. This makes the aluminum alloy sheet a good candidate for manufacturing formed automotive parts, especially when formed via deep drawing processes.
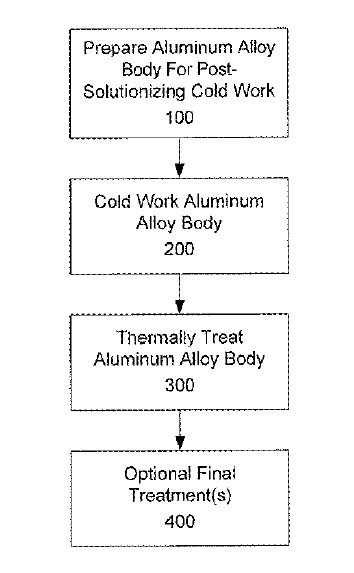
US9926620 — 2XXX ALUMINUM ALLOYS, AND METHODS FOR PRODUCING THE SAME — Arconic Inc. (USA) — New 2xxx aluminum alloy bodies and methods of producing the same are disclosed. The new 2xxx aluminum alloy bodies may be produced by preparing the aluminum alloy body for post-solutionizing cold work, cold working by at least 25%, and then thermally treating. The new 2xxx aluminum alloy bodies may realize improved strength and other properties. In one approach, a multi-layer product is a NHT-2xxx-NHT product, where NHT stands for a layer of non-heat treatable alloy and the 2xxx is a layer of 2xxx aluminum alloy product produced according to the invention. In one embodiment, the multi-layer product is a 3xxx-2xxx-3xxx product, with the outer layers being 3xxx aluminum alloy product and with the inner layer being a 2xxx aluminum alloy product processed according to the processes disclosed herein. Such multi-layer products may find utility in packaging (e.g., containers (cans, bottles, closures), trays or other configurations), in automotive applications (e.g., panels or body-in-white), aerospace applications (e.g., fuselage skin, stringers, frames, bulkheads, spars, ribs, and the like), and marine structural applications (e.g., bulkheads, frames, hulls, decks, and the like), to name a few). Similarly, 5xxx-2xxx-5xxx products could be used for the same or similar purposes. Other combinations of NHT-2xxx-NHT may be employed, and it is not required that the same NHT be used on both sides of the 2xxx layer, i.e., different NHT alloys may be used to sandwich the 2xxx layer.
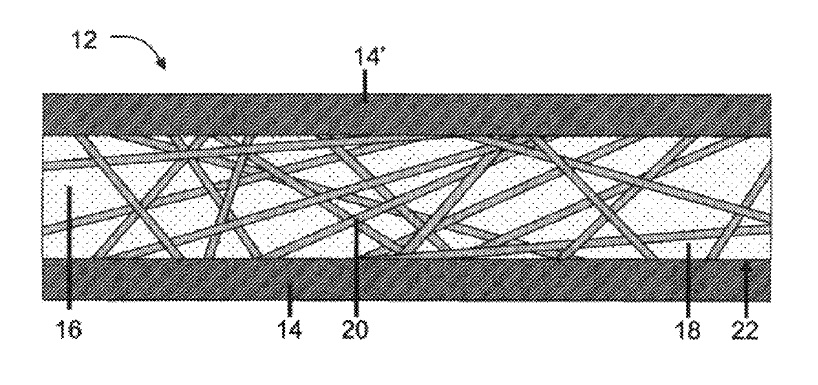
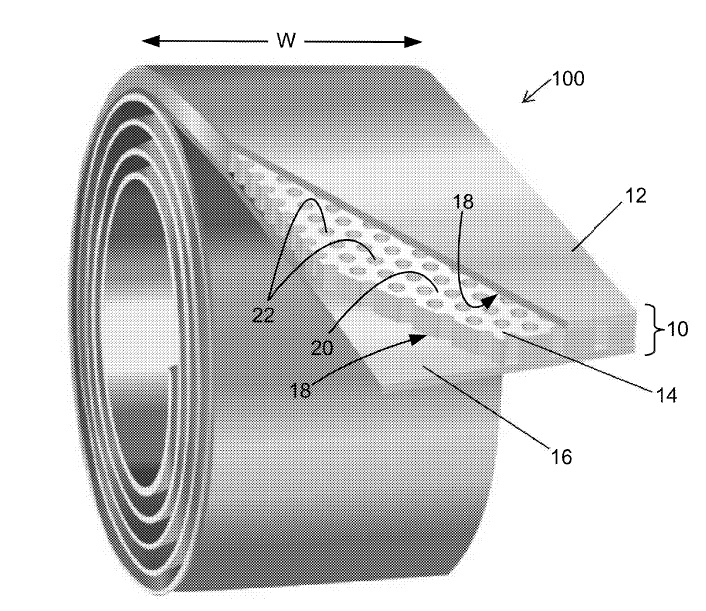
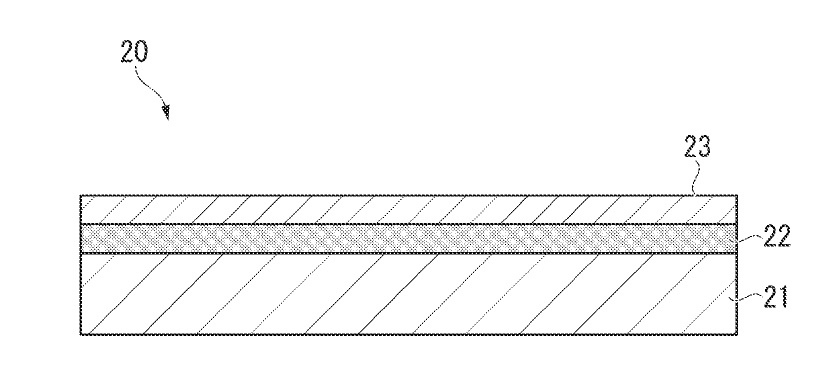
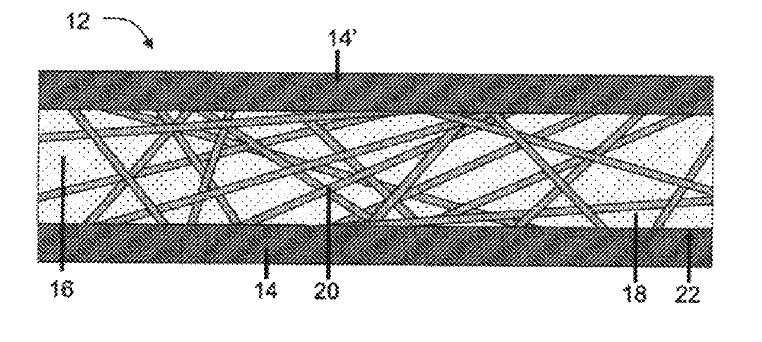
US9889634 — FORMABLE LIGHT WEIGHT COMPOSITES — Productive Research LLC (USA) — The present invention relates to light weight composite materials which comprise a metallic layer and a polymeric layer, the polymeric layer containing a filled thermoplastic polymer which includes a thermoplastic polymer and a metallic fiber. The composite materials of the present invention may be formed using conventional stamping equipment at ambient temperatures. Composite materials of the present invention may also be capable of being welded to other metal materials using a resistance welding process such as resistance spot welding.
US9889632 — METAL LAMINATE WITH METALLURGICAL BONDS AND REDUCED DENSITY METAL CORE LAYER AND METHOD FOR MAKING THE SAME — Materion Corporation (USA) — A stiff, lightweight metal laminate includes a first continuous metal layer, a second continuous metal layer, and a reduced density metal core layer disposed between the first and second continuous metal layers. The reduced density metal core layer comprises a core metal and has an average density that is less than the density of the core metal. Planar metallurgical bonds secure the first and second continuous metal layers to the reduced density metal core layer. The metal laminate may be manufactured by press rolling the reduced density metal core layer sandwiched between the two continuous metal layers, after removing or overcoating the native oxide layer on each layer surface that contacts another layer in the metal laminate. The light, stiff, easily formed sheet materials can be used for applications calling for lightweight but stiff sheet materials, and/or which are compatible with existing metalworking infrastructure for stamping and forming of metal components.
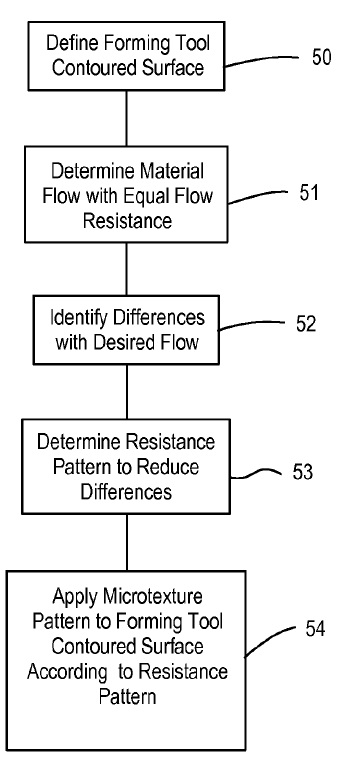
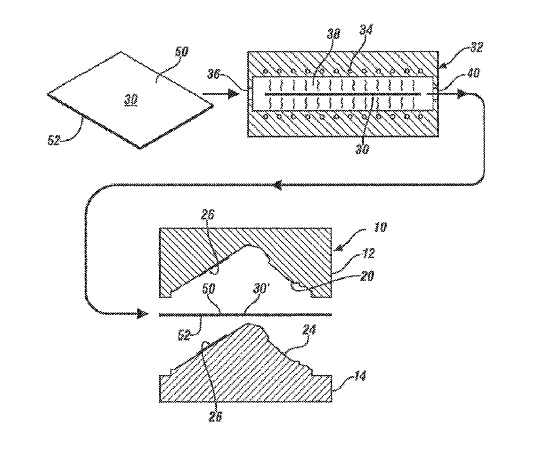
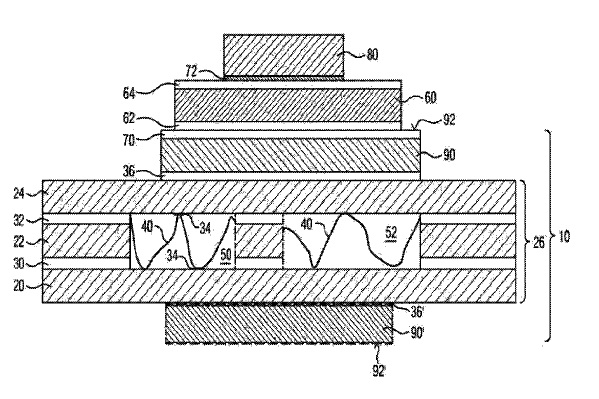
US9844809 — FORMING TOOLS HAVING TEXTURED SURFACES — Ford Global Technologies, LLC, The Boeing Company, and Northwestern University (USA) — The present invention relates in general to metal forming, and, more specifically, to improved forming tools such as drawing/stamping dies with the ability to manipulate metal flow patterns during drawing. A forming tool stamps sheet metal blanks into a desired shape. A contoured surface is defined for the forming tool so that respective portions of the metal blank flow over the contoured surface during forming. An intrinsic material flow pattern resulting from the contoured surface is compared to a desired flow in order to identify regions of the contoured surface having an insufficient flow that creates areas in the formed metal blank receiving less than a desired amount of metal. A surface micro-texture is applied onto the contoured surface in a pattern selected to increase metal flow along the identified regions by providing a coefficient of friction in the identified regions that is reduced relative to adjacent regions of the contoured surface.
US9821858 — AL-PLATED STEEL SHEET, METHOD FOR HOT-PRESSING AL-PLATED STEEL SHEET, AND AUTOMOTIVE PART — Nippon Steel & Sumitomo Metal Corporation (Japan) — An Al-plated steel sheet includes: a steel sheet; an Al plating layer which is formed on one surface or both surfaces of the steel sheet and contains at least 85% or more of Al by mass %; and a surface coating layer which is laminated on the surface of the Al plating layer and contains ZnO and one or more lubricity improving compounds. Thus, the present invention expands the range of application to hot pressing/stamping of the Al-plated steel sheet and enhances the applicability of the Al-plated steel sheet to automotive and industrial equipment that are the final applications.
US9770749 — HYBRID STAMPING SYSTEM — GM Global Technology Operations LLC (USA) — A hybrid stamping system for forming a workpiece includes a stamping press. The press includes first and second dies that have respective first and second die bases formed from a first material. The system also includes first and second inlays. Each inlay is formed from a second material and has opposing die and work-piece sides. The second material hardness is greater than the first material hardness. The die side of the first inlay is cast into the first base and the work-piece side of the first inlay is contoured to form one side of the workpiece. The die side of the second inlay is cast into the second base and the work-piece side of the second inlay is contoured to form another side of the workpiece. The first and second dies are mounted in the press opposite one another to form the workpiece between the first and second inlays. As primarily envisioned, the hybrid stamping system may be employed for “low volume” production of components from any formable base metal, such as steel, aluminum, magnesium, or titanium, without losing definition of the desired contour for the manufactured components, but may similarly be used to form components from other materials, such as polystyrene. Such “low volume” production runs may, at times, generate thousands of subject components.
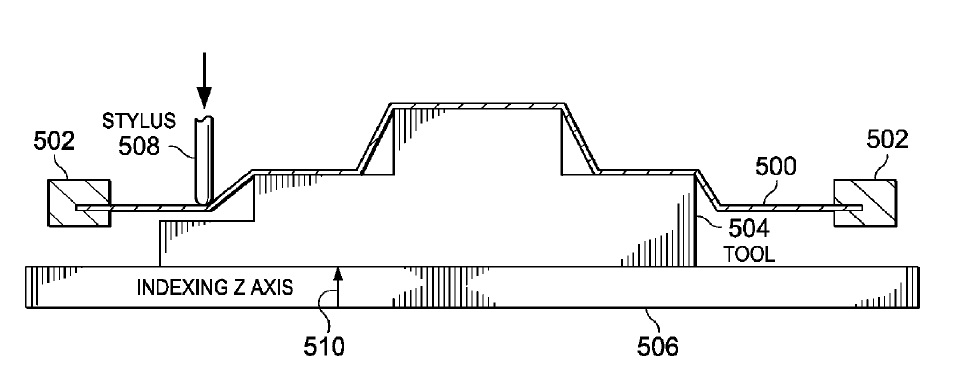
US9682418 — METHOD AND APPARATUS FOR INCREMENTAL SHEET FORMING — The Boeing Company (USA) — A method and apparatus for processing a sheet of material. The sheet of material may be secured relative to a tool in an incremental sheet metal forming machine. Incremental sheet metal forming may be performed on aluminum, steel, titanium, and/or other suitable metals. The sheet of material may be incrementally shaped into a shape of a part using a stylus. The stylus may comprise a rod having a first end and a second end, a substantially curved surface on the first end, and a texture on at least a portion of the substantially curved surface on the first end. The texture may be configured to channel a lubricant onto the first end.
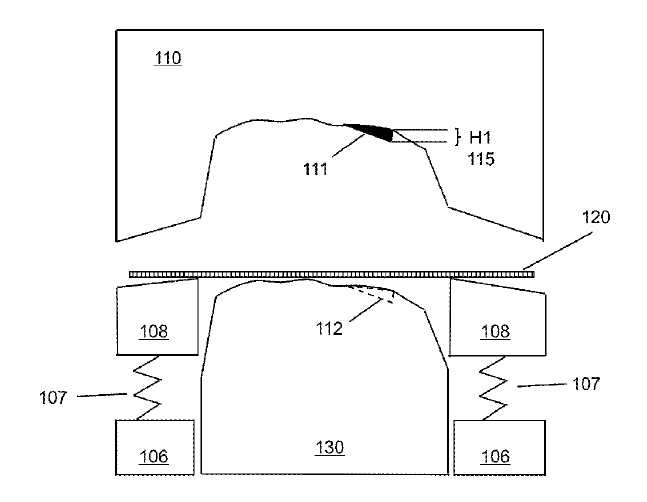
US9682415 — DE-STACKING PROCESS FOR THE SEPARATION OF LUBRICATED ALUMINUM SHEETS — Novelis Inc. (USA) — Described herein is a novel process for separating individual lubricated aluminum sheets from a stack of lubricated aluminum sheets as they enter a stamping press for fabrication. The process involves placing a lift underneath a stack of aluminum sheets and lifting the center upwards. This in turn causes the edges of the stack to bend downwards, creating a concave bending curvature facing the lift. The induced curvature is sufficient to provide the inter-sheet shear necessary to break the adhesion caused by the lubricant.
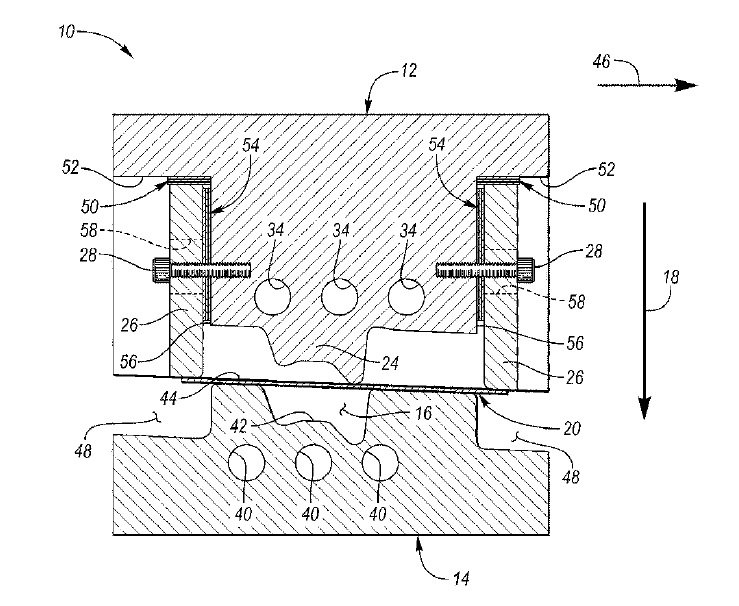
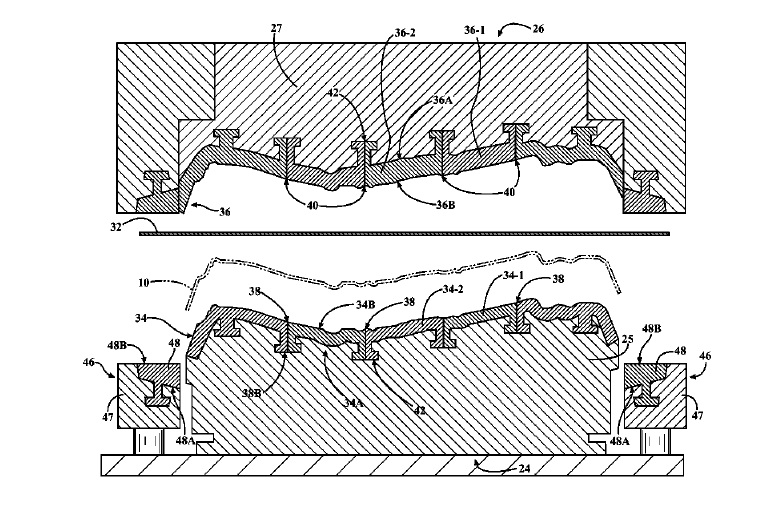
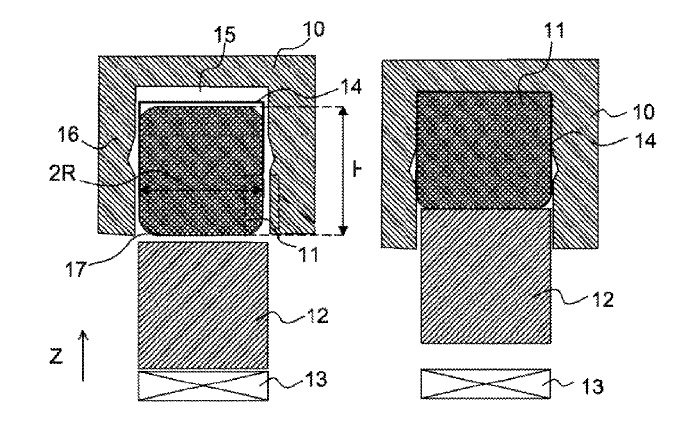
US9656317 — STAMP, MOLD, QUENCH OF ALUMINUM AND MAGNESIUM SHEET — Temper IP, LLC (USA) — The present invention is directed to a method of manufacturing aluminum and magnesium sheet components, particularly for use in automotive manufacturing. A method of forming and quenching a product via electrically heating includes providing tools that have been electrically heated, providing a die forming shell for supporting a component and for defining a final shape of a formed product formed from the component, and providing a support structure for supporting the die forming shell during the heating of the component or tools. Two portions of the die forming shell are joined together so that an inner surface of the two portions cooperate to form a cavity that defines the shape of the formed product. The component is formed into the formed product, whereby the component is (a) heated before the formed product is formed and/or (b) heated while the formed product is formed. The formed product is quenched via conductive quenching through the die forming shell by at least one of water and a gas.
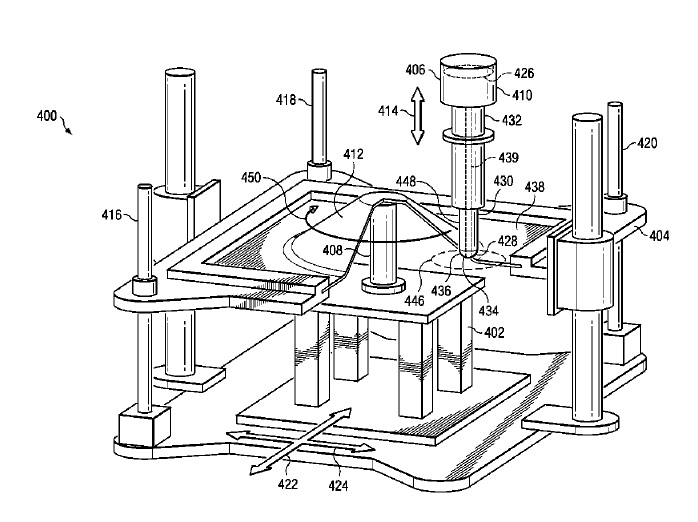
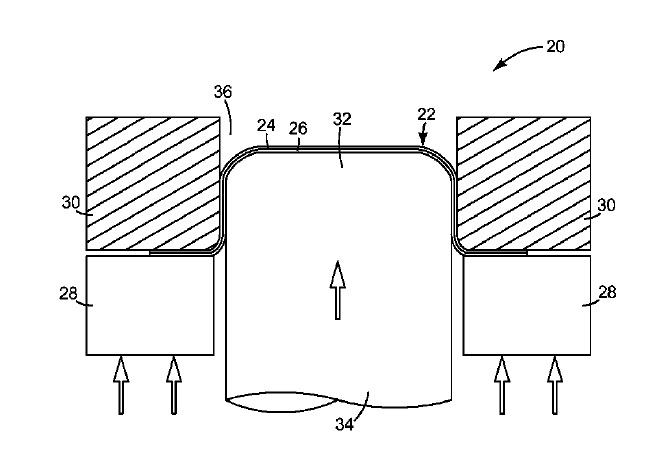
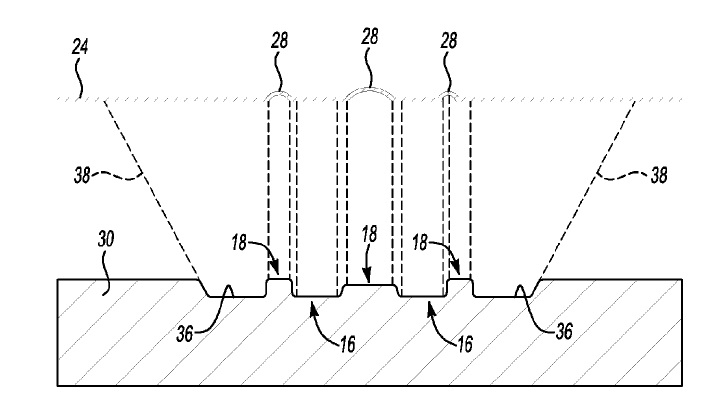
US9630230 — DEVICE AND METHOD FOR FORMING BY STAMPING AT HIGH SPEED — ADM28 S. R.L (Luxemourg) — A device and a method for forming by stamping a curved metal sheet. The device includes a punch made of deformable and substantially non-compressible material, a hammer configured to strike the punch along the longitudinal axis Z. A generator to generate a magnetic field configured to impart on the hammer a speed greater than a predetermined speed in the Z direction. The device further includes a matrix of predetermined shape, approximately rotationally symmetrical about the longitudinal axis Z. The punch is rotationally symmetrical about the longitudinal axis and configured to be disposed in front of the matrix. The punch has a longitudinal dimension in the same order of magnitude as its dimension perpendicular to the longitudinal axis Z.
US9616513 — METHOD OF FORMING DEEP-DRAWN PAINT FILM LAMINATED SHEET METAL AND ARTICLES MADE THEREFROM — 3M Innovative Properties Company (USA) and McMaster University (Canada) — A method for painting a complex or compound curved three-dimensional surface of a portion of an article. The method comprises providing a paint film; providing sheet metal having opposite major surfaces and being made of steel, aluminum or any other desired elemental or alloyed metal; laminating the paint film onto a major surface of the sheet metal to form a painted sheet metal laminate comprising a first portion and a second portion; permanently deforming the first portion of the painted sheet metal laminate into a formed portion of the article having a complex or compound curved three-dimensional shape; applying an initial force for securing the second portion of the painted sheet metal laminate during an initial stage of said permanently deforming step; and applying a later force for securing the second portion of the painted sheet metal laminate during a later stage of said permanently deforming step. The later applied force is greater than the initially applied force.
US9522419 — METHOD AND APPARATUS FOR MAKING A PART BY FIRST FORMING AN INTERMEDIATE PART THAT HAS DONOR POCKETS IN PREDICTED LOW STRAIN AREAS ADJACENT TO PREDICTED HIGH STRAIN AREAS — Ford Global Technologies, LLC (USA) — A method of forming a part that has areas of high strain and predicted areas of low strain from a blank and method of designing a die for forming such a part. Predicted areas of low strain are identified that are adjacent to predicted areas of high strain. A pre-forming die is designed to form the blank to provide a donor pocket in an intermediate part in a predicted low strain area that is adjacent to the predicted high strain area. The donor pocket of the intermediate part is drawn into the predicted high strain area while forming the intermediate part into the part in a stamping operation.
US9493867 — METHOD OF MANUFACTURING A STRUCTURAL AUTOMOTIVE PART MADE FROM A ROLLED AL–ZN ALLOY — Aleris Aluminum Duffel BVBA (Belgium) — A method of manufacturing a formed aluminum alloy structural part or a body-in-white (BIW) part of a motor vehicle. The method includes: providing a rolled aluminum sheet product wherein the aluminum alloy is an AA7000-series aluminum alloy and has a gauge in a range of 0.5-4 mm and is subjected to a solution heat treatment and has been cooled, forming the aluminum alloy sheet to obtain a three-dimensional formed part, heating the three-dimensional formed part to at least one pre-ageing temperature between 50-250oC, and subjecting the formed and pre-aged motor vehicle component to a paint bake cycle. It has been found that AA7000-series sheet alloys when formed for example by means of stamping into three-dimensional components can be sensitive to fracture cracking when at ambient temperature in an ambient atmosphere like in a press shop, thus in a commonly non-aggressive corrosive environment. However, when subjecting the formed component to a pre-ageing treatment said sensitivity to delayed crack formation is significantly reduced, and by optimizing the pre-ageing treatment in dependence of the forming operation and the alloy used, it can even be overcome.
US9434134 — FORMABLE LIGHT WEIGHT COMPOSITES — Productive Research LLC (USA) — The present invention relates to light weight composite materials which comprise a metallic layer and a polymeric layer, the polymeric layer containing a filled thermoplastic polymer which includes a thermoplastic polymer and a metallic fiber. The composite materials of the present invention may be formed using conventional stamping equipment at ambient temperatures. Composite materials of the present invention may also be capable of being welded to other metal materials using a resistance welding process such as resistance spot welding.
US9430594 — NUMERICAL SIMULATION OF PROGRESSIVE LANCING OPERATION IN SHEET METAL FORMING — Livermore Software Technology Corp. (USA) — Systems and methods of conducting a time-marching simulation of manufacturing a sheet metal part that requires progressive lancing operation (PLO) are disclosed. The time-marching simulation is conducted with a connection-separation scheme for nodes along the lancing route to ensure a smooth timely separation of a lancing cut. The scheme includes creating a set of surrogate lancing route nodes by duplicating nodal coordinates of the existed nodes located along the lancing route. Nodal constraints to initially link together the existed nodes and the corresponding surrogate nodes are then created. The nodal constraint is removed in accordance with a separation time schedule established using start and end locations of the lancing route and corresponding start and end time for making the lancing cut. The nodal constraints can also be removed based on the zones of the lancing route defined by a user.
US9409349 — FORMED SHEET METAL COMPOSITE TOOLING — The Boeing Company (USA) — A method and apparatus for manufacturing a tool for creating composite components. A sheet metal material is secured over a forming tool in an incremental sheet metal forming machine. The sheet metal material is incrementally shaped with a stylus to form a shape for the tool. The tool is removed from the incremental sheet metal forming machine when the shape for the tool is complete. wherein the two-piece mold is comprised of a material selected from one of fiber glass, carbon, aluminum, steel, and titanium and the mold is comprised of the same material as the component.
US9321090 — FORMING TOOLS HAVING TEXTURED SURFACES — Ford Global Technologies, LLC, The Boeing Company, and Northwestern University (USA) — A manufacturing method forms components having a desired shape. A contoured surface is defined for a forming tool for forming a metal blank into the desired shape, wherein respective portions of the metal blank flow over the contoured surface during forming. An intrinsic material flow pattern resulting from the contoured surface is compared to a desired flow in order to identify regions of the contoured surface having an insufficient flow that creates areas in the formed metal blank receiving less than a desired amount of metal. A surface micro-texture is applied onto the contoured surface in a pattern selected to increase metal flow along the identified regions by providing a friction in the identified regions that is reduced relative to adjacent regions of the contoured surface. In some embodiments of the invention, a coefficient of flow direction that varies according to the direction of flow may be introduced. Moreover, conventional aluminum sheet metal blanks commonly have a surface texture that results in some directionality of the flow resistance which has not been accounted for. In the present invention, any sheet metal texture affecting the flow resistance (either increasing it or decreasing it) can be employed as one factor for influencing the metal flow pattern.